



コスト削減や生産性の向上を実現!多品種少量への対応力がさらに強みとなります
金属製品の加工には、工作機械などの設備が用いられます。
一般的に使用している方法でも、加工品質やランニングコストなどの
面で加工課題を抱えていることも珍しくありません。
当資料では機械加工、形鋼、鋳物などによる金属加工を板金加工に
置き換えることによって生産性を大きく向上した事例を紹介します。
是非、ご一読ください。
【掲載内容】
■板金化のメリット
■板金に工法転換した事例
・機械加工からの転換
・アングル材加工からの転換
・鋳物加工からの転換
■総括
※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 【資料】板金加工への工法転換 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アマダ(アマダグループ) (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
板金加工への工法転換
Page2
板金加工への工法転換
概要
従来行われている金属加工を板金加工に置き換えたことで、加工品質や生産性を
向上した事例をご紹介します。
目次
01 板金化のメリット
02 板金に工法転換した事例
・機械加工からの転換
・アングル材加工からの転換
・鋳物加工からの転換
03 総括
Page3
板金加工への工法転換
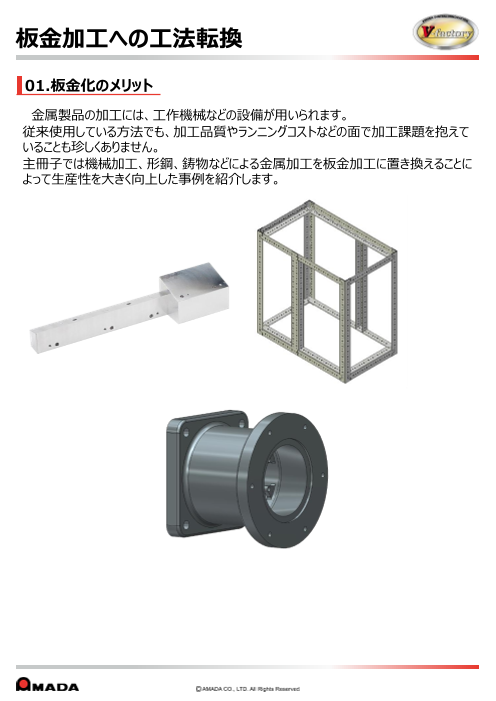
01.板金化のメリット
金属製品の加工には、工作機械などの設備が用いられます。
従来使用している方法でも、加工品質やランニングコストなどの面で加工課題を抱えて
いることも珍しくありません。
主冊子では機械加工、形鋼、鋳物などによる金属加工を板金加工に置き換えることに
よって生産性を大きく向上した事例を紹介します。
Page4
板金加工への工法転換
02.板金に工法転換した事例
機械加工からの転換 高速搬送装置部品
Before 外周を削る機械加工
A7075
W270×L50×H50mm
M3タップ、Φ5
・在庫が限られる希少な素材を使用
・斜めになった面があるため、
段取りに工数と時間を割かれる
・形状・サイズにより加工機械が限られる
After 穴あけ、タップ、切断、曲げ、レーザ溶接
SUS304 項目 Before:機械加工 After:板金加工
板厚:1.0mm 質量 2.3kg 0.45kg
材料費 6,500円 300円
リードタイム 4日 1日
・空洞構造への転換
・材料費95%減
・リードタイム75%減
・質量80%減
Page5
板金加工への工法転換
機械加工からの転換 ステップ部品
Before 内側をくり抜く機械加工
縞板
板厚:4.0mm
・縞板に突起があるため、
接触等による加工不良への懸念
After 2枚の板をボルトで締結した積層構造
A5052
板厚:2.0+2mm
・縞成形を金型で加工
・窓穴や取付穴などを避けて
自由な位置に加工が可能
Page6
板金加工への工法転換
機械加工からの転換 食品成形装置フレーム
Before 外周を削る機械加工
SUS304
板厚:15.0mm
・外周と穴加工など複数の切削加工を
使い分けるため、それぞれ段取りが発生
・形状・サイズにより加工機械が限られる
After レーザ切断
SUS304
板厚:15.0mm
・外形も穴もレーザで加工可能
・段取り替えが不要
Page7
板金加工への工法転換
機械加工からの転換 リンク部品
Before 内側をくり抜く機械加工
SUS304
W115×L95×H9mm
・穴や削りなど複数の切削加工を
使い分けるため、段取りが発生
After レーザ切断とレーザ溶接
SUS304
板厚:3.0+6.0mm
2枚積層
・積層構造のため彫り込みのある
形状や水などの管路を作る、
自由度の高い加工が可能
Page8
板金加工への工法転換
機械加工からの転換 冷却プレート部品
Before 外周を削る機械加工
A1050
W70×70×50mm
・素材の手配が必要
・加工段取り、加工工程が多い
After レーザ切断とレーザ溶接
A1050
板厚:5.0mm×3枚
3枚積層
・積層構造のため彫り込みのあ
る形状や水などの管路を作る
ことができ、自由度の高い加
工の実現が可能
Page9
板金加工への工法転換
アングル材加工からの転換 角パイプフレーム
Before アングルの切断と溶接
SS400
等辺山形鋼:L3×40×40
W640×L380×H640mm
・ケガキ合わせやジグを使って仮組みが必要
・溶接位置のけがき、精度出しが大変
After 段曲げ+突起ではめ合わせた板金アングル組立
SECC
□30 板厚:1.2mm
W320×L196×H330mm
①接合成形ではめ合わせ ②手で曲げてL字曲げ ③差し込んで組立
パイプ形状を作成
・加工精度向上
・レーザによるけがき、ほぞ溝による
位置決めで工数削減
Page10
板金加工への工法転換
アングル材加工からの転換 レーザ加工機フレーム
Before アングルと平板の切断と溶接
部材点数:22品目36点
溝形鋼:C250×90×9×13 SS400
平板板厚:12.0mm SS400など
・素材精度のバラツキが大きい
・穴や切り欠きなどに工数大
・溶接位置にけがきや精度出しが必要
After 平板のレーザ切断と曲げ加工
部材点数:20品目48点
平板板厚:9.0/12.0/16.0mm
SS400
・レーザ切断と曲げ加工により
部材の加工精度向上
・レーザけがき、ほぞ溝による指示、
位置決めの活用
Page11
板金加工への工法転換
鋳物加工からの転換 ハウジング部品
Before 専用の型を作った鋳物
140×130×140mm
・専用の型が必要で
多品種少量対応が難しい
After レーザ切断と金具による締結
SS400 板厚:6.0mm×21枚
21枚積層
・レーザで鉄板を切断した21枚
の板を組み合わせた積層構造
・型を用いず自由形状を描き、
多品種少量・短納期対応可能
Page12
板金加工への工法転換
03.総括
板金加工を導入することにより、他工法で行われていた加工からの工法転換が可能
で、段取りの削減や生産性の向上を実現できる事例が多く存在します。
様々な製品に柔軟に対応できる板金加工ですが、技術の進歩により加工できる幅は
さらに広がってきています。現在製造している製品が板金加工とは関連性が薄いと考え
られている業界でも、板金化がなされて多品種少量への対応力がさらに強みとなる可
能性もあります。板金の知識を持つことはあらゆる金属加工の分野で強みに働きます。