



すべてのチャレンジに対するベスト・アンサー
なぜ新しい技術が必要とされるのでしょうか?
それは従来の方法が、経済的・技術的に問題を抱えているからです。
溶接の場合を考えてみましょう。
溶接加工は 複雑でコストがかかり、特にプレコート材やアルミニウムの溶接には、大変な困難を伴います。
また、表面のコーティングを損傷させたり、正しく接合できなかったりします。
このように不安定 な接合方法にもかかわらず、信頼できる自動管理システムが未だに開発されていない状況です。
TOX®-接合によりこのような問題を一挙に解決できます。
TOX®-接合なら、1度の深絞り工程 で異なる材料を接合できます。
そして純粋な常温塑性加工により材料の表面を傷めません。
TOX®製品の技術と経済性は、既に多くの採用実績で実証済みです。
■ラインナップ
・TOX®-ラウンド接合
・TOX®-SKB
・TOX®-フラット接合
・TOX®-マイクロポイント
・TOX®-ツインポイント
・TOX®-ヴァリオ接合
・TOX®-クリンチリベット
詳細はカタログをダウンロードしてご覧ください。
関連メディア
このカタログについて
| ドキュメント名 | TOX® - カシメ接合 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | トックスプレソテクニック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOX®クリンチテクノロジー
1
Page2
TOX®接合技術
........................................................................................................................................................
TOX®接合:シンプルさが強みです!
2 tox-pressotechnik.com
Page3
........................................................................................................................................................
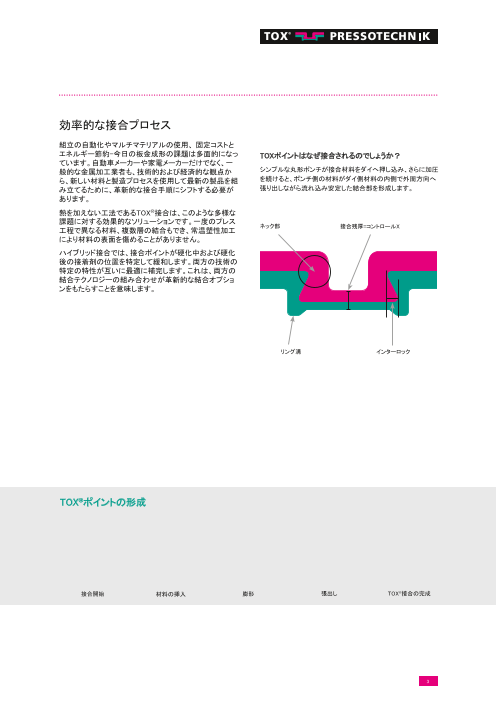
効率的な接合プロセス
組立の自動化やマルチマテリアルの使用、 固定コストと
エネルギー節約–今日の板金成形の課題は多面的になっ TOXポイントはなぜ接合されるのでしょうか?
ています。自動車メーカーや家電メーカーだけでなく、一
般的な金属加工業者も、技術的および経済的な観点か シンプルな丸形ポンチが接合材料をダイへ押し込み、さらに加圧
ら、新しい材料と製造プロセスを使用して最新の製品を組 を続けると、ポンチ側の材料がダイ側材料の内側で外周方向へ
み立てるために、革新的な接合手順にシフトする必要が 張り出しながら流れ込み安定した結合部を形成します。
あります。
熱を加えない工法であるTOX®接合は、このような多様な
課題に対する効果的なソリューションです。一度のプレス
ネック部 接合残厚=コントロールX
工程で異なる材料、複数層の結合もでき、常温塑性加工
により材料の表面を傷めることがありません。
ハイブリッド接合では、接合ポイントが硬化中および硬化
後の接着剤の位置を特定して緩和します。両方の技術の
特定の特性が互いに最適に補完します。これは、両方の
結合テクノロジーの組み合わせが革新的な結合オプショ
ンをもたらすことを意味します。
リング溝 インターロック
TOX®ポイントの形成
接合開始 材料の挿入 膨形 張出し TOX®接合の完成
3
Page4
........................................................................................................................................................
