


日本ラッドの IoT活用術
掲載内容
◆設備稼働を管理したい現場ニーズとは・・・
◆設備稼働管理を阻む3大要素とは
◆低コストでニーズをかなえる、必ず役に立つシステムを選ぶ、重要なポイント
◆三色灯取得ソフトだけでは処理できない!『真の稼働』を導き出すには
◆稼働管理実践ガイド ー方法編
◆稼働管理実践ガイド ー効果編
◆稼働管理 導入のコツとメリット
◆三色灯取得ソフトだけでは処理できない『真の稼働』をどのように導き出すか
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 稼働管理から始める、そして、間違わない!「稼働率向上促進システム」導入ガイド |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 日本ラッド株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
日本ラッドの
IoT活用術
稼働管理から始める、そして、間違わない!
「稼働率向上促進システム」導入ガイド
日本ラッド株式会社 IoTソリューション事業部
設備稼働を管理したい現場ニーズとは・・・
設備の稼働状況が不明だと、困ったことがいろいろ起こる、こんなことありませんか?
産業用部品加工事業 困りごと(ペインポイント) 現状は…
空いている設備を割り出して効果的に生産の配分を計画したいが、状 有効な手が打てず、現場監督者の勘と報告書を
産業用ファスナー製造
況が不明なため、実行できない。ま設た備、管現理在効が率ひ化っ迫した状態なのか 信じるしか方法が無い・・・
どうかも不明なので、新規設備投資の稟議や判断も難しい。
産業用部品加工事業 困りごと(ペインポイント) 現状…
日報による稼働率計算や停止時間・理由報告など、記録があいまいと 古い機械なので、PLC等からのデータ取得でき
鍛造品製造 なり、停止時間低減などの活動の妨設げ備に管な理っ効て率い化る。 ないため、稼働やショット数の取得方法がわか
らず、放置している・・・
自動車部品製造事業 困りごと(ペインポイント) 現状…
メーカー製ソフトで成形条件等の管理は実現したが、現場に行かない メーカソフトからデータを出力し稼働率等の計
プラスチック
と状況が見えず、不具合発生の早期発見や予兆確認ができない。 算をしている。ただし、段取り等の時間等は測
成型品 設備管理効率化
また、再始動時の試運転等の時間なども把握できず、効率化できない れないため、稼働している時間しか取れない。
産業部品加工事業 困りごと(ペインポイント) 現状…
多数の設備に対して短サイクル小ロット生産を実施し、設備稼働をと 三色灯だけでは、現状の稼働が見えるだけで、
金属加工工場 タールで管理し、手待ちの分析等、設生備産管効理率効率向化上に向けた戦略を実施 活用方法がわからない。また、1台の端末しか見
したいと思い、三色灯からデータを取得する装置を入れたが・・・ えず、遠隔事務所棟では閲覧が難しい・・・
2
Page2
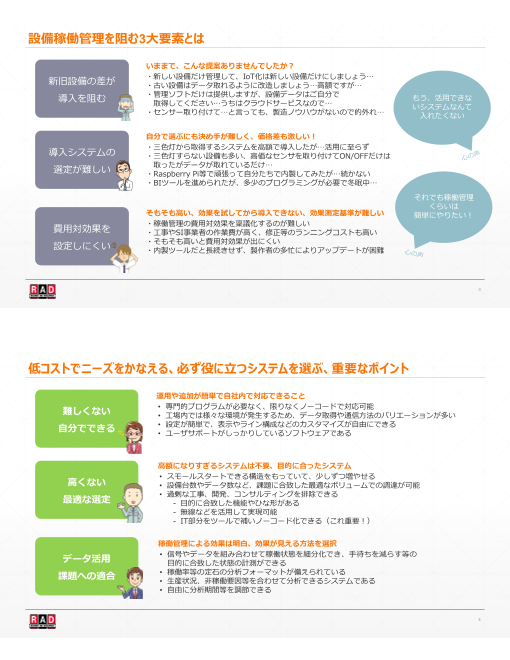
設備稼働管理を阻む3大要素とは
いままで、こんな提案ありませんでしたか?
・新しい設備だけ管理して、IoT化は新しい設備だけにしましょう…
新旧設備の差が ・古い設備はデータ取れるように改造しましょう…高額ですが…
・管理ソフトだけは提供しますが、設備データはご自分で
導入を阻む もう、活用できな
取得してください…うちはクラウドサービスなので… いシステムなんて
・センサー取り付けて…と言っても、製造ノウハウがないので的外れ… 入れたくない
自分で選ぶにも決め手が難しく、価格差も激しい!
