


インライン粒子測定のパラダイムを変える
FBRM® はプロセス内に実在する粒子および凝集粒子の、サイズ・個数・形状の変化をリアルタイム・インプロセスで追跡する装置として1986 年に開発されました。インライン方式のFBRM® は、粒子の成長・崩壊・溶解・凝集などによる変化を測定し、詳細なプロセス情報を提供することで、収率・純度・製品安定性・後工程のスループットの改善に活用されています。数多くの科学論文において、FBRM® 独自のコード長分布測定が、晶析工程の理解と最適化、ラボから製造へのスケールアップに有用であると言及されています。ただし他の分析技術同様、測定方法および開発時期に左右されるため、長所と限界があります。次世代FBRM® では、コード長分布の分解能の向上・付着粒子の補正・ダイナミックレンジの向上が行われ、重要な製品パラメーターを追跡するうえで、従来機より理解しやすい測定値を高精度かつ正確に取得できるようになりました。この解説書は新しいエレクトロニクスとソフトウェアの導入をともなう新設計が、いかに次世代FBRM®が従来機より優れたものに進化しているかをご説明します。新機能の利点を実例を交えてご紹介し、製品とプロセスをこれまで以上に効果的に理解・最適化できることを示します。
実例は以下のとおりです。
ー 後工程の製品品質との相関性が向上
ー 晶析の核発生と成長速度の分解能向上で、プロセス効率改善(ろ過速度など)
ー 二次核発生と多形検出における感度の向上
ー プローブウィンドウに付着した粒子の検出と補正によるデータの正確さの向上
このカタログについて
| ドキュメント名 | FBRM®の次世代モデル |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.9Mb |
| 取り扱い企業 | メトラー・トレド株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
FBRM®の次世代モデル
(Focused Beam Reflectance Measurement 収束ビーム反射測定)
インライン粒子測定のパラダイム
を変える
Benjamin Smith, Mettler-Toledo AutoChem, Inc.
FBRM®はプロセス内に実在する 法および開発時期に左右されるた 実例は以下のとおりです。
粒子および凝集粒子の、サイズ・個 め、長所と限界があります。 ー 後工程の製品品質との相関性
数・形状の変化をリアルタイム・イ 次世代 FBRM®では、コード長分 が向上
ンプロセスで追跡する装置として 布の分解能の向上・付着粒子の補
1986年に開発されました。 正・ダイナミックレンジの向上が ー 晶析の核発生と成長速度の分
インライン方式の FBRM®は、粒 行われ、重要な製品パラメーター 解能向上で、プロセス効率改善
子の成長・崩壊・溶解・凝集など を追跡するうえで、従来機より理解 (ろ過速度など)
による変化を測定し、詳細なプ しやすい測定値を高精度かつ正確
ロセス情報を提供することで、収 に取得できるようになりました。 ー 二次核発生と多形検出における
率・純度・製品安定性・後工程の この解説書は新しいエレクトロニ 感度の向上
スループットの改善に活用されて クスとソフトウェアの導入をともな
います。数多くの科学論文におい う新設計が、いかに次世代 FBRM® ー プローブウィンドウに付着した
て、FBRM®独自のコード長分布測 が従来機より優れたものに進化し 粒子の検出と補正によるデータ
定が、晶析工程の理解と最適化、 ているかをご説明します。 の正確さの向上
ラボから製造へのスケールアップに 新機能の利点を実例を交えてご紹
有用であると言及されています。 介し、製品とプロセスをこれまで以
ただし他の分析技術同様、測定方 上に効果的に理解・最適化できる
ことを示します。
Page2
はじめに 2
微粒子・粗粒子・二峰分布の測定で、高い分解能と卓越した正確さを実現 3
プローブウィンドウに付着した粒子の検出と補正 7
高濃度スラリーにおける高感度化 11
