


シャフト表面の傷、打痕等を自動検出します。インライン化した場合、不良品を発見時に機構側へ排除信号を送り、自動判別まで可能にしました。
このカタログについて
| ドキュメント名 | 事例別13_シャフト表面の不良検査装置 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 407.2Kb |
| 取り扱い企業 | アイエスシー株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Case13 シャフト表⾯の不良検査装置
検査概要
シャフト表⾯に発⽣する傷、打痕等を⾃動検出します。インライン化の場合は
良品・不良品の結果より、機構側へ排除信号を送り、⾃動判別も可能です。
機能概要/特徴
・ローラでシャフトを回転させる機構のスタンドアロンの検査装置です。
・キャスター付きで、移動も可能です。
・シャフトサイズによって、1台のカメラを移動撮像し、シャフトサイズが
450mm(検査領域⻑:410mm)までは2分割、450mmを超えた場合は、
3分割にて撮像します。
・検出傷精度︓ピンホール最⼩傷(5/100φ)、傷の最⼩サイズは5/100[mm] と
なります。
・検査スピードは、シャフト⻑さ及び太さにより変化します。
(例︓⻑さ400mm、太さφ12.5mmの場合は約3秒)
・インライン化により、⾃動判別後排除信号を機構側へ送信し不良品の排除を⾏う。
検査の内容
■装置/システム
項⽬ 仕様
カメラ カメラは最⼤ラインレート35KHz
検査部 照明 検査物最⼤幅600mm照射
搬送部 シャフト回転機構
処理⽅式 傷検出専⽤アルゴリズム
検査処理部 測定対象物と検出内容 シャフト(円柱棒)の傷、打痕他
測定精度 ⼨法精度35μ
■処理の流れ
回転しながら撮像⇒シャフト表⾯の傷、打痕を検出⇒判定結果⇒良品・不良検出
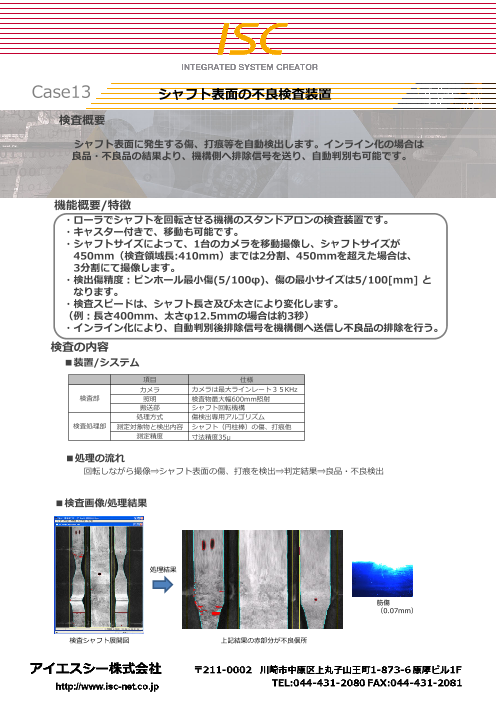
■検査画像/処理結果
傷検出処理 傷検出部
処理結果
筋傷
(0.07mm)
検査シャフト展開図 上記結果の⾚部分が不良個所