



ベストセラー機PSG-DXシリーズの後継機として発売! 大型タッチパネル・自動ドレス機能・自己管理機能でユーザーをサポート!
・前モデルPSG-DXシリーズの後継機として発売。前シリーズと同様の操作方法を踏襲しながらも、セレクトスイッチ操作からタッチパネル操作に変えることで、更に操作性を向上。
・新機能、自動ドレス機能(粗加工⇒ドレス⇒精加工を自動化)とシフトプランジ機能等を追加。左右は油圧ハンドルによる汎用操作を残したまま、研削の自動化を実現しました。
・タッチパネル入力の採用により、従来アラーム番号のみの表示だったアラームを言語化。更に自己診断機能により、各種部品の稼働状況を確認でき、メンテナンス面で更なる進化を遂げました。
・ステンレス製のカバーが標準採用となり、機械カバーの長寿命化を実現。
・潤滑/油圧ポンプを機外に設置、各槽も分離させることで熱変位・振動対策。
・前後サーボモータ駆動の採用で、前後位置決め精度が大きく向上。
関連メディア
このカタログについて
| ドキュメント名 | 精密平面研削盤PSGSA1シリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社岡本工作機械製作所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
精密平面研削盤PSGSA1シリーズ
Precision Surface Grinding Machine PSGSA1 Series
株式会社 岡本工作機械製作所
本 社 〒379-0135 群馬県安中市郷原2993番地 TEL 027(385)5800 FAX 027(385)5880
営 業 本 部 〒379-0135 群馬県安中市郷原2993番地 TEL 027(393)6661 FAX 027(385)1144
仙 台 営 業 所 〒981-1106 仙台市太白区柳生7丁目2番5号(シャトルプラザF3) TEL 022(741)1777 FAX 022(741)1788
北関東営業所 〒379-0135 群馬県安中市郷原2993番地 TEL 027(385)5300 FAX 027(380)2020
首都圏営業所 〒224-0032 横浜市都筑区茅ヶ崎中央50-17(C・M Port 6階) TEL 045(949)3788 FAX 045(949)3789
静 岡 営 業 所 〒422-8067 静岡市駿河区南町11-10(Aフラット1階) TEL 054(204)0898 FAX 054(204)0899
富 山 営 業 所 〒939-8281 富山市今泉西部町11-9(LONG-1ビル1階) TEL 076(421)1625 FAX 076(421)2543
名古屋営業所 〒468-0051 名古屋市天白区植田1丁目2003番2号 TEL 052(800)2101 FAX 052(848)2771
大 阪 営 業 所 〒564-0063 吹田市江坂町2丁目2番6号(紙谷第2ビル) TEL 06(6339)0121 FAX 06(6339)0304
広 島 営 業 所 〒721-0973 広島県福山市南蔵王町3丁目13-3 TEL 084(932)6363 FAX 084(932)6366 JQA-QMA10960