おわりに 15
はじめに
FBRM®は、プロセス内の粒子および凝集粒子の変化速度・変化量の本質的
な情報を得るための標準的な測定法です。多種多様な粒子プロセスに使用
され、数千件のトラブルを解決した実績があります。堅牢な晶析工程の開
発に最適な PATツールとしての評価も得ていますし、バイオプロセスから
湿式粉砕にいたるまで、様々な粒子プロセスに関する重要な情報を提供し
てまいりました。
それでも、いくつかのケースではデータの解析が困難で、装置の使用に時
間を要することがありました。例えば次のようなケースです。
- インラインコード長測定は、測定される粒子のサイズだけでなく、
粗粒子の表面の粗さも捉えていました。条件によっては表面の粗
さがコード長を「分割」してしまい、微粒子であるかのような小さな
コード長を検出します。結果として、正確さが低下し、粗粒子が検出
されにくくなります。それゆえデータ解析に時間を要しました。特殊
なケースでは、実際には粒子が大きくなっているにも関わらず、デー
タ上、小さくなっているように捉えられてしまうこともありました。こ
れではデータ解析は困難であり、製品品質およびプロセス効率のパ
ラメーターとの相関が妨げられてしまいます。
- 他の光学的なインライン測定と同様、プローブウィンドウへの粒子
の付着を完全に避けることはできません。分布上に付着由来のピー
クがあると、データ解析が大変面倒になります。核発生・結晶成長
に対する感度および測定全般における正確さも低下します。
- スラリー濃度が高いと、測定ゾーン内にある粒子同士が近接し、精
度と感度が低下することがあります。その結果、プロセスの理解と
最適化に時間がかかってしまいます。
メトラー・トレドは測定構造を新たに設計することで、これらの問題に取
り組みました。次世代 FBRM® G 400と G 600は分解能、正確さ、感度の
点でパラダイムシフトをもたらし、同時に大幅な精度向上と、粒子プロセス
の直感的な理解を可能としました。大きな改善点は以下のとおりです。
- 光学系の分解能向上と、高度な信号処理で粒子のエッジを検出す
ることにより、表面の粗い粒子を高精度で測定できるため、正確な
コード長分布が測定でき、迅速で直感的なデータ解析が可能となり
ました。
- ソフトウェアによる付着粒子補正でデータの品質が向上し、
各測定結果の価値を高めました。
- 高度な信号処理はフォーカス外にある粒子のデータを除外し、プロ
セス内のスラリー濃度が上昇する場合においても精度と感度が向上
しました。結果として高いスラリー濃度に対するダイナミックレンジ
が広がり、感度が向上しました。
2
Page3
微粒子・粗粒子・二峰分布の測定で、
高い分解能と卓越した正確さを実現
大幅な変化を伴うプロセス内では、粒子や結晶の反射率、表面品質、固形
分濃度も連続的に変化しています。測定精度を得るためには、これら変化
への対応に挑まねばなりません。結晶成長に伴い、結晶面の数や光沢、粗
さは増えることも減ることもあります。さらにスラリー濃度の増加に伴い溶
液中の粒子数が増加すると、測定が飽和に近づいていきます。
FBRM®の測定値はこれまでも高精度で再現性が高いものでした。(1)濃度
が一定であれば粒子の形とサイズによって導き出される指紋的な測定値
を、再現性よく得ることができました。(2)この指紋とは、(通常微小なコー
ド長成分として)表面状態、結晶面、粗さを含んだコード長分布です。(1)表
面からのコード長は、サイズ由来のコード長に混在しているため、微粒子と
誤解されやすく、後工程の効率や製品品質に結び付けてしまう危険性があ
りました。もっと正確なコード長分布が得られれば、単純そのままのデー
タ解析で、迅速なプロセスの理解と最適化が可能なはずです。
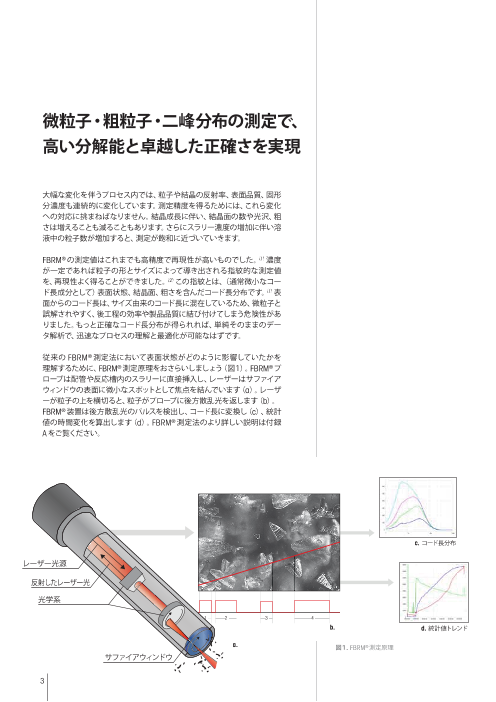
従来の FBRM®測定法において表面状態がどのように影響していたかを
理解するために、FBRM®測定原理をおさらいしましょう(図1)。FBRM®プ
ローブは配管や反応槽内のスラリーに直接挿入し、レーザーはサファイア
