




チップ式工具でここまで仕上げができます!
関連メディア
このカタログについて
| ドキュメント名 | アルファポリッシュミルVタイプ ASPVmini形 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.8Mb |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ASPV mini type
アルファ ポリッシュミル Vタイプ ASPVmini形
Polish Mill V type ASPVmini
MOLDINO Tool Engineering, Ltd.
New Produc t News No.2002-2 2020-10
Page2
立壁・底面一発仕上げへの近道
Obviates the need for reworking on walls and bottom surfaces finishing
小径多刃シリーズに高精度仕上げ工具が追加。 TH308 加工用途 Applications
快削刃形が立壁加工のお困り事を解決します。 銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼Pure 合金鋼 工具鋼 焼入れ鋼 45~55HRC 55~62HRC
Copper Carbon steel Stainless steel 30~45HRC Hardened steel Hardened steel
We’ve added high-precision finishing tools to our small-diameter Alloy steel Tool steel Pre-hardened steel 45̃55HRC 55̃62HRC 仕上
Hardened steel
multi-flute cutting tool series. 30̃45HRC Finishing
The free-cutting edge shape solves issues related to vertical wall cutting.
課題 壁に倒れが生じてしまい、欲しい寸法精度に入らない。 課題
Issue Issue L/D※が 8以上の深部でも高い垂直度が欲しい。
01 再加工・再々加工の時間がもったいない。 Requires high verticality, even at deep points where the L/D is eight or greater.Inability to achieve desired dimensional accuracy with deflected walls.Reworking consumes much time. 02 ※L/D:工具径(D)と工具突き出し量(L)の比率
※L/D:Ratio of tool diameter (D) and tool overhang (L)
突き加工
課題解決のご提案! 課題解決のご提案! Vertical cutting
Proposed solutions Proposed solutions
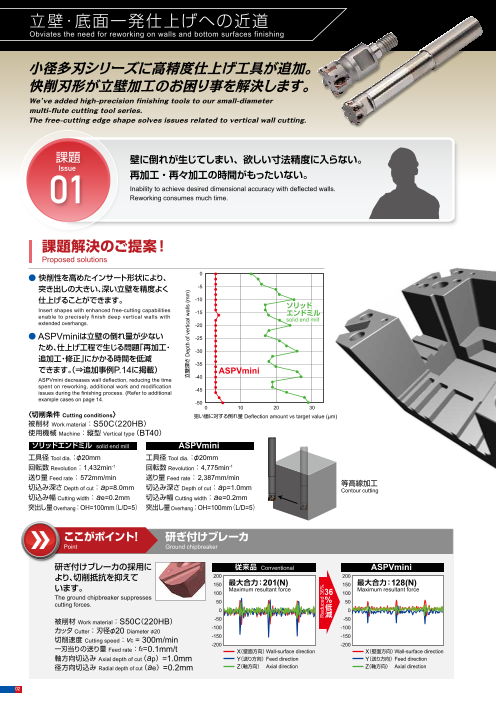
● 快削性を高めたインサート形状により、 0 ● 突き出し量が極めて大きく等高線が難しい環境でも、
突き出しの大きい、深い立壁を精度よく -5 突き加工で立壁精度を向上することができます。
仕上げることができます。 -10 Vertical cutting improves vertical wall accuracy, even when it’ s difficult to cut the wall at constant
ソリッド depth due to extremely long overhangs.
Insert shapes with enhanced free-cutting capabilities -15
enable to precisely finish deep vertical walls with エンドミルsolid end mill
extended overhangs. -20 等高線加工 Depth constant cutting 突き加工 Vertical cutting
● ASPVminiは立壁の倒れ量が少ない -25 工具径 Tool dia.:φ11mm 工具径 Tool dia.:φ11mm
ため、仕上げ工程で生じる問題「再加工・ -30 回転数 Revolution:2,893min-1 回転数 Revolution:2,893min-1
追加工・修正」にかかる時間を低減 送り量 Feed rate: 463mm/min 送り量 Feed rate: 463mm/min
-35
できます(。⇒追加事例P.14に掲載) ASPVmini 切込み深さ Depth of cut:ap=0.5mm ピックフィード Pick feed:pf=0.2mm
ASPVmini decreases wall deflection, reducing the time -40 切込み幅 Cutting width:ae=0.1mm 切込み幅 Cutting width:ae=0.1mm
spent on reworking, additional work and modification
issues during the finishing process. (Refer to additional -45 突出し量Overhang:OH=90mm(L/D=8.2) 1mm 突出し量Overhang:OH=90mm(L/D=8.2) 1mm
example cases on page 14. エアブロー Air-blow 倒れ量 Deflection amount: エアブロー Air-blow 倒れ量 Deflection amount:-50 21.7µm 8.7µm
0 10 20 30
〈切削条件 Cutting conditions〉 狙い値に対する倒れ量 ※突き加工でのみご使用ください。 Deflection amount vs target value (µm) Use only in pushing-down direction.
被削材 Work material:S50C(220HB)
使用機械 Machine:縦型 Vertical type( BT40)
ソリッドエンドミル solid end mill ASPVmini 課題 長時間の仕上げ加工で工具が摩耗し、
工具径 Tool dia.:φ20mm 工具径 Tool dia.:φ20mm Issue
回転数 Revolution:1,432min-1 回転数 Revolution:4,775min-1
送り量 Feed rate: 572mm/min 送り量 Feed rate: 2,387mm/min
切込み深さ 等高線加工Depth of cut:ap=8.0mm 切込み深さ Depth of cut:ap=1.0mm Contour cutting 03 面品位や寸法精度が安定しない。The tool wears due to prolonged finishing, resulting in unstable surface grade or problems with dimensional accuracy.
切込み幅 Cutting width:ae=0.2mm 切込み幅 Cutting width:ae=0.2mm
突出し量Overhang:OH=100mm(L/D=5) 突出し量Overhang:OH=100mm(L/D=5)
ここがポイント! 研ぎ付けブレーカ 課題解決のご提案!
Point Ground chipbreaker Proposed solutions
研ぎ付けブレーカの採用に 従来品 Conventional ASPVmini ● ASPVminiインサートは新材種TH308を採用。 0.08
より、切削抵抗を抑えて 200 200 耐摩耗性に優れ、高い面品位と精度が持続できます。
います。 150
最大合力:201(N) 150 最大合力:128(N) 0.06
Maximum resultant force 36 Maximum resultant force
The ASPVmini inserts use the new grade "TH308" which offers excellent abrasion 従来品 Conventional
100 100 resistance to maintain high surface grade and accuracy.
The ground chipbreaker suppresses %
cutting forces. 50 50 0.04
0 低 0
減 機械 Machine:縦型3軸M/C( HSK63主軸) Vertical 3-axis M/C( HSK63)
被削材 Work material:S50C(220HB) -50 -50 被削材 Work material:SKD61相当 Equivalent to SKD61( 45HRC) 0.02 TH308
カッタ :刃径φ20 -100 -100Cutter Diameter φ20 工具 Tool: ボディ Body ASPVM1012R-3-M6
切削速度 :v -150 -150Cutting speed c = 300m/min インサート Insert MPHT040205ZEL-0.5 0.00
一刃当りの送り量 : =0.1mm/t -200 -200 切削速度 :vc
0 30 60 90 120 150 180 210 240
Feed rate fz X(壁面方向)Wall-surface direction X(壁面方向)Wall-surface direction Cutting speed = 250m/min
軸方向切込み Axial depth of cu(t ap)=1.0mm Y(送り方向)Feed direction Y(送り方向)Feed direction 一刃当りの送り量 Feed rate: fz=0.1mm/t 加工時間 Cutting time (min)
径方向切込み Radial depth of cu(t ae)=0.2mm Z(軸方向) Axial direction Z(軸方向) Axial direction 軸方向切込み Axial depth of cu(t ap)=1.0mm
径方向切込み Radial depth of cu(t ae)=0.1mm
エアブロー Air-blow
02
立壁深さ Depth of vertical walls (mm)
Reduced 36%
逃げ面最大摩耗幅 VBmax (mm)
Page3
立壁・底面一発仕上げへの近道
Obviates the need for reworking on walls and bottom surfaces finishing
小径多刃シリーズに高精度仕上げ工具が追加。 TH308 加工用途 Applications
快削刃形が立壁加工のお困り事を解決します。 銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼Pure 合金鋼 工具鋼 焼入れ鋼 45~55HRC 55~62HRC
Copper Carbon steel Stainless steel 30~45HRC Hardened steel Hardened steel
We’ve added high-precision finishing tools to our small-diameter Alloy steel Tool steel Pre-hardened steel 45̃55HRC 55̃62HRC 仕上
Hardened steel
multi-flute cutting tool series. 30̃45HRC Finishing
The free-cutting edge shape solves issues related to vertical wall cutting.
課題 壁に倒れが生じてしまい、欲しい寸法精度に入らない。 課題
Issue Issue L/D※が 8以上の深部でも高い垂直度が欲しい。
01 再加工・再々加工の時間がもったいない。 Requires high verticality, even at deep points where the L/D is eight or greater.Inability to achieve desired dimensional accuracy with deflected walls.Reworking consumes much time. 02 ※L/D:工具径(D)と工具突き出し量(L)の比率
※L/D:Ratio of tool diameter (D) and tool overhang (L)
突き加工
課題解決のご提案! 課題解決のご提案! Vertical cutting
Proposed solutions Proposed solutions
● 快削性を高めたインサート形状により、 0 ● 突き出し量が極めて大きく等高線が難しい環境でも、
突き出しの大きい、深い立壁を精度よく -5 突き加工で立壁精度を向上することができます。
仕上げることができます。 -10 Vertical cutting improves vertical wall accuracy, even when it’ s difficult to cut the wall at constant
ソリッド depth due to extremely long overhangs.
