



このカタログについて
| ドキュメント名 | 研削加工周辺機器シリーズGRIND-X |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 17.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社岡本工作機械製作所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
研削加工周辺機器シリーズ
詳しくは… カスタマーサービス部
027-381-5522 までお問合せください
株式会社 岡本工作機械製作所
本 社 〒379-0135 群馬県安中市郷原2993番 地
営 業 本 部 〒379-0135 群馬県安中市郷原2993番 地
仙台営業所 〒981-1106 仙台市太白区柳生7丁目2番5号(シャトルプラザF3)
北関東営業所 〒379-0135 群馬県安中市郷原2993番 地
首都圏営業所 〒224-0032 横浜市都筑区茅ヶ崎中央50-17(C・M Port 6階)
静岡営業所 〒422-8067 静岡市駿河区南町11-10(Aフラット1階)
富山営業所 〒939-8281 富山市今泉西部町11-9(LONG-1ビル1階)
名古屋営業所 〒468-0051 名古屋市天白区植田1丁目2003番2号
大阪営業所 〒564-0063 吹田市江坂町2丁目2番6号(紙谷第2ビル)
広島営業所 〒721-0973 広島県福山市南蔵王町3丁目13- 3 �
福岡営業所 〒812-0063 福岡市東区原田3丁目6番8号
○当社製品をご使用の際は、付属の取扱説明書に記載されている安全に関わる危険・警告・注意書及び
実機に取付けられている同表示をよくお読みください。
○当社製品が「外国為替及び外国貿易法」の規定による輸出規制物資に該当する場合は日本国外に輸出
注意 あるいは持ちだす際に日本国政府の許可または承認が必要となります。
○改良等により仕様その他を予告なく変更することがあります。 この印刷物は環境に配慮した紙と植物油インクを使用しています
Page2
PRODUCTS といし
CONTENTS GRIND-X といし 3 1
GRIND-X CBN・ダイヤモンドホイール 5
GRIND-X 平面・側面/円筒研削ホイール 6 といし
もっと便利に、もっと精度よく。 GRIND-X 高能率セラミックといし キュービトロンTMⅡ 7
GRIND-X 高能率セラミックNORTONといし 8
研削加工の高効率化、高品質化をサポートする 2
消耗品
周辺機器シリーズ。 GRIND-X DIAツール 9
消耗品
GRIND-X ペーパーフィルタ 9
GRIND-X 研削液 9
岡本工作機械製作所は、80余年の歴史をもつ総合砥粒加工機メーカー
GRIND-X 油圧油 9
として、その経験と実績を結集し、研削加工の能率と精度に大きな影響 3
を与える各種周辺機器・装置および消耗品の開発を行っています。 周辺機器・装置
「もっと切れるといし」をテーマにオリジナル開発した「GRIND-Xとい 周辺機器
GRIND-X といし動バランス装置 マイクロバランサ 10
・装置
し」「GRIND-X研削液」「GRIND-Xダイヤモンドドレッサ」などの消耗 GRIND-X 平面研削用歪取り治具 SGマスター 11
品は製造現場の加工能率・精度向上に大きく貢献しています。また、高 GRIND-X 立型ロータリードレッサ OH-125P 12
GRIND-X ツインロータリードレッサ 13
効率化や機能拡張などに欠かせない「TWIN-BIX」「バランサ」「アタッ 4
GRIND-X ロータリーチャック 13
チメント」「デバイス」などの周辺機器も、蓄積された実績に新しい技術
GRIND-X 芯なし研削装置GRIND-SMART 14 環境機器
を融合しながら開発を行っています。 GRIND-X 円筒研削装置MADOKAⅡ 14 ・装置・
さらに、サステナブル社会に向けた企業対応や加工環境改善を目的とし ファインバブル発生装置 TWIN-BIX 15
たろ過装置「GRIND-ECO」「GRIND-FILTER」も販売しており、研削加 5
工に特化したろ過方式の提案も可能です。 環境機器・装置
研削加工には何が必要か̶̶岡本工作機械製作所は原点に立って考え GRIND-X フィルターレスろ過装置 GRIND-ECO 16
バイス
GRIND-X 高精度ろ過装置 GRIND-FILTER 17
ました。研削加工の「X」を追究し、そして支援するGRIND-X。研削加工 シリーズ
はきっと、もっと便利で快適に、そして高品質になります。
バイスシリーズ
6
ウルトラ精密直角ブロック UB-80/100 18
GRIND-X ステンレス製サインバイス DV-100-1 18
GRINDは、研磨、研削、XはEX=excellence(卓越、傑出)、experience(知能や技能を伴 ドレス
ステンレス製バイス DN-30-1 18
