



このカタログについて
| ドキュメント名 | IATF16949完全攻略 -自動車産業の品質管理ガイド- |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.7Mb |
| 取り扱い企業 | 株式会社カミナシ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
本資料の概要
01 IATF 16949の基本情報
02 「プロセスアプローチ」と「コアツール」
03 IATF 16949の認証取得のために⾏うこと
04 IATF 16949の取得、運⽤を効率化するために
1
Page2
IATF 16949の基本情報
2
Page3
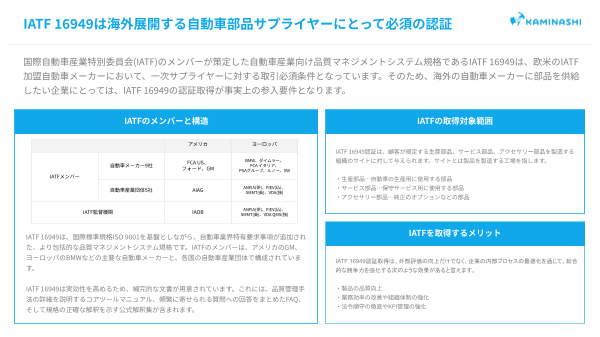
IATF 16949は海外展開する⾃動⾞部品サプライヤーにとって必須の認証
国際⾃動⾞産業特別委員会(IATF)のメンバーが策定した⾃動⾞産業向け品質マネジメントシステム規格であるIATF 16949は、欧⽶のIATF
加盟⾃動⾞メーカーにおいて、⼀次サプライヤーに対する取引必須条件となっています。そのため、海外の⾃動⾞メーカーに部品を供給
したい企業にとっては、IATF 16949の認証取得が事実上の参⼊要件となります。
IATFのメンバーと構造 IATFの取得対象範囲
アメリカ ヨーロッパ
IATF 16949認証は、顧客が規定する⽣産部品、サービス部品、アクセサリー部品を製造する
⾃動⾞メーカー9社 FCA US、 BMW、ダイムラー、 組織のサイトに対して与えられます。サイトとは製品を製造する⼯場を指します。
フォード、GM FCA イタリア、
PSAグループ、ルノー、VW
IATFメンバー ‧⽣産部品…⾃動⾞の⽣産⽤に使⽤する部品
⾃動⾞産業団体5社 AIAG ANFIA(伊)、FIEV(仏)、 ‧サービス部品…保守サービス⽤に使⽤する部品
SMMT(英)、VDA(独)
‧アクセサリー部品…純正のオプションなどの部品
IATF監督機関 IAOB ANFIA(伊)、FIEV(仏)、
SMMT(英)、VDA QMS(独)
IATF 16949は、国際標準規格ISO 9001を基盤としながら、⾃動⾞業界特有要求事項が追加され IATFを取得するメリット
た、より包括的な品質マネジメントシステム規格です。IATFのメンバーは、アメリカのGM、
ヨーロッパのBMWなどの主要な⾃動⾞メーカーと、各国の⾃動⾞産業団体で構成されていま IATF 16949認証取得は、外部評価の向上だけでなく、企業の内部プロセスの最適化を通じて、総合
す。 的な競争力を強化する次のような効果があると言えます。
IATF 16949は実効性を⾼めるため、補完的な⽂書が⽤意されています。これには、品質管理⼿ ‧製品の品質向上
法の詳細を説明するコアツールマニュアル、頻繁に寄せられる質問への回答をまとめたFAQ、 ‧業務効率の改善や組織体制の強化
そして規格の正確な解釈を⽰す公式解釈集が含まれます。 ‧法令順守の徹底やKPI管理の強化
Page4
IATF 16949は、ISO 9001に⾃動⾞業界の具体的な要求事項が追加された規格
IATF 16949は、国際的な品質マネジメントシステム規格であるISO 9001を基盤としつつ、
⾃動⾞産業固有の要求事項や、⾃動⾞メーカーや顧客が指定する要求事項が追加されています。
IATF 16949の要 求事項の構造 ISO 9001にプラスされた⾃動⾞産業固有の要求事項の概要
●バリューチェーンの体制構築
顧客固有要求事項 顧客ごとに異なる要求 • IATF 16949では、品質保証部⾨だけでなく、営業、設計‧開発、製造など多部⾨が連携する横断的な
チーム体制が重要
• 顧客到達までの全プロセスを考慮したマネジメントシステムの構築が必要
⾃動⾞産業固有の要求事項
●品質マニュアルの作成
IATF 16949規格に掲載 • IATF 16949では品質マニュアルが必須
ISO 9001 • 品質マネジメントシステムの適⽤範囲や顧客固有要求事項との関係を明⽰する
●コアツールの活⽤
• 顧客との共通理解を促進し、品質マネジメントシステム改善に貢献することが⽬的
IATF 16949において最も重要視される概念は「顧客志向」です。IATFは、⾃動 • FMEA、APQP、PPAP、SPC、MSAなどのツールを品質マネジメントシステムに組み込む
⾞産業のサプライチェーン全体を通じて、顧客要求への適合を最優先事項とし ●量産体制の確⽴
て位置づけています。 • ⼤量⽣産と安定供給が前提
• 事業継続計画(BCP)の構築、特に機械故障、サイバー攻撃、パンデミックなど多様なリスクへの対
策が重要
IATF 16949は、ISO 9001をベースにしつつ、⾃動⾞産業独⾃のきわめて具体的
な「⾃動⾞産業固有の要求事項」が数多く設けられ、⾮常に細かい対応が必要 ●コンカレントエンジニアリングに対応した開発体制
とされる規格となっています。 • 開発期間短縮のための並⾏処理開発⼿法
• 設計段階から⽣産技術部⾨‧製造部⾨などと共同かつ同時に開発が必要
Page5
IATF 16949の要求事項⼀覧