福 岡 営 業 所 〒812-0063 福岡市東区原田3丁目6番8号 TEL 092(611)5286 FAX 092(611)5379 安中工場
○当社製品をご使用の際は、付属の取扱説明書に記載されている安全に関わる危険・警告・注意書及び
実機に取付けられている同表示をよくお読みください。
○当社製品が「外国為替及び外国貿易法」の規定による輸出規制物資に該当する場合は日本国外に輸出
注意 あるいは持ちだす際に日本国政府の許可または承認が必要となります。
○改良等により仕様その他を予告なく変更することがあります。 この印刷物は環境に配慮した紙と植物油インクを使用しています
22002231年年170月作成 20213017042000AD-0180
Page2
国内シェアNO.1の実績 Precision Surface Grinding Machine PSGSA1 Series
岡本工作機械製作所が提供する ■ 従来モデルPSG-DXシリーズの更新に最適。
■ 上下送り最小送り量0.1μmからの高精度設定。
新たな精密平面研削盤シリーズ ■ 水回り部分に防錆性に優れるSUS材を採用。(専用パッケージ選定で注水装置SUS製に対応)
■ サドルタイプのメリットである省スペースな機械設計。
■ 新コントローラー、新操作盤による操作性アップ、研削情報の一括管理。
■ 高剛性構造、新タッチパネル、熱変位の少ない機械構造、
自動ドレス機能を有する高度な機能と性能。
■ スピンドルは回転精度・剛性のアンギュラコンタクト
ベアリング採用の円筒形高性能ユニット型。
さらにパーマネントグリース密封タイプで
メンテナンスフリー。
PSG52SA1
Lineup 精密平面研削盤 PSGSA1シリーズ チャックサイズによる研削加工範囲
チャックサイズ(mm) PSG 105 SA1 1000
800
PSG52SA1 500× 200 50
0 600
PSG63SA1 40
0 500
600× 300 制御軸数
30
0
20
0
PSG64SA1 600× 400 チャックサイズ 52
1000 × 500mm
PSG65SA1 600× 500 63
PSG84SA1 800× 400 84
平面研削盤 64
PSG85SA1 800× 500 Precision Surface Grinding Machine 65 85
105
PSG105SA1 1000× 500
PSGSA1Series 02
Page3
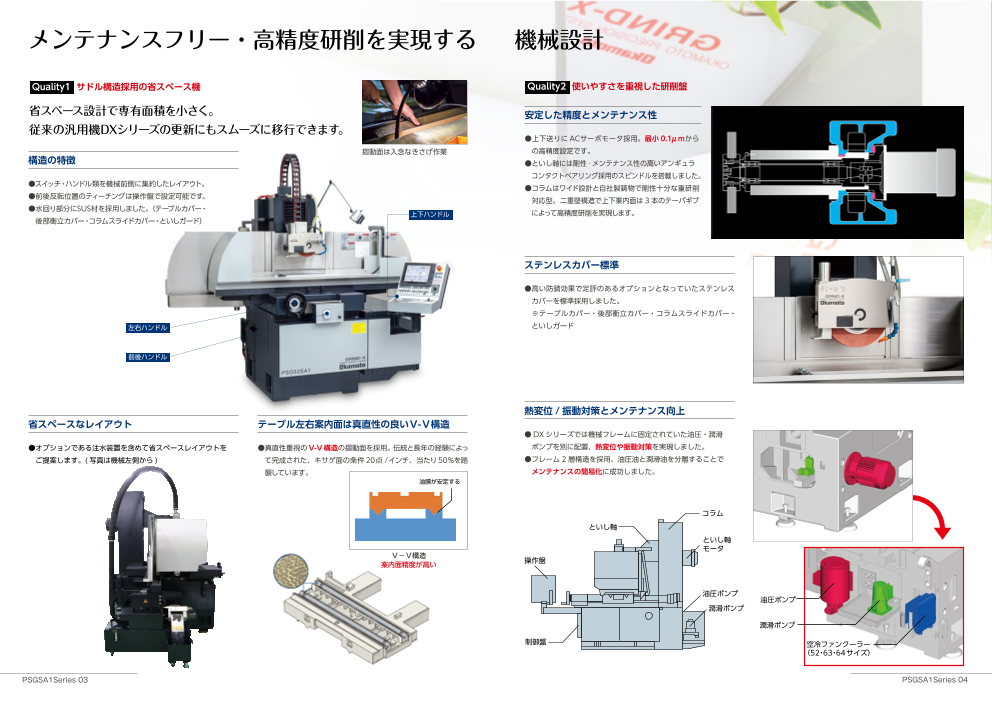
メンテナンスフリー・高精度研削を実現する 機械設計
Quality1 サドル構造採用の省スペース機 Quality2 使いやすさを重視した研削盤
省スペース設計で専有面積を小さく。 安定した精度とメンテナンス性
従来の汎用機DXシリーズの更新にもスムーズに移行できます。
●上下送りに ACサーボモータ採用。最小 0.1μmから
摺動面は入念なきさげ作業 の高精度設定です。
構造の特徴 ●といし軸には剛性 · メンテナンス性の高いアンギュラ
コンタクトベアリング採用のスピンドルを搭載しました。
