


インライン粒子特性評価の活用
化学、鉱業、食品産業において、工業晶析は分離と精製を行う重要なステップです。 晶析プロセスのばらつきの一般的な原因として、粒径分布のばらつきがあげられます。 このプロセスに関わる難題を解決するためには、インライン粒子特性評価を用いて、半透明または不透明なスラリーの完全なプロセス濃度におけるインライン粒子の粒径、形状、個数を測定します。
この技術資料は、製品の品質と生産性を向上させるために、晶析を理解、最適化、制御する方法を説明しています。 American Crystal Sugar Company、Dow、Archer Daniels Midland (ADM)、Nestle などの世界的企業はこれらの技術の導入に成功し、製品の再現性の最適化を図り、最高品質の製品を開発しています。
ケーススタディでは以下を取り上げています:
・食品分野の晶析 (ラクトースやぶどう糖)
・バルクケミカル (リシン)
・無機ミネラル (炭酸リチウム)
このカタログについて
| ドキュメント名 | 工業晶析の改善 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | メトラー・トレド株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
工業晶析を最適化する
インライン粒度分布測定
最新技術レビュー
化学・食品・鉱業における
事例紹介
Benjamin Smith, Brian O’Sullivan, Mettler-Toledo AutoChem, Inc.
工業晶析は化学・食品・鉱業にお また粒度分布は収率を直接左右 おいても製造現場においても達
ける重要な分離精製操作のひと します。 成することができます。
つでありながら、依然として科学
よりも職人技に頼る面が残って このようなプロセスの不安定性 インライン粒子特性評価技術は、
います。晶析の熱力学と速度の誤 は、晶析という単位操作を理解し プロセス中の原液濃度で、かつ
認は、急速な核発生や凝集のよう 最適化し制御することで解決で 半透明・不透明に関わらず、粒子
な予期せぬ現象を招き、収率やろ きます。 サイズ・形状・カウント数をイン
過時間または重要な品質特性を ライン測定する技術です。
ばらつかせる要因となります。こ 晶析槽での溶媒添加速度・不純 アメリカンクリスタルシュガー3、ダ
のような変動の根本原因はえてし 物・攪拌条件・種晶添加・冷却 ウ5、アーチャー·ダニエルズミッド
て粒度分布のばらつきであること 速度、これらすべてがプロセス ランド(ADM)6、ネスレ7などの企
が知られています1,2,3,4。 性能に関わります。プロセス内 業に採用され、リアルタイム測定
晶析槽で発生した微小粒子や凝 に存在する粒子と粒子集合体の によるプロセスの高精度な数値
集体が遠心分離機のスループット 変化と変化速度をプロセス内 化で、ベストプラクティスを生み出
を下げ、輸送ではケーキング・粉 そのままの状態で測定すること しています。
塵・かさ密度の問題となり、ひい で、プロセス条件を積極的に知
ては最終製品での粒度分布と品 り、最適化し、所望の粒度分布・
質のばらつきにつながるのです。 収率・品質仕様を、研究段階に
Page2
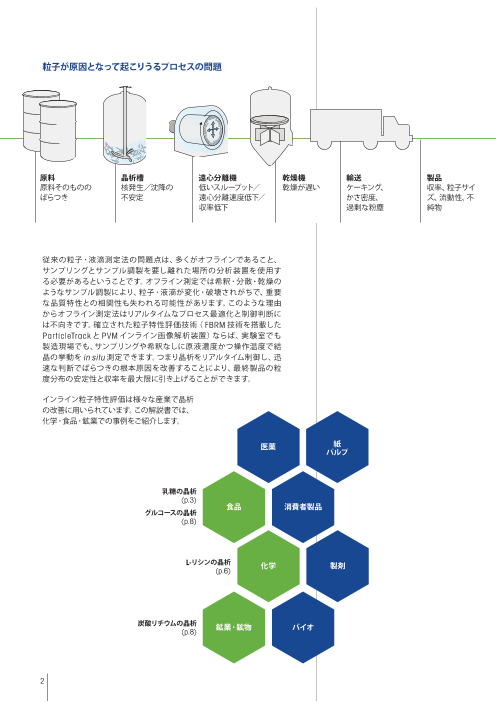
粒子が原因となって起こりうるプロセスの問題
原料 晶析槽 遠心分離機 乾燥機 輸送 製品
原料そのものの 核発生/沈降の 低いスループット/ 乾燥が遅い ケーキング、 収率、粒子サイ
ばらつき 不安定 遠心分離速度低下/ かさ密度、 ズ、流動性、不
収率低下 過剰な粉塵 純物
従来の粒子・液滴測定法の問題点は、多くがオフラインであること、
サンプリングとサンプル調製を要し離れた場所の分析装置を使用す
る必要があるということです。オフライン測定では希釈・分散・乾燥の
ようなサンプル調製により、粒子・液滴が変化・破壊されがちで、重要
な品質特性との相関性も失われる可能性があります。このような理由
からオフライン測定法はリアルタイムなプロセス最適化と制御判断に