ここで、IATF 16949の要求事項⼀覧を紹介します。「★」は⾃動⾞産業固有の要求事項を⽰しており、その他はISO 9001の要求事項と同
様です。項⽬の⼀つ⼀つの説明は割愛しますが、まずは全体像を把握しましょう。
★まえがき — ⾃動⾞産業QMS規格 6 計画 8 運⽤ 8.3.6 設計‧開発の変更 8.6 製品及びサービスのリリース 10 改善
★歴史 6.1 リスク及び機会への取組み 8.1 運⽤の計画及び管理 ★8.3.6.1 設計‧開発の変更-補⾜ ★8.6.1 製品及びサービスのリリース-補⾜ 10.1 ⼀般
★到達⽬標 6.1.1及び6.1.2 ★8.1.1 運⽤の計画及び管理-補⾜ 8.4 外部から提供されるプロセス, ★8.6.2 レイアウト検査及び機能試験 10.2 不適合及び是正処置
★認証に対する注意点 ★6.1.2.1 リスク分析 ★8.1.2 機密保持 製品及びサービスの管理 ★8.6.3 外観品⽬ 10.2.1及び10.2.2
序⽂ ★6.1.2.2 予防処置 8.2 製品及びサービスに関する要求事項 8.4.1 ⼀般 ★8.6.4 外部から提供される製品及びサービス ★10.2.3 問題解決
0.1 ⼀般 ★6.1.2.3 緊急事態対応計画 8.2.1 顧客とのコミュニケーション ★8.4.1.1 ⼀般-補⾜ の検証及び受⼊れ ★10.2.4 ポカヨケ
0.2 品質マネジメントの原則 6.2 品質⽬標及びそれを達成するための計画策定 ★8.2.1.1 顧客とのコミュニケーション ★8.4.1.2 供給者選定プロセス ★8.6.5 法令‧規制への適合 ★10.2.5 補償管理システム
0.3 プロセスアプローチ 6.2.1及び6.2.2 -補⾜ ★8.4.1.3 顧客指定の供給者(“指定購買”と ★8.6.6 合否判定基準 ★10.2.6 顧客苦情及び市場不具合の
0.3.1 ⼀般 ★6.2.2.1 品質⽬標及びそれを達成するた 8.2.2 製品及びサービスに関する要求事項の しても知られる) 8.7 不適合なアウトプットの管理 試験‧分析
0.3.2 PDCAサイクル めの計画策定-補⾜ 明確化 8.4.2 管理の⽅式及び程度 8.7.1 10.3 継続的改善
0.3.3 リスクに基づく考え⽅ 6.3 変更の計画 ★8.2.2.1 製品及びサービスに関する ★8.4.2.1 管理の⽅式及び程度-補⾜ ★8.7.1.1 特別採⽤に対する顧客の ★10.3.1 継続的改善-補⾜
0.4 他のマネジメントシステム規格との関係 7 ⽀援 要求事項の明確化-補⾜ ★8.4.2.2 法令‧規制要求事項 正式許可 ★附属書A
品質マネジメントシステム-要求事項 7.1 資源 8.2.3 製品及びサービスに関する要求事項の ★8.4.2.3 供給者の品質マネジメント ★8.7.1.2 不適合製品の管理-顧客規定の コントロールプラン
1 適⽤範囲 7.1.1 ⼀般 レビュー システム開発 プロセス A.1 コントロールプランの段階
★1.1 適⽤範囲- ISO 9001:2015に対する 7.1.2 ⼈々 8.2.3.1 ★8.4.2.3.1 ⾃動⾞製品に関係する ★8.7.1.3 疑わしい製品の管理 A.2 コントロールプランの要素
⾃動⾞産業補⾜ 7.1.3 インフラストラクチャ ★8.2.3.1.1 製品及びサービスに関する ソフトウェア⼜は組込み ★8.7.1.4 ⼿直し製品の管理 ★附属書B
2 引⽤規格 ★7.1.3.1 ⼯場,施設及び設備の計画 要求事項のレビュー ソフトウェアをもつ製品 ★8.7.1.5 修理製品の管理 参考⽂献-⾃動⾞産業補⾜
★2.1 規定及び参考の引⽤ 7.1.4 プロセスの運⽤に関する環境 -補⾜ ★8.4.2.4 供給者の監視 ★8.7.1.6 顧客への通知
3 ⽤語及び定義 ★7.1.4.1 プロセスの運⽤に関する環境 ★8.2.3.1.2 顧客指定の特殊特性 ★8.4.2.4.1 第⼆者監査 ★8.7.1.7 不適合製品の廃棄
★3.1 ⾃動⾞産業の⽤語及び定義 -補⾜ ★8.2.3.1.3 組織の製造フィージビリティ ★8.4.2.5 供給者の開発 8.7.2
4 組織の状況 7.1.5 監視及び測定のための資源 8.2.3.2 8.4.3 外部提供者に対する情報 9 パフォーマンス評価
4.1 組織及びその状況の理解 7.1.5.1 ⼀般 8.2.4 製品及びサービスに関する要求事項の ★8.4.3.1 外部提供者に対する情報-補⾜ 9.1 監視,測定,分析及び評価
4.2 利害関係者のニーズ及び期待の理解 ★7.1.5.1.1 測定システム解析 変更 8.5 製造及びサービス提供 9.1.1 ⼀般
4.3 品質マネジメントシステムの適⽤範囲の決定 7.1.5.2 測定のトレーサビリティ 8.3 製品及びサービスの設計‧開発 8.5.1 製造及びサービス提供の管理 ★9.1.1.1 製造⼯程の監視及び測定
★4.3.1 品質マネジメントシステムの適⽤範囲 ★7.1.5.2.1 校正/検証の記録 8.3.1 ⼀般 ★8.5.1.1 コントロールプラン ★9.1.1.2 統計的ツールの特定
の決定-補⾜ ★7.1.5.3 試験所要求事項 ★8.3.1.1 製品及びサービスの設計‧開発 ★8.5.1.2 標準作業-作業者指⽰書及び ★9.1.1.3 統計概念の適⽤