ウィンドウの表面に微小なスポットとして焦点を結んでいます(a)。レーザ
ーが粒子の上を横切ると、粒子がプローブに後方散乱光を返します(b)。
FBRM®装置は後方散乱光のパルスを検出し、コード長に変換し(c)、統計
値の時間変化を算出します(d)。FBRM®測定法のより詳しい説明は付録
Aをご覧ください。
c. コード長分布
レーザー光源
反射したレーザー光
光学系
1 2 3 4
b. d. 統計値トレンド
a. 図1. FBRM®測定原理
サファイアウィンドウ
3
Page4
固定
しきい値
Figure 2. G Series edge detection identifies
appropriate chord lengths using advanced
signal processing
測定された
コード長
時間
図2. FBRM®従来機は固定しきい値のため表面状
態の影響がある
エッジ検出
®従来機では、粒子を検出するため、固定された フォーカス外FBRM と判断
しきい値が設定されていました(図2)。後方散乱光の 測定された
強度がしきい値を超えると、コード長が測定されます。 ø コード長
理想的なコード長は粒子の一端から一端を横切る一 時間
本の直線で表現できます。つまりレーザースポット内の 図3. FBRM® Gシリーズの高度な信号処理
粒子が一定の後方散乱光を発し続ければ測定は容易 によるエッジ検出は適切なコード長を検出
なのです。しかし粒子の表面が粗かったり結晶面があったりすると、後方散
乱光の強度は上がったり下がったりし、しきい値を何度も横切ってしまい
ます。結果として、複数の短いコード長として検出され、粒子の端から端ま
での測定を妨げます。従来の FBRM®コード長では、これら短い“表面測定
値”が微粒子と誤解されがちでした。上記のような理由で表面由来の微小
なコード長が測定された場合、高度な解析を行おうとするユーザーは粒子
について別の解析を行ったうえで、コード長分布を分解し、プロセス内の粒
子変化を導き出す必要がありました。
FBRM® Gシリーズはこの原理的な表面測定の原因に取り組み、しきい値に
よる検出モデルではなく、エッジ検出モデルを採用しました(図3)。
FBRM® Gシリーズには、しきい値はありません。その代わりに高度な信号
処理でエッジ検出を行っています。その結果、粒子の一端から一端までの
コード長の検知が可能となり、表面の粗さは「表面の粗さ」として認識さ
れ、測定への影響が大幅に減りました。新しい信号処理の結果、測定の分
解能と正確さは格段に向上しました。
3b. hydrated form of carbamazepine
4
後方散乱光の強度 後方散乱光の強度
Page5
a. b.
300μm
1000 FBRM® G400 175μm
FBRM® 従来機
800
600 二峰性
400
200
0
1 10 100 1000
コード長(μm)
二峰性の粒子で実際の測定における効果を示しましょう(インライン 図4a. 同じ槽内で同時に採取した FBRM®従来機
®
PVM®画像は図 4 b)。この粒子を FBRM®で測定した場合、従来機では、 とFBRM Gシリーズの分布
ひとつのピークしかない広い分布が現れます。測定値には微粒子と粗粒子 図4b. FBRM®の分布と同時に採取した PVM®画像
のデータが含まれています。さらに全分布にわたって表面状態から来るコ
ード長も混在しています。その結果、プロセスに存在するはずの2つの異な
る粒子群を見分ける分解能が失われています。
図 4 aは FBRM® Gシリーズが微粒子と粗粒子の分布を明白に分離し、
図 4 bで観察した粒子に極めて合致したサイズで測定していることを示し
ています。分解能の向上で二峰性分布を判別できるということは、すなわ
ち FBRM® Gシリーズにより、二次核発生なのか凝集なのかといったような
現象の違いが明白に見分けられるということです。粒子変動の理解が的確
となれば、純度やろ過性を向上するための対処も的確に行えます。
実際にご覧ください!