柔軟性 ■ 同素材または異種材料
クリンチングプロセスでは、品質、表面、厚さが異なる板金 ■ 入熱なし: 材料ダメージを与えません
■ 異種素材や軸部品
接合を中間層に接着剤を含んだ接合も可能です。 ■ 副資材不要
■ 工程の自動化とモニタリングが可能
■ 強固な結合
異なる材料 ■ ワークピースへのコンタミなし
継続的な開発と多数のアプリケーションでのノウハウによ ■ コーティング表面にダメージを与えない
り、長いツール寿命が実現しています。
優れた導電性
クリンチングプロセスは、他の機械式と比較して最高の導
電性を提供します。これにより、クリンチングは電気部品の
アセンブリおよびデバイスの接合に理想的です。
ポイント径: 板厚
2 – 26 mm
0.1mm
12 mm
~
0.1mm
12 mm
一般的なサイズ
TOX®接合が可能な組み合わせ
異種材料 異なる表面仕上げ 異なる厚さ 複数層
4 tox-pressotechnik.com
Page5
........................................................................................................................................................
照明器具 エンジンフード エアバックケース
洗濯機のドラム 車載モーター用ケース
洗濯機の筐体 熱交換器 ヒューズボックス
自動車用シート部品
5
Page6
TOX®-クリンチテクノロジーの特長
........................................................................................................................................................
高い静的強度
TOX®-接合は、溶接点の最大70%の高い静的強度を実現 TOX®-接合 腐食テスト
します。また、ひずみ硬化を有し、表面コーティングを維持 様々な材料と条件で強度を測定
するので、一般的に、溶接に比べより経済的でもあります。
さらに、異種材料の接合を実現できます。 1.000時間の塩水噴霧試験
1.000時間の交互気候
エイジングなし
9 kN
腐食のない接合技術 8 kN
腐食試験による結果:TOX®-接合では加工中に表面コーテ
7 kN
ィングが損傷しないため、接合された板金の耐腐食性(亜
6 kN
鉛メッキなど)が維持されます。表面は損傷を受けず、その
まま残ります。 5 kN
4 kN
3 kN
2 kN
安定した動的強度 1 kN
スポット溶接と比較して、クリンチングプロセスにはノッチ効 0 kN
アルミ
果のマイナスの特性がありません。これにより、さまざまな 鋼板 DC04 鋼板 DC04 鋼板 DC04
0.8 mm 0.8mm 0.8mm EN AW-5182
負荷サイクルにわたって接合部の強度を一定に保つことが 蒸気脱脂 接着剤併用 フランジシーム 蒸気脱脂
接着剤併用
できます。
動的強度
振動せん断強度荷重下でのクリンチ、パンチリベット、スポット溶接接続の強度比較(耐久性疲労試験) F
ロードサイクル数
F
10,000 100,000 1,000,000
100 kN
材質:
鋼板 ZStE 420 t=1 mm
接合技術:
10 kN
T OX®-ラウンドポイント
dM = 8 mm
5.3 x 5.0 mmの中空リベット
によるリベット留め
ス ポット溶接
dL = 5 mm
1 kN
F D 疲労強度:
12 kN
kN 出典:FOSTA P283
13
6 kN
6 tox-pressotechnik.com
振幅する力Fa
せん断力Fs
Page7
コストパフォーマンス
........................................................................................................................................................
環境にやさしくコストも削減
コストパフォーマンス
TOX®-接合はスポット溶接と比較して、設備投資、製
一般的なツール寿命
造、ツールコストが約40%ものコストが削減できます。
例えば:
500,000
■副資材の調達がなく、運用コストが安い
■完全自動化が可能なので、生産を合理化 400,000
■熱を発生せず、省エネ
■後処理が不要
300,000
■継続的な品質管理により品質確保が可能
マルチポイント接合により更なるコスト削減を実現 200,000
100,000
0
省エネで環境にやさしく ステンレス アルミ メッキ鋼板 鋼板 銅
クリンチングは冷間成形プロセスであるため、次の
様な利点があります:
■有毒な蒸気やガスの発生なし
■作業員へのリスクが極めて低い
■サイクルタイムが短く、かつ低騒音 1ポイントあたりのコストの比較
■冷却設備、油、ガスの消費なし
■化学物質や廃棄物の処分が不要
100%
75%
50%
25%
0
スポット溶接 TOX接合
投資コスト
運用コスト
ツールコスト
7
Page8
加工工程での利点
........................................................................................................................................................