は不向きです。確立された粒子特性評価技術( FBRM技術を搭載した
Par t icleTrackと PVMインライン画像解析装置)ならば、実験室でも
製造現場でも、サンプリングや希釈なしに原液濃度かつ操作温度で結
晶の挙動を in situ測定できます。つまり晶析をリアルタイム制御し、迅
速な判断でばらつきの根本原因を改善することにより、最終製品の粒
度分布の安定性と収率を最大限に引き上げることができます。
インライン粒子特性評価は様々な産業で晶析
の改善に用いられています。この解説書では、
化学・食品・鉱業での事例をご紹介します。
医薬 紙
パルプ
乳糖の晶析
(p.3)
食品 消費者製品
グルコースの晶析
(p.8)
L-リシンの晶析 化学 製剤
(p.6)
炭酸リチウムの晶析 鉱業・鉱物 バイオ
(p.8)
2
Page3
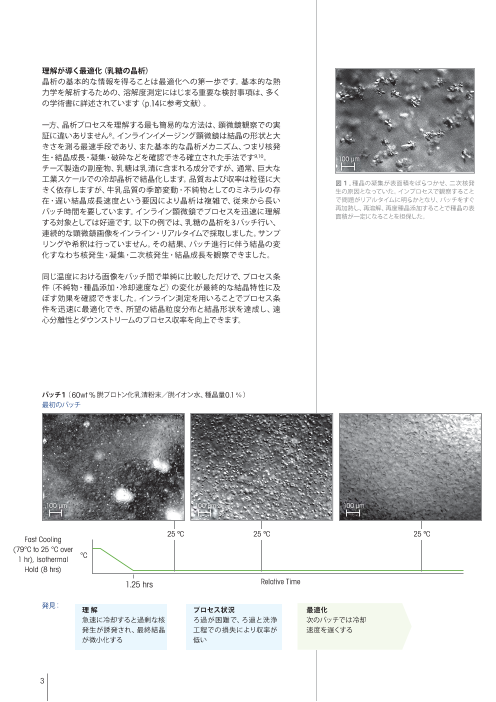
理解が導く最適化(乳糖の晶析)
晶析の基本的な情報を得ることは最適化への第一歩です。基本的な熱
力学を解析するための、溶解度測定にはじまる重要な検討事項は、多く
の学術書に詳述されています(p.14に参考文献)。
一方、晶析プロセスを理解する最も簡易的な方法は、顕微鏡観察での実
証に違いありません8。インラインイメージング顕微鏡は結晶の形状と大
きさを測る最速手段であり、また基本的な晶析メカニズム、つまり核発
生・結晶成長・凝集・破砕などを確認できる確立された手法です9,10。 100 μm
チーズ製造の副産物、乳糖は乳清に含まれる成分ですが、通常、巨大な
工業スケールでの冷却晶析で結晶化します。品質および収率は粒径に大 図1 .種晶の凝集が表面積をばらつかせ、二次核発
きく依存しますが、牛乳品質の季節変動・不純物としてのミネラルの存 生の原因となっていた。インプロセスで観察すること
在・遅い結晶成長速度という要因により晶析は複雑で、従来から長い で問題がリアルタイムに明らかとなり、バッチをすぐ
バッチ時間を要しています。インライン顕微鏡でプロセスを迅速に理解 再加熱し、再溶解、再度種晶添加することで種晶の表
面積が一定になることを担保した。
する対象としては好適です。以下の例では、乳糖の晶析を3バッチ行い、
連続的な顕微鏡画像をインライン・リアルタイムで採取しました。サンプ
リングや希釈は行っていません。その結果、バッチ進行に伴う結晶の変
化すなわち核発生・凝集・二次核発生・結晶成長を観察できました。
同じ温度における画像をバッチ間で単純に比較しただけで、プロセス条
件(不純物・種晶添加・冷却速度など)の変化が最終的な結晶特性に及
ぼす効果を確認できました。インライン測定を用いることでプロセス条
件を迅速に最適化でき、所望の結晶粒度分布と結晶形状を達成し、遠
心分離性とダウンストリームのプロセス収率を向上できます。
バッチ1(60wt %脱プロトン化乳清粉末/脱イオン水、種晶量0.1%)
最初のバッチ
100 μm 100 μm 100 μm
25 ºC 25 ºC 25 ºC
Fast Cooling
(79°C to 25 °C over
1 hr), Isothermal °C
Hold (8 hrs)
1.25 hrs Relative Time
発見: 理解 プロセス状況 最適化
急速に冷却すると過剰な核 ろ過が困難で、ろ過と洗浄 次のバッチでは冷却
発生が誘発され、最終結晶 工程での損失により収率が 速度を遅くする
が微小化する 低い
3
Page4
バッチ2(60 wt %脱プロトン化乳清粉末/脱イオン水、種晶量 0.1%)
バッチ1での結果を元に冷却速度を調整
100 μm 100 μm 100 μm
70 ºC 65 ºC 25 ºC
Controlled
Cooling °C
Over 8 hours
Relative Time 8 hrs
発見: 理 解 プロセス状況 最適化
冷却速度を下げたが依然とし 依然としてろ過時間が長く、 次のバッチではより遅い冷却
て二次核発生が観察され、結 微小粒子が多く収率も低 速度とする
晶粒度分布は小さかった かった