・三色灯から取得するシステムを高額で導入したが…活用に至らず
導入システムの ・三色灯すらない設備も多い、高価なセンサを取り付けてON/OFFだけは
取ったがデータが取れているだけ…
選定が難しい ・Raspberry Pi等で頑張って自分たちで内製してみたが…続かない
・BIツールを進められたが、多少のプログラミングが必要で冬眠中…
それでも稼働管理
くらいは
そもそも高い、効果を試してから導入できない、効果測定基準が難しい 簡単にやりたい!
・稼働管理の費用対効果を稟議化するのが難しい
費用対効果を ・工事やSI事業者の作業費が高く、修正等のランニングコストも高い
・そもそも高いと費用対効果が出にくい
設定しにくい ・内製ツールだと長続きせず、製作者の多忙によりアップデートが困難
3
低コストでニーズをかなえる、必ず役に立つシステムを選ぶ、重要なポイント
運用や追加が簡単で自社内で対応できること
• 専門的プログラムが必要なく、限りなくノーコードで対応可能
難しくない • 工場内では様々な環境が発生するため、データ取得や通信方法のバリエーションが多い
• 設定が簡単で、表示やライン構成などのカスタマイズが自由にできる
自分でできる
• ユーザサポートがしっかりしているソフトウェアである
高額になりすぎるシステムは不要、目的に合ったシステム
• スモールスタートできる構造をもっていて、少しずつ増やせる
高くない • 設備台数やデータ数など、課題に合致した最適なボリュームでの調達が可能
• 過剰な工事、開発、コンサルティングを排除できる
最適な選定 ‒ 目的に合致した機能やひな形がある
‒ 無線などを活用して実現可能
‒ IT部分をツールで補いノーコード化できる(これ重要!)
稼働管理による効果は明白、効果が見える方法を選択
• 信号やデータを組み合わせて稼働状態を細分化でき、手待ちを減らす等の
データ活用 目的に合致した状態の計測ができる
課題への適合 • 稼働率等の定石の分析フォーマットが備えられている
• 生産状況、非稼働要因等を合わせて分析できるシステムである
• 自由に分析期間等を調節できる
4
Page3
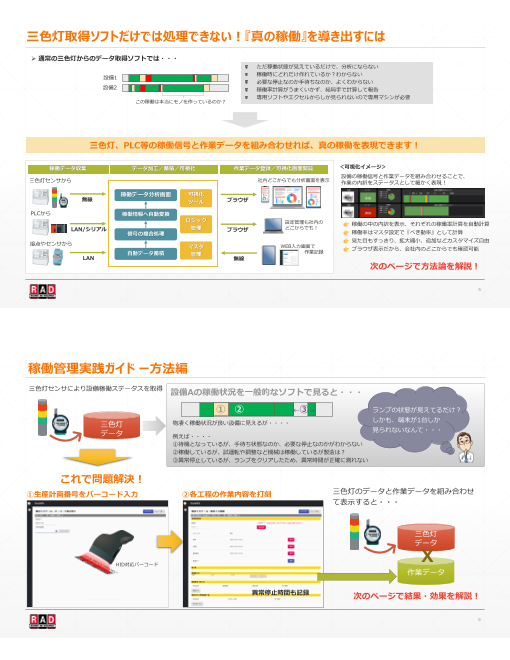
三色灯取得ソフトだけでは処理できない!『真の稼働』を導き出すには
➢ 通常の三色灯からのデータ取得ソフトでは・・・
ただ稼働状態が見えているだけで、分析にならない
稼働時にどれだけ作れているか?わからない
設備1
必要な停止なのか手待ちなのか、よくわからない
設備2 稼働率計算がうまくいかず、結局手で計算して報告
専用ソフトやエクセルからしか見られないので専用マシンが必要
この稼働は本当にモノを作っているのか?
三色灯、PLC等の稼働信号と作業データを組み合わせれば、真の稼働を表現できます!
稼働データ収集 データ加工/蓄積/可視化 作業データ登録/可視化画面閲覧 <可視化イメージ>
設備の稼働信号と作業データを組み合わせることで、
三色灯センサから 社内どこからでも分析画面を表示 作業の内訳をステータスとして細かく表現!