●スイッチ・ハンドル類を機械前側に集約したレイアウト。 ●コラムはワイド設計と自社製鋳物で剛性十分な重研削
●前後反転位置のティーチングは操作盤で設定可能です。 対応型。二重壁構造で上下案内面は 3 本のテーパギブ
●水回り部分にSUS材を採用しました。(テーブルカバー・
上下ハンドル によって高精度研削を実現します。
後部衝立カバー・コラムスライドカバー・といしガード)
ステンレスカバー標準
●高い防錆効果で定評のあるオプションとなっていたステンレス
カバーを標準採用しました。
※テーブルカバー・後部衝立カバー・コラムスライドカバー・
左右ハンドル といしガード
前後ハンドル
熱変位 / 振動対策とメンテナンス向上
省スペースなレイアウト テーブル左右案内面は真直性の良いV-V構造
● DX シリーズでは機械フレームに固定されていた油圧・潤滑
●オプションである注水装置を含めて省スペースレイアウトを ●真直性重視の V-V 構造の摺動面を採用。伝統と長年の経験によっ ポンプを別に配置、熱変位や振動対策を実現しました。
ご提案します。( 写真は機械左側から ) て完成された、キサゲ面の条件 20点 /インチ、当たり50%を踏 ●フレーム 2 層構造を採用、油圧油と潤滑油を分離することで
襲しています。 メンテナンスの簡易化に成功しました。
油膜が安定する
コラム
といし軸
といし軸
モータ
V-V構造
案内面精度が高い 操作盤
油圧ポンプ
油圧ポンプ
潤滑ポンプ
潤滑ポンプ
制御盤 空冷ファンクーラー
(52・63・64サイズ)
PSGSA1Series 03 PSGSA1Series 04
Page4
操作画面は大型タッチカラーパネル、ソフトは ラクラク操作
Quality3 大型タッチパネル タッチパネル Quality5 新たなオプション
使いやすい操作盤 新システムの機上計測ユニット Quick Touch とチャック基準を紹介します。
機上計測ユニット Quick Touch(オプション)
●10インチの大型カラーパネルの採用により誤操作をなくします。
●タッチパネル採用でボタンの数を少なく、 ● 従来の機上計測では対話方式や G コードプログラムによる専門知識が必要でした。
手順通りの研削を導き、研削条件を一括管理できます。 新開発の「Quick Touch」ではプログラム不要、直感的にタッチするだけで計測が行えるようになりました。 Quick Touch 動画を御覧ください
Quality4 平面研削のポイントをまとめたソフト 加工前後に機上でワークの計測!
通常の研削加工 手動で当てるだけのカンタン計測
汎用研削と自動サイクル研削の両立
●従来の汎用的な手動研削、ドレスを含んだ粗・仕上げ・スパーク
アウトの自動研削サイクルで研削をサポート!
ドレスは標準自動化! 新システム
ワークの厚み寸法確認を機外で行う必要がありません!
チャッキング状態のままワークの厚み寸法を計測することができます。
●テーブル上にドレス装置を標準搭載。自動ドレスで作業工程を ワークを外す工程を無くすだけでなく、精密加工を実現することができます。
短縮します。
上下手パハンドル
■ 導入のメリット
Quick Touch が業界を変える!!