アプリケーションに応じた最適なソリューション
トックス プレソテクニックは最高の技術ソリューションとシステムをオールインワンで提供します。それぞれのニーズに
あわせて設計されたものをご提供します。
ここでの重要なステップの一つが接合ポイントの形状の選択です:
TOX®-ラウンドポイント
ベーシック:シンプルな丸形ポンチが接合材料をダイへ
押し込み、さらに加圧を続けると、ポンチ側の材料がダ
イ側材料の内側で外周方向へ張り出しながら流れ込
みます。その結果、錆びやすいエッジやバリを生じるこ
となく、丸い接合ポイントが形成されます。
アルミニウム・メッキ鋼板や亜鉛メッキ鋼板の接合も、
表面被膜ごと押し込むので防錆性を損ないません。高
い伝導特性が得られます。
TOX®-SKB
この特殊ダイは、固定部と稼働部で構成されていま
す。固定部が材料とポンチを中央に配置します。可動
部により材料の流れ込みを促し、インターロックを形成
します。異なる厚さの板厚での接合や、材料間に接着
剤を使用するのに適しています。
TOX®-マイクロポイント
TOX®-ラウンドポイントの縮小版として、小物部品に
も。片側板厚0.1~0.5㎜で狭いフランジ幅にも対応す
る接合工法です。
接合層間で優れた通電特性が得られ、伝導部品に
も最適です。
8 tox-pressotechnik.com
Page9
........................................................................................................................................................
TOX®-ツインポイント
2層の接合材が互いに回転するのを防止しながら、1
打点に比べ、接合強度をほぼ倍にすることができま
す。小さいフランジ幅や限られた接合スペースに最
適です。条件によっては伝導部品の接合にも適用し
ます。
TOX®-フラットポイント
TOX®-接合で形成される丸い突起部分は部品によっ
ては妨げとなりかねません。そのような場合にこのフ
ラットポイントを導入いただけます。最初の工程でラウ
ンドポイントを形成し、次にポイント部分をつぶして平
らにします。接合ポイントの高い剪断強度と剥離強度
はほとんど変わりません。
TOX®-ヴァリオポイント
接合が難しい材料のTOX®-接合:板厚差が大きい場合
や高張力鋼板、塑性加工性が乏しい材料や非金属材
料の接合に適しています。
片側の材料に下穴加工をしその穴へ塑性加工性を有
する材料を挿入し張り出し部を成形。低い加圧力で結
合でき、マルチポイントにも対応可能です。
9
Page10
プロセス能力
........................................................................................................................................................
TOX® E クリンチング
溶接やねじ止め等と比較して、電気抵抗に影響を与えな
いTOX®-Eクリンチングは、伝導部品結合に最適です。
長期間での安定したエネルギー伝達
TOX®-Eクリンチが高い伝導性を保持する秘密は接合部
の接着力にあります。 インターロックを形成しながらかし
める際に材料同士が結着するTOX®-接合ならではの特
性が、伝導性を高く保持する結果となります。
最大伝導率のノウハウ
導電率を最大にするには、Eクリンチではいくつかの設計
ルールを考慮する必要があります。Eツインポイントはト
ルクに耐えることができるため、材料にに機械的応力が
かかる場合に推奨されます。TOX®-Eマイクロポイント
は、小さな径で良好な接合を実現するため極小部品の
接合に適しています。
異種材接合
TOX®-Eクリンチは、隔離された金属間相を作成しない
ので、バッテリーモジュールで一般的な組み合わせであ
る銅とアルミニウムの接合に適しています。また銅の錫
コーティングのような柔らかいコーティングも損傷なしに
形成されます。入熱なしの工法ですので、熱に弱いバッ
テリーセルの接合にも最適です。このプロセスにより、有
効な接触面がほぼ2倍になり、TOXポイントの導電率が
向上します。
特長
かしめ工程中に部材同士が結着
堅固な接合
事前加工が不要
入熱なし
電気抵抗を低く保持
関連データの履歴化
10 tox-pressotechnik.com
Page11
........................................................................................................................................................
実証済みのプロセス品質
継続的な品質管理
TOX®-ラウンドポイントの大きな利点は品質管理のしやす
さにあります。接合残厚コントロールXを測定、管理する事
により、量産においても簡単な品質管理が可能です。また
付加的に断面図を確認する事も接合の品質管理に役立
ちます。引っ張り試験によって剪断強度と剥離強度が測
定いただけます。
TOX®-テクニカルセンターでのテスト
TOX®-接合導入の際には弊社ラボでテストを行い、お客
様のアプリケーションに沿った最適な接合方法をご提案
致します。必要な加圧力や適切なツールなど、アプリケー
ションのパラメーターを決定し、システムを確立します。
パラメーターの最終チェック
システムを提供する前に、実際のプロセス結果を確認しま
す。断面を作成し、接合プロセスと接合部の保持力を分
析、データは詳細なテストレポートに文書化されます。シ
ステムの初期設定は、これらの決定された値とパラメー
ターに基づいています。
特長
無償のテストにより接合の品質を保証
せん断、剥離強度の測定とデータ化
接合品質のデータ化 φ8mm
量産前の試作も可能
顕微鏡で接合ポイントの断面を分析し、最適化を行います
11
Page12
システム能力
........................................................................................................................................................