バッチ3(60 wt %脱プロトン化乳清粉末/脱イオン水、種晶量 0.1%)
バッチ1と2での結果を元に冷却速度を調整
100 μm 100 μm 100 μm
70 ºC 57 ºC 25 ºC
Controlled
Cooling °C
Over 18 hours
Relative Time 18 hrs
発見: 理 解 プロセス状況 最適化
冷却速度をさらに遅くしたと 収率、ろ過速度ともに大きく改 プロセスはスケールアップ段
ころ、理想的な種晶の粒度分 善し、目標の仕様に合致した 階に入った
布が観察された
4
Page5
この乳糖の晶析では、同時にイ
6000 90
ンライン粒子測定装置も使用し、
バッチ間の結晶サイズの違いをリ 80
5000
アルタイムに数値化しました。
60 w t %の溶液を希釈やサンプ 704000
ル調製なしにインライン測定して 60
います。図 2はバッチ 2における 3000
微小粒子(0.5~50μm)のカウ 50
ント数の時間変化です。微小粒子 2000
の急激な増加は通常二次核発生 40
を意味します。開始後3:00:00と 1000 30
5:30:00で微小粒子が急増してい
るのがわかります。 00:00:00 04:00:00 08:00:00 12:00:00 16:00:00 20:00:00
過飽和度の消費速度よりも速く
冷却してしまった結果の核発生で
図 2 .プロセス温度とPar t icleTrackの微小粒子
ある可能性が考えられます。 カウント(0.5~50μm)の時間変化グラフ。冷
12:00:00後の増加は緩慢であ 却にともなう核発生と二次核発生が観察されて
り、バッチ温度も 25℃に保持し いる
ていることから、磨耗と考えられ
ます。
冷却速度を1時間から8時間、さら
6000 90
に18時間に調整することにより、
核発生が抑制されました(図3) 5000 80
70
図 4は 3バッチの終点におけるイ 4000
ンライン粒度分布比較です。 60
このように結晶の大きさや数の 3000
簡易的な解析手法を用いること 50
で晶析条件を調整し、最終結晶 2000 40
の粒度分布を制御することがで
1000
きます。 30
20
00:00:00 04:00:00 08:00:00 12:00:00 16:00:00 20:00:00
図 3 .乳糖晶析 3バッチを比較した微小粒子と温
度の時間変化グラフ
200 Batch 1, endpoint
Batch 2, endpoint
Batch 3, endpoint
150
100
50
0
1 10 100 1000
Chord Length (μm)
図 4 . 3バッチの終点におけるインライン測定に
よるコード長分布
5
Counts (Length Weight)
Page6
種晶添加で晶析を最適化
近年、種晶添加は晶析現象を制御し最終粒度分布を最適化するための
もっとも重要な手法のひとつとなっています。的確な時点での種晶添 種晶添加が遅すぎる
加は、挙動が悪く安定しない晶析を、所望の粒度分布を持った結晶を安 (図 7)
定して供給できる晶析へと変えることができます。収率・ろ過速度・乾燥
時間・かさ密度・流動性・粒度分布などが不安定な原因も、さかのぼれ 種晶添加が準安定域リミット 早すぎる
ば不安定な核発生や不完全な種晶添加による制御されていない晶析へ (図 6)
と行き当たります。種晶添加方法の決定には、種晶の粒度・種晶量・添
加温度など重要な条件を検討しなければなりません。通常、晶析速度と
所望の粒子特性に基づいた最適条件を求め、スケールアップや技術移転 溶解度
時にも一貫性を保つ必要があります。
Temperature
種晶の挙動を晶析槽内で in situモニタリングすることにより、晶析プロ 図 5 .溶解度曲線と準安定域(準安定域幅)
セスの構築、さらに製造段階においても大きな成果が得られます。
通常、種晶添加後 30分は種晶の効果を確認するため最も重要な時間で
あり、種晶挙動をインライン解析すればバッチが正常に進行しているか