アラームの見える化 新システム
項目 従来 Quick Touch
●不具合部分報告機能が搭載され、メンテナンス性が向上します。 導入コスト 高 低
●各種アラームが発生した場合、アラームの内容を表示、素早い
プログラム 難 無
対応を可能とします。
手動寸法計測 機外 機上
累計時間、サイクル回数の集計 新システム
テーブル端にドレス装置標準搭載
チャック基準モード ( オプション ) ●通常のワーク基準研削にオプションでチャック基準ソフトを
シフトプランジ機能 新システム ●電源通電総時間、といし回転総時間等の時間の集計が可能です。 追加可能です。
ワークカウンターもあり、サイクルの回数を数えてワークの ワーク基準=取り代入力 チャック基準=定寸入力
●シフトプランジは前後にといし幅よりわずかに少なく設定された 個数を集計することも可能となります。( オプション ) ワークからの除去量を画面に入力。 ワークの定寸値を画面に入力。
ステップ幅ずつシフトしながらプランジ研削を行う事です。 ●加工条件の保存と呼び出し機能も対応可能です。(オプション)
●従来のトラバース研削と比較をして約30%のサイクルタイム
短縮が可能です。 t = 定寸
ワーク t = 取り代 ワーク 寸法
ドレス開始位置まで下降 リトラクト機能 マグネットチャック マグネットチャック
ワーク上面が基準 チャック上面が基準
1 2 3 4 5 6
荒加工前ドレス 荒加工 仕上前ドレス 仕上加工 スパークアウト 完成
取り代 = 加工者が判断した数値 取り代 = チャック上面から希望定寸まで
※一般的にワーク基準の方が精度を出しやすいと言われています。
PSGSA1Series 05 PSGSA1Series 06
Page5
平面研削をラクラク行う対話ソフト 簡単操作の対話画面
SOFT WARE
操作方法 研削条件設定一覧
● 操作画面は直感的に操作が可能なタッチパネルを採用しました。 粗・精研削設定画面
● 従来の汎用機 DX シリーズの更新にもスムーズに移行できるように、
DXと同じサイクル設定方式を採用しています。
● 研削中の手動切込介入、ドレス介入もあり、
作業者の汎用性を考えた操作性を実現しました。
パネル説明
粗・精研削設定 画面ロック or アンロック
粗切込量 精切込量 精研削量 ゼロ研回数 アンロック中 ロック中 粗研削設定画面 精研削設定画面
●粗研削切込量の設定画面です。 ●粗研削から精研削に移行する設定画面です。
画面スイッチ・テンキーで最小0.1μmオーダーが可能です。 加工中の手動切込介入も可能です。
といし回転速度設定 残研削量
といし回転速度設定画面
テンキーで設定 上下ボタンで設定
●入力項目部分をタッチするとテンキー入力により ●上下ボタンによる微調整も可能です。
直感的な操作が可能です。
ステップ・バイアス送り設定画面
座標確認・ティーチング 設定確認画面
Y 軸 ( 上下 ) Z 軸 ( 前後 ) アラーム確認 パラメータ確認 保守確認
条件変更画面 ステップ・バイアス設定画面
●ステップ送り量・バイアス送り速度を粗研削・精研削ごとに ●前後反転しない状態での切込が可能なため、
シフトプランジ 研削状況確認 ドレス設定 ステップ量 バイアス速度 設定が可能です。 溝下部にある平面加工も可能です。
PSGSA1Series 07 PSGSA1Series 08
Page6
ドレス作業の自動化で生産性向上 研削加工の見える化・使いやすさを追求
SOFT WARE SOFT WARE
汎用機のイメージを変える自動化ソフト お客様を支えるサポート画面
ドレス設定画面 研削状況確認画面 機械稼働時間の集計
自動ドレス機能① 自動ドレス機能② 研削状況を一括確認 各種情報の集計(オプション)
●ドレス位置のティーチングを行う事でドレスの自動化 ●初期ドレスの有無、インターバル量、 ●研削状況を一括で監視できます。定寸までの進行状況・ ●電源累積総時間、といし累積総時間等を集計が可能です。
が可能です。 ドレス後エアカット量も設定可能です。 研削内容状況・リトラクト位置等を 1 画面で確認する (左側)サイクル回数を数えてワークの個数を集計する
●粗&精ドレスで各々の切込量・速度・回数を設定可能 ことが可能です。 ことも可能です。(右側)
です。
アラームを言語報告 加工条件保存機能