★4.3.2 顧客固有要求事項 ★7.1.5.3.1 内部試験所 -補⾜ ⽬視標準 9.1.2 顧客満⾜
4.4 品質マネジメントシステム及びそのプロセス ★7.1.5.3.2 外部試験所 8.3.2 設計‧開発の計画 ★8.5.1.3 作業の段取り替え検証 ★9.1.2.1 顧客満⾜-補⾜
4.4.1 7.1.6 組織の知識 ★8.3.2.1 設計‧開発の計画-補⾜ ★8.5.1.4 シャットダウン後の検証 9.1.3 分析及び評価
★4.4.1.1 製品及びプロセスの適合 7.2 ⼒量 ★8.3.2.2 製品設計の技能 ★8.5.1.5 TPM (Total productive ★9.1.3.1 優先順位付け
★4.4.1.2 製品安全 ★7.2.1 ⼒量-補⾜ ★8.3.2.3 組込みソフトウェアをもつ製品の maintenance) 9.2 内部監査
4.4.2 ★7.2.2 ⼒量-業務を通じた教育訓練(OJT) 開発 ★8.5.1.6 ⽣産治⼯具並びに製造、試験、検 9.2.1及び9.2.2
5 リーダーシップ ★7.2.3 内部監査員の⼒量 8.3.3 設計‧開発へのインプット 査の治⼯具及び設備の運⽤管理 ★9.2.2.1 内部監査プログラム
5.1 リーダーシップ及びコミットメント ★7.2.4 第⼆者監査員の⼒量 ★8.3.3.1 製品設計へのインプット ★8.5.1.7 ⽣産計画 ★9.2.2.2 品質マネジメントシステム監査
5.1.1 ⼀般 7.3 認識 ★8.3.3.2 製造⼯程設計へのインプット 8.5.2 識別及びトレーサビリティ ★9.2.2.3 製造⼯程監査
★5.1.1.1 企業責任 ★7.3.1 認識-補⾜ ★8.3.3.3 特殊特性 ★8.5.2.1 識別及びトレーサビリティ-補⾜ ★9.2.2.4 製品監査
★5.1.1.2 プロセスの有効性及び効率 ★7.3.2 従業員の動機付け及びエンパワーメント 8.3.4 設計‧開発の管理 8.5.3 顧客⼜は外部提供者の所有物 9.3 マネジメントレビュー
★5.1.1.3 プロセスオーナー 7.4 コミュニケーション ★8.3.4.1 監視 8.5.4 保存 9.3.1 ⼀般
5.1.2 顧客重視 7.5 ⽂書化した情報 ★8.3.4.2 設計‧開発の妥当性確認 ★8.5.4.1 保存-補⾜ ★9.3.1.1 マネジメントレビュー-補⾜
5.2 ⽅針 7.5.1 ⼀般 ★8.3.4.3 試作プログラム 8.5.5 引渡し後の活動 9.3.2 マネジメントレビューへのインプット
5.2.1 品質⽅針の確⽴ ★7.5.1.1 品質マネジメントシステムの ★8.3.4.4 製品承認プロセス ★8.5.5.1 サービスからの情報の ★9.3.2.1 マネジメントレビューへの
5.2.2 品質⽅針の伝達 ⽂書類 8.3.5 設計‧開発からのアウトプット フィードバック インプット-補⾜
5.3 組織の役割,責任及び権限 7.5.2 作成及び更新 ★8.3.5.1 設計‧開発からのアウトプット ★8.5.5.2 顧客とのサービス契約 9.3.3 マネジメントレビューからのアウトプット
★5.3.1 組織の役割,責任及び権限-補⾜ 7.5.3 ⽂書化した情報の管理 -補⾜ 8.5.6 変更の管理 ★9.3.3.1 マネジメントレビューからの
★5.3.2 製品要求事項及び是正処置に対する 7.5.3.1及び7.5.3.2 ★8.3.5.2 製造⼯程設計からのアウトプット ★8.5.6.1 変更の管理-補⾜ アウトプット-補⾜
責任及び権限 ★7.5.3.2.1 記録の保管 ★8.5.6.1.1 ⼯程管理の⼀時的変更
★7.5.3.2.2 技術仕様書
Page6
IATF 16949取得のポイントとなる
「プロセスアプローチ」と「コアツール」
6
Page7
「⾃動⾞産業プロセスアプローチ」を理解することがIATF 16949取得の第⼀歩
品質マネジメントシステムで重要視されるプロセスアプローチは、設計や製造における個々の業務ではなく、部署間をまたいだ全体最適
の観点から品質を管理していく体制です。ISO 9001とIATF 16949ではプロセスアプローチの考え⽅が異なります。まずは「⾃動⾞産業プ
ロセスアプローチ」を正確に理解することがIATF 16949取得の第⼀歩となります。
ISO 9001のプロ セスアプローチ ⾃動⾞産業プロセスアプロ ーチのオクトパスモデル
ISO 9001のプロセスアプローチでは、組織内の各プロセスは相互 インプットとアウトプットが顧客に始まり、顧客に終わることを表したのが「オクトパスモ
に連携し、ある組織のプロセスのアウトプットが次のプロセスの デル」です。全てのプロセスのインプットとアウトプットが顧客につながり、顧客満⾜を⽬
インプットとなります。例えば、開発部のアウトプットは設計図 標とすることを表現しています。このモデルは、顧客志向を中⼼に据えた⾃動⾞産業特有の
で、設計図は次のプロセスで製造部のインプットになります。 品質管理アプローチを象徴的に表現しています。
プロセス インプット アウトプット
(顧客のニーズ) (顧客の満足につながるもの、または満たされた
顧客ニーズ)