稼働データ分析画面 可視化
無線 ツール ブラウザ
PLCから 稼働情報へ自動変換
ロジック 設定管理も社内の 稼働の中の内訳を表示、それぞれの稼働率計算を自動計算
LAN/シリアル 管理 ブラウザ どこからでも!
信号の複合処理 稼働率はマスタ設定で『べき動率』として計算
見た目もすっきり、拡大縮小、追加などカスタマイズ自由
接点やセンサから
マスタ WEB入力画面で
ブラウザ表示だから、会社内のどこからでも確認可能
自動データ蓄積 管理 作業記録
LAN 無線
次のページで方法論を解説!
5
稼働管理実践ガイド ー方法編
三色灯センサにより設備稼働ステータスを取得
設備Aの稼働状況を一般的なソフトで見ると・・・
① ② ←③→ ランプの状態が見えてるだけ?
しかも、端末が1台しか
三色灯 物凄く稼働状況が良い設備に見えるが・・・・
見られないなんて・・・
データ 例えば・・・・
①待機となっているが、手待ち状態なのか、必要な停止なのかがわからない
②稼働しているが、試運転や調整など機械は稼働しているが製造は?
③異常停止しているが、ランプをクリアしたため、異常時間が正確に測れない
これで問題解決!
①生産計画番号をバーコード入力 ②各工程の作業内容を打刻 三色灯のデータと作業データを組み合わせ
て表示すると・・・
三色灯
デデーータタ
X
HID対応バーコード
作業データ
異常停止時間も記録 次のページで結果・効果を解説!
6
Page4
稼働管理実践ガイド ー効果編
<Before>
正確な稼働率が把握できます
三色灯 設
備
データ
運転 停止 待機
非稼働時間を省いた稼働率を自動計算
作業データ 推移分析により改善活動を評価することが可能
担当データ 作業データや設備データ、取得した情報
10:12:02-10:15:13 段取替え実施 改善活動のターゲットを設定
PLCから
10:15:13-10:17:13 試し打ち実施 「削りたい作業や時間」をターゲット
にするとき、まずは現状の把握から。
設備データ 15:12:10-15:44:50 異常停止
思ったより“手待ち”が多いなど、意外な発見
接点やセンサから
につながることもあり、現場データの蓄積・
分析により改善方法の立案に役立てられます!
<After>設備データと作業データを組合わせて分析!
設 具体的な改善戦略の立案へ
稼働状況の内訳を 備
色別 品 ターゲットが決まれば、どの作業・時間を
で表現、 AAA BBB222
番 どこまで絞れるのかを立案し、設備改善
品番や担当者 担 〇田■太郎 や計画配分、人員配分等の変更など、施策
当
も表示 を実施してその効果を図ることで改善
運転 停止 待機 段取 試運転 活動を推進します。
7
稼働管理 導入のコツとメリット
もっともシンプルで効果的な「生産性KPI」として活用する
ピーク時の生産量を正確に測ることは難しいことではありません。稼働率は最も安価に「生産性が高かったか、低かったか」を図れるツールと
なります。このようなデータの推移を確認し、「良品製造時間の標準値を探る」あるいは「良品製造時間の目標を決め、達成度を測る」などの
活動で「伸びしろ」の部分を生産増に当てるという考え方が、シンプルな生産性向上戦略といえます。
時間 時間 時間 時間
用可 時間 用可 時間
業時間 業時間
時間 時間
時間 計画 時間 計画
止 止
停止 停止
稼働時間 ロス 稼働時間 ロス
正 稼働時間 正 稼働時間
ロス → 異常停止など ロス
→ 伸びしろ
価 稼働時間 不
ロス → 不良品製造時間 価 稼働時間 不
ロス
運用とセットでシステムを導入する
ヘルプボタン ライトやブザー
KPIを設定したら「無駄発生をどうやって早く気づくか?」がポイントになります。 停止報告
早期発見のポイントは「アラートシステム」です。アラート発信システムを利用して 異常信号
「無駄の早期排除」を実施することが、生産性向上の切り札となります。 メール発信
長時間停止兆候
良品製造時間やマシンタイムの増加により、「ピーク製造量の向上」
「リードタイムの短縮」による利益増が見込めます
8
Page5
三色灯取得ソフトだけでは処理できない
『真の稼働』をどのように導き出すか
三色灯取得ソフトだけでは処理できない『真の稼働』を導き出すオールインワンボックス!