Insert shapes with enhanced free-cutting capabilities -15
enable to precisely finish deep vertical walls with エンドミルsolid end mill
extended overhangs. -20 等高線加工 Depth constant cutting 突き加工 Vertical cutting
● ASPVminiは立壁の倒れ量が少ない -25 工具径 Tool dia.:φ11mm 工具径 Tool dia.:φ11mm
ため、仕上げ工程で生じる問題「再加工・ -30 回転数 Revolution:2,893min-1 回転数 Revolution:2,893min-1
追加工・修正」にかかる時間を低減 送り量 Feed rate: 463mm/min 送り量 Feed rate: 463mm/min
-35
できます(。⇒追加事例P.14に掲載) ASPVmini 切込み深さ Depth of cut:ap=0.5mm ピックフィード Pick feed:pf=0.2mm
ASPVmini decreases wall deflection, reducing the time -40 切込み幅 Cutting width:ae=0.1mm 切込み幅 Cutting width:ae=0.1mm
spent on reworking, additional work and modification
issues during the finishing process. (Refer to additional -45 突出し量Overhang:OH=90mm(L/D=8.2) 1mm 突出し量Overhang:OH=90mm(L/D=8.2) 1mm
example cases on page 14. エアブロー Air-blow 倒れ量 Deflection amount: エアブロー Air-blow 倒れ量 Deflection amount:-50 21.7µm 8.7µm
0 10 20 30
〈切削条件 Cutting conditions〉 狙い値に対する倒れ量 ※突き加工でのみご使用ください。 Deflection amount vs target value (µm) Use only in pushing-down direction.
被削材 Work material:S50C(220HB)
使用機械 Machine:縦型 Vertical type( BT40)
ソリッドエンドミル solid end mill ASPVmini 課題 長時間の仕上げ加工で工具が摩耗し、
工具径 Tool dia.:φ20mm 工具径 Tool dia.:φ20mm Issue
回転数 Revolution:1,432min-1 回転数 Revolution:4,775min-1
送り量 Feed rate: 572mm/min 送り量 Feed rate: 2,387mm/min
切込み深さ 等高線加工Depth of cut:ap=8.0mm 切込み深さ Depth of cut:ap=1.0mm Contour cutting 03 面品位や寸法精度が安定しない。The tool wears due to prolonged finishing, resulting in unstable surface grade or problems with dimensional accuracy.
切込み幅 Cutting width:ae=0.2mm 切込み幅 Cutting width:ae=0.2mm
突出し量Overhang:OH=100mm(L/D=5) 突出し量Overhang:OH=100mm(L/D=5)
ここがポイント! 研ぎ付けブレーカ 課題解決のご提案!
Point Ground chipbreaker Proposed solutions
研ぎ付けブレーカの採用に 従来品 Conventional ASPVmini ● ASPVminiインサートは新材種TH308を採用。 0.08
より、切削抵抗を抑えて 200 200 耐摩耗性に優れ、高い面品位と精度が持続できます。
います。 150
最大合力:201(N) 150 最大合力:128(N) 0.06
Maximum resultant force 36 Maximum resultant force
The ASPVmini inserts use the new grade "TH308" which offers excellent abrasion 従来品 Conventional
100 100 resistance to maintain high surface grade and accuracy.
The ground chipbreaker suppresses %
cutting forces. 50 50 0.04
0 低 0
減 機械 Machine:縦型3軸M/C( HSK63主軸) Vertical 3-axis M/C( HSK63)
被削材 Work material:S50C(220HB) -50 -50 被削材 Work material:SKD61相当 Equivalent to SKD61( 45HRC) 0.02 TH308
カッタ :刃径φ20 -100 -100Cutter Diameter φ20 工具 Tool: ボディ Body ASPVM1012R-3-M6
切削速度 :v -150 -150Cutting speed c = 300m/min インサート Insert MPHT040205ZEL-0.5 0.00
一刃当りの送り量 : =0.1mm/t -200 -200 切削速度 :vc
0 30 60 90 120 150 180 210 240
Feed rate fz X(壁面方向)Wall-surface direction X(壁面方向)Wall-surface direction Cutting speed = 250m/min
軸方向切込み Axial depth of cu(t ap)=1.0mm Y(送り方向)Feed direction Y(送り方向)Feed direction 一刃当りの送り量 Feed rate: fz=0.1mm/t 加工時間 Cutting time (min)
径方向切込み Radial depth of cu(t ae)=0.2mm Z(軸方向) Axial direction Z(軸方向) Axial direction 軸方向切込み Axial depth of cu(t ap)=1.0mm
径方向切込み Radial depth of cu(t ae)=0.1mm
エアブロー Air-blow
03
立壁深さ Depth of vertical walls (mm)
Reduced 36%
逃げ面最大摩耗幅 VBmax (mm)
Page4
ラインナップ
Line Up
スチールシャンクタイプ Steel shank Type ASPV10 R- は数字が入ります。Numeric figure in a circle .
Fig.1
(一般形)
(Standard type)
L1
L
Fig.2
(アンダーカット形)
(Undercut type)
L1
※φDc >φ Ds L
商品コード 在庫 刃数 寸 法 Size (mm) 形状 適用インサート 希望小売価格(円)
Item Code Stock No.of Flutes φDc L L1 φD1 φDs Shape Recommended insert
Suggested
Retail Price(¥)
ASPV1010R-2 ● 2 10 100 30 9.4 10 Fig-1 一般形Standard type 19,380
ASPV1011R-2 ● 2 11 100 30 9.4 10 Fig.2 アンダーカット形Undercut type 19,380
ASPV1012R-3 ● 3 12 100 40 11.2 12 Fig-1 一般形Standard type 23,460
ASPV1013R-3 ● 3 13 100 40 11.2 12 Fig.2 アンダーカット形Undercut type 23,460
ASPV1016R-4 ● 4 16 130 50 14.5 16 Fig-1 一般形Standard type 33,660
ASPV1017R-4 ● 4 17 130 50 14.5 16 Fig.2 アンダーカット形Undercut type MPHT0402〇〇 ZEL(- 〇〇 ) 33,660
ASPV1020R-5 ● 5 20 160 60 18 20 Fig-1 一般形Standard type 38,760
Fig.2 アンダーカット形 特長 FeaturesASPV1021R-5 ● 5 21 160 60 18 20 Undercut type 38,760
ASPV1025R-6 ● 6 25 180 75 23 25 Fig-1 一般形 快削ブレーカStandard type 44,880 Free-cutting chipbreaker 外周切れ刃
ASPV1026R-6 ● 6 26 180 75 23 25 Fig.2 アンダーカット形Undercut type 44,880 炭素鋼など加工面が曇りやすい被削材 Peripheral cutting edge
ASPV1032R-8 ● 8 32 200 100 30 32 Fig-1 一般形 56,100 でも高い加工面品位実現。Standard type 側面加工時の外周切れ刃として作用します。
工具突き出しが長い加工環境において Functions as peripheral cutting edge when side cutting.
も高い加工寸法精度を維持できます。
Achieves high-cutting surface grades, even for
モジュラータイプ Modular Type ASPVM10 R- -M は数字が入ります。 work materials whose cut surface tends to be Numeric figure in a circle . cloudy, like carbon steel.
Maintains high dimensional accuracy when
C(E=レンチサイズ )C(E=Wrench size) cutting, even for tools with long overhangs. ● ワイパー刃なし ● ワイパー刃付き
M ・Without wiper edge ・With wiper edge
正面切れ刃
Front cutting edge
底面仕上げ加工時に作用します。 This edge is used for bottom surface finishing.
L1 各Rサイズにワイパ―刃付き形状を Various shapes with wiper edges are lined up
Lf L2 for each R size.
ラインアップ。 Makes it possible to boost feed rates when
底面仕上げ加工時の送りを上げること finishing bottom surfaces.
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート 希望小売価格(円) ができます。
Item Code Stock No.of Flutes φDc Lf φD2 M φDb L1 L2 C E Recommended insert
Suggested
Retail Price(¥)
ASPVM1010R-2-M6 ● 2 10 20 6.5 M6 9.4 5.5 14.5 5 7 19,380
※ ASPVM1011R-2-M6 ● 2 11 20 6.5 M6 9.8 5.5 14.5 5 7 19,380 部品番号 Parts
ASPVM1012R-3-M6 ● 3 12 20 6.5 M6 9.8 5.5 14.5 5 7 23,460 本体には付属しておりません(別売)
部品名 クランプねじ ドライバー Not included with product (sold separately)
※ ASPVM1013R-3-M6 ● 3 13 20 6.5 M6 9.8 5.5 14.5 5 7 23,460 Parts Clamp screw Screw Driver ねじ焼き付き防止剤
Screw anti-seizure agent
ASPVM1016R-4-M8 ● 4 16 25 8.5 M8 12.8 5.5 17 8 10 33,660
形状
※ ASPVM1017R-4-M8 ● 4 17 25 8.5 M8 12.8 5.5 17 8 10 MPHT0402○○ ZEL(- 〇〇 ) 33,660 Shape
希望小売価格 希望小売価格 希望小売価格
ASPVM1020R-5-M10 ● 5 20 30 10.5 M10 17.8 5.5 19 10 15 38,760 締付トルク
適用カッタ Fastening torque (円) (円) (円)
(N・m) Suggested retail Suggested retail Suggested retail※ ASPVM1021R-5-M10 ● 5 21 30 10.5 M10 17.8 5.5 19 10 15 38,760 Cutter body price (¥) price (¥) price (¥)
ASPVM1025R-6-M12 ● 6 25 30 12.5 M12 20.8 5.5 22 10 17 44,880 ASPV10 R-
ASPVM10 R- -M 240-140 0.5 720 104-T6 1,500 P-37 840
※ ASPVM1026R-6-M12 ● 6 26 30 12.5 M12 20.8 5.5 22 10 17 44,880
クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。
ASPVM1032R-8-M16 ● 8 32 30 17 M16 28.8 6 23 12 22 56,100 クランプねじは、工具径13mm以下に予備が1本、工具径16mm以上に2本付属します。
※ p6-7 モジュラ―ミル専用シャンクをセットで使用すると干渉がありません。 Use with a shank for modular mills (pages 6 and 7) eliminates interference. The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.As spare parts for the tools, one clamp screw is attached when the tool diameter is 13 mm or smaller, while two clamp screws are attached when the tool diameter is 16 mm or larger.