う特定の職業や仕事などの経験)、expert(熟練者、専門家)を意味し、さらにX=未来、可能 装置
ウルトラ三面取バイスシリーズ UVH/UVHD 19
性、繁栄を表しています。岡本工作機械製作所の経験豊富な専門家集団が、研削領域の無限
の可能性を追究、発展させるための概念を表しています。
ドレス装置 7
OKAMOTO PRECISION SYSTEMS 小径 Rドレス装置 SRD 20
岡本工作機械製作所の精密加工システム。精密加工を保証、実現する岡本工作機械製作所 角度ドレス装置 DRA-3 20 サービス
の総合技術とそのシステムを表し、様々なユーザーのニーズに的確に、総合的にこたえる工
といし側面兼平行ドレス装置 ZH 20 パック
作機械メーカーとしての取り組みをアピールしようとするものです。 プラン
サイドドレス装置 SD 20
サービスパックプラン 21
1 2
Page3
といし OKAMOTO PRECISION SYSTEMS
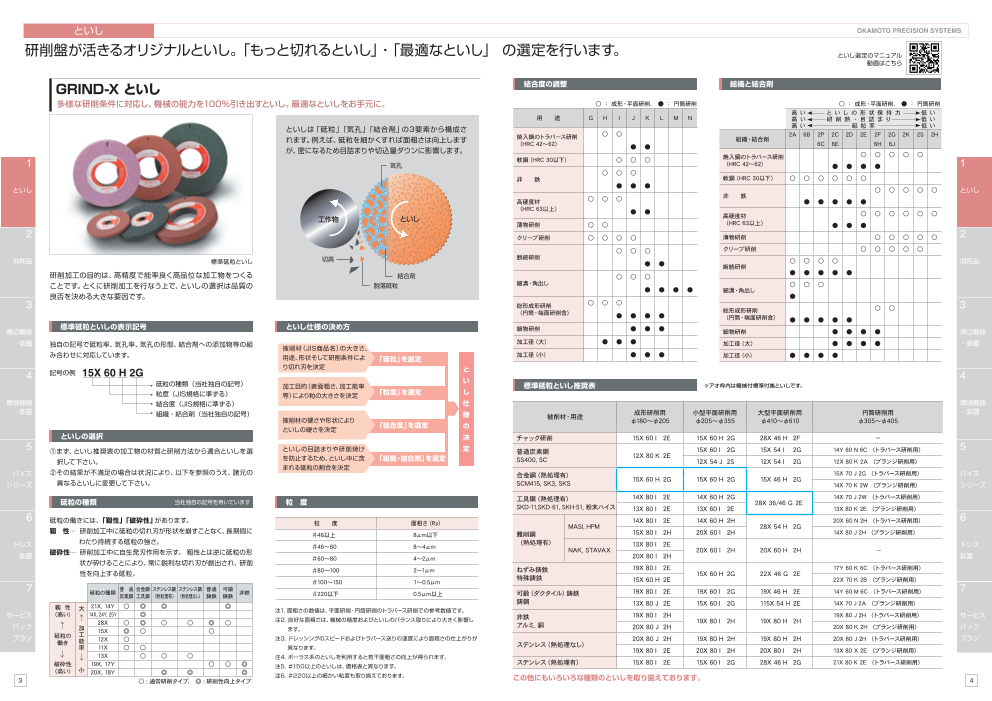
研削盤が活きるオリジナルといし。「もっと切れるといし」・「最適なといし」 の選定を行います。 といし選定のマニュアル
動画はこちら
GRIND-X といし 結合度の調整 組織と結合剤
多様な研削条件に対応し、機械の能力を100%引き出すといし。最適なといしをお手元に。
といしは「砥粒」「気孔」「結合剤」の3要素から構成さ
れます。例えば、砥粒を細かくすれば面粗さは向上します
が、密になるため目詰まりや切込量ダウンに影響します。
1 気孔 1
といし といし
工作物 といし
2 2
消耗品 標準砥粒といし 切屑 消耗品
研削加工の目的は、高精度で能率良く高品位な加工物をつくる 結合剤
ことです。とくに研削加工を行なう上で、といしの選択は品質の 脱落砥粒
良否を決める大きな要因です。
3 3
標準砥粒といしの表示記号 といし仕様の決め方
周辺機器 周辺機器
・装置 独自の記号で砥粒率、気孔率、気孔の形態、結合剤への添加物等の組 ・装置
被削材(JIS商品名)の大きさ、
み合わせに対応しています。 用途、形状そして研削条件によ 「砥粒」を選定
り切れ刃を決定
記号の例 15X 60 H 2G と
4 4
砥粒の種類(当社独自の記号) い
加工目的(表面粗さ、加工能率 標準砥粒といし推奨表 ※アオ枠内は機械付標準付属といしです。
粒度(JIS規格に準ずる) 等)により粒の大きさを決定 「粒度」を選定 し
環境機器 結合度(JIS規格に準ずる) 仕 環境機器
・装置 組織・結合剤(当社独自の記号) 様 ・装置
被削材の硬さや形状により
「結合度」を選定
といしの硬さを決定 の
といしの選択 決
5 まず、といし推奨表の加工物の材質と研削方法から適合といしを選 といしの目詰まりや研削焼け 定 5
択して下さい。 を防止するため、といし中に含 「組織・結合剤」を選定
まれる砥粒の割合を決定
バイス その結果が不満足の場合は状況により、以下を参照のうえ、諸元の バイス
シリーズ 異なるといしに変更して下さい。 シリーズ
砥粒の種類 当社独自の記号を用いています 粒 度
6 砥粒の働きには、「靱性」「破砕性」があります。 6
靱 性… 研削加工中に砥粒の切れ刃が形状を崩すことなく、長期間に
ドレス わたり持続する砥粒の強さ。 ドレス
装置 破砕性… 研削加工中に自生発刃作用を示す。 靱性とは逆に砥粒の形 装置
状が砕けることにより、常に鋭利な切れ刃が創出され、研削
性を向上する砥粒。
7 7
注1. 面粗さの数値は、平面研削・円筒研削のトラバース研削での参考数値です。
サービス ↑ サービス
注2. 良好な面粗さは、機械の精度およびといしのバランス取りにより大きく影響し
パック ↑ ます。 パック
プラン 注3. ドレッシングのスピードおよびトラバース送りの速度により面粗さの仕上がりが プラン
異なります。
↓ ↓ 注4. ポーラス系のといしを利用すると若干面粗さの向上が得られます。
注5. #150以上のといしは、価格表と異なります。
注6. #220以上の細かい粒度も取り揃えております。
3 この他にもいろいろな種類のといしを取り揃えております。 4
Page4
といし OKAMOTO PRECISION SYSTEMS
快適な操作と優れた精度をつくるホイールをお届けします。
GRIND-X CBN・ダイヤモンドホイール 平面・側面 /円筒研削ホイール
多様な研削条件に対応し、機械の能力を100%引き出すホイール。最適なホイールがお手元に。 平面研削盤による平面・側面研削、円筒研削盤による外周・端面研削を段取り替えなしで。
■CBN・ダイヤモンドホイールは、難削材・高硬度材、脆性材料 ■ワンチャッキングで通常の研削加工に加え、段付きの側面や
などの研削およびプロファイル、溝研削等のといし形状を重 端面研削加工を行うことができる、高強度レジノイドボンドホ
視する加工に多く用いられています。ホイールの仕様選定時 イールです。
は、下表をご参考にしてください。 ■ホイールの側面には、研削液の供給と研削くずの排出を目的と