三色灯、PLC等の稼働信号や入力データをノンプログラミングで組み合わせて表現可能!
➢ 通常の三色灯からのデータ取得ソフトを使うと・・・
製造見える化150 小さな筐体にすべて搭載、これだけで始められるワンボックス!
設備1
産業スペック筐体(ファンレス、筐体冷却構造) 設備2
Core-i3,SSD256GB,RAM8GB,Windows10IoT,2LAN,4USB,2Serial(RS-232C/422/485) この稼働は本当にものを作っているのか?
強力なソフトウエアをプレインストール ただ稼働状態が見えているだけで、分析にならない
ADVANTECH社製WebAccess/SCADA & BI機能、Konekti EX Small Edge Package 稼働時にどれだけ作れているか?わからない
約400種類対応PLCドライバ同梱済み、MODBUS/OPC-UA/MQTT等対応 停止なのか手待ちなのか、よくわからない
稼働率計算がうまくいかず、結局手で計算して報告
専用ソフトやエクセルからしか見れないので専用マシンが必要
三色灯センサから 社内どこからでも分析画面表示
無線 稼働データ分析画面 ブラウザ なら・・・・もっと便利に!
BIツール
PLCから
稼働情報へ自動変換
設定管理も社内の
LAN/シリアル ロジック ブラウザ どこからでも!
管理
信号の複合処理
接点やセンサから WEB入力画面 稼働の中の内訳が見え、それぞれの稼働率計算が自動計算
マスタ 稼働率はマスタ設定で『べき動率』として計算されます
LAN 自動データ蓄積 管理 無線 見た目もすっきり、拡大縮小、追加などカスタマイズも自由
ブラウザで見れるから、会社内のどこからでも見れる
Konekti BOX「製造見える化ボックス150」は、産業スペッ
<活用シーン>
クのPCに、Konekti EX Small Edge PackageとWebAccess
を搭載し、データ取得からデータ分析までこれ一台で完結で ✓ 三色灯センサ 用で設備20台程度の稼働率管理
データの組み合わせで分析を作れるので、7色まで使用可能!
きます。自由に構成できるダッシュボードやデータ蓄積機能 ✓ ライン毎の速報監視用PCとして複数展開 WEB入力画面で作業登録すれば、試運転や手待ち等の
を活用し、設備データと作業データを組み合わせて稼働率分 ✓ ラインの生産進捗表示用として単独設置 用 『稼働の中の非稼働』『待機の中の無駄部分』が一目瞭然
析やOEE分析を実施できます。他にも、設備状態監視、生産
✓ DX推進のPoCに 用し 確認後に横展開 お試し導入/稼働管理のみにピッタリ!
進捗、生産 分析、異常分析等、高度なデータ分析を実施で
✓ 上位システム送信用のデータ構成の試作に 用 内製支援問合せチケット(1か月有効)付き!
き、現場改善を支援します。
10
Page6
ならノーコード!プログラミングなしで簡単に導入できます!
STEP1 設備からのデータ取得設定 STEP3 ダッシュボードのパネル設定
設備をネットワークに接続し、IPアドレスを設定します。 Konekti BOX内に実装されている、ダッシュボードツール「Konekti EX」でパネル
取得装置の設定ツール を設定します。80種類以上の機能から、表示したいグラフや、設備、タグ名等を設
定するだけで、カンタンにパネルを作成できます。
設定画面
GUI 作で設定可能なので
面倒なプログラミングや
SQL文は必要ありません!
見たいデータや見たいグラ
フをすぐに表示できます!
ダッシュボードの
パーツとなるパネル
STEP2 タグ/データコレクタの設定 が完成!
Konekti BOX内に実装されている、設備や取得装置からデータを取得
するツール「WebAccess/SCADA」に、接続する設備やタグ等の情
FINISH!
報を設定します。 パネルを組み合わせてダッシュボードの完成!
設定画面 「Konekti EX」は、す
ぐに使える分析テンプ
レートを多数ご用意して
いるので、データ分析/
活用をすぐにスタートで
きます!