シフトプランジ機能 リトラクト機能
アラーム確認画面 加工条件保存画面(オプション)
シフトプランジパラメータ リトラクト設定 ●アラームが発生した場合、画面に原因箇所がメッセージ表示 ●量産加工サイクルを行う場合やオペレータが異なる場合は
●加工ワークの取り代が多い場合はシフトプランジ研削が ●加工後の上下軸、前後軸の逃げ量設定が可能です。 される為、すぐに対処することが可能です。(多言語対応可) 加工条件の保存で同様の加工を実現します。
最適です。 ●アラーム履歴を記録することが可能です。
オプションソフト一覧 自己診断画面(I/O確認)
レシピ記録・呼び出し機能 各種「入」累積時間集計機能
汎用カウンター チャック基準研削
粗切込量追加 機上計測ユニット Quick Touch
Z 軸パルス方向逆仕様
自己診断画面
●各部品の電気信号を確認可能なため、不具合や断線等の
情報がすぐに確認できます。
PSGSA1Series 09 PSGSA1Series 10
Page7
特別仕様パッケージ ウルトラファインバブル発生装置 TWIN-BIX
最適な加工を行うため本当に必要なものをプレミアムなパッケージとしてご提案。 導入のメリット
高能率研削【サイクルタイム短縮】 加工能率
アップ
サイクルタイムを短縮するには切込み量を増やす課題があります。例えば50μmの切込
パッケージ共通基本仕様 みを行った場合、研削抵抗と熱の発生が増加するため、加工面は焼けかビビリが入ると
いう問題が発生します。TWIN-BIXは研削液をといしに絡まりやすくするため、正確に
研削熱の発生箇所に研削液を誘導できるため、研削液本来の冷却・潤滑効果を発揮、深
■ 電磁チャック & 脱磁コントローラ 切込みを行う効能率研削には非常に有効です。
■ 漏電ブレーカ&作業終了時電源遮断 面粗度
■ 作業灯(LED) 超精密研削【加工精度アップ】 アップ
■ 空冷ファンクーラー(52/63/64) ファインバブルが破裂する衝撃によってといし内部の砥粒と砥粒の間に詰まったスラッジや
切り子を取り除きます。通常鏡面加工を行う場合、といしの目詰まりが原因で面粗度が悪く
■ 油温自動調整機(65/84/85/105) なることが問題になりますが、常にといしの洗浄を行うことによって、鏡面加工を実現する最
■ といしフランジ 1 式追加 適な加工環境を生み出します。
■ 油圧油(機械に応じた容量) といし・研削液の長寿命化【消耗品の寿命アップ】 寿命
アップ
■ 研削液 5ℓ ファインバブルの洗浄効果により、目詰まりが少なくなるため、ドレスインターバルの延長が
可能となります。といしの寿命が延びる上、といしの切れ味を良い状態で保つことができる
ため、メンテナンス面の向上にも繋がります。
コアンダ効果 実績
液体が流れる際にモノに引き寄せられる効果。バブルの発生によっ
て効果を最大限にし、といしとワークの接触点に研削液を効率よく誘 切込み量アップ 切込み量
導。『研削熱の抑制』、『研削液の本来の効果を最大限』に生かします。 通常行えない切込みを実現可能です。 3 倍
切込量 BIX付 通常
A 10μm(通常) ◯ ◯
吸塵注水装置 SUS 製 20μm(2倍) ◯ △(焼けあり)
パッケージ 流れはコアンダ効果に
マグネチックセパレータ付 よって曲げられる
といし 30μm(3倍) ◯ ×(研削音異常)
Ability 仕様 ➡︎
➡︎ サイクルタイム短縮 加工時間
流れにはたらく力 といしにはたらく力 −1
サイクルタイムを大きく短縮可能です。 2
注水装置 SUS 製 (120L 仕様 ) 状態 サイクルタイム
マグネチックセパレータ
B 手動式ペーパフィルタ付 キャビテーション現象 通常 350秒
パッケージ + BIX付 165秒
ファインバブル発生装置 TWIN-BIX ファインバブルがといしの砥粒の間に入ることにより、切粉等を落と
※ 記載情報は当社加工実績に基づく効果であり、使用条件により効果には差があります。
Bix 仕様 ( 洗浄ガン・配管関係含む ) し、ドレスのような働きを行います。『目詰まり抑制』、『ドレス回数の
+ 削減』、『といし寿命の延長』を実現します。
機械オープントップカバー SUS 製 加工例
ファインバブルで 実際に納入する前に 切込み量 面粗さ
洗浄するしくみ テスト加工も可能です。 50μm 向上