●印:標準在庫品です。●:Stocked Items.
04
φDc
φDc φDc
φD1 φD1
φD2
φDb
φDs φDs
Page5
ラインナップ
Line Up
インサート Inserts
h h
rε T W rε T
B B
Fig.1 Fig.2
P 鋼 Carbon Steel
M SUS 等 SUS, etc. :一般切削・第一推奨
K FC・FCD General cutting, First recommendation
H 高硬度材 Hardened steels
商品コード 精度 寸 法 Size (mm) 形状 希望小売価格(円)
Item code Tolerance
TH308
Class B W T h rε Shape
Suggested
Retail Price(¥)
MPHT040202ZEL ● 0 Fig. 1 1,380
0.2
MPHT040202ZEL-0.5 ● 0.5 Fig. 2 1,380
MPHT040205ZEL H 級 ● 0 Fig. 1 1,3804.3 2 2.3 0.5
MPHT040205ZEL-0.5 H ● 0.5 Fig. 2 1,380
MPHT040210ZEL ● 0 Fig. 1 1,380
1
MPHT040210ZEL-0.5 ● 0.5 Fig. 2 1,380
特長 Features
快削ブレーカ
Free-cutting chipbreaker 外周切れ刃
炭素鋼など加工面が曇りやすい被削材 Peripheral cutting edge
でも高い加工面品位実現。 側面加工時の外周切れ刃として作用します。
工具突き出しが長い加工環境において Functions as peripheral cutting edge when side cutting.
も高い加工寸法精度を維持できます。
Achieves high-cutting surface grades, even for
work materials whose cut surface tends to be
cloudy, like carbon steel.
Maintains high dimensional accuracy when
cutting, even for tools with long overhangs. ● ワイパー刃なし ● ワイパー刃付き
・Without wiper edge ・With wiper edge
正面切れ刃
Front cutting edge
底面仕上げ加工時に作用します。 This edge is used for bottom surface finishing.
各Rサイズにワイパ―刃付き形状を Various shapes with wiper edges are lined up for each R size.
ラインアップ。 Makes it possible to boost feed rates when
底面仕上げ加工時の送りを上げること finishing bottom surfaces.
ができます。
部品番号 Parts
本体には付属しておりません(別売)
部品名 クランプねじ ドライバー Not included with product (sold separately)
Parts Clamp screw Screw Driver ねじ焼き付き防止剤
Screw anti-seizure agent
形状
Shape
締付トルク 希望小売価格 希望小売価格 希望小売価格
適用カッタ Fastening torque (円) (円) (円) Suggested retail Suggested retail Suggested retail
Cutter body (N・m) price (¥) price (¥) price (¥)
ASPV10 R-
ASPVM10 R- -M 240-140 0.5 720 104-T6 1,500 P-37 840
クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。
クランプねじは、工具径13mm以下に予備が1本、工具径16mm以上に2本付属します。
The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.
As spare parts for the tools, one clamp screw is attached when the tool diameter is 13 mm or smaller, while two clamp screws are attached when the tool diameter is 16 mm or larger.
●印:標準在庫品です。●:Stocked Items.
05
Page6
ラインナップ
Line Up
モジュラーミル専用シャンク The Shanks for Modular Mill モジュラーミル専用シャンク The Shanks for Modular Mill
■ 超硬シャンク Carbide Shank ■ 鋼シャンク Steel Shank L3、Lf、L1、寸法はASPV mini取付け時を示します。 Stated dimensions for L3, Lf, and L1 are with ASPV mini attached.
L 3 L3
L L
L1 L1 L 3 L 3
L f L2 Rs L f L2 Rs
L L1 L L 1
L f Rs L f L 2 Rs
M M
Aタイプ A type Bタイプ B type
L3
L M
L1 Aタイプ A type M Bタイプ B type
L f L2 Rs
L 3
L 3 L
L
L L 2 Rs
M L
1
1
Cタイプ C type L f L 2 Rs L f
L3、Lf、L1、寸法はASPV mini取付け時を示します。 Stated dimensions for L3, Lf, and L1 are with ASPV mini attached.
エアー穴 希望小売
商品コード 寸 法 Size (mm) タイプ 適用カッタ 有無 価格(円) M
Item Code Type Cutter body With/ M
φD2 M L3 L Lf L2 L1 Rs φD3 φDS φD4 without
Suggested
air hole retail price (¥) Cタイプ (首テ-パ) C type (Tapered neck) Dタイプ D type
ASC10-6.5-74-24Z ● 94 74 24 44 50 φ10 22,440
ASC10-6.5-84-34Z ● 6.5 M6 104 84 34 54 50 (φ11)
※3 24,280
ASC10-6.5-114-49Z 20 9.3 10 A● - ※3
○ エアー穴
134 114 49 69 65 (φ12) 26,320 寸 法 Size (mm) 希望小売
ASC10-6.5-114-24Z 有無● 24 44 90 (φ13)※3 26,320 商品コード 在庫 タイプ 適用カッタ With/ 価格(円)
Item Code Stock Type Cutter body
ASC12-6.5-74-24Z 94 74 24 44 50 without
Suggested
● (φ10)※4 31,320 φD2 M L3 L Lf L2 L1 Rs φD3 φDs φD4 air hole retail price (¥)
ASC12-6.5-94-44Z ● 114 94 44 64 50 (φ11)※46.5 M6 B 32,540 20 AS10-6.5-74-0
● 6.5 M6 94 74 20 - 20 74 - 10 - A φ10 - 18,160
ASC12-6.5-129-64Z ● 149 129 64 84 65
11 12 11.5 φ12 ○ 34,380 AS12-6.5-84-4 ● 6.5 M6 104 84 20 4 24 80 11 12 - B φ11 φ12 - 21,120
ASC12-6.5-129-24Z ● 24 44 105 ( φ13)※3 34,380 AS16-8.5-95-15 ● 8.5 M8 120 95 25 15 40 80 14.5 16 15.5 C φ16 ○ 24,480
ASC16-8.5-95-30Z ● 120 95 30 55 65 41,820 AS20-10.5-100-20 ● 10.5 M10 130 100 30 20 50 80 18 20 - D φ20 ○ 27,540
ASC16-8.5-120-55Z ● 145 120 55 80 65 45,700 AS25-12.5-115-35 ● 12.5 M12 145 115 30 35 65 80 23 25 - D φ25 ○ 30,810
ASC16-8.5-140-75Z ● 8.5 M8 165 140 25 75 100 65 14.5 16 15.5 B φ16 ○ 48,660 AS32-17-110-30 ● 17 M16 140 110 30 30 60 80 28 32 - D φ32 ○ 36,930 ※3
ASC16-8.5-160-95Z ● 185 160 95 120 65
(φ17)
51,210 【注意】 ①市販のミ-リングチャックにて使用できます。 【Note】 ①Commercial milling chucks can be used.
ASC16-8.5-160-30Z ● 185 160 30 55 130 51,210 ②ASRM/ARM/AHUM/ARPFM/BCFM/ABPFM等の他種モジュラータイプ ②Please note that the dimensions for L3, Lf, and L1 may be different when
ASC20-10.5-120-50Z ● 150 120 50 80 70 49,370 ホルダの取り付け時にはL3、Lf、L1、寸法が異なる場合がありますので注意して下さい。 attached to other modular-type holders such as ASRM, ARM, AHUM, ARPFM, BCFM, ABPFM, etc.
ASC20-10.5-170-90Z ● 10.5 M10 200 170 90 120 8030 18.5 20 19.5 φ20 ○ 55,290 ASC20-10.5-220-120Z ● 250 220 120 150 100
B (φ21)※3 60,800
ASC20-10.5-270-150Z ● 300 270 150 180 120 77,120 Features
ASC20-10.5-220-50Z ● 10.5 M10 250 220 170
特長
30 50 80 18.5 20 19.5 φ20 ○ 60,800 ASC20-10.5-270-50Z 300 270 220 B● (φ21)※3 77,120
ASC25-12.5-145-65 175 145 65 95 80 シャンク+1mm刃径品の選択肢 Option to use item with shank diameter + 1 mm ● 56,510
ASC25-12.5-215-115 ● 12.5 M12 245 215 115 145 100 23 25 φ25 ○ 66,200
ASC25-12.5-265-145 ● 295 265
30 145 175 120 - C (φ26)※3 77,120 クリアランス無し クリアランスあり。干渉のリスクを低減No clearance Clearance.Reduces risk of interference.
ASC25-12.5-315-195 ● 345 315 195 225 120 99,450
ASC25-12.5-265-65 ● 12.5 M12 295 265 20065 95 23 25 φ25 ○ 77,120
ASC25-12.5-315-65 ● 345 315
30 250 - C (φ26)※3 99,450
ASC32-17-160-80 ● 190 160 80 110 80 85,680
ASC32-17-210-110 ● 240 210 110 140 100 86,700
ASC32-17-260-140 ● 17 M16 290 260 30 140 170 120 28 32 - C φ32 ○ 103,020 シャンク径+1mmボディを
ASC32-17-310-190 ● 340 310 190 220 120 139,740 使用することで、壁面との
ASC32-17-360-240 ● 390 360 240 270 120 176,460
ASC32-17-260-80 ● 290 260 180 103,020 干渉リスクを抑えられます。
ASC32-17-310-80 ● 17 M16 340 310 30 80 110 230 28 32 - C φ32 ○ 139,740 Using a body with shank diameter + 1 mm reduces the risk of
ASC32-17-360-80 ● 390 360 280 176,460 interference with the wall surface.
【注意】 ①市販のミ-リングチャック、焼ばめホルダーにて使用できます。 【Note】①Commercial milling chucks or shrink-fit holders can be used.
