


Proテキスト!No.03 DVD 製造業の現場で使える「なぜなぜ分析」の進め方(DVDデータ)
製品カタログ
このカタログについて
| ドキュメント名 | Proテキスト!No.03 DVD 製造業の現場で使える「なぜなぜ分析」の進め方(DVDデータ) |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 933.4Kb |
| 取り扱い企業 | 合同会社高崎ものづくり技術研究所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
スライド 1
第一線リーダーのためのすぐに使える品質改善手法・ツール
<オンライン・デマンド配信動画解説>
【パソコン、スマホでいつでも視聴/または動画をDVD媒体で送付】どちらか選択できます。
なぜなぜ分析は、主に発生した問題の原因を探り、絞り込むため
のツールとして使われています。
しかし、必ずしも真の原因に辿りつくことができず、再発防止対
策も不十分となっています。
なぜなぜを繰り返して原因にたどり着くためには品質管理の基本
を理解する必要があります。
正しく分析を行うためには
①発生した問題を正しく認識すること(三現主義)
②何を解決したいのか目的別に「なぜなぜ」を行うこと
③品質管理のしくみに基づいて、その不備を指摘すること
④問題を解決するには、「なぜ発生したのか」と「なぜ流出
したのか」両面で原因を探ること
本講座では、なぜなぜ分析の現状と問題点を指摘し、再発防止と
水平展開を確実に実施するためのなぜなぜ分析手順の基本形と目
用途 的別応用方法を徹底的に解説します。
●社内教育訓練用のテキストとして
●現場の品質向上対策の手引きとして
●自己研鑽用として
詳細内容・お申込み
高崎ものづくり技術研究所
Page2
スライド 2
4.「トヨタ生産方式」のなぜなぜ5回
Copyright(C) 2015 TMGK All rights reserved. 2
Page3
スライド 3
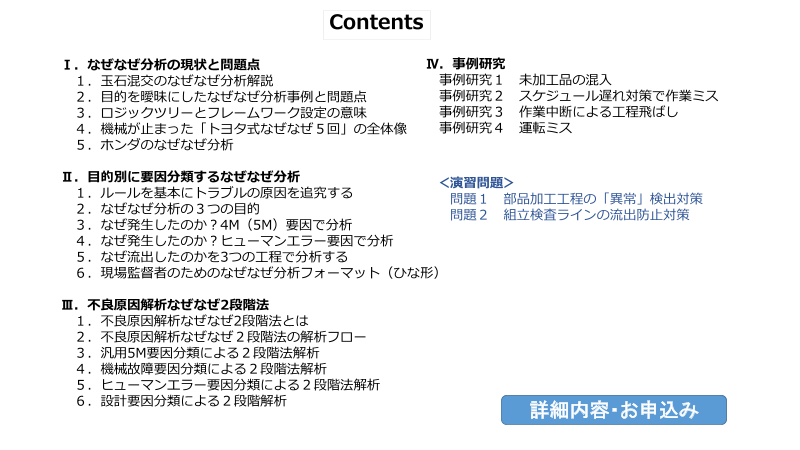
Contents
Ⅰ.なぜなぜ分析の現状と問題点 Ⅳ.事例研究
1.玉石混交のなぜなぜ分析解説 事例研究1 未加工品の混入
2.目的を曖昧にしたなぜなぜ分析事例と問題点 事例研究2 スケジュール遅れ対策で作業ミス
3.ロジックツリーとフレームワーク設定の意味 事例研究3 作業中断による工程飛ばし
4.機械が止まった「トヨタ式なぜなぜ5回」の全体像 事例研究4 運転ミス
5.ホンダのなぜなぜ分析
Ⅱ.目的別に要因分類するなぜなぜ分析 <演習問題>
1.ルールを基本にトラブルの原因を追究する 問題1 部品加工工程の「異常」検出対策
2.なぜなぜ分析の3つの目的 問題2 組立検査ラインの流出防止対策
3.なぜ発生したのか?4M(5M)要因で分析
4.なぜ発生したのか?ヒューマンエラー要因で分析
5.なぜ流出したのかを3つの工程で分析する
6.現場監督者のためのなぜなぜ分析フォーマット(ひな形)
Ⅲ.不良原因解析なぜなぜ2段階法
1.不良原因解析なぜなぜ2段階法とは
2.不良原因解析なぜなぜ2段階法の解析フロー
3.汎用5M要因分類による2段階法解析
4.機械故障要因分類による2段階法解析
5.ヒューマンエラー要因分類による2段階法解析
6.設計要因分類による2段階解析
詳細内容・お申込み
Page4
スライド 4
<オンライン・デマンド配信動画解説一覧> 各6000円
No.01 現場監督者向け品質管理基本
No.02a ヒューマンエラー徹底対策講座:基礎編
No.02b ヒューマンエラー徹底対策講座:応用編 詳細内容
No.03 現場で使えるなぜなぜ分析の進め方
No.04 4M変化点管理実践講座
No.05 中小製造業 若手社員の実践的教育の進め方
No.11a FMEAの効果的実践手法(基礎編) お申込み
No.11b FMEAの効果的実践手法(実務編)
No.12 工程FMEAの効果的実践手法
No.23a 品質向上のための現場改善の進め方(基礎編) 会員登録(30%引き)
No.23b 品質向上のための現場改善の進め方(応用編1)
No.23c 品質向上のための現場改善の進め方(応用編2)
No.24a 攻めのQCサークル(小集団)活動の進め方(基礎編)
No.24b 攻めのQCサークル(小集団)活動の進め方(実務編) お支払い完了にて
No.24c 攻めのQCサークル(小集団)活動の進め方(事例編) 動画をご視聴できます。
No.27 中小製造のDX 2つの方向性と事業再構築事例 または、DVDを郵送
致します。
Page5
スライド 5
設計・製造受託製造サービス
現場ですぐ使える品質改善手法・ツールの研究
無料:ものづくり
ネット相談は
<こちらから>