ファインバブルは極小なため、 砥粒 加工物材質 SKD11(HRC57) SKD11(HRC60)
C 砥粒と砥粒の間に介入すること
注水装置 SUS 製マグネチックセパレータ ができます。そのファインバブ 結合剤 加工物外形 200×200×20 800×400×15
パッケージ 手動式ペーパフィルタ付 ルが破裂する瞬間に発生する衝 研削といし 使用といし WA60K SDC2000N
CBN/DIA 仕様 (といし軸インバータ標準) 撃で微細な切り子・スラッジを
取り除くことができます。 総研削量 0.1mm 0.004mm
ファインバブル 切込み量 0.05mm 0.0005mm
切り子・スラッジ
加工時間 165秒 1時間34分
※ B パッケージに関するご注意事項
1) ハイコラム仕様の対応は別途ご相談となります。 2) TWIN-BIX による効果は加工条件・加工対象材質で異なります。 3) 105 サイズの対応は別途ご相談となります。 表面粗さ Ra 1.177μm Ra 0.015μm
PSGSA1Series 11 PSGSA1Series 12
Page8
仕様表 特別付属品
仕様項目 52SA1 63SA1 64SA1 65SA1 84SA1 85SA1 105SA1 特別付属品 仕様 52SA1 63SA1 64SA1 65SA1 84SA1 85SA1 105SA1
テーブル作業面大きさ mm 505×200 605×300 605×400 610×500 805×400 810×500 1016×500 タンク容量 4 0 ℓ
テーブル移動量 mm 650×230 750×340 750×440 750×540 950×440 950×540 1150×540 1 吸塵注水装置マグネットセパレータ付 *1 注水モータ 60W/2P
◯ ー
容量 テーブル上面~といし下面の距離(標準砥石装着時) mm 47.5~397.5 22.5~322.5 22.5~522.5 吸塵モータ 4 0 0W / 2P
標準チャックの寸法 mm 500×200×75 600×300×75 600×400×85 600×500×100 800×400×85 800×500×85 1000×500×100 セパレータ能力 2 0 ℓ /min
工作物許容重量(チャック重量含む) Kg 200 420 700 タンク容量 1 2 0ℓ
60W/2P
テーブル左右(X 軸) 左右送り速度(平均) m/min 0.3~25 3~25 2 吸塵注水装置マグネットセパレータ付 *1 注水モータ
ー ○
吸塵モータ 4 0 0W / 2P
ハンドル1回転送り量 mm 0.01/0.1/1.0
手動切込送り セパレータ能力 4 0 ℓ /min
ダイヤル1目盛送り量 mm 0.0001/0.001/0.01 タンク容量 1 2 0ℓ
といし頭
上下送り 自動切込送り量 粗研削 mm 0.0001~0.03 3 注水装置マグネットセパレータ付・
手動ペーパーフィルター付 *1 セパレータ能力 40ℓ/min ー ○
(Y 軸 ) (トラバース&プランジ)精研削 mm 0.0001~0.01 ペーパーフィルター 500㎜x50m
スパークアウト回数 回数 0~10 最大ストローク 40mm
4 手動式上部ドレッシング装置 ○ ー
上下速進送り速度 mm/min 1~600 最大といし厚さ 25mm
ハンドル1回転送り量 mm 0.1/1.0/5.0 最大ストローク 40mm
5 油圧式上部ドレッシング装置 ○ ー
サドル 手動切込送り
ダイヤル1目盛送り量 mm 0.001/0.01/0.05 最大といし厚さ 25mm
前後送り 最大ストローク 60mm
(Z 軸 ) 間欠送り mm 0.5~15 0.5~20 6 手動式上部ドレッシング装置 ー ○ ー
自動切込送り 最大といし厚さ 50mm
連続送り速度 mm/min 0.1~1000 最大ストローク 70mm
外径×幅×内径 mm φ205×19×φ50.8 φ355×38×φ127 7 油圧式上部ドレッシング装置 ー ○ ー
といし 最大といし厚さ 50mm
回転速度(インバータ標準) min-1 1000~3600 200~2500 ドレス回数 0~9回
といし軸 kW 2.2 3.7 摩耗補正量 0~99μm ○