を確認できます。種晶添加条件を理解することで、少ない実験で晶析を
最適化できます11。
いつ種晶を添加すべきか? Seeding
50
( L -リシンの晶析) (add 2.25 g unmilled seed)
インラインで測定した粒子サイズ 種晶は分散し、
40
とカウント数の変化速度と変化量 すぐ溶解
は、種晶添加を理解し最適化し制 30
御するために有用です。種晶が適
切でない温度で添加されると、そ 20
れが溶解度より下なら、すぐに溶
解してしまいます(図6)。あるい 10
は種晶添加が遅すぎて結晶がすで
に析出してしまっていることもあり 0
ます(図7)。このような現象がよ
01:20:00 01:30:00 01:40:00 01:50:00 02:00:00
くあるのは、原料の純度のばらつ
きや、スケールアップに伴う攪拌 Relative Time
および槽内温度不均一性などに
図 6 .溶解度よりわずかに高い温度で種晶が
よって、核発生速度が変化するか 添加された L -リシン晶析。種晶は分散、溶解
らです。 し、15分で消滅している。
種晶が溶解した時や、一次核発生
後に種晶が添加された時は、プロ Seeding
セスは種晶添加が無い時と同様、 (add 0.1 %
400 milled seed)制御がきかず、急速な核発生で微
小粒子が生成したり、無制御に成 40Counts (No. Wt. 1-100 μm) 種晶の
長した結晶が凝集体を形成したり 300 Counts (No. Wt. 200-1000 μm) 効果が無い
します。
200 20
100
0
0
02:15:00 02:30:00 02:45:00 03:00:00 03:15:00 03:30:00 03:45:00
Relative Time
図 7.種晶が核発生後に添加された L-リシン晶
析。結晶がすでに存在している時点での種晶
添加の効果は小さい。
6
Counts,1-100 μm Counts, 200-1000 μm
Concentration
Counts (200-1000 μm)
Page7
Beginning, 33 ºC Midpoint, 25 ºC Endpoint, 15 ºC
100 μm 100 μm 100 μm
図 8 .種晶添加なしの晶析での、初期・中期・終
点での L-リシン画像。微小粒子の形成をインラ
インイメージングでリアルタイムに観察すること
で二次核発生につながる正確な条件の洞察が得
られた。
図 8 はインラインイメージング
(PVM)を用いて晶析槽内でリ
30 02:36:52 04:07:19 05:32:06
アルタイムに撮影した晶析初期、
中期、終点の画像です。この画像 Mean sqr Wt 207.1 226.5 228.7
から、結晶の粒度分布が広い理 25 Counts No Wt 29.9 173.5 257.5<20
由が明らかになりました。図 9は Counts No Wt
6.6 28.2 40.4
ParticleTrackで測定したインライ 20 200-1000
ンコード長分布です。インラインで 核発生
プロセスの変動を測定することに 15 (微小粒子の増加)
より、核発生、二次核発生がいつ
起きたのか、またその時の条件が 10
即座に判明しました。その結果、 成長(粗粒子の増加)
種晶添加条件を調整し、結晶成長
5
の経路をリアルタイムで変化させ
ることができました。
0
1 10 100 1000
平均コード長とともに微小粒子 Chord Length (μm)
(20μm以下)と粗粒子(200μ
m以上)のカウント数を追跡す 図 9 .(左図)種晶なしでの L -リシン晶析の初
期・中期・終点のコード長分布。初期の核は大き
ることにより、粒度分布が広い原 な結晶(300μm以上)に成長したが、同時に二
因を解明し、核発生・成長・凝集 次核発生した微小結晶(50μm以下)も混在し
の度合いを制御しました。表1は ている
分布のリアルタイムな統計値です 表 1 .(右表)それぞれの画像及びコード長分布
(図9)。 に対する統計値
7
