



晶析法開発のための新技術
このホワイトペーパー(日本語版):晶析における種晶添加の新しい検討法は、種晶添加条件を決定するための優れた実験手法をご紹介するとともに、種晶添加プロトコルを導入する際に考慮すべきパラメータについて詳述します。
本技術資料は、晶析挙動を最適化する上で種晶添加がいかに重要なステップであるかを解説し、以下の項目について詳述します。
・種晶添加条件を選択
・種晶の添加量と粒度分布を特定
・純度向上と後工程のろ過性最適化を目指した種晶添加
・新しい種晶添加法とフィードバック制御
このカタログについて
| ドキュメント名 | 晶析における種晶添加の新しい検討法 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | メトラー・トレド株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
晶析における種晶添加の
新しい検討法
A Review of Modern Techniques
晶析法開発のための新技術
Brian O’Sullivan, Benjamin Smith and Georgiy Baramidze,
Mettler-Toledo AutoChem, Inc.
晶析の挙動やプロセス効率、製品 種晶添加方法の確立とスケール ろうとしています。そのひとつが
品質を最適化する上で、種結晶 アップに際しては、晶析中の種晶 FBRM®のような In Situ 粒子計
(種晶)の添加は最も効果的な手 挙動の In Situ 測定が極めて有用 測を用いて粒度を制御しながら、
法のひとつとなりました。ろ過速度 です。種晶添加後の15~30分は種 核発生と結晶成長により晶析槽内
や乾燥時間、収率、かさ密度、流動 結晶の効果を確認するうえで最も に種結晶の源(シードベッド)を作
性そして粒度分布のばらつきの多 重要な時間といえます。In Situで る方法です。この方法は、特に安
くが、種晶添加と核発生状況のば 種晶挙動を数値化することで、そ 全が重視されるプロセスにおいて
らつきに起因しています。粒度、添 のバッチが計画どおりに進行して メリットをもたらします。
加量、添加温度などの種晶添加条 いるかどうかが確認でき、種晶の
件を確立するためには、さまざま パラメーターを理解することで晶 この解説書では種晶添加条件を決
なデータを採取し検討しなければ 析最適化のための実験数を減らす 定するための優れた実験手法をご
なりません。そして晶析速度と所望 ことができます。 紹介するとともに、最近発表された
の結晶仕様に合致するよう条件を 種晶を用いた晶析法として、粒度分
最適化し、スケールアップや技術 さらに近年、新しい種晶添加法が 布のリアルタイムフィードバック制
移転行う必要があります。 研究され、旧来の方法に置き換わ 御を用いた手法をご紹介します。
Page2
目次
種晶添加で粒度分布の安定性を確保する 3
種晶添加条件(過飽和度)の選択 4
種結晶の添加量と粒度分布を決める 6
純度向上と後工程の分離性最適化をめざした種晶添加 8
新しい種晶添加法とフィードバック制御 9
まとめ 11
付録 FBRM®とは 12
はじめに
所望の粒度分布やハンドリング性を持った粉体を作り出すために、産学
界が晶析研究を行ってきました。要求される粒度分布は製造者ごとに異
なります。例えばバルク化学品では迅速な分離、すなわち製造の効率を
最大化するため、大きな粒子が必要となります。一方で医薬品製造では生
物活性を上げるため、微小な粒子が必要とされる場合があります。いずれ
にしろ所望の粒度に合致させる必要があり、うまくいかなければ追加の工
程が必要となることや、最悪の場合、製品が無駄になることもあります。
晶析原理の理解はこの 30年間で飛躍的に深まりましたが、依然としてこ
の単位操作は新規の化学品製造工程を設計開発するうえで最も難しい
操作といえます。FBRM®(Focused Beam Reflectance Measurement)や
PVM®(Particle Vision and Measurement)、ATR-FTIR、そしてラマンのよ
うな最新の In Situモニタリング法の登場で、晶析をリアルタイムにモニ
ターし制御することが可能となりました。これにより製造における一貫性
と再現性が大きく向上しました。プロセス終了後にサンプリングするよう
な従来法と比べると、In Situ装置はプロセス中の重要なステップを丹念に
モニタリングし、理解を促し、プロセスの変動や異常をリアルタイムに検
出、補正しますので、「時すでに遅し」ということがありません。
さらに近年、晶析現象を最適化し、最終粒度分布を担保するためには、
種晶添加が最も重要な処理であると注目されています。適切な粒度、添
加量、結晶形を持つ種結晶を適切なタイミングで添加すれば、不安定で
扱い難い晶析工程が、所望の粒度分布を備えた再現性のよい晶析工程へ
と変貌します。この解説書は一般的な種晶添加理論と優れた実験方法を
述べると共に、FBRM®とPVM®を用いたリアルタイムフィードバック制御
を用いた最新の種結晶法により、所望の結晶を製造した例について解説
します。
2
Page3
種晶添加で粒度分布の安定性を確保する
あらゆる化学工業の製造現場で、安定かつ堅牢で、扱いやすい晶析工程 適切な種結晶量は?
