


この事例ではギアのクラックや欠け等をラインセンサカメラ及びレーザーによる光切断で検出。本装置の導入で製造時の検出を可能にしました。
このカタログについて
| ドキュメント名 | 事例別02_ギアの不良検査装置 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 545.2Kb |
| 取り扱い企業 | アイエスシー株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Case2 ギアの不良検査装置
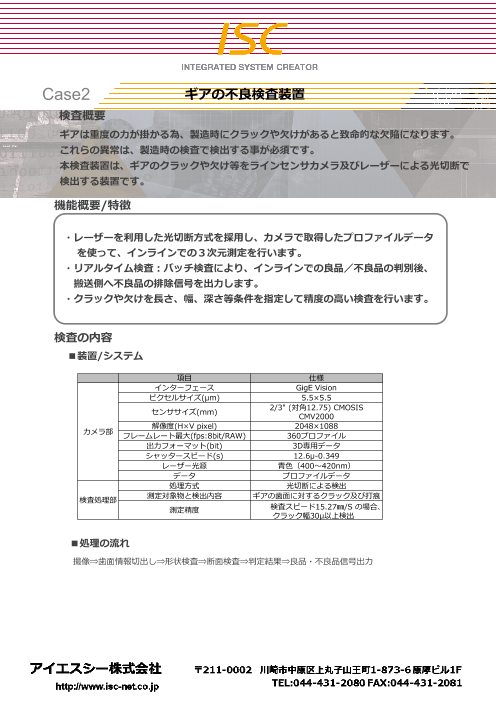
検査概要
ギアは重度の⼒が掛かる為、製造時にクラックや⽋けがあると致命的な⽋陥になります。
これらの異常は、製造時の検査で検出する事が必須です。
本検査装置は、ギアのクラックや⽋け等をラインセンサカメラ及びレーザーによる光切断で
検出する装置です。
機能概要/特徴
・レーザーを利⽤した光切断⽅式を採⽤し、カメラで取得したプロファイルデータ
を使って、インラインでの3次元測定を⾏います。
・リアルタイム検査︓バッチ検査により、インラインでの良品/不良品の判別後、
搬送側へ不良品の排除信号を出⼒します。
・クラックや⽋けを⻑さ、幅、深さ等条件を指定して精度の⾼い検査を⾏います。
検査の内容
■装置/システム
項⽬ 仕様
インターフェース GigE Vision
ピクセルサイズ(µm) 5.5×5.5
センササイズ(mm) 2/3" (対⾓12.75) CMOSIS CMV2000
解像度(H×V pixel) 2048×1088
カメラ部 フレームレート最⼤(fps:8bit/RAW) 360プロファイル
出⼒フォーマット(bit) 3D専⽤データ
シャッタースピード(s) 12.6μ-0.349
レーザー光源 ⻘⾊(400〜420nm)
データ プロファイルデータ
処理⽅式 光切断による検出
検査処理部 測定対象物と検出内容 ギアの⻭⾯に対するクラック及び打痕
測定精度 検査スピード15.27㎜/S の場合、
クラック幅30μ以上検出
■処理の流れ
撮像⇒⻭⾯情報切出し⇒形状検査⇒断⾯検査⇒判定結果⇒良品・不良品信号出⼒
Page2
■検査画像/処理結果
1.カケの検出
図1.⽋けがない⻭のプロファイル 図2.⽋けがある⻭のプロファイル
2.バリの検出
図3.バリがない⻭を横から計測したプロファイル 図4.バリが⽬⽴つ⻭を横から計測したプロファイル
3.クラックの検出
図5.クラック部分の⻭の頂点を円周⽅向から撮影した画像
図6.クラック部分を円周⽅向から撮影した画像