1 11
なお、「結合度」「といしサイズ(外径、幅、砥粒層の厚み)」 したスパイラルの溝を追加しています。といしの側面形状はフ
は、別途打ち合わせさせて頂きます。 ラットです。
といし ■また、「被削材の特性」「研削様式(乾式、湿式)」「研削方法 ■従来のといしで側面研削や端面研削を行なう場合、といし側 とといいしし
(プランジ、トラバース)」「要求精度(寸法精度、面粗さ)」に 面にザグリ(バックテーパ)をつける作業やといしの切れ味の
応じたホイールの選定も致します。 管理を必要としました。このホイールはCBN、ダイヤモンドホ
イール対応タイプのため成形作業が不要です。
2 22
CBN・ダイヤモンドホイールの表示記号 ■ホイール側面の形状が平形なので、研削加工時の負荷が一定
粒度選定の目安 となり、高い形状精度(直角度、真直度、平面度)が得られま
消耗品 SD 170 N 100 B 3.0 AD
す。さらに側面・端面研削用といしの交換やワークのセッティ 消消耗耗品品
砥粒の種類 粒 度 結合度 集中度 結合剤 超砥粒層厚み 当社記号
ングなどの段取り時間の短縮化にも貢献します。
粒度と粗研削時切込量の目安
3 33
周辺機器 周周辺辺機機器器
・装置 ・・装装置置
CBN・ダイヤモンドホイール推奨表 ※アオ枠内は乾式仕様。
平面・側面研削加工例
被削材 平面研削 プロファイル研削 細溝用研削 円筒研削 内面研削
4 < 従来といし使用の場合 > 平面研削 側面研削 44
■ 平面研削 ■ 側面研削
G①. 上面を研削 G③. 側面研削用といしに交換(バックテー
環境機器 G②. 底面を研削 パ付き)。上方より底面に向けて溝部 環環境境機機器器
・装置 側面を研削開始。バックテーパがある ・・装装置置
ためにといしコーナが摩耗しやすく、 ワーク ワーク
数回のツルーイングが必要。
5 G④. G③と同様に研削 55
G⑤. G③と同様に研削 ストッパ テーブル ブロック ストッパ テーブル ブロック
バイス < 平面・側面/円筒研削ホイール使用の場合 > ババイイスス
シリーズ G①. 上部を研削 シシリリーーズズ
G②. 溝底面と側面を同時研削(側面にバックテーパなし)
G③. 側面を研削
6 といしをいったんワークの下部以下まで下げプランジカットで研 66
削。平面と側面のツルーイングとドレッシングはワンチャックで行
代表的なといしの形状 下記以外のご指定の形状あるいは縁形も承ります。 えます。 ワーク
ドレス といし側面形状がフラットなため、常にといしコーナの摩耗は一 ドドレレスス
1号 平形 5号 片へこみ形 10号 片ドビテール形 D=外径
装置 定しています。平面、側面、溝加工をといしの交換なしで行えるた 装装置置
D D
D T=ホイールの厚み
M め、効率は2~3倍アップします。
P
使 J H=穴径
用 使
面 R ストッパ テーブル ブロック
H 用 使
面 用 J=取付部の外径
7 面 円筒研削加工例
H H U=砥粒層の幅 77
3号 片テーパ形 E
R=へこみの丸み内半径
D G①. 外周を研削
サービス 使 E=取付部の厚み
用 7号 両へこみ形 10号 両ドビテール形 G②. 端面を研削 ササーービビスス
面
パック H P=へこみ径
D D パパッックク
J
P M K=取付部の内径
プラン J プラン
4号 両テーパ形 使 R
用 X=砥粒層の厚さ
D 面 使 (特にCBN・ダイヤ
用
使 H 面 H モンドホイール)
用 P E ワーク ハーフセンタ
面 J
5 6
T
U U
T T
E
C F
E
F
T
T
C U C U
T T
Page5
といし OKAMOTO PRECISION SYSTEMS
サイクルタイムの短縮、研削焼けの防止、ドレス量削減をご希望の方へ!
高能率セラミックといし キュービトロン™Ⅱ 高能率セラミックNORTONといし
一般砥粒とCBN砥粒の中間をイメージした高能率研削といしシリーズ。 生材から焼き入れ材まで、多彩な材質を高能率に仕上げる新世代砥粒。
1 1
といし といし
2 2
消耗品 消耗品
PSG126CA-iQ OGM250EX
3 3
研削の常識を超える
周辺機器 周辺機器
・装置 50μmの深切込みで95%の除去量を達成! ■ 研削能率(キレ)は、通常研削時から230%アップ。
・装置
■ といし寿命は通常といしと比較して133~200%以上アップ。
4 高い研削力・長寿命・低発熱 ■ 高中低馬力、どんな研削盤にも対応。
キュービトロン"Ⅱのメリット 4
生産性向上
キュービトロン™Ⅱの精密成形砥粒 研削熱の抑制効果 サイクルタイム1/2 研削実例
高 能
率
環境機器 機械台数抑制
(PSG)は、鋭い切削性能が安定 環境機器
・装置 砥粒の硬度 磨耗形態の比較 S45C生材研削テスト ・装置
持続するまったく新しい研磨 目詰まり少 研削焼けの防止 ワーク不良削減
砥粒です。刃物のような切れ
味を保ち、発熱を抑えながら 良好なドレス性 ドレス量1/2 といし寿命の延長 高結晶度により優れた製品寿命を発揮!