TOX®-接合設備
トックスプレソテクニックは、実績で培ってきた豊富なノウ
ハウと技術で接合システムをご提供します。
最良の結果を達成するため、接合システムは実績のあ
るコンポーネントで構成されています。
モジュール方式により、TOX標準品ラインナップからコン
ポーネントを組み合わせ、お客様のニーズに適した最適
な接合設備をご提案します。
1
ツール 1
高寿命ツール: ポンチとダイは材質、板厚に最適なツー
ルを選定します。
フレーム2 2
接合工程での荷重が吸収されるよう設計されています。
TOX®-駆動 3
接合に必要な荷重をエア、油空圧、油圧、サーボ駆動
から選択します。
制御とモニタリングシステム
外 部インパルス、PLC制御
すべての工程の制御、モニタリング用ソフトウェア
2
すべての工程のモニタリング
安全装置
セーフティードア、ライトカーテン、安全管理等
センサー
自動制御用センサープロセスシーケンスパラメーター荷
重、荷重-位置センサー、位置センサー等
アクセサリ
工具や材料庫潤滑にするためのスプレーシステム、金型
の状態を確認するツールチェック等豊富なアクセサリを
ご用意しております。ストリッパ、調整スライド等その他
多くのオプションがあります。
12 tox-pressotechnik.com
Page13
........................................................................................................................................................
システムデザイン
接合システムの基本デザインとのバリエーションとして、ガ
ンタイプ、定置式、ロボット、プレス装置などからお選びい
ただけます。
3
設備設計の際の重要なポイントは、ワークピースの供給方
法、サイクルタイム、ワークピースの形状、大きさなどがあ
ります。
ロボットガン
ロボットタイプの接合システムでは接合ポイントへの正確
な位置決めが行えます。
マシンガン
装置やデバイスへの内蔵に、分離タイプのプレス駆
ロボットガンシステム
動、TOX®-パワーパッケージ KTシステムが最適です。
ハンドガン
柔軟性と操作性が必要とされる、小ロットの生産にはハン
ドガンが適しています。
装置
完全自動化、自動と手動のハイブリッド、手動式等
システムデザイン
マシンガン ハンドガン 装置
13
Page14
構成部品
........................................................................................................................................................
TOX®-接合ツール
接合工程においては、ツールが一番重要な役割を果たし
ます。TOX®-テクニカルセンターで、材質や板厚に適した
最適なツールを選定し、強度を保証します。
ポンチとダイの1組から構成されるツールは、高品質で高
精度なマシニングセンターにより製造されています。使用
用途に応じてコーティング等の加工も施されます。
ツールパスポートには個々のアプリケーションに応じた情
報が掲載されておりますので、製造、メンテナンスの際に
ご参照ください。信頼できる、安全で長期にご使用いただ
けるシステムをご提供致します。
TOX®-ツールチェック TOX®-スプレーシステム
オプションのアクセサリTOX®-ツー 接合工程前に、ワークピース表
ルチェックは工程中にダイの状態 面やツールに潤滑液をスプレー
をチェックします。ダイの欠損を検 し、接合工程後にツールがワー
出します。 クピースから離れやすいようにし
ます。
14 tox-pressotechnik.com
Page15
........................................................................................................................................................