Counts (No. Weight)
Page8
種晶粒度と種晶量(グルコースと炭酸リチウムの晶析)
種晶添加に関してよくされる質問は、適切な種晶量と種晶粒度分布につ
いてです。その答えは製造したい結晶の粒度分布またはその晶析におい
て考えられる不純物により異なります。種晶は一般的に結晶を成長させ
る表面の提供、または核発生の誘発のために添加します。種晶の大きさ
と数で成長表面が決まります。一般的に種晶が小さければ、結晶成長の
「場」が増え、二次核発生の可能性が低くなります。大きな結晶を製造
したい場合には、種晶の数を少なくし、少ない結晶をとても大きく成長さ
せます。一方、小さな結晶が必要な場合は、種晶の数を増やせば、成長
が多くの結晶に分散し、結果として各結晶はあまり成長しないことになり
ます。典型的な種晶量はさまざまで、0.1wt %から、5wt %(またはそれ
以上)まで、必要性に応じて異なります。
図 10はMarkande12らによる、グ
ルコース一水和物の晶析の核発生
速度を0.5μm~112μmのカウン
ト数(#/sec)の時間変化で測定し 20,000
た結果です。大きな種晶(220μm 18,000
及び155μm)を加えると、二次核
発生と思われるカウント数の増加 16,000
が起こりました。大きな粒子の表
面積は小さいため、結晶成長に要 14,000
する表面積が足りなかったためと
12,000
考えられます。同じ重量の小さな
種晶(125μm)を加えると、より大 10,000
Seed Size 125 μm
きな表面積が与えられ、二次核発 Seed Size 155 μm
生が抑制されています。二次核発 8,000 Seed Size 220 μm
生を最小限とすることで、最終的
6,000
な粒度分布をよりよく制御し、ダウ 0 2 4 6 8 10 12 14 16 18 20 22 24 26
ンストリームの遠心分離と収率を Time (hrs)
改善できます。これと同じ現象が
鉱物産業における炭酸リチウムの 図10 .グルコース晶析3バッチにおける1~112μ
晶析でも観察されました。Sunら13 mカウント数の時間変化の比較。バッチにより
はインラインPVM画像によって、不十分な種晶添加条件下で微小粒子の 種晶の粒度分布が異なる12
二次核発生が見られた例を示しました(図11)。
T = 0 s T = 60 s T = 90 s
150 μm 150 μm 150 μm
図11 .時間ごとに撮影した PVM画像で二次核発
生を確認
8
Counts (1-112 μm)
Page9
炭酸リチウムは塩化リチウムを炭 10000
酸ナトリウムと反応させ、沈殿させ Batch 1 (Seed Size: 401 μm)
ます。各成分の濃度を変えると、結 Batch 3 (Seed Size: 225 μm)
8000 Batch 5 (Seed Size: 21 μm)
晶成長および核発生の速度を決め
る過飽和度が変わります。
図12に種晶量(0.75 g/L)・温度・
6000
過飽和度(3.4)は一定で、種晶の
平均径(401μm、225μm、21μ 4000
m)だけを変えた 3バッチの晶析
結果を示しました。種晶が最小の 2000
バッチでは、時間 0での粒子数が
最大です。しかし、小さな種晶は 0
成長に使われる表面積が大きいた 0 100 200 300 400
め、他の大きな種晶を加えたバッ Relative Time (s)
チに比べると晶析中の粒子数の増
加率は小さいことがわかります。 図 12 .種晶粒径が異なる炭酸リチウム 3バッチ
すなわち最小の種晶での晶析にお を結晶総カウント数の時間変化で観察。過飽和
13
いて二次核発生が少なかったこと 度 3.4で種晶添加
を意味しています。図 13は、低過
飽和度(2.7)で行った同様の種晶
添加晶析実験です。開始後 250秒 4000
間は、3バッチとも粒子数が一定で Batch 1 (Seed Size: 401 μm)
すが、その後やはり大きな種晶の Batch 3 (Seed Size: 225 μm)Batch 5 (Seed Size: 21 μm)