が必要とされています。バッチ晶析は製造の最大のボトルネックとなりや “
すく、ろ過、乾燥に多大な時間を要する場合があります。目的とする粒度 “
分布を得られない場合、粒度分布を合わせこむために製品を再度晶析し 種結晶の粒度は?
たり、粉砕工程を追加せざるをえないこともあります。そのような晶析工 “種晶添加温度は?
程における不安定性や不確実性は、エネルギー消費、人的コストさらにス “
ループットを下げるという面でも、製造コストを極端に上昇させてしまい “種晶添加条件はスケールます。 アップで変えるべきか?
バッチ晶析をある程度安定させる方法としては、種晶添加の導入が一般
的です。種晶はバッチ晶析において、同じ量、粒度、多形の種結晶を、同じ “
温度または時間に添加されます。種晶添加によってバッチすべてに同じ開
始点を確保させることにより、プロセスに高い再現性がもたらされます。
しかし種晶添加法では、それまで考慮しなかった疑問(プロセス条件)に
答えなければなりません。「種結晶をどれくらい加えるべきか?」「種結晶
の粒度分布はどのくらいか?何度で種結晶を加えるのか?」これらに答え
るためには晶析工程における種結晶の役割を知る必要があります。端的
結晶粒度
に言えば種結晶は、自然発生する核の代替となる核(結晶)です。種結晶
は溶液中にある溶質が成長するための表面を提供します。理想は種晶添
加の後、バッチ処理を通して粒子の数が変化しないことです(破砕や凝
集がないと仮定)。つまり1000個の種結晶を加えれば、晶析の終点でも
1000個の結晶しかないのが理想なのです。もちろんこれらの結晶はその
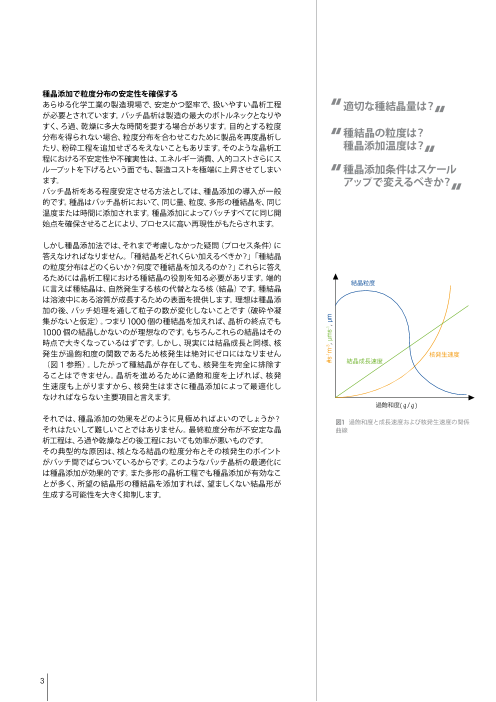
時点で大きくなっているはずです。しかし、現実には結晶成長と同様、核
発生が過飽和度の関数であるため核発生は絶対にゼロにはなりません 核発生速度
(図1参照)。したがって種結晶が存在しても、核発生を完全に排除す 結晶成長速度
ることはできません。晶析を進めるために過飽和度を上げれば、核発
生速度も上がりますから、核発生はまさに種晶添加によって最適化し
なければならない主要項目と言えます。
過飽和度( g / g )
それでは、種晶添加の効果をどのように見極めればよいのでしょうか? 図1 過飽和度と成長速度および核発生速度の関係
それはたいして難しいことではありません。最終粒度分布が不安定な晶 曲線
析工程は、ろ過や乾燥などの後工程においても効率が悪いものです。
その典型的な原因は、核となる結晶の粒度分布とその核発生のポイント
がバッチ間でばらついているからです。このようなバッチ晶析の最適化に
は種晶添加が効果的です。また多形の晶析工程でも種晶添加が有効なこ
とが多く、所望の結晶形の種結晶を添加すれば、望ましくない結晶形が
生成する可能性を大きく抑制します。
3
#s-1m-3, µms-1, µm
Page4
種晶添加条件(過飽和度)の選択
あるプロセスに種結晶を添加すべきだと決めた時、次のステップはどの温
度または時間に種結晶を添加するかを決めることです。ここで非常に役
立つのが、溶解度/準安定域(MSZW:Meta Stable Zone Width)のデー
タです。一般的なのは、溶解度曲線と準安定域境界の中間地点に種結晶
を加えるというものです。特にスケールアップにおいて考慮すべきことで Metastable Zone Limit
すが、溶解度は熱力学関数であり晶析槽のスケールには依存しません。一
方、準安定域は速度論的関数であり、スケールによって変化し、過飽和度
の生成速度、マストランスファー、熱伝導、固形物の有無や不純物に影響
されます(溶解した不純物が溶解度に大きな影響を及ぼすことにも注意 Solubility
が必要です)。
Temperature
つまり研究室で得られた準安定域は製造スケールでのそれと異なる可能
溶解度曲線と準安定域幅MSZW(Meta Stable Zone
性があり、スケールアップでの問題となりえます。簡単な例を図2に示し Width)
ました。水から有機化合物を析出させたデータです。一定速度の線形冷 Barrett, M. et al, Chemical Engineering Research
却を行いました。図 2 aは結晶がまったくない溶液で、準安定域幅が15℃ and Design1
であったことを示しています。図 2 bは10個の大きな種結晶(重さにして
0.001g)を飽和した時点で加えました。この時の核発生は図 2 aの時より
6℃早く観察されており、準安定域幅は 9℃となりま
した。たった数個の種結晶の存在が準安定域を大きく a. 結晶が無い時(MSZW = 15℃)
狭めたのです。このような現象は種晶添加温度を設定
する上で必ず考慮しなければなりません。さもなけれ
ば結晶の存在により狭められた準安定域の近くに種
結晶を添加することで核発生を誘発してしまうかもし MSZW = 15°C
れないからです。
Nucleation Cooling
晶析槽がバッチ処理ごとに完全に洗浄できない場合
は、この影響が特に重要となります。前のバッチから Metastable Zone Limit
の残留物や内壁へのこびりつきが、新しい溶液の予