②ASRM/ARM/AHUM/ARPFM/BCFM/ABPFM等の他種モジュラータイプ ②Please note that the dimensions for L3, Lf, and L1 may be different when attached
ホルダの取り付け時にはL3、Lf、L1、寸法が異なる場合がありますので注意して下さい。 to other modular-type holders such as ASRM, ARM, AHUM, ARPFM, BCFM,
③※3ではカッタ径がシャンク径より大きいため、シャンク部の干渉がありません。 ABPFM etc.
④※4ではカッタ径がシャンク径より小さいため、シャンク首部の干渉が生じます。 ③For ※3, since the cutter diameter is larger than the shank diameter, there is no
interference at the shank.
④For ※4, since the cutter diameter is smaller than the shank diameter, interference
occurs at the shank.
シャンク同径品(一般形) シャンク径+1mm品(アンダーカット形)
Item with identical shank diameter (Standard type) Item with shank diameter + 1 mm (Undercut type)
●印:標準在庫品です。●:Stocked Items.
06
在庫 Stock
φD2
φD 3
φD 2
φDs
φD 3
φD2
φD 3
φD 4
φDs
φDs
φD 2 φD 2
φD 3
φD 4
φDs φDs
φD 2
φD 2
φD 3
φD 3
φDs
φDs
Page7
ラインナップ
Line Up
モジュラーミル専用シャンク The Shanks for Modular Mill モジュラーミル専用シャンク The Shanks for Modular Mill
■ 超硬シャンク Carbide Shank ■ 鋼シャンク Steel Shank L3、Lf、L1、寸法はASPV mini取付け時を示します。 Stated dimensions for L3, Lf, and L1 are with ASPV mini attached.
L 3 L3
L L
L L 31 L1 L 3
L f L2 Rs L f L2 Rs
L 1 L LL 1
L f Rs L f L 2 Rs
M M
Aタイプ A type Bタイプ B type
L3
L M
L1 Aタイプ A type M Bタイプ B type
L f L2 Rs
L 3
L 3 L
L L 2 Rs
M L
L 1
1
Cタイプ C type L f L 2 Rs L f
L3、Lf、L1、寸法はASPV mini取付け時を示します。 Stated dimensions for L3, Lf, and L1 are with ASPV mini attached.
エアー穴 希望小売
商品コード 寸 法 Size (mm) タイプ 適用カッタ 有無 価格(円) M
Item Code Type Cutter body With/ M
φD2 M L3 L Lf L2 L1 Rs φD3 φDS φD4 without
Suggested
air hole retail price (¥) Cタイプ (首テ-パ) C type (Tapered neck) Dタイプ D type
ASC10-6.5-74-24Z ● 94 74 24 44 50 φ10 22,440
ASC10-6.5-84-34Z ● ※36.5 M6 104 84 34 54 50 24,280
ASC10-6.5-114-49Z 20 49 69 65 9.3 10 - A
(φ11)
(φ12)※3 ○● 134 114 26,320 商品コード 寸 法
エアー穴
Size (mm) 希望小売
ASC10-6.5-114-24Z ● 24 44 90 (φ13)※3 26,320 在庫 タイプ 適用カッタ
有無
With/ 価格(円)
Item Code Stock Type Cutter body Suggested
ASC12-6.5-74-24Z ● 94 74 24 44 50 (φ10)※4 31,320 φD2 M L3 L Lf L2 L1 Rs φD3 φDs φD4
without
air hole retail price (¥)
ASC12-6.5-94-44Z ● 114 94 44 64 50 (φ11)※4 32,540 AS10-6.5-74-0 ● 6.5 M6 94 74 20 - 20 74 - 10 - A φ10 -6.5 M6 18,160
ASC12-6.5-129-64Z 20 64 84 65 11 12● 11.5
B ○
149 129 φ12 34,380 AS12-6.5-84-4
● 6.5 M6 104 84 20 4 24 80 11 12 - B φ11 φ12 - 21,120
ASC12-6.5-129-24Z ● 24 44 105 ( φ13)※3 34,380 AS16-8.5-95-15 ● 8.5 M8 120 95 25 15 40 80 14.5 16 15.5 C φ16 ○ 24,480
ASC16-8.5-95-30Z ● 120 95 30 55 65 41,820 AS20-10.5-100-20 ● 10.5 M10 130 100 30 20 50 80 18 20 - D φ20 ○ 27,540
ASC16-8.5-120-55Z ● 145 120 55 80 65 45,700 AS25-12.5-115-35 ● 12.5 M12 145 115 30 35 65 80 23 25 - D φ25 ○ 30,810
ASC16-8.5-140-75Z ● 8.5 M8 165 140 25 75 100 65 14.5 16 15.5 B φ16 ○ 48,660 AS32-17-110-30 ● 17 M16 140 110 30 30 60 80 28 32 - D φ32 ○ 36,930
ASC16-8.5-160-95Z 185 160 95 120 65 (φ17)
※3
● 51,210 【注意】 ①市販のミ-リングチャックにて使用できます。 【Note】 ①Commercial milling chucks can be used.
ASC16-8.5-160-30Z ● 185 160 30 55 130 51,210 ②ASRM/ARM/AHUM/ARPFM/BCFM/ABPFM等の他種モジュラータイプ ②Please note that the dimensions for L3, Lf, and L1 may be different when
ASC20-10.5-120-50Z ● 150 120 50 80 70 49,370 ホルダの取り付け時にはL3、Lf、L1、寸法が異なる場合がありますので注意して下さい。 attached to other modular-type holders such as ASRM, ARM, AHUM, ARPFM, BCFM, ABPFM, etc.
ASC20-10.5-170-90Z ● 10.5 M10 200 170 90 120 80 18.5 20 19.5
ASC20-10.5-220-120Z 250 220 30 120 150 100 B
φ20 ○ 55,290
● (φ21)※3 60,800
ASC20-10.5-270-150Z ● 300 270 150 180 120 77,120 Features
ASC20-10.5-220-50Z ● 10.5 M10 250 220 170
特長
30 50 80 18.5 20 19.5 B φ20 ○ 60,800 ASC20-10.5-270-50Z ● 300 270 220 (φ21)※3 77,120
ASC25-12.5-145-65 175 145 65 95 80 シャンク+1mm刃径品の選択肢 Option to use item with shank diameter + 1 mm ● 56,510
ASC25-12.5-215-115 ● 12.5 M12 245 215 115 145 100 23 25 φ25 ○ 66,200
ASC25-12.5-265-145 295 265 30 145 175 120 - C● (φ26)※3 77,120 クリアランス無し クリアランスあり。干渉のリスクを低減No clearance Clearance.Reduces risk of interference.
ASC25-12.5-315-195 ● 345 315 195 225 120 99,450
ASC25-12.5-265-65 ● 12.5 M12 295 265 20065 95 23 25 φ25 ○ 77,120
ASC25-12.5-315-65 ● 345 315
30 250 - C (φ26)※3 99,450
ASC32-17-160-80 ● 190 160 80 110 80 85,680
ASC32-17-210-110 ● 240 210 110 140 100 86,700
ASC32-17-260-140 ● 17 M16 290 260 30 140 170 120 28 32 - C φ32 ○ 103,020 シャンク径+1mmボディを
ASC32-17-310-190 ● 340 310 190 220 120 139,740 使用することで、壁面との
ASC32-17-360-240 ● 390 360 240 270 120 176,460
ASC32-17-260-80 ● 290 260 180 103,020 干渉リスクを抑えられます。
ASC32-17-310-80 ● 17 M16 340 310 30 80 110 230 28 32 - C φ32 ○ 139,740 Using a body with shank diameter + 1 mm reduces the risk of
ASC32-17-360-80 ● 390 360 280 176,460 interference with the wall surface.
【注意】 ①市販のミ-リングチャック、焼ばめホルダーにて使用できます。 【Note】①Commercial milling chucks or shrink-fit holders can be used.
②ASRM/ARM/AHUM/ARPFM/BCFM/ABPFM等の他種モジュラータイプ ②Please note that the dimensions for L3, Lf, and L1 may be different when attached
ホルダの取り付け時にはL3、Lf、L1、寸法が異なる場合がありますので注意して下さい。 to other modular-type holders such as ASRM, ARM, AHUM, ARPFM, BCFM,
③※3ではカッタ径がシャンク径より大きいため、シャンク部の干渉がありません。 ABPFM etc.
④※4ではカッタ径がシャンク径より小さいため、シャンク首部の干渉が生じます。 ③For ※3, since the cutter diameter is larger than the shank diameter, there is no
interference at the shank.
④For ※4, since the cutter diameter is smaller than the shank diameter, interference
occurs at the shank.