5 5
高い研削性能を発揮します。
優れたといし形状保持性 ドレス頻度1/2
(ドレスインターバル2倍) ドレッサ寿命の延長
バイス 大破砕が起きやすく、 進化系セラミック砥粒 バイス
研削性が安定せず、ド
シリーズ 微細結晶からなるために常に自生発
レス頻度が高まりま シリーズ
刃し、連続での研削が可能です。ミク
ゼロド
レスす。といし寿命、形状保 ロン以下での破砕により、砥粒寿命、
持、面粗さはセラミック 形状維持性に優れます。又、他社セラ
砥粒よりも劣ります。 SKD11研削テスト
標準ラインナップ仕様 ミックよりも形状はブロッキーであり、
6 優れた面粗度が得られます。 6
13304812 OKAMOTO PSG400 93DA80
ドレス ドレス
13304813 OKAMOTO PSG600 93DA80
装置 装置
13304814 OKAMOTO PSGCH 93DA80
標準ラインナップ仕様
7 研削実例 サイクルタイム(指数) ワーク出来高(指数) 7
OK60H-PSG-200
100 200 OK100J-OGM-200U
サービス サービス
OK60H-PSG-400
パック 50 100 パック
100 200 OK100J-OGM-200P/300U
プラン 61 プラン
100 OK60H-PSG-600
0 0
OK100J-OGM-300P
従来といし キュービトロンTMⅡ 従来といし キュービトロンTMⅡ OK60H-PSG-800
3M検証 3M検証
OK100J-OGM-360AG
7 8
Page6
消耗品 OKAMOTO PRECISION SYSTEMS 周辺機器・装置 OKAMOTO PRECISION SYSTEMS
研削の効率と品質を支える選りすぐりのラインアップ。 加工精度と操作性を追究。技が活きる周辺機器・装置。
GRIND-X DIAツール といし動バランス装置 マイクロバランサ マイクロバランサ動画はこちら
ツルーイング・ドレッシングで研削品位が決まります。 といしを研削盤に取り付けたままバランシングがOK。正確で簡単な対話式といし動バランス装置。
■研削盤の刃物はといしです。といしの切り味を常に最
良に維持し、精度をクリアするためには、ドレッシング ■わかりやすい対話式。画面の指示に従って操作すれば、簡単に正確な
用ダイヤモンドツールの早めの交換が重要です。 バランシングができます。
■当社製の研削盤に適合する上部および卓上ドレッサ ■といしを機械に取付けたままでバランシングするので、といし軸に対
用、フォーミングドレッサ用、ポイントドレッサ用な
1 するフランジの偏心とといし軸のアンバランスを含めたバランス調整
ど、各種ダイヤモンドツールを用意しています。 1
が可能です。
■内面用、円筒用、歯研用ダイヤモンドツールもあります。
■画面は見やすいバックライト付液晶表示。
といし 仕 様 ■高精度振動ピックアップとマイクロコンピュータによる幾何学的計算 といし
DT-1 DT-4
DT-2 DT-5 手法の採用により、分解能0.001μmを実現しました。
DT-6 ■MEASUREボタン(振幅測定ボタン)を利用することで、測定中のと
いし軸系の振幅をリアルタイムに確認できます。また、測定時間を延
2 ばすことにより、より精密なバランシングも行なえます。 2
■誤動作や故障の場合は、適切
DT-7 な対策を表示します。
消耗品 DT-3 DT-8 消耗品
(自己診断機能付)
ダイヤモンドツールの種類 ■使用回転数は、1,0 0 0~
ツルーイング(形直し) 4,800min-1まで自由に選択
■ といしの外径とといし軸の中心とを同心にすること。ドレス時 できます。
3 ■ 間は不連続音から連続音に変化した時が完了です。普通、ダイ 3
ヤモンドツールの切込み量:0.002mm/1回、ドレッサ送り量
■
(mm/min):平均砥粒径×0.5×といし周速度
周辺機器 ■ 周辺機器
・装置 ・装置
ドレッシング(目立て)
■ といしの目詰まり面を取り除くとともに砥粒を粉砕して切れ 仕 様 20Xといし(φ205×19×φ50.8mm)バランシング効果例
4 刃をつくり、目立てまたは目直しをおこなうこと。
20Xといしバランシング前 20Xといしバランシング後 4
� �
環境機器 GRIND-X ペーパーフィルタ GRIND-X 研削液 環境機器
・装置 ・装置
用途に応じたメッシュを豊富に用意。 消泡性・耐腐敗性に優れた水溶性研削液。
■現在使用中のペーパーフィルタ付注水 ■研削液には「冷却性」「洗浄性」「潤滑
5 装置に合ったサイズと、用途に応じた 性」の特性があります。 5
メッシュを各種揃えております。 ■被削材の形状や精度、加工方法に適合
■被削材が非磁性体の場合や、遊離砥粒 したものをラインアップしています。
バイス を除去して面粗さを向上させる場合に バイス
用いられます。 取扱い単位は18ℓペール缶。
シリーズ シリーズ
実際の測定画面 天秤式バランス装置
6 6
ドレス ドレス
装置 装置
7 GRIND-X 油圧油 7
研削盤の作動に最適な油圧油。
サービス サービス
パック ■当社の研削盤に全面的に採用されている指定油圧油です。当社 マイクロバランサでは、操作画面に表示される指示の通りに作 マイクロバランサ以外にも天秤式バランス装置の販売も行って パック
プラン 研削盤には「GRIND-X 油圧油」をご指定ください。
業を行う事でスピーディーに・誰でも・容易に・高精度のといし います。天秤式バランス装置では静バランスのといしバランス プラン
■油の交換作業も致します(作業費用別途)。
■高引火点油圧作動油0K-250は、第四石油類から除外される バランス調整を行う事ができます。 調整を行うことが可能です。
為、各種在庫管理・消防設備導入コストの軽減に貢献します。
9 10
Page7
周辺機器・装置 OKAMOTO PRECISION SYSTEMS
加工精度と操作性を追究。技が活きる周辺機器・装置。
平面研削用歪取り治具 GRIND-X SGマスター SGマスター 立型ロータリードレッサ
動画はこちら 立型ロータリードレッサ OH-125P 動画はこちら