期せぬ種結晶となり、前述のように準安定域を狭めた Solubility
り、最悪の場合、核発生を誘発することでそのバッチ
を極端に変動させてしまうかもしれません。
図 3はファイザー社での例ですが、製造現場における Temperature
3回のバッチ処理の1~ 5μm微粒子のカウントを比 b. 結晶がある時(MSZW = 9℃)
較しています。バッチ Cは AとBに比べ極端に微粒子
が多い結果となっています。FBRMのトレンドを解析し
たところ、バッチ Cは種結晶を添加する前から溶液中
に結晶が存在していたことがわかりました。一次核発 MSZW = 9°C
生が起きてしまったか、または前のバッチでの結晶が
内壁に残っていたものと思われます。いずれにせよこ Nucleation Cooling
れら結晶が存在したことにより、思いもよらぬ莫大な
量の微粒子が生成され、結果として粒度分布が仕様 Metastable Zone Limit
から外れてしまったのです。
Solubility
Temperature
図2 種晶が準安定域幅に及ぼす影響
3b. hydrated form of carbamazepine
4
Concentration Concentration
Concentration
Page5
準安定域のどこに種結晶を添加す
9000
るか(種晶添加温度)が、核発生と Batch A (25°C Seeding)
成長に大きな影響を及ぼすことを 8000 Batch B (22.5°C Seeding)Batch C (20°C Seeding)
図4と図5に示しました。 7000
準安定域内の異なる温度(25℃、 6000 Batch C has significantly higher
22.5℃、20℃)で 0.25 gの種結 concentration of fines5000
晶を添加した 3バッチの種晶添加 4000
晶析を FBRMで観察しています。 Batch C3000 solids present
種結晶の粒度分布が常に一定であ before seeding
2000
ることは、各実験の種晶添加直後
のコード長分布を比較して確認し 1000
ました。 0
00:00 03:00 06:00 09:00 12:00 15:00 18:00 21:00 24:00 27:00 30:00
Time (hr:min)
図 4はFBRM®で測定した微小な
コード長1~ 20μmのカウント数 図3 製造晶析で種晶添加前から結晶が存在したこ
とを ®で確認
の比較であり、核発生速度の相対 FBRM
的な指標となります。20℃は準安
定域に最も近く、つまり過飽和度 18000
が最大で、結果として核発生が最 20°C 22°C 25°C
Cooling
も速く、多くの微粒子が生成して 16000 MSZW
います。反対に溶解度曲線に近く、 14000 Solubility
過飽和度が低い段階での種晶添加
Temperature
は、核発生速度は低く微粒子は少 12000
ない結果となりました。 10000
図 5は各バッチの終点である20℃
8000
での最終的な分布の比較、及び
PVM®画像です。準安定域近くで 6000
の種晶添加(20℃)では結晶成 4000
長が最小であるのに対し、溶解度
曲線近くでの種晶添加(25℃)で 2000
は、結晶成長速度が最大となり、大 0
きな結晶の数が最大となりました。 00:00 01:00 02:00 03:00 04:00 05:00 06:00 07:00 08:00
このデータから種晶添加温度を調 Time (hr:min)
節すれば、結晶成長や核発生を制 図4 種晶添加温度の核発生速度(相対値)への
御し、最終粒度分布を変えられる 影響
ことがわかります。 20°C Seeding
14
20°C 22°C 25°C
Cooling
MSZW
12
100µm
22.5°C Seeding Solubility
10
Temperature
8
100µm
6
25°C Seeding
4
2 100µm
0
0 10 100 1000
Chord Length (µm)
図5 バッチ終点のコード長分布とPVM®画像により、
種晶添加温度が高いほど粒度が大きい(成長して
いる)ことがわかる。データは全て分離温度(20℃)
で採取した。
5
Counts (0-20µm range) Counts (1-5µm range)
Counts (Sq. Weight)
Concentration Concentration
Page6
種結晶の添加量と粒度分布を決める
次に「種結晶の量は?」「種結晶の粒度分布は?」という疑問に答える必要
があります。これらは所望の結晶粒度、多形、または不純物の有無に左右
されます。種結晶は結晶成長に必要な表面積を与える役割を担います(常
時、そういった使われ方をするわけではなく、準安定域境界の近傍に少量
の種結晶を添加し核発生を誘発する手法もあります)。結晶成長に使用
される表面積は、種結晶の粒度と数で決まります。種結晶の粒度が小さけ
れば結晶成長する「場所」も増えます。大きな結晶を製造したい場合は、
少数の種結晶を添加し、少数の結晶のまま大きな粒度にまで成長させ