シャンク同径品(一般形) シャンク径+1mm品(アンダーカット形)
Item with identical shank diameter (Standard type) Item with shank diameter + 1 mm (Undercut type)
07
在庫 Stock
φD2
φD 3
φD 2
φDs
φD 3
φD2
φD 3
φD 4
φDs
φDs
φD 2 φD 2
φD 3
φD 4
φDs φDs
φD 2
φD 2
φD 3
φD 3
φDs
φDs
Page8
標準切削条件表
Recommended Cut t ing Condi t ions
側面仕上げ Side finishing
外径 Dc Φ10(2枚刃 ) (2 Flutes) φ11(2枚刃 ) (2 Flutes) φ12(3枚刃 ) (3 Flutes) φ13(3枚刃 ) (3 Flutes) φ16(4枚刃 ) (4 Flutes) φ17(4枚刃 ) (4 Flutes) φ20(5枚刃 ) (5 Flutes) φ21(5枚刃 ) (5 Flutes) φ25(6枚刃 ) (6 Flutes) φ26(6枚刃 ) (6 Flutes) φ32(8枚刃 ) (8 Flutes)
Tool dia Dc
推奨
被削材 材種 <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク 被削材
Work Material Recommended 突出し比率 Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank
<3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank Work Material
grade Overhang
ratio 汎用 高速加工 3Dc 5Dc 汎用 高速加工>7Dc 3Dc 5Dc
汎用 高速加工
>7Dc 3Dc 5Dc
汎用 高速加工
>7Dc 3Dc 5Dc
汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc
General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed >7Dc General High-speed >7Dc General High-speed purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc
>7Dc General High-speed -5Dc -7Dc >7Dc General High-speed purpose Cutting purpose Cutting -5Dc -7Dc
>7Dc
n (min-1) 12,732 19,099 15,915 12,732 12,732 11,575 17,362 14,469 11,575 11,575 10,610 18,568 15,915 10,610 10,610 9,794 19,588 14,691 9,794 9,794 7,958 15,915 11,937 7,958 7,958 7,490 14,979 11,234 7,490 7,490 6,366 12,732 9,549 6,366 6,366 6,063 12,126 9,095 6,063 6,063 5,093 10,186 7,639 5,093 5,093 4,897 9,794 7,346 4,897 4,897 4,897 9,794 7,346 4,897 4,897
一般構造用鋼 Vc(m/min) 400 600 500 400 400 400 600 500 400 400 400 700 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 一般構造用鋼
Mild Steels Vf(mm/min) 2,546 5,730 4,775 3,056 2,546 2,315 5,209 4,341 2,778 2,315 3,183 8,356 7,162 3,820 3,183 2,938 8,815 6,611 3,526 2,938 3,183 9,549 7,162 3,820 3,183 2,996 8,988 6,741 3,595 2,996 3,183 9,549 7,162 3,820 3,183 3,032 9,095 6,821 3,638 3,032 3,056 9,167 6,875 3,667 3,056 2,938 8,815 6,611 3,526 2,938 2,938 8,815 6,611 3,526 2,938 Mild Steels
(200HB TH308 (200HB
以下) fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 以下)
(200HB or less) ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 (200HB or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 9,549 19,099 12,732 12,732 9,549 8,681 17,362 11,575 11,575 8,681 7,958 15,915 10,610 10,610 7,958 7,346 14,691 9,794 9,794 7,346 5,968 11,937 7,958 7,958 5,968 5,617 11,234 7,490 7,490 5,617 4,775 9,549 6,366 6,366 4,775 4,547 9,095 6,063 6,063 4,547 3,820 7,639 5,093 5,093 3,820 3,673 7,346 4,897 4,897 3,673 2,984 5,968 3,979 3,979 2,984
炭素鋼 Vc(m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 1,910 5,730 3,820 3,056 1,910 1,736 5,209 3,472 2,778 1,736 2,387 7,162 4,775 3,820 2,387 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 2,247 6,741 4,494 3,595 2,247 2,387 7,162 4,775 3,820 2,387 2,274 6,821 4,547 3,638 2,274 2,292 6,875 4,584 3,667 2,292 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 Carbon Steels
Alloy Steels TH308 Alloy Steels
(30HRC fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 (30HRC
以下) ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 以下)
(30HRC or less) (30HRC or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 6,366 15,915 11,141 9,549 9,549 5,787 14,469 10,128 8,681 8,681 5,305 13,263 9,284 7,958 7,958 4,897 12,243 8,570 7,346 7,346 3,979 9,947 6,963 5,968 5,968 3,745 9,362 6,553 5,617 5,617 3,183 7,958 5,570 4,775 4,775 3,032 7,579 5,305 4,547 4,547 2,546 6,366 4,456 3,820 3,820 2,449 6,121 4,285 3,673 3,673 1,989 4,974 3,482 2,984 2,984
炭素鋼 Vc(m/min) 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 1,273 3,820 2,674 1,910 1,528 1,157 3,472 2,431 1,736 1,389 1,592 4,775 3,342 2,387 1,910 1,469 4,407 3,085 2,204 1,763 1,592 4,775 3,342 2,387 1,910 1,498 4,494 3,146 2,247 1,798 1,592 4,775 3,342 2,387 1,910 1,516 4,547 3,183 2,274 1,819 1,528 4,584 3,209 2,292 1,833 1,469 4,407 3,085 2,204 1,763 1,592 4,775 3,342 2,387 1,910 Carbon Steels
Alloy Steels TH308 Alloy Steels
fz(mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08
(30 〜 (30 〜
45HRC) ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 45HRC)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 4,775 7,958 5,730 4,775 4,775 4,341 7,234 5,209 4,341 4,341 3,979 6,631 4,775 3,979 3,979 3,673 6,121 4,407 3,673 3,673 2,984 4,974 3,581 2,984 2,984 2,809 4,681 3,370 2,809 2,809 2,387 3,979 2,865 2,387 2,387 2,274 3,789 2,728 2,274 2,274 1,910 3,183 2,292 1,910 1,910 1,836 3,061 2,204 1,836 1,836 1,492 2,487 1,790 1,492 1,492
Vc(m/min) 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 955 1,592 1,146 764 764 868 1,447 1,042 694 694 1,194 1,989 1,432 955 955 1,102 1,836 1,322 881 881 1,194 1,989 1,432 955 955 1,123 1,872 1,348 899 899 1,194 1,989 1,432 955 955 1,137 1,895 1,364 909 909 1,146 1,910 1,375 917 917 1,102 1,836 1,322 881 881 1,194 1,989 1,432 955 955 Hardened Steels
(45〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 (45〜
55HRC) 55HRC)
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 4,138 6,366 5,093 4,138 4,138 3,762 5,787 4,630 3,762 3,762 3,448 5,305 4,244 3,448 3,448 3,183 4,897 3,918 3,183 3,183 2,586 3,979 3,183 2,586 2,586 2,434 3,745 2,996 2,434 2,434 2,069 3,183 2,546 2,069 2,069 1,970 3,032 2,425 1,970 1,970 1,655 2,546 2,037 1,655 1,655 1,592 2,449 1,959 1,592 1,592 1,293 1,989 1,592 1,293 1,293
Vc(m/min) 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 828 1,273 1,019 662 414 752 1,157 926 602 376 1,035 1,592 1,273 828 517 955 1,469 1,175 764 477 1,035 1,592 1,273 828 517 974 1,498 1,198 779 487 1,035 1,592 1,273 828 517 985 1,516 1,213 788 493 993 1,528 1,222 795 497 955 1,469 1,175 764 477 1,035 1,592 1,273 828 517 Hardened Steels
(55〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 (55〜
62HRC) 62HRC)
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 9,549 19,099 12,732 12,732 9,549 8,681 17,362 11,575 11,575 8,681 7,958 15,915 10,610 10,610 7,958 7,346 14,691 9,794 9,794 7,346 5,968 11,937 7,958 7,958 5,968 5,617 11,234 7,490 7,490 5,617 4,775 9,549 6,366 6,366 4,775 4,547 9,095 6,063 6,063 4,547 3,820 7,639 5,093 5,093 3,820 3,673 7,346 4,897 4,897 3,673 2,984 5,968 3,979 3,979 2,984
Vc(m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300
ステンレス鋼 Vf(mm/min) 1,910 5,730 3,820 3,056 1,910 1,736 5,209 3,472 2,778 1,736 2,387 7,162 4,775 3,820 2,387 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 2,247 6,741 4,494 3,595 2,247 2,387 7,162 4,775 3,820 2,387 2,274 6,821 4,547 3,638 2,274 2,292 6,875 4,584 3,667 2,292 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 ステンレス鋼
Stainless Steels TH308 Stainless Steels
SUS fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 9,549 19,099 15,915 12,732 12,732 8,681 17,362 14,469 11,575 11,575 7,958 15,915 13,263 10,610 10,610 7,346 14,691 12,243 9,794 9,794 5,968 11,937 9,947 7,958 7,958 5,617 11,234 9,362 7,490 7,490 4,775 9,549 7,958 6,366 6,366 4,547 9,095 7,579 6,063 6,063 3,820 7,639 6,366 5,093 5,093 3,673 7,346 6,121 4,897 4,897 2,984 5,968 4,974 3,979 3,979
Vc(m/min) 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400
鋳鉄 鋳鉄
Cast Iron Vf(mm/min) 1,910 5,730 4,775 3,056 2,546 1,736 5,209 4,341 2,778 2,315 2,387 7,162 5,968 3,820 3,183 2,204 6,611 5,509 3,526 2,938 2,387 7,162 5,968 3,820 3,183 2,247 6,741 5,617 3,595 2,996 2,387 7,162 5,968 3,820 3,183 2,274 6,821 5,684 3,638 3,032 2,292 6,875 5,730 3,667 3,056 2,204 6,611 5,509 3,526 2,938 2,387 7,162 5,968 3,820 3,183 Cast Iron
FC TH308 fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FC
FCD FCD
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。
②この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
③溝切削、傾斜切削の場合、送り速度は 70% を目安として下さい。
④インサートの交換は早めに行い、過度の使用による破損を防止して下さい。
⑤排出した切屑は飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますで、ご使用に際してはその周囲に安全カバーを取り付け保護めがね等の保護具を
着用して、安全な環境で作業される事をお願い致します。
⑥不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
08
Page9
標準切削条件表