最適化とスケールアップを迅速に行うた
めの晶析のリアルタイムモニタリング。
収率・再現性・ろ過効率を実際に改善した
詳細な知見。
クリックしてこの動画を見る
5
カウント数(No Weight)
Page6
次に透明で結晶面のある結晶の測定においても、Gシリーズが正確なコー
ド長を測定できることを示します。図 5 aに示した結晶は、明るい面や暗
い面を併せ持ち、サイズは 50~700μmほどで、微粒子はほとんどあり
ません。
FBRM®のレーザーがこのような結晶をスキャンすると、後方散乱光の強さ
は著しく変化します。図 5 bは FBRM®従来機の、表面状態からくる微小な
コード長と大きなコード長、両方を含む測定値です。この結果では表面を
測定している微小なコード長を元に、二峰性分布と誤解されかねません。
FBRM® Gシリーズのエッジ検出法はこのような測定値を飛躍的に改善しま
した。前述のとおり、次世代機は洗練された信号処理技術により粒子のエ
ッジを検出し、粒子の端から端までの全コード長を難なく算出します。表
面の粗さから微小なコード長が測定されることはありません。
FBRM® Gシリーズの分布(図 5 b)は PVM®画像(図 5 a)による測定値と
良く合致しています。新しい分布はより正確で、解析時間が短縮されるば
かりか、プロセスの現状を理解しやすくし、ろ過速度や後工程の効率また
オフラインで測定した結果との相関性も得やすくなります。
a.
b. 30 c.
25
20
15 時間
10
FBRM® G400 後方散乱光のしきい値で測定されたコード長(FBRM®従来機)
5 FBRM ® 従来機
0
1 10 100 1000 エッジ検出法で測定されたコード長(FBRM®G シリーズ)
コード長(μm)
図5a. バッチ終点のPVM®画像
図5b. 同時点のFBRM®従来機とFBRM® Gシリーズ
の分布
図5c. 結晶面のある結晶を横切った時の後方散乱
光の信号とそれに対するコード長
6
カウント数(No Weight)
後方散乱光の強度
Page7
プローブウィンドウに付着した粒子の
検出と補正
全ての光学的な測定法において、測定ウインドウやセルへの粒子の付着 120
は問題となっています。物理的作用は取り除くことができないので、どの
100
ようなインライン測定法にも共通した問題となっています。晶析では特に
過飽和度の上昇に伴い付着が発生しやすくなり、インライン測定に影響 80
を及ぼします。 60
40
付着粒子または汚れが発生すると、FBRM®のデータは図 6のようになり
ます。分布上にスパイクがあり、解析上、非常に紛らわしくなります。この 23
ようなスパイクは統計値にも著しく影響し、トレンドデータを乱してしま
0
います。 1 10 100 1000
次世代FBRM®は、この問題を高度な信号処理の開発で解決しました。 コード長(μm)
革新的方法により FBRM®の生信号を処理し、避けがたい汚れの影響を 図6. 付着粒子が複数あるコード長分布
補正し、非常に信頼性の高いデータを生成します。新モデルはウィンドウ
に付着した粒子の影響を取り除き、プロセス内に実存する粒子だけを測
定することができます。付着粒子の影響を取り除くことで、FBRM®はプロ
セスにあるがままの粒子を測定し、その変化速度と変化量を得ることが
できます。
付着粒子の問題を解決したのは、シンプルかつ洗練された信号処理技術
です。次世代 FBRM®は新しい光学系とエレクトロニクスを採用し、レー
ザーの焦点(フォーカス)の位置を常に高い精度で追跡します(レーザー
の位置が GPSで常時監視されているようなものです)。プローブウィンド
ウに粒子がひとつ付着すると、その位置は動かなくなります。つまりそれが
付着です。同じ場所、同じサイズ、そして同じ信号強度が測定されると、装
置は常に同じ位置にある粒子をスキャンしていることを、高度な信号処理
により認識します(図 7)。
付着粒子により塞がれたスキャンサークルの一部は、データ処理上分
離され、その部分はコード長分布結果につながる統計計算に使われなくな
ります。残りのスキャンサークルから来るデータを測定値として使用し、差
し引かれた部分の割合で正規化しますので、全カウント数は一定に保たれ
ます。分離された部分が実験中にきれいになれば、その部分は再度、測定
部として使われ、分布に含められます。
使用されなかった部分の割合は “Fouling Index”(「付着指数」)として表
示されます。この指数は、プローブウィンドウの汚れ度合いを示すひとつの
測定値として利用可能であり、データの信頼性の目安となります。高すぎる 0° スキャン円の円周 360°
過飽和度による付着は、しばしば不純物の抱きこみ・収率の低下・ろ過性