IATF 16949の⾃動⾞産 業プロセスアプローチ ①RFQ (Request For Quote) 顧客の引合い 顧客満足につながる見積書
②製品設計 顧客の製品仕様 顧客満足につながる設計図面
③信頼性検証 顧客の信頼性仕様 顧客満足につながる信頼性検証結果
④製造工程設計 顧客の製造工程設計仕様 顧客満足につながる量産試作コントロールプラン
IATF 16949では、ISO 9001のプロセスアプローチをさらに発展さ ⑤製品及び製造工程の妥当性確認 顧客の製品及び製造工程承認 顧客満足につながる妥当性確認結果
せ、プロセスごとに「顧客のニーズ」をインプット、アプトプッ 手順
⑥量産 顧客の生産計画書 顧客満足につながる製品
トに組み込んでいます。例えば、開発部では「顧客のニーズ」がイ
⑦納入 顧客の納入要求書 顧客満足につながるオンタイム納入
ンプットになり、「顧客満⾜につながる設計図」がアウトプット
⑧販売後の品質問題対策 顧客の改善要求 顧客満足につながる対策及び是正処置
になります。製造部も「顧客のニーズ」がインプットになり、「顧 ⑨製造工程の監視及び測定 顧客の監視及び測定要求 顧客満足につながる工程能力及び安定性をもつ製
造工程
客満⾜につながる製品」がアウトプットになります。
⑩継続的工程改善 顧客の継続的工程改善要求 顧客満足につながる製造工程の変動低減
Page8
IATF 16949の重要な手法である 5つのコアツール
コアツールは、⾃動⾞産業で広く使⽤される品質管理⼿法です。
顧客との共通の意思疎通と共に、品質マネジメントシステムの効果的な実施と継続的改善に貢献できるように設計されています。
IATF 16949ではコアツールの活⽤が必須です。コアツールには以下の5つがあります。
APQP PPAP FMEA MSA SPC
Advanced Product Quality Planning Production Part Approval Process Failure Mode and Effects Analysis Measurement System Analysis Statistical Process Control
先⾏製品品質計画 ⽣産部品承認プロセス 故障モード影響解析 測定システム解析 統計的⼯程管理
新製品開発プロセスにおいて品質 供給者が顧客に対して製品が量産 製品やプロセスの潜在的な故障 測定システムの精度と信頼性を評 製造⼯程の変動を管理し、品質を
を計画‧管理するためのフレーム に適していることを証明するため モードとその影響を体系的に特定 価する⼿法です。MSAは、測定機 維持するための統計的⼿法です。
ワークです。APQPは製品の設計 の⼿続きです。PPAPは、設計仕 ‧分析する⼿法です。これによ 器や測定プロセスの変動要因を特 SPCは、プロセスの⼀貫性を確保
から量産に⾄るまでの全⼯程で品 様や顧客要求事項に適合している り、故障の発⽣を未然に防ぎ、品 定し、測定データの信頼性を確保 し、ばらつきの発⽣を未然に防ぐ
質を確保することを⽬的とし、プ ことを確認するための⽂書とサン 質や信頼性を向上させることがで します。これにより、品質管理の ためにデータを収集‧分析しま
ロジェクト管理、リスク評価、顧 プル提出を含みます。PPAPを通 きます。FMEAは設計段階および 根拠となるデータの正確性が保証 す。管理図を⽤いてプロセスのパ
客要件の反映などを含みます。 じて新製品導⼊の際のリスクを低 製造プロセスにおいて適⽤され、 されます。MSAは、ゲージR&R フォーマンスを監視し、異常が検
APQPの実施により、製品の品質 減し、供給チェーン全体の信頼性 リスクの優先度を評価し、必要な (Repeatability and 出された場合には迅速に対応しま
と顧客満⾜度を⾼めることが期待 を向上させることを⽬指していま 対策を講じるための基盤を提供し Reproducibility)分析などの⼿法 す。
されています。 す。 ます。 を含みます。
Page9
5つのコアツール:APQP(先⾏製品品質計画)
APQP(先⾏製品品質計画)は、開発から量産に⾄るまでの各⼯程を、5つのフェーズに分けて管理する⼿法です。
すべてのフェーズを順序⽴てて実⾏することで、顧客満⾜度の⾼い製品を効率的に開発‧⽣産することが可能になります。
APQPフェーズ インプット・アウトプット ※主要項目のみ
APQPの適用 フェーズ
‧顧客の声 ‧製品、プロセスの前提条件
‧事業計画、マーケティング線戦 ‧製品信頼性調査
インプット 略 ‧顧客インプット
APQPは、①プログラムの計画‧定義②製品の設計‧開発③プロセス(製造⼯程)の設計‧開発 フェーズ① ‧製品、プロセスのベンチマー
④製品プロセスの妥当性確認⑤量産‧改善(フィードバック‧評価‧是正処置)の5つのフェーズ プログラムの計 クデータ
画‧定義 ‧設計到達⽬標 ‧特殊製品/プロセス特性の暫定リ
で構成されています。APQPにはPPAP、FME、SPC、MSAの4つのコアツールの活動が含まれてし アウトプット ‧信頼性⽬標、品質⽬標 スト
‧暫定材料明細表 ‧製品保証設計書
ます。なお、各フェーズで⾏うインプットとアウトプットは右の表の通りとなります。 ‧暫定プロセスフロー図 ‧経営者の⽀援