ます。一方で小さい結晶を製造したい場合は、数多くの種結晶を添加し、
多くの成長面に過飽和を分散させることで、結果として各結晶の成長は小
さくなります。一般的な種結晶の添加量は 0.1 wt %~ 5 wt %(場合に
よってはもっと多い)ですが、条件によって異なります。この段階で留意す
べき点は、種結晶の粒度と数だけを検討すれば終わりではないということ
です。種晶添加後の過飽和度生成速度(冷却速度や貧溶媒添加速度)を
できるかぎり制御し、過飽和度を低レベルに保ち、結晶成長を促し、核発
生を抑制することでプロセスが制御できます。
適切な粒度分布を持つ種結晶を得るため、種結晶を粉砕することがよく
あります。粉砕された結晶の表面や角は荒れており、それぞれが結晶成
長に使われると、ひとつの結晶の表面に多くの成長点ができることにな 図6 PVM®で撮影した粉砕した種結晶の荒れた表面
ります。これが望ましくない成長メカニズムで凝集晶の原因となることが
あります(図 6参照)。粉砕した種晶添加の10分後、結晶は樹木状の凝
集晶に成長しています。ひとつの結晶を元にして多方向へ結晶成長し、
最終的には破砕や二次核発生につながってしまいます。これは望ましくな
い成長メカニズムであり、ろ過や乾燥といった後工程での問題を引き起こ
すばかりか、粉体のハンドリング性も悪化させます。このような粉砕した
種結晶の成長挙動を回避する方法のひとつが、種結晶をあらかじめ「修復
(heal)」しておくことです。種結晶
を母液の飽和溶液に懸濁させ、12 400
~ 24時間攪拌します。この程度の
時間で、オストワルド効果が働き、 350
荒れた表面や角が修復され、なめ Increase in Fines
らかな結晶面をもった種結晶が得 300
Median, #Weight 1-1000µm
られ、安定した結晶成長を促すこ Counts/Sec, 1-5µm
とができます。 250 Counts/Sec, 100-250µm
Inital Seed Dispersion
また種晶添加後、一定状態でホー 200
ルドするというのも現実的で良い
方法です。このホールド時間で、種 150
結晶を完全に分散させ、初期の過
100
飽和度を成長により消費します。 Decrease in Coarse Seed Dimension Reaches a Steady State (i.e. Fully Dispersed)
ホールド時間は一般的に実験室の 50
段階で検討、決定されるのが普通 Seeds Added
です。 0
00:00 02:00 04:00 06:00 08:00 10:00 12:00
Time (hh:mm)
図7 FBRM®による製造スケール晶析槽での種
結晶分散の追跡
6
Counts (Sq. Weight)
Page7
a. 不安定なプロセス b. 安定なプロセス
Batch A Batch A
Batch B Batch B
Batch C Batch C
Batch D Batch D
Batch E Batch E
Chord Length (µm) Chord Length (µm)
図8 FBRM®による安定なプロセス、不安定なプロ
セスの終点分布比較
種結晶の分散速度は、ラボスケールとスケールアップ後で著しく異なる可
能性があります。多くの場合、乾燥粉体の種結晶を溶液に添加すると、静
電気作用と凝集力によって寄り集まってしまいます。攪拌に伴い、湿潤し、
せん断がかかり、このような弱い結合は分離します。スケールアップ時の
攪拌速度の低下は、開発中とは異なる流体力学的環境、異なる分散速度
をもたらします。図 7は製造スケールでの種結晶の分散をモニタリングし
た FBRM®データです。この例では、種結晶が良好に分散するまで 3時間
を要しています。すなわち次の段階に移行する前に定温ホールド時間が少
なくとも3時間必要ということです。ラボスケールでの種結晶は、1時間以
下で分散していました。言い換えれば、リアルタイムモニタリングがスケー
ルアップ時の最適化と改善の確保にいかに重要かを示す好例と言え
ます。
種結晶の量は通常、はかりで計量します。当然ながら重量には粒度、数、
表面積の情報を含みません。多くの場合、種結晶の粒度分布はレーザー
回折や篩でオフライン分析されますが、これら分析法は微粒子の量や表
面積に対する感度が良くありません。それらが実験室で問題とならないの
は、種結晶の量が少なく、ほんの数グラムの粉砕した
原料が晶析槽に加えられるだけだからです。
しかしスケールアップされると、大きな不確定要素と ビデオ:晶析工程の技術
なります。製造現場では種結晶の原料は大きな容器に 移転
蓄えられ、数百グラム、時にはキログラム単位で晶析 バッチ間のばらつきを無くし、ろ過性を改善
槽に投入されます。原料貯蔵容器内が不均一だと、粒 し不良バッチを防ぐには?グラクソスミス
度がばらつくことがあります。このような問題は種結 クライン(GSK)社が晶析スケールアップで、
晶投入後の数分間をインシチュ粒度分布測定のカウ バッチ間のばらつきの原因を検討した例を
ント数をモニタリングするだけで検証することができ ご覧ください。
ます。もし種結晶の初期の数が一定ならば、種結晶