の低下につながります。Fouling Indexをそのような状況の発見に使い、望 図7. FBRM®プローブウィンドウ上に付着した1粒
ましくない汚れを引き起こす過飽和度の上がりすぎを防ぐなどの応用が期 子をレーザーが横切った時の後方散乱光信号
待できます。
7
#/sec
後方散乱光の強度
Page8
120 120
100 100
80 80
60 60
40 40
23 23
0 0
1 10 100 1000 1 10 100 1000
コード長(μm) コード長(μm)
図6. 付着粒子が複数あるコード長分布 図8. FBRM® G400 付着粒子補正済
付着粒子の補正を使うと、図 8に示す分布となります。図 6の分布に比べ
とても解析しやすいことがわかります。決してスムージングしているわけで
はありません。付着粒子補正を行っているのです。
この効果を実際の実験でご覧にいれましょう。図 9 の実験装置で
は、FBRM®従来機( Sシリーズ)と次世代 FBRM® Gシリーズと PVM®を設
置しています。実験は種晶添加による晶析であり、Sシリーズと Gシリー
ズで同時に測定しました。またPVM®により槽内の粒子画像を観察するこ
とにより、基本的な晶析の進行を確認しました(図 10 b)。まず種晶は添
加直後に凝集していることがわかりました。次に樹枝状に成長し、破砕さ
れ、最終的に長い針状結晶へと成長しました。では FBRM®従来機のデー
タを見てみましょう(図 10 a)。種晶添加と同時にプローブウィンドウに付
着した少数の結晶が分布にスパイクを作っています。このスパイクの影響 図9. FBRM® S400、FBRM® G400をEasyMaxT M
®
で、プロセスの進行がわかりづらくなっています。次の分布もやはり解析が 反応槽に設置。PVM V819を同時進行の別反応
槽に設置
困難です。実際には凝集粒子が大きくなっているのですが、これらのデータ
からはうまく読み取れません。実験が進行すると、凝集粒子が破砕され、
針状結晶が成長し、10~50μm領域のカウントが若干増加していますが、
依然として解析は困難で、分布の形状は乱れており、PVM®の画像とも一
致していません。
8
#/sec
#/sec
Page9
a.
300 300 300
200 200 200
100 100 100
0 0 0
1 10 100 1000 1 10 100 1000 1 10 100 1000
コード長 (μm) コード長 (μm) コード長 (μm)
b.
Time (hh:mm): 00:35 Time (hh:mm): 00:48 Time (hh:mm): 01:00
c.
300 300 300
200 200 200
100 100 100
0 0 0
1 10 100 1000 1 10 100 1000 1 10 100 1000
コード長 (μm) コード長 (μm) コード長 (μm)
図10a. FBRM®従来機による分布
次に FBRM® Gシリーズで採取したデータを見てみましょう(図10 C)。 図10b. 同じ時点のPVM®画像
初期の分布は PVM®画像から見て取れるサイズと一致しています。この時 図10c. FBRM® Gシリーズによる分布
点での Fouling indexは1.2 %で、わずかな粒子がプローブウィンドウに付
着していることを示しています(98.8 %の測定領域は使用可能であった
ということです)。真ん中の分布も滑らかで、樹枝状結晶の成長が明確に
追跡できます。コード長分布から得られるサイズはPVM®画像に一致して
いました。そして Fouling Indexは 2.1%でした。終点において、FBRM® G
シリーズは細長い針状結晶の増加を示す微粒子領域における顕著な増加
を示しています。(2)
この実験例で付着粒子補正がどのように測定の品質を向上させ、感度と正
確さを高めるかを示しました。汚れを除き代表値を測定した情報は、プロ
セス変化の理解を促し、後工程の製品品質やプロセス効率最適化のため
の迅速な判断を可能とします。
9
FBRM® G Series PVM® tion tion FBRM®
#/sec (No Weight) #/sec (No Weight)
#/sec (No Weight) #/sec (No Weight)
#/sec (No Weight) #/sec (No Weight)
Page10
40
FBRM® G400
付着粒子はトレンドグラフの情報 FBRM ® 従来機35
を損なわせることもあります。図 ウィンドウを掃除し
30 カウント下落
11は開始後4分で種晶を添加
し、16時間かけて結晶を成長させ 25 付着粒子による上昇
た晶析工程のデータです。FBRM® (核発生ではない!)