‧設計故障モード影響解析 ‧新規の装置、治⼯具施設の要求
フェーズ1 フェーズ2 フェーズ3 フェーズ4 フェーズ5 フェーズ② ‧製造性、組⽴性考慮設計 事項
製品の設計‧開 アウトプット ‧設計検証 ‧特殊製品/プロセス特性
発 ‧デザインレビュー ‧ゲージ、試験装置要求事項
プログラムの計画・定 製品の設計・開発 プロセスの設計・開発 製品プロセスの妥当 量産・改善 ‧試作コントロールプラン ‧実現可能性検討報告書
義 性確認 ‧図⾯(数学的データ含む) ‧経営者の⽀援
APQP ‧梱包企画、仕様書 ‧先⾏⽣産コントロールプラン
フェーズ③ ‧製品、プロセスの品質システ ‧プロセス指⽰書
プロセス(製造
⼯程)の設計‧ アウトプット ムレビュー ‧測定システム解析計画書
PPAP ‧プロセスフロー図 ‧⼯程能⼒予備調査計画書
開発 ‧フロアプランレイアウト ‧経営者の⽀援
設計FMEA ‧プロセス故障モード影響解析
‧実質的⽣産 ‧量産コントロールプラン
プロセスFMEA フェーズ④ ‧測定システム解析 ‧⽣産部品承認
製品プロセスの アウトプット ‧⼯程能⼒予備調査 ‧品質計画承認
妥当性確認 ‧量産の妥当性確認試験 ‧経営者のシーン
SPC ‧梱包評価
MSA フェーズ⑤ ‧変動の減少 ‧学んだ教訓、ベストプラクティス
量産‧改善 アウトプット ‧顧客満⾜の向上 の効果的な利⽤
‧引き渡し、サービスの改善
Page10
5つのコアツール:PPAP(⽣産部品承認プロセス)
PPAP(⽣産部品承認プロセス)は、製品に関する変更(材料、調達先、治⼯具、設計、製造など)に対し、顧客の承認を得る⼿順のこ
とです。顧客の要求事項を正しく理解しているかを事前に判定すること、量産開始後に定められた⽣産速度を維持しながら、品質基準を
満たす製品を安定的に製造できるかを確認することが⽬的になります。必要な書類を作成し顧客へ提出します。
下の図はPPAPの要求事項と提出‧承認レベルを表した図です。PPAPの提出‧承認レベルは5つに区分されています。どのレベルを適⽤するかは顧客によって指定されます。以下の図からSが最も
厳しくRが最も緩いことがわかります。顧客からの指定がない場合は、18種類すべての書類の提出を求められるレベル3を標準レベルとして適⽤することになっています。
提出・承認レベル
要求事項 説明
レベル1 レベル2 レベル3 レベル4 レベル5
1 製品設計⽂書 製品図⾯、製品仕様書等の⽂章 R S S X R
2 技術変更⽂書(顧客承認) 設計⽂書に反映されていない技術変更に対する顧客承認の⽂章 R R R X R
3 顧客技術部⾨承認 要求事項のうち、事前に顧客の技術部⾨の承認を得ている場合はその証拠 R S S X R
4 設計FMEA 顧客指定の要求事項に従った設計FMEA R R S X R S(Submit):PPAPを顧客
5 プロセスフロー図 製造プロセスのステップと繋がりを明記したプロセスフロー図 R R S X R に提出して承認を得るこ
6 プロセスFMEA 顧客指定の要求事項に従ったプロセスFMEA R R S X R とが必要
7 コントロールプラン 製造⼯程の管理に⽤いるすべての⽅法を規定したコントロールプラン R R S X R
8 測定システム解析(MSA) 新規または変更されたゲージ、測定及び試験装置のすべてに対して適切なMSA調査を⾏う R R S X R X:顧客の要請があれ
9 ⼨法測定結果 設計⽂書およびコントロールプランに規定された全ての⼨法について⼨法検査を実施する R S S X R
10 材料‧性能試験結果 設計⽂書またはコントロールプランで規定された材料や性能に関する試験を⾏う R S S X R ば、PPAPを提出して承認
11 初期⼯程調査結果 指定されたすべての特殊特性に対して、初期⼯程能⼒または初期⼯程性能の調査を⾏う R S S X R を得ることが必要
12 有資格試験所⽂書 PPAPのための検査‧試験は有資格試験所で実施する R S S X R
13 外観承認報告書(AAR) 設定⽂書において製品の外観要求事項が指定された場合、個々の製品ごとに外観承認報告書を作成す R S S X S R(Retain):顧客が利⽤で
る
14 製品サンプル 量産と同じ製造⼯程で製造された評価⽤のサンプルを提供する R S S X R きるように、PPAPを保管
15 マスターサンプル マスターサンプルであることがわかるように識別し、顧客承認⽇付を表⽰する R R R X R しておくことが必要
16 検査補助具 製品の検査に使⽤する製品固有の検査治⼯具を提出する R R R X R
17 顧客固有要求事項適合記録 すべての顧客固有要求事項に適合している記録を維持する R R S X R
18 部品提出保証書(PSW) すべてのPPAP要求事項が完了した際、部品提出保証書を顧客に提出して承認を得る S S S S R
バルク材料チェックリスト バルク材料固有要求事項に規定された要求事項に従う S S S S R
Page11
5つのコアツール:FMEA(故障モード影響解析)
FMEA(故障モード影響解析)は、製品や製造⼯程において発⽣可能性のある故障をあらかじめ予測して、実際に故障が発⽣する前にそ