の粒度とコード長分布は一定であり、終点において
もバッチごとの粒度分布が一定となる可能性が非常に クリックしてビデオを見る
高くなります(図 8)。
7
Counts
Counts
Page8
純度向上と後工程の分離性最適化をめざした 110 100
種晶添加
Mousawら3はジアステレオマー中間体化合物の晶析
100
における種晶添加の重要性について報告しました。 90
この物質の製造現場では、しばしば光学的純度が規
90
格に満たないために、望ましくないジアステレオマー 80
( R体)が混入していました。さらに不良バッチは良
好なバッチに比べ、ろ過と乾燥に著しい時間を要して 80 処理時間
いました。その晶析工程でわかっていたのは、所望の 製品の de 70
ジアステレオマー( S体)を種結晶として添加すること 70
が、速度論的光学分割を大きく向上させるという意味 60
で重要だということです。検討の結果、種晶添加の後 60
に大きな二次核発生が起きていることが、ラボスケー
50
ルにおいては FBRM®による観測で、製造スケールでは 50
濁度計による観測でわかりました。一連の製造を通し
て、二次核発生の温度が高いほどジアステレオマー過 40 40
剰率(純度)が高いことから、二次核発生がジアステ 15 25 35 45
核発生温度 (℃)
レオマー過剰率に直接関与しているらしいと突き止め
ました。また二次核発生温度が高いと、ろ過速度と乾 図9 温度と二次核発生温度に対するプロセスの処
理時間とジアステレオマー過剰率(製品純度)のプ
燥速度が非常に速く、その結果プロセスの処理時間が ロット。高い核発生温度では処理時間は短く、ジア
短くなりました(図 9)。すなわちこの二次核発生温度 ステレオマー過剰率も高い。
こそが制御すべき重要なパラメーターであると判明し
たのです。ラボとパイロットスケールの実験を通して、
攪拌速度と種結晶の表面積が二次核発生温度に影響
する条件であるとわかりました。種結晶の表面積が大
きいほど、二次核発生の温度は高くなりました。
バッチ 種結晶量(wt%) 攪拌速度(RPM) ろ過時間(min)
図10はラボでの FBRM®データであり、種結晶量が多い 1 0.2 131 10.5
場合(2 wt %)と少ない場合(0.2 wt %)の比較です。 2 2.0 131 6.5
種結晶量が多いと、二次核発生の温度は43℃であり、 3 2.0 234 5
このときの過飽和度は低いため、比較的小さな核発生 4 2.0 131 4
であることがわかります。種結晶量が少ないと二次核 5 2.0 234 4
発生は18℃で、この時プロセスの過飽和度はかなり 6 0.2 131 11
高まっているため、FBRM®のカウント数からもわかる
とおり、大量で急激な核発生により多くの微小結晶が 50 37500Batch Temp (Exp. 5)
発生しています。また、このバッチのジアステレオマ Count/Sec (Exp. 5)
ー過剰率は低く、ろ過時間も長時間を要しました。 Batch Temp (Exp. 6)
40 Count/Sec (Exp. 6) 30000
新しく設計し直した製造方法では、種結晶量を増やし、
攪拌速度を上げることで、39バッチを行った中で、
Exp. 5
不良バッチは無く、平均ろ過時間は、過去の7.5時間 30 TN = 43.5°C 22500
から2.2時間に短縮しました。 ees = 99.1%
20 15000
Exp. 6
10 TN = 18°C 7500
ees = 85.7%
tfilt = 150sec
0 0
50 100 150 200 250 300 350 400
Time (min)
図10 種晶添加量の二次核発生温度への影響
8
Temperature (°C) 処理時間(hr)
ジアステレオマー過剰率 de (%)
Count/Second
Page9
新しい種晶添加法とフィードバック制御
65
従来、種結晶は外部から添加するものであり、一般的には粉体、時には飽 A
和母液や適切な貧溶媒でスラリー化したものが使用されます。しかしプロ 60
セスによっては特に活性の高い原料を扱う場合など、安全性の問題から 55
種晶添加が嫌われる傾向にあります。外部からの種晶添加で、プロセスに 50
予期せぬ不純物がもたらされる可能性が高まるからです。このような懸念 45
は、種結晶をプロセス内で生成するシードベッド(seed bed)の導入で払
40
拭できます。Chewら 4は種結晶を添加しない冷却晶析を、FBRM®を用い D
た自動の閉ループフィードバックで制御し、再現性の良い結晶品質を確保 35
した方法を報告しました。このプロセスの温度制御の典型例を図11に示 30
します。まず FBRM®により、冷却中の自発的な核発生を検出します(B)。 B C25
総カウント数(#/sec,1-1000μm)が連続的に 4回上昇した時点を核発生 20
とみなします。ここで制御装置は冷却を停止し、15分間温度を一定に保 E
つことで一次核発生が収まります(C)。 15 0 50 100 150 200 250 300
次に温度を一定速度で上昇させ、この時、FBRM®の統計値から変動係数 Time (min)