従来機のトレンド(緑線)は変動 20
が大きく安定していません。粒子 15
がウィンドウに付着し、成長し、さ
らに取り除かれたことにより、150 10
~300μm範囲のカウント数は上
5
がったり下がったりしています。こ
のような乱雑なトレンドでは、急 0
00:00 02:00 04:00 06:00 08:00 10:00 12:00 14:00 16:00 18:00 20:00
激な核発生や溶解、凝集、分散な
どと誤解され、不安定なプロセス 相対時間 (hh:mm)
であると解釈されかねません。
図11. FBRM® S400とG400の粗粒子カウント(150
同じプロセスを FBRM® G400の付着粒子補正を使用して測定したのが図 ~300μm)のトレンド比較
11(青線)です。トレンドグラフでは、150μm以上の大きな粒子が一貫して
増加していることを示しています。滑らかなトレンドは、16時間に渡るプロ
セスにおいて連続して結晶が成長していることを示しています。分布から付
着粒子の影響を取り除くことにより、プロセスを的確に理解し、製品品質と
プロセス効率を最適化する判断が行えるのです。
実際にご覧ください!
光学的な測定法では測定部へ粒子が付着
する可能性があります。FBRM® Gシリーズ
は付着粒子補正によりエラーを減らし、実
験データの価値を高めます。
クリックしてこの動画を見る
10
カウント数
Page11
高濃度スラリーにおける高感度化
全ての光学的な測定法はスラリー濃度の変化に敏感です。FBRM®も例外
ではありません。図12に FBRM®のプローブウィンドウと収束したレーザー
を示しました。光学系と信号処理の改良により、FBRM® Gシリーズの測定
ゾーンは FBRM®従来機より狭くなっています。かねてより指摘されている
とおり、スラリー濃度が上がるほど、カウント数の変化は濃度に対し直線
性を失っていきます。(3,4) 図12. FBRM®プローブウィンドウと収束された
レーザー
例として篩分けしたラクトース結晶(50~150μm)のスラリー濃度を
0.1%~20 %に変化させた時のデータを示しました(図13)。スラリー濃
度の上昇にともなうFBRM®従来機のカウント数の上昇は非直線的です
(図14)。直線性は無くとも粒子数
の変化を再現性良く測定している
ことは確かです。(3)
それでも濃度に対するダイナミック
レンジを向上させたい理由が二つ
あります。
一点目はポピュレーション変化の
モデリングを目的としたユーザー
には、この非直線的な結果がモデ
リングを複雑化してしまうというこ
とが挙げられます。
二点目は、高濃度で非直線的とい 図13. インラインPVM®画像:1w t%と20w t%
うことは、変化に対して感度が低 のラクトース結晶スラリー
くなってしまうということです(例
えば、スラリー濃度 15%が 20% 12000
に変化しても、5%から10%に変
化したときよりカウント数の変化が 10000
小さくなります)。このため、FBRM®
従来機では、スラリー濃度が変化 8000
するプロセスにおける、二次核発生
や磨耗、形状変化を追跡すること 6000
は比較的困難でした。
4000
R2 = 0.9431
2000
0
0 5 10 15 20
ラクトース濃度(重量%)
図14. FBRM®従来機によるラクトース濃度に
対するカウント数の変化
11
#/sec
Page12
図 15に FBRM® Gシリーズの結果
を示しました。カウント数がより大 6000
きなダイナミックレンジを示してい
ることにご注目ください。次世代機 5000
ではポピュレーションモデリングが
容易になり、測定は安定し、広い濃 4000
度範囲で感度の高い結果を得るこ
とができます。濃度が変化していて 3000
も、核発生や磨耗などの変化を感
度良く捉えることができ、純度、多 2000
形制御、後工程の効率などの最適 R2 = 0.996
化への近道となります。 1000
どのように改良されたのでしょう
0
か? 0 5 10 15 20
FBRM® Gシリーズでは、新しい光 ラクトース濃度(重量%)
学系と信号処理により、測定ゾーン
図15. FBRM® Gシリーズ:ラクトース濃度に対する
を一定にし測定ゾーン外の粒子をよ カウント数
り確実に測定除外しています。
スラリー濃度が低い時、FBRM®従
来機の測定ゾーンはプローブウィン
ドウからある程度離れたところま
で及びます。大きな粒子はフォーカ
スから外れていても、後方錯乱光が a.
しきい値を超えることで測定されて
しまうからです。一方で、スラリー濃 FBRM
®従来機の
スラリー濃度で変わる
度が上昇するとサファイアウィンド 測定ゾーン
ウ近傍の粒子しか測定されなくな
ります(図16)。
b.