「反り取り」にお困りではありませんか。 CBN・ダイヤモンドホイールを簡単にツルーイング・ドレッシング。
■といしを立軸で支える構造に加え、モータビルトインの特殊設計によ
り、従来製品の3倍の剛性を実現しました。
■ツルーイングが従来製品の約5倍の速さで行なえます。
■ドレッシングといしがダイヤモンド・CBNホイールに平面で接触する
1 ため、ブレーキドレッサに比べ、接触面積を非常に大きくとれます。 1
また遊離砥粒などが効果的に作用します。
といし ■横軸タイプではドレッシングといしの外径減少による速度変化で、ド といし
レッシング・ツルーイング条件が変化しますが、立軸タイプでは条件
の変化はありません。
■ドレッシングといしの外側と内側部分で速度に差が付き、ダイヤモン
2 ド・CBNホイールに接触するドレスといしの作業角度に変化を付ける 2
ことができます。必要なときは、強力な作業条件である「等速条件」
を利用できます。
消耗品 消耗品
立型ロータリードレッサ 従来のブレーキドレッサ 本装置使用の場合は、「といし軸無断変速装置」が必須オプションです。
基準ブロック スライドブロック ストッパーブロック
送り方向 仕様
3 ダイヤモンド ダイヤモンド 3
ホイール ホイール
周辺機器 周辺機器
・装置 ドレスといし ・装置
ドレスといし
4 GRIND-X SGマスターの特徴 立型ロータリードレッサ用ドレスといし
ドレッサ精度の比較
ドレスといしは消耗品です。 GC砥粒とWA砥粒から選択することができます。 4
段取りが簡単 あらゆる材種に対応 平面精度は抜群 (μm)
30
環境機器 従来反り取り作業で使用されているスペー 磁力は治具の保持だけに使われ素材に伝わ 素材の不整面をそのまま保持し、さらに研 28 ホイール初期振れ28μm 環境機器
25
・装置 ホ ホイール初期振れ25μm φ125
サー、シム、豆ジャッキ等の代わりにマグネッ りませんので、磁性体の素材だけではなく非 削中の歪みも吸収しながら研削するので、ソ イ ・装置
ー 20 φ76.2
トチャックの磁力を応用し、素材の不整面を 磁性体のアルミ、ステンレス、樹脂等の研削 リ、ネジレの大きい素材でも1回の研削で確 ル
回 15
転 ブレーキドレッサ
そのまま保持できます。 にも最適です。 実にミクロン精度が得られます。 振
れ 10
5 ロータリードレッサ
5 5
1.8μm φ145
標準仕様 振れ0.3μm(200回)
0 0 200 500 1000 1500 2000 2500 3000 (回)
バイス 3タイプとも、スライドブロック9個、基準ブロック3個、 ドレッサ切込み回数
バイス
シリーズ ストッパーブロック4個がセットになっております。 4-φ11 シリーズ
ソリやネジレのある素材をそのままの形で保持できます
歪みのあるワーク 円筒研削盤におけるロータリードレッサの使用例
6 6
ドレス ドレス
装置 装置
加工データ ● 形状 : L600-W300-T20mm ● 材質 : S45C ● 硬度 : 熱処理なし
7 7
サービス サービス
パック パック
プラン プラン
■円筒研削盤テーブル上にイケールを取り付けてロータリードレッサ 注 : イケールをテーブル上のアリ溝寸法に合わせて製作いたしますの
OH-125Pをセッティングし、CBN・ダイヤモンドホイールをツルーイ で、あらかじめ寸法をご指定願います。
ング・ドレッシングする方式です。
11 12
135
103.5
PCD 130
Page8
周辺機器・装置 OKAMOTO PRECISION SYSTEMS
加工精度と操作性を追究。技が活きる周辺機器・装置。
ツインロータリードレッサ 今までといし幅を0.2mm以下、突出量4mmに 芯なし研削装置 GRIND-SMART 芯なし研削装置
動画はこちら
薄幅といしの成形にお困りではありませんか。 成形するのは非常に困難でした。本装置ではそ 平面研削盤で芯なし研削をサポート
のような問題を安定した回転数と機構によって
といし といし
ワーク
解決しました。 プレスロール
スライドバー
本体仕様
インフィードフィンガー
ブレード
レギュレーティング
1 ホイール 1
プランジ研削 インフィード研削
標準仕様
といし といし
0.2mmのといし幅成形
制御装置仕様
2 現在ご利用の平面研削盤を芯なし研削装置としても活用。 2
チャック上にユニットを搭載して丸ピン等の外周研削を実現します。
付属品関係
消耗品 消耗品
ツインロータリードレッサ 外形寸法
制御BOX
ロータリーチャック D: 310mm
3 ロータリーチャック 3
動画はこちら
平電磁チャックに搭載可能なコンパクトな回転電磁チャック。
周辺機器 H: 200mm 周辺機器
・装置 お使いの成形研、平研がワンタッチでロータリー研削盤に! ・装置
L: 460mm
4 ■本製品は研削盤の本 来の精度に影響されますので、条件を満たしたOKAMOTOの研削盤を選定ください。 4
円筒研削装置 MADOKAⅡ 円筒研削装置
動画はこちら
環境機器 平面研削盤で円筒研削をサポート 環境機器
・装置 ・装置
特徴
● 100V電源の家庭用コンセントに対応。
5 ● 本体には運搬・設置に便利な取手付き。 5
● 研削盤への搭載はチャックに載せるだけ。
バイス ● 単品小ロットのストレート丸ピン関係研削に最適! バイス
シリーズ ● チャックの回転速度はボリュームスイッチで管理。 シリーズ
(MAX 50Hz:1400r/min 60Hz:1500r/min)
金型の製造現場から生まれた画期的な機能拡張ツール。 ロータリーチャック加工例 ● 割り出しは24分割の固定ストッパーで調整が可能。
6 従来では不可能な回転加工が簡単・高精度に実現します。 標準仕様 6
~
成形研・平研が5分でロータリー研削盤に変身 ~
ドレス 現在ご利用の平面研削盤にも搭載可能!MADOKAⅡはチャック ドレス
DDモータによる小型・高トルク、高信頼加工
装置 上に搭載、回転ワークの外周を研削することが可能です。 装置
サインバーチャック併用で中凸、中凹加工もOK 外形寸法
水冷・湿式仕様[防水保護構造:IP63]
7 7
ロータリーチャック(本体) アタッチメント
サービス サービス
標準付属品
パック パック