(標準偏差/平均値)を求め、それを粒度分布変化の観測値とします。あ
図11 閉ループフィードバック制御における典型的な
らかじめ決めておいた変動係数に到達すれば、目的の種結晶粒度分布が 晶析の温度勾配
得られたとし、制御装置は最終冷却段階へと切り替わり(図11:D~ E)、
あらかじめ設定された一定速度で冷却を行います。変動係数の設定値
は、外部で測定した種結晶の典型的な粒度分布を基にして決定しまし 2
た。注意点は加熱の速度(図11:C~ D)が晶析時間を大きく左右するこ a. 種結晶なし
とです。加熱速度が遅ければ厳密な制御が可能ですが、バッチ処理時間
が著しく長くなり、急速に加熱すれば制御能力は落ちますが、バッチ処理
1.5
時間は非常に短くなります。結果として厳密な制御とバッチ処理時間の折
り合うところで、加熱速度 0.3℃/minを選択しました。
1
図12は、グリシン-水系においてフィードバック制御法を用いることによ
り、従来の種晶添加なしの冷却晶析と比べ、最終製品の粒度分布の一貫
性が大きく向上したことを示しています。同様の結果がグリシン-水よりか
0.5
なり溶解度が低いパラセタモール-水系でも得られています。さらに最近
ではHermantoら 5がこのフィードバック制御を発展、改良し、グリシン-
水系の貧溶媒晶析への適用に成功しました。
0
1 10 100 1000
この手法の制約は、核発生後の適切なホールド時間(図11:B~ C)と、最 Chord Length (µm)
終的な冷却速度(図11:D~ E)を決定するために、事前に晶析速度デー
タが必要だということです。初期段階として常に一貫したシードベッドが生 2 b. フィードバック制御でシードベッド生成
成されることはとても重要ですが、種結晶生成後の冷却速度は、結晶成長
速度に基づいて決定されなければならず、冷却速度が速すぎると二次核
発生によって大量の微小結晶が生成してしまいます。さらにこの手法は機 1.5
械的原因つまり磨耗や破砕による微小結晶の生成に対応したり排除した
りすることはできません。とはいえプロセス内にシードベッドを作るとても
シンプルで直接的な方法であり、従来の種晶添加法で懸念される安全性 1
の問題は解決できます。
0.5
0
1 10 100 1000
Chord Length (µm)
図12 グリシン-水の冷却晶析における5バッチの
終点コード長分布(Square-weighted)比較
(a)種結晶なし(b)フィードバック制御で槽内のシー
ドベッドを生成した手法
9
Counts/Second Counts/Second Temperature (°C)
Page10
Abu Bakarら6はこの手法を発展させ、Direct Nucleation Contro(l DNC)と
名付けた独自のフィードバック制御法を提案しました。こちらも FBRM®で
測定したカウント数を直接的な制御対象としたモデル不要のアプローチ Metastable Zone Limit
です。前述の Chewら 4の方法に比べての長所は、加熱、冷却の勾配をあ
らかじめ決める必要が無いということです。温度勾配は核発生により生成
した結晶の数に応答し、晶析工程の進行中に自動的、連続的に生成しま DNC Operating Profile
す(同じ原理が貧溶媒晶析にも適用できます)。モデルや晶析速度や準
安定域幅といった事前のデータは必要なく、フィードバック制御でリア
ルタイムに準安定域の境界を検出し、自動的に最適な温度勾配を決定
Solubility
します。図13は加熱と冷却(または溶媒、貧溶媒添加)を自動的に切り替
え、核発生させたり、微粒子を溶解させたりすることで、目標の FBRM®の
カウント数を維持させる操作法の概念図です。結果として微粒子の生成 Temperature
と溶解を繰り返し、検出される総カウント数(カウント/秒)は設定値内
図
にとどまり続けます。 13
典型的な Direct Nucleation Contro(l DNC)の
操作データ
この手法をまずグリシン-水系の貧溶媒晶析に適用しました。図14 aは
FBRM®のカウント数を2000個(カウント/秒)に設定し、制御した典型
例です。プロセスの初期でカウント数が設定値に安定
するまで、オーバーシュートとアンダーシュートが見ら
れます。この最初のオーバーシュートは一次核発生に
ともなうカウント数の急激な上昇に由来しています。 a. 4000 Number of Counts
続く核発生(二次核発生)では、急激なカウント数の Target Counts/s 21
上昇は見られず、容易にカウント数を設定値に制御、 Solvent
Anti-solvent
維持しています。図14 bでは、微粒子のカウント数が
3000
晶析中、比較的一定に保たれ、一方粗粒子のカウント 16
数は一貫して上昇していることを示しています。この 2000
制御を用いた晶析工程では、明らかに結晶成長が支 11
配的なメカニズムであることを示しています。
1000 6
図15は、この手法が特定の粒度または粒度分布をね
らって生成できる手段であることを示しています。小
0 1