バッチにおいて粒子数の増加(二 3000
次核発生)が見られます。種晶の
粒度分布を測定し最適化すること 2000
で、晶析プロセスを制御し微小粒
子の発生を抑制できることがわか
ります。 1000
種晶量の最適化は種晶粒度分布 0
と同様、晶析完了時における収 0 100 200 300 400
率・遠心分離時間・粒度分布を改 Relative Time (s)
善するための方策のひとつです。
炭酸リチウム析出のこの例で(図 図 13 .種晶粒径が異なる炭酸リチウム 3バッチ
14)、Sunらは 0.25から0.75 g/ を結晶総カウント数の時間変化で観察。過飽和
度 2.7で種晶添加13L に 種 晶 量 を 増 加 させ まし
た。ParticleTrackを使用して晶析
を追跡することによって、Sunらは
種晶量の増加により核発生が抑制 4000
されることを観測し、迅速にこの Batch 5 (21 μm), SL=0.75 g/L
沈殿反応を最適化することで、製 Batch 5 (21 μm), SL=0.25 g/L
3000
品品質・収率・ダウンストリーム性
能を改善することができました。
2000
1000
0
0 200 400 600 800 1000 1200
Relative Time (s)
図 14 .種晶量が異なる炭酸リチウム 2バッチを
結晶総カウント数の時間変化で観察。種晶粒径
は21μm13
9
Counts (#/sec) Counts (#/sec) Counts (#/sec)
Page10
晶析の不純物の影響を測定 25,000
多くの工業晶析と沈殿プロセスで 4 % Impurities
7 % Impurities
は、バッチ式・連続式に関わらず、 11 % Impurities
原料品質のばらつき(製造元、原 20,000
料、季節変動を含む)にともなう
原料不純物組成のばらつきがつき 15,000
ものです。最終製品の純度に大き
く影響する可能性があるだけでな
く、結晶成長速度・核発生速度・収 10,000
率・ダウンストリームの固液分離
効率への影響も大きい可能性があ 5,000
ります。 0 2 4 6 8 10 12 14 16 18 20 22 24 26
Time (hrs)
Markandeら14は、ParticleTrackを
用い、不純物量を変化させてグル 図15 . ParticleTrackによる粗粒子(194~
コース晶析の核発生と結晶成長を 223μm)カウント数の時間変化
測定しました。不純物量が多いと
晶析速度が遅くなることが容易に
観測できました。11%の不純物を 20,000
含むバッチは、不純物が少ないバ 4 % Impurities
ッチに比べ、24時間時点で収率の 7 % Impurities
11 % Impurities
低さを示唆しています。バッチの
進行速度をリアルタイムに測定す 15,000
ることにより、バッチ時間の調整
や、原料精製といった前処理の実
施を決断できます。データが無け 10,000
れば晶析は職人技に見えるかもし
れません。しかしリアルタイム測定
を適用することによって、いつ、な
5,000
ぜ不安定な事象が発生するのかを 0 2 4 6 8 10 12 14 16 18 20 22 24 26
理解し、再現性よく高品質な製品 Time (hrs)
を生産するための、情報に基づい
た意思決定が行えます。 図16 . ParticleTrackによる微小粒子(0.5~
112μm)カウント数の時間変化
10
Counts, 1-112 μm (#/sec) Counts, 194-233 μm (#/sec)
Page11
「データが無ければ、晶析は職人技
のように見える。だがリアルタイム測
まとめ 定を適用すれば、プロセスが不安定
晶析研究が盛んな背景には、所望の粒度分布と粉体ハンドリング特性を になるタイミングと原因が明らかにな
持った製品を製造したいというニーズがあります。バッチ時間の短縮・収