プラン プラン
348 90
三ツ爪スクロールチャック仕様が標準となります。
テールストック仕様等をご希望の場合は別途ご相談ください。
13 14
114.5 225
332
23 105 90
145
130
Page9
周辺機器・装置 OKAMOTO PRECISION SYSTEMS 環境機器・装置 OKAMOTO PRECISION SYSTEMS
加工能率を向上させるオプションをご提案。 消耗フィルターのない、地球環境・工場環境に最適なろ過装置。
ファインバブル発生装置TWIN-BIX フィルターレスろ過装置 GRIND-ECO
驚異の研削効率を実現!研削の常識が変わりました。 消耗品レスによる地球環境に最適なろ過装置。
ファインバブル発生装置とは エレメントレス・ペーパーフィルターレスの
直径0.1μm(100nm)以下の微細なバブルをファインバブルと 新しいろ過の提案。
呼びます。様々な産業において研究が進んでおり、研削加工では 研削液の寿命アップや廃棄物削減により、
1 【高能率】・【超精密】の分野で多く採用され始めています。 持続可能な開発目標に貢献。 1
高負荷に耐えることが出来るOKAMOTOの【剛性の高い研削
GRIND-ECOは通常交換作業が必要なフィルターがない、
といし 盤】とのコラボレーションによって、【生産性アップ】・【加工精 といし
人と地球にやさしいろ過装置です。
度アップ】を実現します。
目に見えないファインバブルが発生
2 Element less
TWIN-BIX通過後、研削液内部に目に見えない100nm前後の 2
バブルが発生、微細な熱運動のために浮上せず、消滅しません。 Filter less
消耗品 2.0 消耗品
1.5 産業廃棄物ゼロ
72
3 1.0 97 Malvern社製Nano Sightシステムによる計測結果 メンテナンスゼロ 3
153
周辺機器 0.5 81 153 ランニングコストゼロ 周辺機器
48 219
・装置 31 304 ・装置
493 593
0 外形寸法
0 100 200 300 400 500 600 700 800 900 1000 特徴
Size(nm)
4 導入のメリット 小型から中型研削盤向けにポンプ・スラッジ排出機 4
コアンダ効果 高能率研削 【サイクルタイム短縮】 構を1つのキャスター付きのユニットにした専用ワン
液体が流れる際にモノに引き寄せられる効果。バブルの発生 加工能率アップ
環境機器 研削液の冷却・潤滑効果をきちんと発揮、研削熱の抑 パッケージ!! 環境機器
・装置 によって効果を最大限にし、といしとワークの接触点に研削液 制をするため、高い切込みを実現します。 標準タイプの付属品
ろ過対象物 ・装置
を効率よく誘導。『研削熱の抑制』、『研削液の本来の効果を
最大限』に生かします。 面粗度アップ 超精密研削 【加工精度アップ】
5 といしの目詰まりを抑制、鏡面加工にベストな環境を
生み出します。 5
■ 水流はコアンダ効果に ~ ~
よってといしに沿って 構造
バイス といし・研削液の長寿命化
といし 寿命アップ バイス
曲げられる
シリーズ 【消耗品の寿命アップ】 OUT
微粒子のゴミ シリーズ
ファインバブルの洗浄効果により、ドレスインターバル 超遠心分離
高精度仕様、注水装置に付属したパッケージもご提案をしており IN
キャビテーション現象 を延長、といしの切れ味を良い状態で保ちます。 特殊加工により、超遠
ます。ご希望の場合はお近くの営業までご相談ください。 心状態にしてろ過対象
を一瞬にして分離 超遠心ブロック
6 ファインバブルがといしの砥粒の間に入ることにより、切粉等 6
を落とし、ドレスのような働きを行います。『目詰まり抑制』、 実績 外形図 沈降作用
高沈降ブロック
『ドレス回数の削減』、『といし寿命の延長』を実現します。 特殊加工、表面処理に
切込み量
ドレス よりろ過対象を下方向
切込量アップ 3倍 ドレス
へとたたきつける
装置 ファインバブル 装置
静沈殿ブロック
砥粒
といし 切粉
7 7
沈殿作用
水圧によりろ過対象を
常時下方へ押付ける
サービス 【ドレンバルブ】
気泡 サービス
破裂 衝撃波 サイクルタイム大幅短縮 加工時間
パック 1/2 パック
ろ過対象が水圧により
プラン 排出されます プラン
■ ファインバブルが破裂する衝撃波で切粉やスラッジを洗浄
ファインバブルは極小なため、砥粒の間に介入することができます。破裂する
【ドレンカップ】
瞬間に発生する衝撃波で微細な切粉・スラッジを取り除くことができます。 600CCの透明なドレンカップは、スラッジ
※ 記載情報は当社加工実績に基づく効果であり、使用条件により効果には差があります の堆積が目視確認できます。
15 350 500 16
※ろ過精度には限界があります。比重のない材質のろ過は別途ご相談ください。
Concentration(praticles/ml)
1036
136
Page10
環境機器・装置 OKAMOTO PRECISION SYSTEMS バイスシリーズ OKAMOTO PRECISION SYSTEMS
セラミックス・脆性材の高精度ろ過に最適なろ過装置。 強くて優しいウルトラねじを採用したバイスとドレス装置で超精密研削を。
高精度ろ過装置 GRIND-FILTER GRIND-FILTER
動画はこちら ウルトラ精密直角ブロック UB-80/100
脆性材・超硬などのろ過しにくい材料を高精度にろ過する万能フィルター搭載のろ過装置。 画期的な高精度を実現。全周直角度0.0015mm以内、平行度0.001mm以内。
特徴 ■ねじの回転力を一方向の押圧のみ作用させるウルトラねじの開発によ
り、ワークに傷が付かず、またワーク締付け時の浮き上がりを防止で
■後付け設置が可能な台車方式、電源は単相100Vでラクラク設置! きるので、正確なチャッキングが可能です。
■セラミックス/SiC/超硬/鋳物など、ろ過が難しいスラッジも回収! なお、ウルトラねじに樹脂製ワークガードを装着することにより、軟質
1 ■ろ過精度の向上で製品の面品位向上、研削盤ロングライフ化! 材にも傷が付きません。(参考図P19右下) 1
■特殊アームユニットにより、従来のバイスで得られなかった任意の精