もちろん、独自カスタマ
イズによるダッシュボー
ド作成も可 なので、BI
三色灯やセンサからのデータ取得装置や400種類以上のPLCに対応したデータ ツールとしてもお使いい
取得ソフトを活用することで、GUI 作でカンタンに設備やセンサ、三色灯の ただけます。
データの取得を実現できます。
11
なら… サーバを拡張して大規模化もできるから、スモールスタートでもOK!
各事業拠点/複数のライン ラッドのクラウドサービス/オンプレサーバ 設定だけでデータ集約が可
Konekti BOXを横展開した際に、各拠点のデータを集約し
Cloud & Server た監視画面が必要となりますが、これも設定だけで、上位
システムへ送信が可能。上位にKonekti EXを導入するこ
ノーコードで高度な全体管理を実現!
ラインA LAN とで、ノーコードで画面製作まで対応可能です。
WAN 各ラインからのデータ集約
無駄にならない各拠点PC
分析データの作成 各拠点のPCはそのまま「ライン用サーバ」として利用可
取得データ制限追加150→600へ 能。また、取得データ制限を解除するライセンスを導入
ラインのみの画面を残して、上位にデータ送信 分析画面の設定 して、大量データ取得PCとして動作させることもできま
す。導入したKonekti BOXが大規模化したときに無駄に
グラフィック作成 ならない運用を実現可能です。
高度な製造実行システム構築
ラインB LAN 多彩な画面構成を自由自在! Konekti EXは製造実行システム構築に必要な機 を多数
WAN 兼ね備えており、組み合わせで高度なシステムの構築が可
能。また、複数メーカで構成されたラインなども対応可能
取得データ制限追加300→5000へ で、スモールスタートから順次アップデートしていく現場
に最適です。
データ取得制限を解除して取得専用PC化
稼働状態管理 生産進捗管理
生産性分析 生産実績/履歴管理
ラインC Inter
Net トレーサビリティー 工程進捗管理
高度なアプリケーションを付け足して
製造実行管理システムへグレードアップできます
ラインのみの画面を残して、上位にデータ送信
12
Page7
構成事例
20台ラインの稼働分析をKonekti BOX1台で完結
製造現場 製造見える化BOX 150タグ
Wi-Fi データ取得ソフト
データ収集 リアルタイム加工 ノーコード設定画面
I/Oモジュール
Ethernet アラート発報 ODBC機能
光センサ ・・・
WISE-S100 制御データ送信
設備20台
工場LAN
事務所LAN 表示用DB ダッシュボード
データ取り込み
ダッシュボード
ユーザ ODBCで蓄積された
設定ツール
データを定期読込処理
事務所 工場/作業者 10秒周期で集計し分析用DBへ
ブラウザ データ処理基盤 設備マスタ管理 進捗入力ツール
で閲覧
作業進捗登録/
各種データ取得 工場/ライン/
作業指示バー
データ分析 早期発見 作業進捗/生産履歴 各ログの記録 設備/担当者
マスタ情報の登録 コード読取
ダッシュボード ダッシュボード 入力ツール
Before After
現場の稼働状況の把握ができていないため、機械稼働と受注のバランスが合 設備が古く、PLC等から取得すると高額化し、内製での増設等も困難と考えて
わず、高稼働設備にばかり受注が集中。現在の稼働率を社内で共有すること いたが、ノーコード&後付けセンサで実現可 なKonekti関連製品を選定。
により、低稼働設備で製造できる品目の受注に注力することで、売上アップ 初期は設備10台程へ実装し、残り10台は内製での対応に成功。稼働状態を把
につなげたい。 握できたことで、社内で連携し効率的生産へ。今後別ラインへも拡大予定。
13
老舗の先端技術集団が提供するIoTソリューション
見積もり相談は無料!IoTのことなら日本ラッドへ
http://www.nippon-rad.co.jp/iot/
創業50年の信頼と実績で皆様のIoTの取り組みをサポートいたします
Aperza限定公開!日本ラッドの製造業IoT導入事例をご紹介しております。
https://www.aperza.com/ja/co/10004832/page/18
日本ラッド株式会社 IoTソリューション事業部 国4拠点(東京・名古屋・大阪・福岡)
お問い合わせ 〒107-6030 東京都港区赤坂1-12-32 アーク森ビル30階 TEL:03-5574-7800 MAIL:iot-sales@nippon-rad.co.jp
〒550-0011 大阪府大阪市西区阿波座1-6-1 MID西本町ビル TEL:06-6538-3031 URL:https://www.nippon-rad.co.jp/