率向上・固液分離速度向上のために粒度分布を制御する必要性も推進 り、科学者や工学者は、再現性良く高
力のひとつです。たとえば特定のバルク化学品では分離時間を短縮して 品質な製品を製造するためのデータ
プロセスの経済効率を最大にするため、大きな粒子の製造が求められ に基づいた意思決定を行える」
ます。一方、顧客の要望で微小粒子が求められることもあります。その製
品の品質基準における粒度分布の重要性がどうあれ、もし目標の粒度分
布に合致しなければ追加の処理コストが発生し、極端な場合、製品が無
駄になることもあるのです。
晶析は過去 30年間でその原理的な理解が劇的に進みましたが、今だ
新規の化学プロセスを設計・開発する上で、最も困難な単位操作である
ことに変わりありません。しかし FBRM技術を用いた ParticleTrackと
PVMのような定評のある in situモニタリング装置を用いれば、晶析をリ
アルタイムに測定し制御できるのです。理解と制御の能力を数段階引き
上げることで、製造の歩留まり・スループット・再現性を大幅に向上でき
ます。プロセス終点でのサンプリングのような取り返しのつかない従来
法に比べ、in situ装置はプロセス進行中に重要な段階をモニターし、プ
ロセスの逸脱や異常をリアルタイムに検知し、迅速に修正できます。
ホワイトペーパーご紹介
インライン粒度制御へのベストプラクティス
このホワイトペーパーでは、インライン粒度分布・カウント測定装置を用
いて、いかにトラブルシューティングやプロセス性能と製品品質の向上を
行うかを示しています。インライン技術の導入で、オフラインサンプリング
やサンプル調製に起因するエラーが取り除かれ、プロセスのリアルタイム
な最適化が可能となります。
紹介するアプリケーションは以下のとおりです。
- 微小粒子の形成を測定することで固液分離を改善
- 乳化製剤における製品安定性の向上
- 粒度分布仕様に合致した製品の安定供給
www.mt.com/wp-E25
11
Page12
付録 A:
収束ビーム反射測定法
Focused Beam Reflectance Measuremen(t FBRM®)
最適化のためのリアルタイム測定法 - FBRM®は非常に高精度、高感
度な技術であり、粒子サイズ、粒子形状、粒子数の変化を追跡します。
検出範囲は 0.5~ 2000μmと広く、粒子の形成挙動をリアルタイムに
測定できるため、プロセスの制御と最適化に用いられています。また、
高濃度なサンプル(70%やそれ以上)や、不透明な懸濁状態でも、サン
プリングやサンプル調製が不要です。
図 c. コード長分布
レーザー光源
反射したレーザー光
光学系
1 2 3 4
図 b
サファイア 図 a
ウィンドウ 図 d. 統計値の
トレンドグラフ
FBRM®の原理
FBRM®プローブを溶液や流動す の、ある一端から一端までの直線
る高濃度スラリー・液滴・エマル 距離と定義されます。通常 1秒毎
ション、または流動層に直接差し に数千のコード長が個々に測定さ
込みます。収束されたレーザー れ、コード長分布(Chord Length
が接液部であるサファイアウィン Distribution:CLD)が形成されます
ドウの表面で収束させられます (図 c)。CLD は粒子全体の指紋
(図 a)。拡大図はレーザー光が であり、そこから得られる統計値
粒子の集合体で後方散乱され、 を用い、粒子のサイズや個数の
プローブに戻る仕組みを示して 変化をリアルタイムでモニタリン
います(図 b)。後方散乱光のパ グすることができます(図 d)。
ルスはプローブで捕捉され、コー 従来の粒子分析技術とは異な
ド長に変換されます。 り、FBRM®は粒子の形状を仮定し
コード長とはスキャン速度(レー ません。よってこの原理による測定
ザー光の移動速度)とパルス幅 値は、粒子のサイズ・形状・個数の
(時間)を掛けたものです。一つ 変化を直接表す測定値として利用
のコード長(測定された粒子の できます。
サイズ)とは粒子や粒子集合体
12
Page13
付録 B:
粒子画像顕微鏡
Particle Vision And Measuremen(t PVM®)