統合生産のための柔軟な制御-ソフトウェア
マルチテクノロジー制御
®
1つのシステムで多くの可能性!当社のマルチテクノロ TOX -マルチテクノロジー制御
ジー制御は、すべての機能の操作とモニタリングを可能
にします。 例えば、ロボットがガンを交換すると、システ
TOX®-接合
ムはパラメータを認識しすぐに作業を続行します。あらゆ
るドライブに対応し、最高度の柔軟性を発揮します。 リベット
更にインターフェイスTOX®-HMIによりシステムのインス
トールと操作が簡単に行えます。このインターフェイスは
どの国でも使いやすいように構成されています。
生産の統合
豊富なインターフェイスによりTOX®-設備の企業ネット
ワークへの接続も簡単に行えます。機器はフィールドバス
を介して相互に通信し、収集されたデータによりプロセス
の継続的なモニタリングと改善が可能になります。製造プ
ロセスからのフィードバックを利用して、技術パラメータ
機能要素の挿入
(例:コントロールX)の最適化を行います。予測メンテナン
スにより、不要なメンテナンス作業やダウンタイムを削減
できます。
特長
異なるアプリケーションや機器を一括して制御
企業ネットワークから工程パラメータのインポート
システム機器の自動設定
機器のモニタリング: 作業時間の保存、メンテナンス
カウンター、ツールインフォメーション等
予測メンテナンスによるダウンタイムの削減
動力学的モニタリングシステム
N周辺機器接続の為の多彩なインターフェイス TOX®-HMI
(例:ロボット、センサー、フィーダー) 制御/操作ユニット
OPC UA / MQTTを介したネットワーク通信 お客様
シンプルなケーブル接続 ネットワークシステム
15
Page16
アクセサリ
........................................................................................................................................................
プロセスモニタリングシステム
TOX®-クリンチテクノロジーの為に専用に設計されたモニ
タリングシステムです。機器CEP400とCEP400Tは製造工
程のデータとパラメータをモニタリングします。荷重セン
サーが加圧力を測定、位置センサーコントロールXを測定
しモニタリングします。
Cフレーム コラムプレス
Cフレーム
接合工程で生じる荷重はCフレームまたはコラムプレスに
よって吸収さなければいけません。システム設計の際には
干渉、総重量、ワークピースへのアクセス、作業環境や安
全規定などをトータルに考慮します。
プレスフレーム
コラムプレス
16 tox-pressotechnik.com
Page17
........................................................................................................................................................
TOX®-ドライブ
TOX接合で必要なプレス駆動として、エア、油空圧、油圧、
サーボの多彩なドライブをご用意しております。
TOX®-パワーパッケージ
世界中で何千もの装置に使用されているドライブ、高出力
エアーハイドロシリンダー。出力2~2000kNの豊富なライン
ナップ。
T OX®-サーボドライブ
~1000kNのモジュールサーボシステム
オプション
制御やワークホルダー、安全装置、アクセサリーなどの追
加コンポーネントに関する情報は、当社ウェブサイト、tox-
pressotechnik.comをご参照ください。
17
Page18
個々のニーズにあわせたソリューションの提供
........................................................................................................................................................
TOX®PRESSOTECHNIKはプロセスフローをより経済的に設
計します – 特殊システム、インテリジェントアセンブリシ ニーズの特定
ステム、および統合された追加機能を備えた完全自動 特別な機械だけでなく生産システムについても、広範なコンサル
フィーダー等、長年の経験と実績によるノウハウで様々な ティングが私たちのコンセプトの基礎です。多くの経験と実績、高
ニーズにお応えいたします。 度な専門知識を使用して、フレームワークの条件を特定し、必要な
コンポーネントを決定し、最初のシステムレイアウトをスケッチしま
お客様のワークフローに沿った、効率的なシステムの構築 す。私たちのラボでは、材料、コンポーネント、および要素を使用し
を目指しています。個々の要件に応じて製造プロセスと最 て、並行してサンプリングを実行できます。
適化するための最適なソリューションを見つけることをお約
束します。
弊社のシステムは、お客様とプロジェクトマネージャーとの
緊密な協力の産物です。サービスチームもいつでも迅速か
つ確実に対応します。
開発工程
システムコンセプトは設計部門に転送され、設計部門はマシンレイ
アウトを作成し、生産用の詳細図面を作成します。コンポーネント
は計画に従って製造または調達され、システムが組み立てられま
す。次に、制御コンポーネントがインストールおよび構成されます。
試運転
機器の製造が完了すると試運転を行い、要件が満たされている
かの検証を行います。可能な限りお客様の立ち合いの下で行い
ます。システムの納入、セットアップ、接続後、オンサイトでの試
運転は、資格のある担当者がサポートします。
アフターサービス
システム導入にあたって弊社内、またはお客様指定の現場でのト
レーニングを行います。多くの場合、初期生産のサポートを行いま
す。すべてがスム ーズに実行されている場合は、最小限の定期的
なメンテナンスで大丈夫です。
18 tox-pressotechnik.com
Page19
19
Page20
システム導入例
........................................................................................................................................................
TOX®-ロボットガン
自動車の車体部品の接合装置
TOX®-プレス
車載モーターハウジン
グの接合装置
TOX®-ハンドガン
手動接合用
20 tox-pressotechnik.com