さい結晶が必要なら、制御するカウント数を多く設定 0 20 40 60 80
し(例えば 4000/秒)、大きな結晶が必要ならカウ Time (min)
ント数を少なく設定して(例えば 2000/秒)制御す
れば良いのです。注意しておきたいのは、この例では
FBRM®の総カウント数が制御用設定値として使われ b. 2000 Fine (<22µm)Coarse (>250µm) 400
ていることです。プローブで測定された全ての粒子の
総数を測定値として用いることが、常に最良の統計値 1500
とは限りません。対象とする結晶の粒度や形に応じて 300
統計値を選択するほうがより適切でしょう。例えば微
小結晶の核発生と溶解の制御に対しては 0~ 20μm 1000 200
のコード長範囲のカウント数を使うなどです。
また複数の統計値を組み合わせて使用すれば、 500 100
単一の数値より堅牢な制御用設定値となるでしょ
う。Square Wightの平均値(Mean)や Chewら 4が使
った変動係数など、粒度の情報を制御用設定値に取 0 1
0 20 40 60 80
り入れれば、より堅牢な制御戦略が構築できます。総 Time (min)
合的に考えて、この制御アプローチは特に顧客の要求
に応えてさまざまな粒度仕様の製品を供給しなけれ 図14 (a)FBRM®の総カウント数(カウント/秒)
ばならない委託製造者に有用です。さらに所望の粒度が晶析工程で直接 と貧溶媒/溶媒添加速度の変化
(b)FBRM®の微小カウント(fine)と大カウ
得られ、粉砕工程を省略できることから、経済効率の面でのメリットも大 ント(Coarse)の変化
きいはずです。
10
Number of Counts/s (Fine) Counts/Second
Concentration
Number of Counts/s (Coarse) Addition Rate (g/min)
Page11
最近、Saleemiら 7はこの手法を用いて、心血管作動
薬の原薬(API)の最終製品の粉体特性を改善しまし
た。従来の線形冷却による晶析では結晶が凝集し、凝
集体の中に内包された溶媒により強い臭気が残って 300
いました。製剤工程においては、錠剤化に際し流動性
と圧縮性を上げるため、大きな一次粒子が必要とされ
ており、大きな一次粒子は残存溶媒の臭気問題の解
決にも有効と考えられました。臭気と粒度の問題は、 200
晶析の後に温度サイクリングを行うことで解決できる
はずですが、温度サイクリングの回数や、上限温度、下
Uncontrolled
限温度、さらに加熱、冷却速度をトライアンドエラー
100 4000 #/Sec
の実験で決定しなければなりません。そこで核発生を 2000 #/Sec
自動で直接制御するこの手法により、必要な温度サイ
クリングの回数を一回の晶析実験で自動的に決定し
ました。この手法では従来の線形冷却プロセスに比 0
べ、粒度や凝集の点で優れた品質を持つ製品の製造 0 20 40 60 80
に成功しました(凝集がなく、残存溶媒も無く、臭気 Time (min)
も無い)。この手法ではプロセス最適化によくあるト
ライアンドエラーの実験を延々と行うことなく、開発 図15 平均コード長(square-weighted)の比較:
時間を大幅に短縮できました。 制御なし、DNC適用(2000カウント/秒)、
DNC適用(4000カウント/秒)
まとめ
種晶添加はバッチ晶析工程に一貫性と再現性をもたらす主要な方法です。
この手法を成功させるには、種晶添加法の構築として、種結晶の条件を検
討する必要があります。多くの場合、種晶添加から15~30分が種結晶の
効果を左右する最も重要な時間です。温度は変化し過飽和度が高い段階
ですから、サンプリングは難しいですが、In Situでの種結晶の挙動モニタ
リングは極めて有用です。特に新しいプロセスのスケールアップでは、ラボ
スケールとの流体力学の違いが、種結晶の分散速度および核発生と成長
速度にも影響するため In Situモニタリングが重要といえます。
スケールアップを通して種結晶挙動を数値化しておけば、製造の成功確
率が飛躍的に上昇するとともに、予期せぬプロセス挙動の発生後、追加
のスケールダウン実験を実施し最適化するといった事態も避けることが
できます。結晶の粒度とカウント数をリアルタイムにモニタリングすること
で、プロセス内にシードベッドを生成でき、直接フィードバック制御をかけ
て、最終製品を所望の紛体特性を得るための粒度分布に合致させること
が可能です。
11
Mean Chord Length (sq weighted)
Page12
付録A :収束ビーム反射測定(FBRM®)
最適化のためのリアルタイム測定法 - FBRM®は非常に高精度、高感
度な技術であり、粒度分布、粒子形状、粒子数の変化を追跡します。検
出範囲は 0.5~ 2000μmと広く、粒子の形成挙動をリアルタイムに測
定できるため、プロセスの制御と最適化に用いられています。また、高濃
度なサンプル(70%やそれ以上)や、不透明な懸濁状態でも、サンプリ
ングやサンプル調整が不要です。
図c. コード長分布
レーザー光源
レーザー光もどり
光学系
1 2 3 4
図b.