画像で解析、そして最適化 ― PVMはプローブ型のリアルタイム画像撮影
装置であり、プロセス内にある結晶・粒子・液滴の重要な知見が容易に得
られます。従来のオフライン顕微鏡観察では発見に数ヶ月かかったような
プロセスの変化を、即座に検出し理解できます。
CCD カメラ
対物レンズ
照明レンズ
サファイアウィンドウ
PVM の原理
PVM は高解像度の CCD カメラと
内蔵光源で、暗い高濃度スラリーや
エマルション中でも高品質の画像
を採取します。キャリブレーション
は不要なので、データ解析が容易で
あり、結晶・粒子・液滴の挙動に関す
る重要な知見を即座に得ることが
できます。
200 m
左:PVMインライン画像
右:オフライン顕微鏡画像
13
Page14
文献
1. T. A. Bell, Powder Technology, 150 (2): 60-71 (2004).
2. Kim S. et al. Organic Process Research & Development, 9, 894-901 (2005).
3. Sobolik, J. In situ Partcle Size Analysis, American Crystal Sugar Company, USA (2002).
4. Mousaw, P., Saranteas, K. & Prytko, B., Organic Process Research & Development,
12(2), 243-248 (2008).
5. Larsen, Paul (The Dow Chemical Company). Tips and Tools for Solution Crystallization
Process Design, AIChE Process Development Symposium (2013)
6. Archer Daniels Midland (ADM). De Zaan Cocoa Manual, 123-124 (2009). http://www. www.mt.com/crystallization
adm.com/en-US/products/food/cocoa/Documents/deZaan-Cocoa-Manual.pdf
7. Rousset, P. et al. Fat crystallization in w/o emulsions controlled by shear and cooling
conditions, Nestle (2006).
8. McCrone, Walter C. The Particle Atlas. Elsevier Science & Technology Books, (1979). メトラー・トレドについて
9. Duffy, D., Cremin, N., Napier, M., Robinson, S., Barrett, M., Hao, H., & Glennon, B. 世界的なネットワークを有し、広範囲な
Chemical Engineering Science, 77, 112–121. (2012). 研究における知見と工業化経験を持つ
10. Barrett, M., Hao, H., Maher, A., Hodnett, B. K., Glennon, B., & Croker, D. Organic Process メトラー・トレドの技術アプリケーション
Research & Development, 15(3), 681–687. (2011). コンサルタントはインライン粒子特性の
11. Bakar, M. R. A., et al. Organic Process Research & Development, 13(6), 1343–1356 アプリケーションをサポートします。
(2009).
12. Markande, A., Fitzpatrick, J., Nezzal, A., Aerts, L., & Redl, A. Application of inline
monitoring for aiding interpretation and control of dextrose monohydrate crystallization. ブログ
Journal of Food Engineering, 114(1), 8–13. (2013). http://www.sciencedirect.com/
science/article/pii/S0260877412003639 Chemical Research , Development and
Scale-upブログは、最新の文献情報や、
13. Sun, Yu-zhu. et al. Seeded Induction Period and Secondary Nucleation of Lithium
Carbonate. The Chinese Journal of Process Engineering. Vol.9 No.4. Aug. (2009). 弊社技術者および官学民の研究者によ
http://www.jproeng.com/qikan/manage/wenzhang/209138.pdf る専門的なコメントを掲載しています。
14. Markande, A., Nezzal, A., Fitzpatrick, J., Aerts, L., & Redl, A. (2012). Influence of impuri-
ties on the crystallization of dextrose monohydrate. Journal of Crystal Growth, 353(1),
145–151. カスタマーコミュニティ
15. Barrett, P. and B. Glennon, Characterizing the metastable zone width and solubility カスタマーコミュニティサイトでは、弊
curve using Lasentec FBRM and PVM, Chemical Engineering Research & Design 80 社装置をお持ちのお客様が、文献リス
(A7): 799-805 (2002).
トやアプリケーションレポート、実例
集、トレーニング資料に自由にアクセス
していただけます。こちらからオンデ
マンドのウェビナーにもアクセスでき
ます。
ソーシャルメディア
Facebook と Twitter でも化学合成、化学
工学、スケールアップに関する最新情報
をアップデートしています。
メトラー・トレド株式会社 オートケム事業部
TEL:03-5815-5515 FAX:03-5815-5525
©09/2013 Mettler-Toledo K.K.,