の可能性を低減させるための解析⼿法です。それぞれのプロセスに評価や点数をつけ、リスクを事前に把握‧改善します。
FMEAの種類 FMEAは設計FMEAとプロセスFMEAに
分かれます。それぞれフェーズごとに
区分 内容 分析をしていく中で、プロセスFMEA
のフォーマットの例を紹介します。
設計FMEA 製品の設計段階で発⽣する可能性のある故障を分析します。 構造分析と機能分析、故障分析、リス
プロセスFMEA 設計の意図に適合する製品を製造するために、製造‧組⽴および物流プロセスの潜在的な故障を分析しま ク分析、最適化の観点から確認項⽬を
す。 作っていきます。
監視およびシステム応答の補⾜ 安全な状態または法規制遵守の状態を持続するために、ISO 26262の機能安全を考慮した設計FMEAを補完 FMEAにより、問題が発⽣する前に予
FMEA するものです。 防措置を講じることができ、品質向上
とリスク低減に役⽴ちます。また、
FMEAを効果的に実施することで、製
FMEA(プロセスFMEA)のフォーマットの例 品やプロセスの信頼性向上やコスト削
減などが期待できます。
構造分析 機能分析 故障分析 リスク分析 最適化
プ プ プ プ 分 プロセ プ 影 分 プロ 現 発 現 検 処 特 フ 追 追 責 完 処 処 完 影 発 検 特 処 備
ロ ロ ロ ロ 析 ス ロ 響 析 セス 在 ⽣ 在 出 置 殊 ィ 加 加 任 了 置 置 了 響 ⽣ 出 殊 置 考
セ セ セ セ 対 作業要 セ 度 対 作業
ス ス ス ス 象 素の機 ス 象 要素 の 度 の 度 優 特 ル の の 者 予 状 内 ⽇ 度 度 度 特 優
検 先 性 タ 予 検
ス 作 の の 能‧プ の の の故 予 定 況 容 性 先
故 障原 防 出 度 ー 防 出 ⽇ と 度
テ 業 機 機能‧ ロセス 故 障 因 管 管 コ 処 処 証
ッ 要 能 製品特 特性 障 モ 理 理 ー 置 置 拠
プ 素 性 影 ー ド
分析 響 ド
対象
Page12
5つのコアツール:MSA(測定システム解析)
測定者Aさんがある測定計を⽤いてある製品の特性を5回測定した場合、5回とも全く同じ結果が得られるとは限りません。測定結果には
製品のばらつきだけでなく測定システムの変動も含まれています。その測定システム全体の変動を統計的に評価する⽅法がMSAです。
測定システム変動の測定 結果への影響について 測定システム 変動の種類
測定システム変動の主な種類は以下があります。
我々が観測する測定結果には、実際の製品やプロセスの変動だけでなく、測定システム⾃
体の変動も含まれています。 区分 変動の種類 内容
MSAの主な⽬的は、この測定システム変動の⼤きさを評価し、それが測定結果にどの程度 偏り 測定値の平均値と基準値との差
影響を与えているかを理解することです。測定システム変動が⼤きすぎると、実際のプロ
安定性 一人の測定者がある一定の時間間隔をおいて測定した時の平
セス変動を正確に把握できなくなり、品質管理や⼯程改善の取り組みに悪影響を及ぼす可 位置の変動
均値の差
能性があります。 直線性 測定器の使用範囲全体に渡る偏りの変化
繰返し性 一人の測定者がある一定の時間間隔をおいて測定した時の測
定値の変動幅
幅の変動
再現性 異なる測定者が複数回測定した時の測定者ごとの平均値の変
特性の変動 測定結果の変動
測定システムの変動 動
(実際の値) (測定値)
測定システム 変動の改善
変動の要因 測定システム変動の改善は、詳細な原因分析に始まり、精密機器の導⼊や定期的な校正、
・測定機 作業者への体系的な教育訓練、環境条件の厳密な管理、そして測定⼿順の標準化と最適化
・測定者 といった多⾯的な対策を講じます。これらの施策の効果は、定期的な測定システム解析
・測定環境など (MSA)の実施により、客観的に評価‧検証されます。
Page13
5つのコアツール:SPC(統計的⼯程管理)
SPCとは、製造⼯程を統計的技法を⽤いて管理することです。SPCには数々の技法がありますが、IATF 16949でよく使われているものに
は、製造⼯程が安定しているかどうか、すなわち統計的に管理状態にあるかどうかを判断するための管理図と、製造⼯程が製品の規格値
を満たす能⼒があるかどうかを判断するための⼯程能⼒指数があります。
X-R管理図における 異常判定のサイン ⼯程改善 の⼿順
X-R管理図は、プロセスの平均値(X)と範囲(R)を監視するために使⽤される統計的プロセス管理(SPC) SPCにおける⼯程改善の⼿順は、現状把握から始まり、問題特定、
のツールです。この管理図を⽤いて、プロセスが統計的に安定しているかどうかを判断します。 原因分析、改善実施、標準化を経て、継続的モニタリングという
範囲(R)を超える異常のサインが検出された場合、プロセスに特殊要因が影響している可能性が⾼く、調査 ⼀連の流れです。具体的には、以下のステップで改善を繰り返し⾏
と対策が必要となります。ただし、これらのルールを機械的に適⽤するのではなく、プロセスの特性や過去 うことで、製造プロセスの品質と効率を持続的に向上させていき
の経験、その他の関連情報も考慮して総合的に判断することが重要です。SPCにおけるこれらの異常判定サイ ます。