油圧ポンプ kW 0.75 1.5 2.2 ドレスインターバル量 0~990μm
モータ 油圧式上部ドレッシング装置
上下送り kW 0.75 8 最大ストローク 40mm
(ドレス補正機能付) ○ ー
前後送り kW 0.75 最大といし厚さ 25mm
所要電力 KVA 8 12 15 最大ストローク 70mm
ー ○
床面積 間口 x 奥行 x 高さ mm 2430×1945×1850 2740×2140×1850 2740×2340×1850 2740×2700×2120 3325×2550×2165 3325×2700×2140 4320×2700×2130 最大といし厚さ 50mm
9 ミストコレクター 架台付 ○
重量 正味重量 Kg 2500 3300 3450 3700 5000 5100 5500
10 デジタルスケール装置(上下・前後・上下前後) 表示単位 0.001mm ○
※床面積は注水装置を含んでおりません。 11 油冷式電磁チャック 0.005mm ○
12 永電磁チャック 0.001mm ○
外形図・占有面積 13 油温自動調整機 ○ ○ 標準付属
14 油冷といし頭 「油冷ポンプ」「油温自動調整機」必要 ○
占有面積(mm) 15 といし軸モータ馬力アップ ○
A B C 16 ハイコラム仕様 上下ストローク200㎜延長 ー ○ ー
PSG 52SA1 2,430 1,945 1,850 B 17 予備といしフランジ 取りつけうる最大といし厚さ 25mm
フランジ外径 φ111 ○ ー
PSG 63SA1 2,740 2,140 1,850 18 予備といしフランジ 取りつけうる最大といし厚さ 38mm
フランジ外径 φ175 ー ○
PSG 64SA1 2,740 2,340 1,850 19 GRIND-Xマイクロバランサ 自動測定及び対話式手動修正 ○
PSG 65SA1 2,740 2,700 2,120 20 マイクロバランサ用といしフランジ カーソル線入り専用バランスピース付 ○
PSG 84SA1 3,325 2,550 2,165 21 といしバランス装置(バランスアーバ付)BW-260 測定し得る最大外径厚さ φ260x25mm ○ ー
PSG 85SA1 3,325 2,700 2,140 22 といしバランスアーバ(BW-260用) 全長 178mm
両端の径x長さ φ15x15mm ○ ー
PSG 105SA1 4,320 2,700 2,140 23 といしバランス装置(バランスアーバ付)BW-360 測定し得る最大外径厚さ φ360x50mm ー ○
C 24 といしバランスアーバ(BW-360用) 全長 178mm
両端の径x長さ φ15x15mm ー ○
25 作業灯LED LED ○
26 GRIND-X油圧・潤滑兼用油 当社推せんのものをご使用下さい(1缶20ℓ) 4缶 6缶 8缶 9缶
27 指定色 マンセル記号の指定及び色見本の支給をお願いします ○
A B 28 立型ロータリードレス装置 ○
29 反り取り治具(SGマスター) チャックのピッチサイズ等で3タイプの中から選択 ○
30 3段シグナルタワー 赤・黄・緑 ○
31 レシピ記録・呼び出し機能 10種類 ○
標準付属品 32 汎用カウンター 最大5個 ○
33 チャック基準研削ソフト ○
標準付属品 34 各種累積時間集計機能 ○
35 作業終了電源遮断
GRIND-X 標準といし 標準といしフランジ ○
36 引戸式スライドカバー仕様 ○
標準電磁チャック といし軸インバータ 37 各種カバー変更 全閉カバー・半閉カバー ○ ー
38 ファインバブル発生装置 TWIN-BIX 研削液飛散有り、要カバー(全閉カバー・半閉カバー) ○ ー
自動ドレス機能 1方向ドレス装置(卓上搭載) 39 機上計測ユニット Quick Touch ○
各種注水装置 といしフランジ
漏電ブレーカー 防水カバー(SUS製) *1: パッケージ付属以外の注水装置の材質は板金製(SPCC 材)になります。
サイクルタイム表示機能 シフトプランジ機能
基礎ボルト及び受け皿 必要工具類及び工具箱
自動式脱磁コントローラ磁力調整式
といしバランス装置 マイクロバランサー デジタルスケールユニット 上部ドレッシング装置 引戸式スライドカバー仕様 反り取り治具
PSGSA1Series 13 PSGSA1Series 14