FBRM® Gシリーズの
一定な測定ゾーン
図16. スラリー濃度上昇によるFBRM®の収束ビー
ムと測定ゾーンの変化
12
FBRM® G Series Previous FBRM® #/sec
Page13
FBRM® 従来機
C. (しきい値法)
FBRM® G400
(エッジ・勾配法)
a.
測定コード長(4μm)
測定コード長(5μm)
5μm 粒子
Ø Ø
b.
測定コード長(10μm)
Ø 除外
図17a. ウィンドウ上に収束したビームスポット
図17は FBRM®の収束されたレーザーの様子を示しています。ウィンドウ上 b. ウィンドウから離れ拡散したピームスポット
でレーザービームが強く収束されており、ウィンドウから離れるとレーザー c.後方散乱光信号および測定または除外された
は拡散し光が弱くなっています。ウィンドウ上の粒子をビームスポットが横 コード長
切った時の後方散乱光の信号を図17aに、ウィンドウから離れた場所にあ
る粒子を拡散したビームスポットが横切った時の信号を図17 bに示しまし
た。
FBRM®従来機では焦点からずれた粒子を測定しないために、しきい値を
下回る後方散乱光の粒子を測定しないという方法を用いていました(図17
で緑の点線で示した方法)。このしきい値法ではスラリー濃度が低いと
ウィンドウから離れた粒子も十分な後方散乱光を検出器に返すため、測定
ゾーンが広くなってしまいます。
FBRM® G シリーズはフォーカス外の粒子をしきい値ではなく、エッジ
検出法と勾配除外法で除外します。この進化した勾配除外法の採用
で、FBRM® Gシリーズの測定ゾーンは狭く、そして一定に保たれています。結
果としてより正確なコード長分布が得られるのです。
重要なことは依然として次世代機も従来機もダイナミックレンジに限界が
あることです。濃度が上昇し“飽和”点になると、粒子が測定ゾーンを完全に
覆ってしまい、カウント数がそれ以上増えなくなります。この“飽和点”が
次世代機では従来機よりも非常に高い濃度であるということがポイント
です。
13
Page14
実際の測定における効果は?
スラリー濃度変化に対する感度の向上がわかる実験結果を図 18に示
しました。FBRM®従来機と次世代機の 0~20μmのカウント数の時間
変化のグラフです。両装置とも開始15分時点の種晶添加を検出し、時 b.
間を追って微粒子が増加していく様子を測定しています。1時間経過する
と0~20μm領域には秒間 60,000カウント程度となります。この時の
PVM®画像が図 18 bです。この後、温度を 60度から 5度に冷却しまし
た。FBRM®従来機では微粒子が多すぎて、カウント数にはわずかな変化し
か見られません。それに対し FBRM® Gシリーズは1時間 7分の時点で粒子
数の上昇を検知しています。PVM®画像(図18 c)でもそれが確認されま
した。FBRM® Gシリーズは、濃度変化を伴うプロセス変化に対する感度が
向上しており、過去に不可能であったプロセスの変化を捉えられるように
なりました。すなわち製品純度・収率・後工程の効率や製品品質に影響す
る要素をきわめて詳細に知ることができるようになったと言えます。
Tr = 60°C; 01:00
a.
60
80000 FBRM®
FBRM ® 従来機
50
温度 (℃
60000
40
30 40000 二次核発生
20
20000
10
0
00:10 00:20 00:30 00:40 00:50 01:00 01:10 01:20 01:30
相対時間
c.