Recommended Cut t ing Condi t ions
ae ap 仕上
Finishing
外径 Dc Φ10(2枚刃 ) (2 Flutes) φ11(2枚刃 ) (2 Flutes) φ12(3枚刃 ) (3 Flutes) φ13(3枚刃 ) (3 Flutes) φ16(4枚刃 ) (4 Flutes) φ17(4枚刃 ) (4 Flutes) φ20(5枚刃 ) (5 Flutes) φ21(5枚刃 ) (5 Flutes) φ25(6枚刃 ) (6 Flutes) φ26(6枚刃 ) (6 Flutes) φ32(8枚刃 ) (8 Flutes)
Tool dia Dc
推奨
被削材 材種 <3D モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク 被削材
Work Material Recommended 突出し比率 Modular Carbide Shank
<3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank Work Material
grade Overhang
ratio 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 汎用 高速加工>7Dc >7Dc 3Dc 5Dc 3Dc 5Dc
汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc
General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed -5Dc -7Dc >7Dc General High-speed >7Dcpurpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting -5Dc -7Dc
n (min-1) 12,732 19,099 15,915 12,732 12,732 11,575 17,362 14,469 11,575 11,575 10,610 18,568 15,915 10,610 10,610 9,794 19,588 14,691 9,794 9,794 7,958 15,915 11,937 7,958 7,958 7,490 14,979 11,234 7,490 7,490 6,366 12,732 9,549 6,366 6,366 6,063 12,126 9,095 6,063 6,063 5,093 10,186 7,639 5,093 5,093 4,897 9,794 7,346 4,897 4,897 4,897 9,794 7,346 4,897 4,897
一般構造用鋼 Vc(m/min) 400 600 500 400 400 400 600 500 400 400 400 700 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 400 800 600 400 400 一般構造用鋼
Mild Steels Vf(mm/min) 2,546 5,730 4,775 3,056 2,546 2,315 5,209 4,341 2,778 2,315 3,183 8,356 7,162 3,820 3,183 2,938 8,815 6,611 3,526 2,938 3,183 9,549 7,162 3,820 3,183 2,996 8,988 6,741 3,595 2,996 3,183 9,549 7,162 3,820 3,183 3,032 9,095 6,821 3,638 3,032 3,056 9,167 6,875 3,667 3,056 2,938 8,815 6,611 3,526 2,938 2,938 8,815 6,611 3,526 2,938 Mild Steels
(200HB TH308 (200HB
以下) fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 以下)
(200HB or less) ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 (200HB or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 9,549 19,099 12,732 12,732 9,549 8,681 17,362 11,575 11,575 8,681 7,958 15,915 10,610 10,610 7,958 7,346 14,691 9,794 9,794 7,346 5,968 11,937 7,958 7,958 5,968 5,617 11,234 7,490 7,490 5,617 4,775 9,549 6,366 6,366 4,775 4,547 9,095 6,063 6,063 4,547 3,820 7,639 5,093 5,093 3,820 3,673 7,346 4,897 4,897 3,673 2,984 5,968 3,979 3,979 2,984
炭素鋼 Vc(m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 1,910 5,730 3,820 3,056 1,910 1,736 5,209 3,472 2,778 1,736 2,387 7,162 4,775 3,820 2,387 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 2,247 6,741 4,494 3,595 2,247 2,387 7,162 4,775 3,820 2,387 2,274 6,821 4,547 3,638 2,274 2,292 6,875 4,584 3,667 2,292 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 Carbon Steels
Alloy Steels TH308 Alloy Steels
(30HRC fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 (30HRC
以下) ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 以下)
(30HRC or less) (30HRC or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 6,366 15,915 11,141 9,549 9,549 5,787 14,469 10,128 8,681 8,681 5,305 13,263 9,284 7,958 7,958 4,897 12,243 8,570 7,346 7,346 3,979 9,947 6,963 5,968 5,968 3,745 9,362 6,553 5,617 5,617 3,183 7,958 5,570 4,775 4,775 3,032 7,579 5,305 4,547 4,547 2,546 6,366 4,456 3,820 3,820 2,449 6,121 4,285 3,673 3,673 1,989 4,974 3,482 2,984 2,984
炭素鋼 Vc(m/min) 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 200 500 350 300 300 炭素鋼
合金鋼
Carbon Steels Vf(mm/min)
合金鋼
1,273 3,820 2,674 1,910 1,528 1,157 3,472 2,431 1,736 1,389 1,592 4,775 3,342 2,387 1,910 1,469 4,407 3,085 2,204 1,763 1,592 4,775 3,342 2,387 1,910 1,498 4,494 3,146 2,247 1,798 1,592 4,775 3,342 2,387 1,910 1,516 4,547 3,183 2,274 1,819 1,528 4,584 3,209 2,292 1,833 1,469 4,407 3,085 2,204 1,763 1,592 4,775 3,342 2,387 1,910 Carbon Steels
Alloy Steels TH308 Alloy Steels
fz(mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08
(30 〜 (30 〜
45HRC) ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 45HRC)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 4,775 7,958 5,730 4,775 4,775 4,341 7,234 5,209 4,341 4,341 3,979 6,631 4,775 3,979 3,979 3,673 6,121 4,407 3,673 3,673 2,984 4,974 3,581 2,984 2,984 2,809 4,681 3,370 2,809 2,809 2,387 3,979 2,865 2,387 2,387 2,274 3,789 2,728 2,274 2,274 1,910 3,183 2,292 1,910 1,910 1,836 3,061 2,204 1,836 1,836 1,492 2,487 1,790 1,492 1,492
Vc(m/min) 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150 150 250 180 150 150
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 955 1,592 1,146 764 764 868 1,447 1,042 694 694 1,194 1,989 1,432 955 955 1,102 1,836 1,322 881 881 1,194 1,989 1,432 955 955 1,123 1,872 1,348 899 899 1,194 1,989 1,432 955 955 1,137 1,895 1,364 909 909 1,146 1,910 1,375 917 917 1,102 1,836 1,322 881 881 1,194 1,989 1,432 955 955 Hardened Steels
(45〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 (45〜
55HRC) 55HRC)
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 4,138 6,366 5,093 4,138 4,138 3,762 5,787 4,630 3,762 3,762 3,448 5,305 4,244 3,448 3,448 3,183 4,897 3,918 3,183 3,183 2,586 3,979 3,183 2,586 2,586 2,434 3,745 2,996 2,434 2,434 2,069 3,183 2,546 2,069 2,069 1,970 3,032 2,425 1,970 1,970 1,655 2,546 2,037 1,655 1,655 1,592 2,449 1,959 1,592 1,592 1,293 1,989 1,592 1,293 1,293
Vc(m/min) 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130 130 200 160 130 130
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 828 1,273 1,019 662 414 752 1,157 926 602 376 1,035 1,592 1,273 828 517 955 1,469 1,175 764 477 1,035 1,592 1,273 828 517 974 1,498 1,198 779 487 1,035 1,592 1,273 828 517 985 1,516 1,213 788 493 993 1,528 1,222 795 497 955 1,469 1,175 764 477 1,035 1,592 1,273 828 517 Hardened Steels
(55〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 (55〜
62HRC) 62HRC)
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 9,549 19,099 12,732 12,732 9,549 8,681 17,362 11,575 11,575 8,681 7,958 15,915 10,610 10,610 7,958 7,346 14,691 9,794 9,794 7,346 5,968 11,937 7,958 7,958 5,968 5,617 11,234 7,490 7,490 5,617 4,775 9,549 6,366 6,366 4,775 4,547 9,095 6,063 6,063 4,547 3,820 7,639 5,093 5,093 3,820 3,673 7,346 4,897 4,897 3,673 2,984 5,968 3,979 3,979 2,984
Vc(m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300
ステンレス鋼 Vf(mm/min) 1,910 5,730 3,820 3,056 1,910 1,736 5,209 3,472 2,778 1,736 2,387 7,162 4,775 3,820 2,387 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 2,247 6,741 4,494 3,595 2,247 2,387 7,162 4,775 3,820 2,387 2,274 6,821 4,547 3,638 2,274 2,292 6,875 4,584 3,667 2,292 2,204 6,611 4,407 3,526 2,204 2,387 7,162 4,775 3,820 2,387 ステンレス鋼
Stainless Steels TH308 Stainless Steels
SUS fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 9,549 19,099 15,915 12,732 12,732 8,681 17,362 14,469 11,575 11,575 7,958 15,915 13,263 10,610 10,610 7,346 14,691 12,243 9,794 9,794 5,968 11,937 9,947 7,958 7,958 5,617 11,234 9,362 7,490 7,490 4,775 9,549 7,958 6,366 6,366 4,547 9,095 7,579 6,063 6,063 3,820 7,639 6,366 5,093 5,093 3,673 7,346 6,121 4,897 4,897 2,984 5,968 4,974 3,979 3,979
Vc(m/min) 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400 300 600 500 400 400
鋳鉄 鋳鉄
Cast Iron Vf(mm/min) 1,910 5,730 4,775 3,056 2,546 1,736 5,209 4,341 2,778 2,315 2,387 7,162 5,968 3,820 3,183 2,204 6,611 5,509 3,526 2,938 2,387 7,162 5,968 3,820 3,183 2,247 6,741 5,617 3,595 2,996 2,387 7,162 5,968 3,820 3,183 2,274 6,821 5,684 3,638 3,032 2,292 6,875 5,730 3,667 3,056 2,204 6,611 5,509 3,526 2,938 2,387 7,162 5,968 3,820 3,183 Cast Iron
FC TH308 fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FC
FCD FCD
ap(mm) 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5 1.5 1.5 1 0.7 0.5
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
【Note】① Use the appropriate coolant for the work material and machining shape.
② These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
③ For slotting or ramping, feed rate should be set to 70% as general criteria.
④ Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑤ The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.
⑥ Due to fire risks do not use neat cutting oil as a coolant.