ンを理解し、適切に活⽤することで、プロセスの変動を早期に検出し、品質管理や⽣産効率の向上につなげ
ることができます。 ステップ 実施項⽬ 実施事項
ステップ ⼯程を安定し 管理図を⽤いて特別原因があるかを
1 た状態(統計 調査する。特別原因がある場合は、
的管理状態) 変動の原因を調査して除去する。
にする
範囲(R)
ステップ 特性分布の中 ヒストグラムなどを描いて、特性分
平均値(X) 2 ⼼と規格の中 布の中⼼と規格の中⼼のずれを調査
⼼を⼀致させ する。中⼼の不⼀致がある場合はそ
る の原因を除去する。
範囲(R)
ステップ 特性分布を規 特性分布幅と規格幅の関係を調査す
3 格内に収める る。規格外れがある場合は、原因を
除去する。
ステップ 継続的改善 特性分布のばらつきを縮⼩し、⼯程
4 能⼒を継続的に改善する。
Page14
IATF 16949の認証取得のために⾏うこと
14
Page15
IATF 16949の取得と運⽤のためには、事前準備から流れを理解しよう
IATF 16949認証の取得および維持のための具体的なフローをご紹介します。認証取得を成功させるためのステップを理解し、効果的なシ
ステム運⽤の⽅法を確認しましょう。
事前準備 のフロー 認証取得‧維 持のフロー
プ ロ ジ ェ ク ト チ ー ム の取結得成活動の中心となるチームを 事前雑談⾒積 ‧⾒積作成依頼書
結成し、担当者を選出。
‧検査登録申込書
契約 ‧審査登録契約書
現 状 分 析 現状の業務フローやプロセスを分 ‧登録審査⽇程申込書/⽇程変更申込書
析し、ギャップを特定。
登録審査
(ファーストステージ審査) 認証取得‧維持の流れは、まず事前相談と⾒積もりの段階から
コ ア ツ ー ル 教 育IATF 16949で使用されるコアツー 90⽇以内 始まり、認証範囲に関する相談を基に⾒積書を受領します。次に
ルの教育を実施。 登録審査 契約段階で審査登録申込書を提出し、審査計画書を作成して契
(セカンドステージ審査) 約書を締結します。その後、ファーストステージとセカンドス
120⽇以内
品 質 マ ニ ュ ア ル の 整マニ備ュアルや作業標準を確認・修 テージの⼆段階で登録審査が実施され、マネジメントシステム
正し、適切に文書化。 登録証発⾏ の構築状況と運⽤状況を評価し、認証登録が完了すると登録証
が発⾏されます。
第1回定期審査
改 善 活 動 の 推 進部署ごとの改善の促進方法と改 認証登録後は、システムの運⽤と認証の維持が重要で、1年⽬と
善提案の提出方法を指導。 約1年 2年⽬に定期審査を⾏い、継続的な改善と有効性の維持を図りま
第2回定期審査 す。最後に、3年⽬に更新審査を⾏い、新たな基準や規格の変更
内 部 監 査 システムの適合性を確 約1年 に対応してシステムを⾒直し、認証の更新をしていきます。
認するための内部監査を実施。
更新審査
Page16
各部⾨で具体的に何を対応するのかを決定する
IATF 16949の認証取得に向けて、各部⾨で具体的に何を対応しなければならないかを明確にすることは、品質マネジメントシステムの構
築において重要なステップです。各部⾨の役割と責任を明確にする機能マトリックス図を作成し、部署ごとの責任分担を具体的にしま
しょう。
IATF 16949における 各部⾨の責任範疇 機能マトリッ クス図の例
営業部 設計部
要求事項 営業部 設計部 購買部 製造部
8.1 ◯ - - -
購買部 製造部 … … … … …
8.3 - ◯ - -
認証取得には、組織における職務領域とIATF 16949の要求事項を照ら … … … … …
し合わせ、どの部⾨がどの要求事項に対して責任を持つのかを明確に
することが重要です。このために、各部⾨が要求事項を⼗分に理解し、 8.4 - - ◯ -
それを実⾏できるようにすることが必要です。 … … … … …
そのためには、機能マトリックス図を作成し、IATF 16949の要求事項 8.5 - - - ◯
を縦軸に、⾃社の組織の部⾨を横軸にとり、相互に関連する部分をプ … … … … …
ロットして責任分担を明確にする必要があります。
Page17
内部監査で規格を体制化し、外部監査で取引開始もしくは認証取得が可能となる
各監査は、それぞれ異なる⽬的と視点を持ち、組織全体の品質マネジメントシステムの有効性を保証するために重要です。
適切に監査を実施し、得られたフィードバックを活⽤することで、IATF16949の要求事項を満たし、継続的な改善を図ることができます。
第⼀者監査 第⼆者監査 第三者監査
(内部監査) (外部監査:利害関係者) (外部監査:独⽴機関)
第⼀者監査、すなわち内部監査は、組織内の品 第⼆者監査は、顧客や供給業者などの利害関係 第三者監査は、認証機関などの独⽴した第三者
質マネジメントシステムの有効性と適合性を評 者が実施する外部監査です。この監査は、取引 によって実施される外部監査です。この監査
価するために⾏われます。内部監査は、組織⾃ 先が⾃社の品質マネジメントシステムがIATF は、公正かつ客観的な⽴場から、組織の品質マ
らが監査員を選定し、⾃分たちのプロセスや⼿ 16949に適合しているかどうかを確認するため ネジメントシステムがIATF 16949の要求事項に