Tr = 5°C; 01:30
図18a. 種晶添加による晶析と核発生:FBRM®と温
度の時間変化
図18b. 60度時点の In Situ PVM®画像
図18c. 5度時点の In Situ PVM®画像
14
温度 (℃)
カウント数
Page15
おわりに
この解説書では FBRM®次世代機が、光学系の設計、最新のエレクトロニク
スとソフトウェア技術の改良により FBRM®従来機の問題点をいかに解決
したかをご説明いたしました。
- FBRM® Gシリーズは粒子の端から端を測定し、粒子表面からの測
定を最小限とすることで、正確なコード長を検出しますので、迅速
に直感的なデータ解析が行え、後工程効率と製品品質との相関性
が容易に取れるようになりました。
- ソフトウェアで付着粒子の補正を行うことにより、正確なデータが
得られ、各実験の価値が高まります。
- FBRM® Gシリーズは高度な信号処理により高濃度スラリーの変化
を検出できるダイナミックレンジが広くなり、プロセス濃度の全範囲
を通して精度と感度が向上したため、、核発生や成長速度の追跡を
行う能力が向上しました。
20年以上もの間、FBRM ®は独自のコード長分布測定により実験室から製
造までの解析・最適化・スケールアップを助ける重要な情報を提供してきま
した。FBRM® Gシリーズの登場により、分解能・正確さ・感度が向上し、デ
ータの質と適用できるアプリケーションの数が増え、さらにスマートな技術
へと進化しました。
FBRM® G400 FBRM® G600 FBRM® G600Ex
詳細はホームページをご覧ください
www.mt.com/FBRM
15
Page16
付録 A
収束ビーム反射測定(FBRM®)
最適化のためのリアルタイム測定法 - FBRM®は非常に高精度、高感度な
技術であり、粒子サイズ、粒子形状、粒子数の変化を追跡します。検出範囲
は 0.5~2000μmと広く、粒子の形成挙動をリアルタイムに測定できる
ために、プロセスの制御と最適化に用いられます。また、高濃度なサンプル
(70%やそれ以上)や、不透明な懸濁液でも、サンプリングやサンプル調
整が不要です。
図c . コード長分布
レーザー光源
反射したレーザー光
光学系
1 2 3 4
図b.
図a. 図d. 統計値のトレンド
グラフ
サファイアウィンドウ
FBRM®の原理
FBRM®プローブを溶液や流動する れます。通常1秒毎に数千のコード
高濃度スラリー・液滴・エマルショ 長が個々に測定され、コード長分布
ン、または流動層に直接差し込み (Chord Length Distribution:CLD)
ます。収束されたレーザーが、接液 が形成されます(図 c)。CLDは粒
部であるサファイアウィンドウの表 子全体の指紋であり、そこから得ら
面で収束させられます(図a)。拡 れる統計値を用い、粒子のサイズや
大図はレーザー光が粒子の集合体 個数の変化をリアルタイムでモニタ
で後方散乱され、プローブに戻る リングすることができます(図d)。
仕組みを示しています(図b)。後
方散乱光のパルスはプローブで捕 従来の粒子分析技術とは異な
捉され、コード長に変換されます。 り、FBRM®は粒子の形状を仮定し
コード長とはスキャン速度(レーザ ません。よってこの原理による測定
ー光の移動速度)とパルス幅(時 値は、粒子のサイズ・形状・個数の
間)を掛けたものです。一つのコー 変化を直接表す測定値として利用
ド長(測定された粒子のサイズ)と できます。
は粒子や粒子集合体の、ある一端
から一端までの直線距離と定義さ
16
Page17
参考文献
1. Abu Bakar,M.R. et al Organic Process Research & Development 2009, 13, 1343-1356.
2. Leyssens, T. et al Org. Process Res. Dev., 2011, 15 (2), pp 413–426.
3. Abu Bakar, M.R. et al, Crystal Growth & Design, Vol.10, No 9, 2010, p 3892-3900.
4. Heath, A. et al. Part. Part. Syst. Charact. 19 (2002) 84-95. www.mt.com/particle
5. Yu, W. et al. Powder Technology V 185, I 1, (2008), 24-30.
謝 辞 メトラートレドについて
1. Mark Barrett PhD and Hongxun Hao PhD, University College Dublin, Solid State メトラートレドは技術コンサルタントの
Pharmaceutical Cluster 世界的なネットワークをもち、有機化
学、化学品開発、スケールアップをサポ
ートします。
ブログ
ブログ名 Chemical Research, Development
and Scale-upでは、最新の文献情報
や、弊社技術者および官学民の研究者
による専門的なコメントを掲載していま
す。
カスタマーコミュニティ
カスタマーコミュニティサイトでは、
弊社装置をお持ちのお客様が文献リス
トやアプリケーションレポート、実例集、
トレーニング資料に自由にアクセスして
いただけます。こちらからオンデマンド
のウェビナーにもアクセスできます。
ソーシャルメディア
Facebook と Twitter でも化学合成、化
学工学、スケールアップに関する最新情
報をアップデートしています。
メトラー・トレド株式会社 オートケム事業部
TEL:03-5815-5515 FAX:03-5815-5525
©03/2013 Mettler-Toledo.K.K.