図a. 図d. 統計値のトレンドグラフ
サファイアウィンドウ
FBRM®の原理
FBRM®プローブを溶液や流動す 離と定義されています。通常 1秒
る高濃度スラリー、液滴、エマル 毎に数千のコード長が個々に測定
ション、または流動層に直接差し され、コード長分布(Chord Length
込みます。接液部であるサファイ Distribution:CLD)が形成されます
アウィンドウの表面にレーザーが (図c)。CLDは粒子全体の指紋で
収束されます(図a)。拡大図に あり、そこから得られる統計値を用
レーザー光が粒子の集合体で後 い、粒子のサイズや個数の変化を
方散乱され、プローブに戻る仕組 リアルタイムでモニタリングするこ
みを示しました(図b)。後方散乱 とができます(図d)。
光のパルスはプローブで捕捉さ
れ、コード長に変換されます。 従 来の粒子 分析技 術とは異
コード長とはスキャン速度(レー なり、FBRM®は粒子の形状を仮定
ザー光の移動速度)とパルス幅 しません。よってこの原理による測
(時間)を掛けたものです。一つ 定値は、粒子のサイズ、形状、個数
のコード長(測定された粒子のサ の変化を直接表す測定値として利
イズ)とは粒子や粒子集合体の、 用できます。
ある一端から一端までの直線距
12
Page13
文 献
1. Barrett, P. and B. Glennon, Characterizing the metastable zone width and solubility
curve using Lasentec FBRM and PVM, Chemical Engineering Research & Design 80
(A7): 799-805 (2002).
2. Chen, C-S. & Timmermans, J., 2006. Crystallization Process Monitoring in
Pharmaceutical Manufacturing, Mettler-Toledo Users Conference.
3. Mousaw, P., Saranteas, K. & Prytko, B., 2008. Crystallization Improvements of a
Diastereomeric Kinetic Resolution through Understanding of Secondary Nucleation.
Organic Process Research & Development, 12(2), 243-248.
4. Chew, J.W., Chow, P.S. & Tan, R.B.H., 2007. Automated In-line Technique Using FBRM
to Achieve Consistent Product Quality in Cooling Crystallization. Crystal Growth &
Design, 7(8), 1416–1422.
5. Hermanto, M.W., Chow, P.S. & Tan, R.B.H., 2010. Implementation of Focused Beam www.mt.com/crystallization
Reflectance Measurement (FBRM) in Antisolvent Crystallization to Achieve Consistent Benjamin Smith
Product Quality. Crystal Growth & Design, 10(8), 3668-3674.
Ben_Smith@mt.com
6. Abu Bakar, M. R., 2009. The Impact of Direct Nucleation Control on Crystal Size
Distribution in Pharmaceutical Crystallization Processes. Crystal Growth, 9(3),
1378-1384.
7. Saleemi, A.N., Steele, G., Pedge, N.I., Freeman, A. & Nagy, Z.K., 2012. Enhancing メトラートレドについて
the Crystalline Properties of a Cardiovascular Active Pharmaceutical Ingredient Using メトラートレドの技術コンサルタントの
a Process Analytical Technology Based Crystallization Feedback Control Strategy. 世界的ネットワークは、有機化学、化学
International Journal of Pharmaceutics, 430, 56-64
品開発、スケールアップをサポートし
8. Bakar, M.R.A., Nagy, Z.K. & Rielly, C.D., 2009. Seeded Batch Cooling Crystallization ます。
with Temperature Cycling for the Control of Size Uniformity and Polymorphic Purity of
Sulfathiazole Crystals. Organic Process Research & Development, 13(6),1343–1356.
ブログ
Chemical Research, Development and
Scale-upブログは、最新の文献情報
や、弊社技術者および官学民の研究者
による専門的なコメントを掲載してい
ます。
カスタマーコミュニティ
カスタマーコミュニティサイトは、
弊社装置をお持ちのお客様が自由
にアクセスしていただき、文献リス
トやアプリケーションレポート、実例
集、トレーニング資料をご利用いただ
けます。こちらからオンデマンドのウェ
ビナーにもアクセスできます。
ソーシャルメディア
Facebook と Twitter でも化学合成、化
学工学、スケールアップに関する最新情
報をアップデートしています。
メトラー・トレド株式会社 オートケム事業部
〒110-0008 東京都台東区池之端2-9-7 池之端日殖ビル6F
TEL: 03-5815-5515 FAX: 03-5815-5525
●製品の仕様・価格は予告なく変更することがありますので、あらかじめご了承ください
©2/2017 Mettler-Toledo K.K.