09
Page10
標準切削条件表
Recommended Cut t ing Condi t ions
底面仕上げ Bottom finishing
外径 Dc Φ10(2枚刃 ) (2 Flutes) φ11(2枚刃 ) (2 Flutes) φ12(3枚刃 ) (3 Flutes) φ13(3枚刃 ) (3 Flutes) φ16(4枚刃 ) (4 Flutes) φ17(4枚刃 ) (4 Flutes) φ20(5枚刃 ) (5 Flutes) φ21(5枚刃 ) (5 Flutes) φ25(6枚刃 ) (6 Flutes) φ26(6枚刃 ) (6 Flutes) φ32(8枚刃 ) (8 Flutes)
Tool dia Dc
推奨
被削材 材種 <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク 被削材
Work Material Recommended 突出し比率 Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Work Material
grade Overhang
ratio 汎用 高速加工 3Dc 5Dc 汎用 高速加工>7Dc 3Dc 5Dc
汎用 高速加工
>7Dc 3Dc 5Dc
汎用 高速加工
>7Dc 3Dc 5Dc
汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工>7Dc >7Dc >7Dc >7Dc 3Dc 5Dc >7Dc 3Dc 5Dc >7Dc 3Dc 5Dc >7Dc 3Dc 5DcGeneral High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed General High-speed General High-speed purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc
>7Dc
n (min-1) 4,775 9,549 6,366 4,775 4,138 4,341 8,681 5,787 4,341 3,762 3,979 7,958 5,305 3,979 3,448 3,673 7,346 4,897 3,673 3,183 2,984 5,968 3,979 2,984 2,586 2,809 5,617 3,745 2,809 2,434 2,387 4,775 3,183 2,387 2,069 2,274 4,547 3,032 2,274 1,970 1,910 3,820 2,546 1,910 1,655 1,836 3,673 2,449 1,836 1,592 1,836 3,673 2,449 1,836 1,592
一般構造用鋼 Vc(m/min) 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 一般構造用鋼
Mild Steels Vf(mm/min) 955 2,865 1,910 1,146 828 868 2,604 1,736 1,042 752 1,194 3,581 2,387 1,432 1,035 1,102 3,306 2,204 1,322 955 1,194 3,581 2,387 1,432 1,035 1,123 3,370 2,247 1,348 974 1,194 3,581 2,387 1,432 1,035 1,137 3,410 2,274 1,364 985 1,146 3,438 2,292 1,375 993 1,102 3,306 2,204 1,322 955 1,102 3,306 2,204 1,322 955 Mild Steels
(200HB TH308 (200HB
以下) fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 以下)
(200HB or less) ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 (200HB or less)
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,775 7,958 5,730 4,138 3,183 4,341 7,234 5,209 3,762 2,894 3,979 6,631 4,775 3,448 2,653 3,673 6,121 4,407 3,183 2,449 2,984 4,974 3,581 2,586 1,989 2,809 4,681 3,370 2,434 1,872 2,387 3,979 2,865 2,069 1,592 2,274 3,789 2,728 1,970 1,516 1,910 3,183 2,292 1,655 1,273 1,836 3,061 2,204 1,592 1,224 1,492 2,487 1,790 1,293 995
炭素鋼 Vc(m/min) 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 955 2,387 1,719 993 637 868 2,170 1,563 903 579 1,194 2,984 2,149 1,241 796 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 1,123 2,809 2,022 1,168 749 1,194 2,984 2,149 1,241 796 1,137 2,842 2,046 1,182 758 1,146 2,865 2,063 1,192 764 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 Carbon Steels
Alloy Steels TH308 Alloy Steels
(30HRC fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 (30HRC
以下) ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 以下)
(30HRC or less) (30HRC or less)
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,138 6,366 5,093 4,138 2,865 3,762 5,787 4,630 3,762 2,604 3,448 5,305 4,244 3,448 2,387 3,183 4,897 3,918 3,183 2,204 2,586 3,979 3,183 2,586 1,790 2,434 3,745 2,996 2,434 1,685 2,069 3,183 2,546 2,069 1,432 1,970 3,032 2,425 1,970 1,364 1,655 2,546 2,037 1,655 1,146 1,592 2,449 1,959 1,592 1,102 1,293 1,989 1,592 1,293 895
炭素鋼 Vc(m/min) 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 炭素鋼
合金鋼
Carbon Steels Vf(mm/min)
合金鋼
828 1,528 1,222 828 458 752 1,389 1,111 752 417 1,035 1,910 1,528 1,035 573 955 1,763 1,410 955 529 1,035 1,910 1,528 1,035 573 974 1,798 1,438 974 539 1,035 1,910 1,528 1,035 573 985 1,819 1,455 985 546 993 1,833 1,467 993 550 955 1,763 1,410 955 529 1,035 1,910 1,528 1,035 573 Carbon Steels
Alloy Steels TH308 Alloy Steels
fz(mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08
(30 〜 (30 〜
45HRC) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 45HRC)
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 2,546 3,820 3,183 2,546 2,546 2,315 3,472 2,894 2,315 2,315 2,122 3,183 2,653 2,122 2,122 1,959 2,938 2,449 1,959 1,959 1,592 2,387 1,989 1,592 1,592 1,498 2,247 1,872 1,498 1,498 1,273 1,910 1,592 1,273 1,273 1,213 1,819 1,516 1,213 1,213 1,019 1,528 1,273 1,019 1,019 979 1,469 1,224 979 979 796 1,194 995 796 796
Vc(m/min) 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 509 764 637 407 407 463 694 579 370 370 637 955 796 509 509 588 881 735 470 470 637 955 796 509 509 599 899 749 479 479 637 955 796 509 509 606 909 758 485 485 611 917 764 489 489 588 881 735 470 470 637 955 796 509 509 Hardened Steels
(45〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 (45〜
55HRC) 55HRC)
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 1,592 3,183 2,228 1,592 1,592 1,447 2,894 2,026 1,447 1,447 1,326 2,653 1,857 1,326 1,326 1,224 2,449 1,714 1,224 1,224 995 1,989 1,393 995 995 936 1,872 1,311 936 936 796 1,592 1,114 796 796 758 1,516 1,061 758 758 637 1,273 891 637 637 612 1,224 857 612 612 497 995 696 497 497
Vc(m/min) 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 318 637 446 255 159 289 579 405 231 145 398 796 557 318 199 367 735 514 294 184 398 796 557 318 199 374 749 524 300 187 398 796 557 318 199 379 758 531 303 189 382 764 535 306 191 367 735 514 294 184 398 796 557 318 199 Hardened Steels
(55〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 (55〜
62HRC) 62HRC)
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,775 7,958 5,730 4,138 3,183 4,341 7,234 5,209 3,762 2,894 3,979 6,631 4,775 3,448 2,653 3,673 6,121 4,407 3,183 2,449 2,984 4,974 3,581 2,586 1,989 2,809 4,681 3,370 2,434 1,872 2,387 3,979 2,865 2,069 1,592 2,274 3,789 2,728 1,970 1,516 1,910 3,183 2,292 1,655 1,273 1,836 3,061 2,204 1,592 1,224 1,492 2,487 1,790 1,293 995
Vc(m/min) 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100
ステンレス鋼 Vf(mm/min) 955 2,387 1,719 993 637 868 2,170 1,563 903 579 1,194 2,984 2,149 1,241 796 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 1,123 2,809 2,022 1,168 749 1,194 2,984 2,149 1,241 796 1,137 2,842 2,046 1,182 758 1,146 2,865 2,063 1,192 764 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 ステンレス鋼
Stainless Steels TH308 Stainless Steels
SUS fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,775 7,958 6,366 4,775 4,138 4,341 7,234 5,787 4,341 3,762 3,979 6,631 5,305 3,979 3,448 3,673 6,121 4,897 3,673 3,183 2,984 4,974 3,979 2,984 2,586 2,809 4,681 3,745 2,809 2,434 2,387 3,979 3,183 2,387 2,069 2,274 3,789 3,032 2,274 1,970 1,910 3,183 2,546 1,910 1,655 1,836 3,061 2,449 1,836 1,592 1,492 2,487 1,989 1,492 1,293
Vc(m/min) 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130
鋳鉄 鋳鉄
Cast Iron Vf(mm/min) 955 2,387 1,910 1,146 828 868 2,170 1,736 1,042 752 1,194 2,984 2,387 1,432 1,035 1,102 2,755 2,204 1,322 955 1,194 2,984 2,387 1,432 1,035 1,123 2,809 2,247 1,348 974 1,194 2,984 2,387 1,432 1,035 1,137 2,842 2,274 1,364 985 1,146 2,865 2,292 1,375 993 1,102 2,755 2,204 1,322 955 1,194 2,984 2,387 1,432 1,035 Cast Iron
FC TH308 fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FC
FCD FCD
ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。
②この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
③溝切削、傾斜切削の場合、送り速度は 70% を目安として下さい。
④インサートの交換は早めに行い、過度の使用による破損を防止して下さい。
⑤排出した切屑は飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますで、ご使用に際してはその周囲に安全カバーを取り付け保護めがね等の保護具を
着用して、安全な環境で作業される事をお願い致します。
⑥不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
10
Page11
標準切削条件表
Recommended Cut t ing Condi t ions
ae ap
仕上
Finishing
外径 Dc Φ10(2枚刃 ) (2 Flutes) φ11(2枚刃 ) (2 Flutes) φ12(3枚刃 ) (3 Flutes) φ13(3枚刃 ) (3 Flutes) φ16(4枚刃 ) (4 Flutes) φ17(4枚刃 ) (4 Flutes) φ20(5枚刃 ) (5 Flutes) φ21(5枚刃 ) (5 Flutes) φ25(6枚刃 ) (6 Flutes) φ26(6枚刃 ) (6 Flutes) φ32(8枚刃 ) (8 Flutes)
Tool dia Dc
推奨
被削材 材種 <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク 被削材
Work Material Recommended 突出し比率 Modular Carbide Shank Modular Carbide Shank
<3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank Work Material
grade Overhang
ratio 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工>7Dc >7Dc 3Dc 5Dc
汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工>7Dc >7Dc >7Dc >7Dc >7Dc 3Dc 5Dc >7Dc 3Dc 5Dc >7Dc 3Dc 5Dc 3Dc 5DcGeneral High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed General High-speed General High-speed General High-speed General High-speed General High-speed General High-speed purpose Cutting purpose Cutting purpose Cutting purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc
>7Dc General High-speed
purpose Cutting -5Dc -7Dc
>7Dc