続きを独⾃に評価します。この監査の⽬的は、 に⾏われます。第⼆者監査は、顧客の要求事項 適合しているかどうかを評価します。第三者監
内部的な改善点を⾒つけ出し、品質マネジメン や期待に対する適合性を評価し、供給チェーン 査の結果、IATF 16949の認証を取得することが
トシステムの継続的な改善を促進することで 全体の品質向上を⽬指すものです。取引先との できます。また、第三者監査は定期的に⾏わ
す。定期的に⾏うことで、問題を早期に発⾒ 信頼関係を築き、維持するためにも重要な役割 れ、継続的な適合性を確認することが求められ
し、迅速に対応することが可能です。 を果たします。 ます。
Page18
IATF 16949取得のコストとコンサルティング会社選定のポイント
IATF 16949取得のためにコンサルタントを外注する場合、コンサルティング費⽤と審査費⽤が発⽣します。ゼロからスタートする場合、
コンサルティング料⾦は、業務内容、企業規模、認証範囲、提供されるコンサルティングサービスの内容によって、250万〜800万程度
まで幅があります。同様に、審査料⾦も業務内容、企業規模、認証範囲などにより⼤きく異なります。IATF16949は他のISO規格に⽐べ
て審査登録機関が少なく、費⽤もやや⾼めに設定されています。従業員数が100名以下で1サイトの場合、初回の審査費⽤はおおよそ200
万〜350万程度です。
実施期間 6ヶ月 3ヶ月 3ヶ月
IATF 16949取得のコンサルティングを外注する際のフ
仕組みの構築
コンサルティングの ローの⼀例としては、まず仕組みの構築から始まり、そ
マネジメントシステ
フローの例 ム運用 の後、マネジメントシステムの運⽤を⾏い、監査対応⽀
監査対応支援 援を経て、最終的に認証登録に⾄る流れです。
認証登録
コンサルティング会社選定のための3つのポイント IATF16949取得コンサルティング会社の例
●実績と経験:IATF16949に関する豊富な実績と経験を持っている 会社名
かどうかを確認します。 株式会社テクノソフト https://www.techno-soft.co.jp/index.html
●カスタマイズ可能なサービス:柔軟な対応が可能な会社を選ぶこ 株式会社ワイズマネジメント https://wiseman-sy.com/
とで、具体的なニーズに合ったサポートを受けることができます。 スリープロサポート株式会社 https://www.iso-support.com/index.html
株式会社ベックスコーポレーション https://www.becs.co.jp/
●サポート体制:監査対応⽀援や認証登録後のフォローアップな
株式会社東北環境技術 https://www.tkgiso.co.jp/
ど、⻑期的なサポートを提供してくれるかを確認します。
株式会社シスウエイ https://www.sysway.co.jp/
Page19
⼤変なコストと⼯数をかけてまで、IATF 16949を取得する必要はあるか
近年、⾃動⾞製造業界ではリコールや品質問題が相次いで発⽣しており、品質管理の重要性がかつてないほど⾼まっています。
このような状況を背景に、企業は⾃社の品質管理体制を強化するためにIATF 16949の取得を積極的に進めています。
品質管理の重要性は、⾃動⾞製造業界におけるリコールや品質問題の発⽣により、ますます⾼まっています。例えば、⼤⼿⾃動
⾃動⾞業界における ⾞メーカーによるエアバッグの不具合やブレーキシステムの故障により、⼤規模なリコールが実施されました。
品質管理の重要性 IATF 16949の取得は、予防的な品質管理の強化、組織全体の品質⽂化の醸成、法規制や市場要求への対応、経済的利益と競争
優位性の確保など様々な観点で有効です。
IATF16949取得企業の⼀例
会社名 会社URL
デンソー株式会社 https://www.denso.com/jp/ja/
アイシン精機株式会社 https://www.aisin.com/jp/
ブリヂストン株式会社 https://www.bridgestone.co.jp/
住友電工株式会社 https://sumitomoelectric.com/jp/
IATF 16949の取得数に関する最新の統計 によれば、2023年12月31日時点で ニチコン株式会社 https://www.nichicon.co.jp/
全世界で93,713の認証が有効とされています。取得数が最も多い国は中国で
日本ケミコン株式会社 https://www.chemi-con.co.jp/
52,253件、次いでインドの 7,146件、韓国の5,278件、アメリカの 3,673件、ドイツ
の2,859 株式会社村田製作所 https://www.murata.com/ja-jp/
件となっています。日本は 1,833件で8位にランクインしています。海外と
比較すると、日本の IATF 16949の取得は今後増えていくと予想されます。 株式会社タムロン https://www.tamron.com/jp/
新電元工業株式会社 https://www.shindengen.co.jp/
Page20
IATF 16949の取得、運⽤を効率化するために
20