度(ゼロ目標)にワークをチャッキングできます。
といし といし
■UB-100は、ダイヤモンドドレッサ取付穴が2個所あるため、研削中で
もワークに近い位置でドレッシングができます。
導入のメリット
■カラー(リング)を用いることにより、ワークの大きさの変化に対応で
きます。
2 ■全周高精度研削仕上げのため、本 2
加工精度 清掃頻度
C
向上 削減 体のみで基準ブロックとしても使
A D
消耗品 機械寿命 オリジナルレンチ 用できます。 消耗品
■SKS鋼全面焼入れ、硬さ HRC61
向上 アームユニット
ウルトラねじ ワークガード
作業環境 環境負荷
クリーン 低減 仕 様
3 3
周辺機器 アジャストアーム カラー セットねじ 周辺機器
Clean Water Economic Growth Innovation Corporate Social Responsibility Clean Ocean Clean Earth ワッシャ
・装置 ・装置
ケース一体型フィルター フィルターの仕組み ステンレス製サインバイス DV-100-1
4 フィルターは「ケース一体構造」を スラッジなどを含んだ汚れた研削 精度のみならず、耐摩耗性、耐錆性に秀でた特性を発揮。 4
■角度設定はゲージブロック使用。
採用。交換時にはワンタッチで交換 液を上部から取り込んでフィルター
■ゲージブロックをステージとローラー間でクランプする機構となって
環境機器 可能な構造となっており、液体が飛 内を回転しながら回収・浄水してい おり、常に安定した精度が保てます。 環境機器
・装置 び散る事はありません。 きます。 ■角度設定をした状態でバイスを90度倒して加工することも可能です。 ・装置
台車による移動式ろ過装置 精 度
移動式ろ過装置のテストも対応しています。 160 65~145
5 テスト機に限りがあるため、詳細はお近くの
台車として移動可能なため、1台で 5
営業担当までご相談ください。
複数台の研削盤に対して使いまわ 2-M6 MAX
バイス すこともできます。 33 80 45 バイス
シリーズ シリーズ
100
6 6
ステンレス製バイス DN-30-1
ドレス ろ過前 ろ過後
標準仕様 ドレス
装置 精度のみならず、耐摩耗性、耐錆性に秀でた特性を発揮。 装置
■ハンドル着脱タイプと固定タイプ2機種を用意。
外形図 ハンドル着脱タイプは狭いスペースの際有効です。
7 精 度 90 57~87 7
サービス サービス
パック 2-M5
760 MAX パック
25 30 30
プラン 排水ホース
2m プラン
製品寸法
29
386
600 TANK
17 18
156
970
868
578
386
400
50 93
25 25 60 63 30 70
B
7X6
E
24 28
Page11
バイスシリーズ OKAMOTO PRECISION SYSTEMS ドレス装置 OKAMOTO PRECISION SYSTEMS
多彩なといし成形を容易に実現。
ウルトラ三面取バイスシリーズ UVH/UVHD 小径Rドレス装置 SRD
一体タイプと分割タイプをご用意。 凹R0~100mm、凸R0~33mmまでの成形が可能。 ■ドレッサバーにはA、B、Cの3個所の基準
センター穴があるため、Rの大きさに応じ
一体タイプ ■ねじの回転力を押圧のみ作用させる先端の回るウルトラねじの開発 (C) て基準穴を選べるので、ドレス点までの距
により、ワークに傷が付かず、正確なチャッキングができます。なお、 (B)
ウルトラねじに樹脂製ワークガードを装着することで、アルミ、銅など 10 離が短くなり正確なドレスが可能。
(A)
■ダイヤモンドツールに傷が付かない構造
の軟質材にも傷がつきません。
Aを利用した場合:A(5)-10=-5→凸5Rの成形 になっており、正確なドレスが可能です。
1 (参考図P19右下) Bを利用した場合:B(30)-10=20→凹20Rの成形 1
■一体タイプと分割タイプがありますが、分割タイプと一体タイプの ドレッサバーの基準センター穴寸法図 といし成形例
UVH-40は補正可能な構造になっており、任意にチャッキング精度
(A) 5
といし を補正できます。ゼロ目標にチャッキングが可能です。 といし
(B)30
(C)55
■セット穴を利用するとサインプレート(USP-50、USP-100)に装着 0
180
でき、角度加工が可能になります。また全タイプが放電加工にも利用
可能。 角度ドレス装置 DRA-3
2 ■全周高精度研削加工のため、本体のみで基準ブロックとしても使用で 2
0~180°のといし成形が可能。 19 ■サインバー式
A きます。
F G H θ=0°~45°
C 40 傾斜角度:±45°
θ
消耗品 ■SKS鋼全面焼入れ、硬さ HRC61
H θ=0°~45° ストローク:30mm 消耗品
■平行度:0.0015mm以内、直角度(全周):0.002mm以内。 θ=0°~45
θ ■といし成形角度:180°
K θ
(垂直にして左右90°)
25 30
50 <使用例>
3 (K穴はUVH-40のみ) UVH-8, 10, 12 UVH-40 ※直角な2つの基準面を利用し0~45°、 3
74 120
一体タイプ 仕様 ねじで微調整 45°~90°までの角度成形が可能。
ブロックゲージの高さ算式
※側面研削で利用するといしの中凹成形も
周辺機器 H= 50×sin(45°-θ)+7(mm) 周辺機器
・装置 H…ブロックゲージの高さ(mm) 可能。
・装置
θ…傾斜角度(度)
50…ピン芯間距離(mm)
測定子
4 ゼロ目標に補正 放電加工への使用例 といし側面兼平行ドレス装置 ZH 4
といし側面のザグリ成形を容易に実現。 ■といし側面での研削加工に最適。といし
環境機器 ウルトラねじについて 側面を座ぐると切れ味もよく、といし変形 環境機器
23
・装置 も少ないので作業時間の短縮が可能。 ・装置
2°30́ 10
分割タイプ GRIND-Xバイスおよびドレス装置に用いられている「ウルトラね ■ダイヤモンドツールの取付穴を斜め20度
じ」は、下図のようにねじの先端内部に鋼球が挿入されています。 に設けてあるので、切れ味が悪くなったと
5 従来のねじは回転して締付ける回転力がワークに直接作用してい きに回して位置を変えられます。 5
1°30́
ましたが、ウルトラねじでは、鋼球がねじの回転力を締付方向のみ 60 60 ■といし側面のザグリを行うとき、仕上げ用
68
の圧力に変えています。したがって、ワークに回転力を与えないた 1°30’、荒取り用2°30’に角度を付けて
バイス あるため未経験者の方でも簡単にといし バイス
め、とくにワークとの間に緩衝剤を入れなくても傷が付きにくく、正
シリーズ 確な位置決め、締付けが可能になります。軟質材のアルミ、銅合金 側面のザグリが可能です。 シリーズ
等のワークの場合、樹脂製のワークのガード(写真中央の2点)を ■平行度 : 0.002mm
先端部に装着することにより、傷がほとんどつきません。 といし側面のザグリによ 側面ドレッサ 平行ドレッサ 直角度 : 0.003mm以内
6 り、側面加工やワークコー
締付けは、後端の六画穴レンチを挿入して行います。通常、締付け ナー出しの時、といし底面 6
のドレスのみで済みます。
後は、オリジナルレンチを外します。
ドレス サイドドレス装置 SD ドレス
装置 A ツール角度を自由に設定。使いやすさ抜群。 ■ダイヤモンドツール保持軸が回転するの 装置
F G H C で、位置(角度)を任意に設定できます。
65
10.2 54.5 ■ダイヤモンドツールの切れ味が悪い場合、
7 30 32
30 保持軸を回して位置を変えることが可
A B 7
0 0 能。
25 30 C
■基準面からドレスした際、そこからの正確
サービス 先端部 サービス
分割タイプ 仕様 カシメ部 A なといし端面位置が設定できます。
パック 基 パック
ワ 鋼球 ■SKS鋼全面焼入れ、硬さ HRC 60
プラン ー プラン
ク ■平行度(AB面): 0.002mm以内
ゼロ設定 ドレッサ後のといし端面位置は45.00(A寸法)
C 直角度(CA面): 0.003mm以内
直角度(CB面): 0.002mm以内
基
B
19 ブロックゲージ ドレッサ後のといし端面位置Cは 20
B=10.00 A(45.00)-B(10.00)=35.00
B
30
B
30
E D
E D
90
0
60
110
14
0
11.5 H 30
25
H
45
Page12
サービスパックプラン OKAMOTO PRECISION SYSTEMS
より長く、より快適に研削盤をお使いいただくためのアフターサービス。
サービスパックプランの対象機種は㈱岡本工作機械製作所の各種研削盤が対象となります。
詳しくはカスタマーサービス部までご連絡ください。
QUALITY
MANAGEMENT 対象機種・平面研削盤 ・成形研削盤 ・円筒研削盤
この度、機械寿命に関わる大切なアフターサービスをお得なサービスパック ・内面研削盤 ・門形研削盤 ・ロータリー研削盤
として、発売開始致しました!
新しくクーラント清掃作業パックも追加し、お得なプランも多数ご用意しま
1 中古機の購入でもOK! サービスパックプランの対象となります
したので是非ご検討ください。 1
といし といし
OIL
壊れる前に! 精度が悪くなる前に! お近くの営業所よりすぐにサービスマンが駆け付けます。 ■ サービスパックシール(サービスパック実施機に付属) 今回実施 年 月
作業実施日を記入し機械にシールを貼らせて頂きます。 次回予定 年 月
2 Okamotoの研削盤でより良い加工を続けていただくために、全力でサポート致します。 2
次回予定も併せて記入しますので、次回点検の目安にご検討ください。 株式会社 岡本工作機械製作所 カスタマーサービス部
TEL. 027-381-5522
消耗品 消耗品
3 3
サービスパック① 静的精度検査&機械修正 サービスパック③ 機械操作指導作業 サービスパック② NS-01B交換作業 or サービスパック④ OK-250交換作業
周辺機器 周辺機器
・装置 ・装置
基本作業内容 プラン
■ 当社指定油&ストレーナ交換作業 お買い得
!
4 基本作業内容 引火点の検証 4
■ 機械点検作業 ■ 1年プラン ■ 3年プラン
■ レベル出し 基本作業内容 (製造上250°以上の引火点をクリア)
■ スピンドル振れ調整
環境機器 ■ 静的精度検査表作成 270
環境機器
・装置 ■ 6点ピース研削
■ 対話ソフトの再指導 OK-250導入のメリット 260 ・装置
■ チャック研削 250
■ ソフトバージョンアップ ■ OK-250は消防法の可燃性液体類に分類されます。
■ スピンドル振れ調整 240
OK-250は引火点250°以上を有し、優れた熱安定性と参加安定性を備えた当社指定の
■ 点検作業 230
5 高引火油圧油です。 5
※自動プロ・専用マクロは別途お見 消防法指定可燃物(可燃性液体類)に分類され第四石油類ではない為、保管容量 220
※オートコリ・レーザー測定はオプションです。 積りが必要となります。 2,000L(2㎥)を超える場合でも、市町村への届け出は不要となり、消防設備・防火設備 210 NS-01B OK-250
の導入コストの軽減、工場での管理・保管がしやすい油圧油です。
バイス バイス
シリーズ ※点検作業で故障・部品交換が発覚した場合は、別途お見積りをさせていただきます。 シリーズ
【NEW
】
サービスパック⑤ クーラントタンク清掃
6 + 6
【NEW
】
リフレッシュパック
ドレス ドレス
装置 装置
基本作業内容 プラン
7 ■ タンク内高圧洗浄 7
&テーブル内清掃作業 ■ 1回プラン ■ 3年プラン
■ 研削液の入れ替え作業 基本作業内容 対象製品
サービス ■ スピンドル振れ調整 お買い得
!
サービス
当社サドルシリーズ
パック &配管配線の修正 パック
■ ソースボディー分解清掃 ・PFG450シリーズ
プラン タンク清掃前 タンク清掃後
& 電磁バルブ交換 ・PSG-EN プラン
※廃水缶のご用意、廃水の処理はお客様にてご対応をお願いいたします。
※研削液の劣化並びにタンク内の清掃は通常年2回を推奨します。 ・PSG-DX・GX・SA1 電磁バルブ交換
ソースボディー分解清掃
※廃油缶のご用意、廃油の処理はお客様にてご対応をお願いいたします。
21 22