n (min-1) 4,775 9,549 6,366 4,775 4,138 4,341 8,681 5,787 4,341 3,762 3,979 7,958 5,305 3,979 3,448 3,673 7,346 4,897 3,673 3,183 2,984 5,968 3,979 2,984 2,586 2,809 5,617 3,745 2,809 2,434 2,387 4,775 3,183 2,387 2,069 2,274 4,547 3,032 2,274 1,970 1,910 3,820 2,546 1,910 1,655 1,836 3,673 2,449 1,836 1,592 1,836 3,673 2,449 1,836 1,592
一般構造用鋼 Vc(m/min) 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 150 300 200 150 130 一般構造用鋼
Mild Steels Vf(mm/min) 955 2,865 1,910 1,146 828 868 2,604 1,736 1,042 752 1,194 3,581 2,387 1,432 1,035 1,102 3,306 2,204 1,322 955 1,194 3,581 2,387 1,432 1,035 1,123 3,370 2,247 1,348 974 1,194 3,581 2,387 1,432 1,035 1,137 3,410 2,274 1,364 985 1,146 3,438 2,292 1,375 993 1,102 3,306 2,204 1,322 955 1,102 3,306 2,204 1,322 955 Mild Steels
(200HB TH308 (200HB
以下) fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 以下)
(200HB or less) ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 (200HB or less)
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,775 7,958 5,730 4,138 3,183 4,341 7,234 5,209 3,762 2,894 3,979 6,631 4,775 3,448 2,653 3,673 6,121 4,407 3,183 2,449 2,984 4,974 3,581 2,586 1,989 2,809 4,681 3,370 2,434 1,872 2,387 3,979 2,865 2,069 1,592 2,274 3,789 2,728 1,970 1,516 1,910 3,183 2,292 1,655 1,273 1,836 3,061 2,204 1,592 1,224 1,492 2,487 1,790 1,293 995
炭素鋼 Vc(m/min) 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 955 2,387 1,719 993 637 868 2,170 1,563 903 579 1,194 2,984 2,149 1,241 796 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 1,123 2,809 2,022 1,168 749 1,194 2,984 2,149 1,241 796 1,137 2,842 2,046 1,182 758 1,146 2,865 2,063 1,192 764 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 Carbon Steels
Alloy Steels TH308 Alloy Steels
(30HRC fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 (30HRC
以下) ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 以下)
(30HRC or less) (30HRC or less)
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,138 6,366 5,093 4,138 2,865 3,762 5,787 4,630 3,762 2,604 3,448 5,305 4,244 3,448 2,387 3,183 4,897 3,918 3,183 2,204 2,586 3,979 3,183 2,586 1,790 2,434 3,745 2,996 2,434 1,685 2,069 3,183 2,546 2,069 1,432 1,970 3,032 2,425 1,970 1,364 1,655 2,546 2,037 1,655 1,146 1,592 2,449 1,959 1,592 1,102 1,293 1,989 1,592 1,293 895
炭素鋼 Vc(m/min) 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 130 200 160 130 90 炭素鋼
合金鋼
Carbon Steels Vf(mm/min)
合金鋼
828 1,528 1,222 828 458 752 1,389 1,111 752 417 1,035 1,910 1,528 1,035 573 955 1,763 1,410 955 529 1,035 1,910 1,528 1,035 573 974 1,798 1,438 974 539 1,035 1,910 1,528 1,035 573 985 1,819 1,455 985 546 993 1,833 1,467 993 550 955 1,763 1,410 955 529 1,035 1,910 1,528 1,035 573 Carbon Steels
Alloy Steels TH308 Alloy Steels
fz(mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08
(30 〜 (30 〜
45HRC) ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 45HRC)
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 2,546 3,820 3,183 2,546 2,546 2,315 3,472 2,894 2,315 2,315 2,122 3,183 2,653 2,122 2,122 1,959 2,938 2,449 1,959 1,959 1,592 2,387 1,989 1,592 1,592 1,498 2,247 1,872 1,498 1,498 1,273 1,910 1,592 1,273 1,273 1,213 1,819 1,516 1,213 1,213 1,019 1,528 1,273 1,019 1,019 979 1,469 1,224 979 979 796 1,194 995 796 796
Vc(m/min) 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80 80 120 100 80 80
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 509 764 637 407 407 463 694 579 370 370 637 955 796 509 509 588 881 735 470 470 637 955 796 509 509 599 899 749 479 479 637 955 796 509 509 606 909 758 485 485 611 917 764 489 489 588 881 735 470 470 637 955 796 509 509 Hardened Steels
(45〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 (45〜
55HRC) 55HRC)
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 1,592 3,183 2,228 1,592 1,592 1,447 2,894 2,026 1,447 1,447 1,326 2,653 1,857 1,326 1,326 1,224 2,449 1,714 1,224 1,224 995 1,989 1,393 995 995 936 1,872 1,311 936 936 796 1,592 1,114 796 796 758 1,516 1,061 758 758 637 1,273 891 637 637 612 1,224 857 612 612 497 995 696 497 497
Vc(m/min) 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50 50 100 70 50 50
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 318 637 446 255 159 289 579 405 231 145 398 796 557 318 199 367 735 514 294 184 398 796 557 318 199 374 749 524 300 187 398 796 557 318 199 379 758 531 303 189 382 764 535 306 191 367 735 514 294 184 398 796 557 318 199 Hardened Steels
(55〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 (55〜
62HRC) 62HRC)
ap(mm) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,775 7,958 5,730 4,138 3,183 4,341 7,234 5,209 3,762 2,894 3,979 6,631 4,775 3,448 2,653 3,673 6,121 4,407 3,183 2,449 2,984 4,974 3,581 2,586 1,989 2,809 4,681 3,370 2,434 1,872 2,387 3,979 2,865 2,069 1,592 2,274 3,789 2,728 1,970 1,516 1,910 3,183 2,292 1,655 1,273 1,836 3,061 2,204 1,592 1,224 1,492 2,487 1,790 1,293 995
Vc(m/min) 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100 150 250 180 130 100
ステンレス鋼 Vf(mm/min) 955 2,387 1,719 993 637 868 2,170 1,563 903 579 1,194 2,984 2,149 1,241 796 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 1,123 2,809 2,022 1,168 749 1,194 2,984 2,149 1,241 796 1,137 2,842 2,046 1,182 758 1,146 2,865 2,063 1,192 764 1,102 2,755 1,983 1,146 735 1,194 2,984 2,149 1,241 796 ステンレス鋼
Stainless Steels TH308 Stainless Steels
SUS fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
n (min-1) 4,775 7,958 6,366 4,775 4,138 4,341 7,234 5,787 4,341 3,762 3,979 6,631 5,305 3,979 3,448 3,673 6,121 4,897 3,673 3,183 2,984 4,974 3,979 2,984 2,586 2,809 4,681 3,745 2,809 2,434 2,387 3,979 3,183 2,387 2,069 2,274 3,789 3,032 2,274 1,970 1,910 3,183 2,546 1,910 1,655 1,836 3,061 2,449 1,836 1,592 1,492 2,487 1,989 1,492 1,293
Vc(m/min) 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130 150 250 200 150 130
鋳鉄 鋳鉄
Cast Iron Vf(mm/min) 955 2,387 1,910 1,146 828 868 2,170 1,736 1,042 752 1,194 2,984 2,387 1,432 1,035 1,102 2,755 2,204 1,322 955 1,194 2,984 2,387 1,432 1,035 1,123 2,809 2,247 1,348 974 1,194 2,984 2,387 1,432 1,035 1,137 2,842 2,274 1,364 985 1,146 2,865 2,292 1,375 993 1,102 2,755 2,204 1,322 955 1,194 2,984 2,387 1,432 1,035 Cast Iron
FC TH308 fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FC
FCD FCD
ap(mm) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
ae(mm) 5~10 5~10 5~10 5~10 5~10 5.5~11 5.5~11 5.5~11 5.5~11 5.5~11 6~12 6~12 6~12 6~12 6~12 6.5~13 6.5~13 6.5~13 6.5~13 6.5~13 8~16 8~16 8~16 8~16 8~16 8.5~17 8.5~17 8.5~17 8.5~17 8.5~17 10~20 10~20 10~20 10~20 10~20 10.5~21 10.5~21 10.5~21 10.5~21 10.5~21 12.5~25 12.5~25 12.5~25 12.5~25 12.5~25 13~26 13~26 13~26 13~26 13~26 16~32 16~32 16~32 16~32 16~32
【Note】① Use the appropriate coolant for the work material and machining shape.
② These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
③ For slotting or ramping, feed rate should be set to 70% as general criteria.
④ Ensure to index the insert at the correct time to ensure safety of the tool-body.
⑤ The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.
⑥ Due to fire risks do not use neat cutting oil as a coolant.
11
Page12
標準切削条件表
Recommended Cut t ing Condi t ions
バーチカル Vertical cutting( ※突き加工でのみご使用ください Use only in pushing-down direction.)
外径 Dc Φ10(2枚刃 ) (2 Flutes) φ11(2枚刃 ) (2 Flutes) φ12(3枚刃 ) (3 Flutes) φ13(3枚刃 ) (3 Flutes) φ16(4枚刃 ) (4 Flutes) φ17(4枚刃 ) (4 Flutes) φ20(5枚刃 ) (5 Flutes) φ21(5枚刃 ) (5 Flutes) φ25(6枚刃 ) (6 Flutes) φ26(6枚刃 ) (6 Flutes) φ32(8枚刃 ) (8 Flutes)
Tool dia Dc
推奨
被削材 材種 <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク 被削材
Work Material Recommended 突出し比率 Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank Modular Carbide Shank
<3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank Work Material
grade Overhang
ratio 汎用 高速加工 3Dc 5Dc 汎用 高速加工>7Dc 3Dc 5Dc
汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc 汎用 高速加工>7Dc >7Dc >7Dc >7Dc >7Dc >7Dc >7Dc 3Dc 5Dc
汎用 高速加工 3Dc 5Dc 汎用 高速加工 3Dc 5Dc
General High-speed General High-speed General High-speed General High-speed General High-speed General High-speed General High-speed General High-speed General High-speed >7Dc General High-speed >7Dc General High-speed >7Dc
purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc
n (min-1) 9,549 19,099 12,732 12,732 9,549 8,681 17,362 11,575 11,575 8,681 7,958 15,915 10,610 10,610 7,958 7,346 14,691 9,794 9,794 7,346 5,968 11,937 7,958 7,958 5,968 5,617 11,234 7,490 7,490 5,617 4,775 9,549 6,366 6,366 4,775 4,547 9,095 6,063 6,063 4,547 3,820 7,639 5,093 5,093 3,820 3,673 7,346 4,897 4,897 3,673 3,673 7,346 4,897 4,897 3,673
一般構造用鋼 Vc(m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 一般構造用鋼
Mild Steels Vf(mm/min) 2,483 7,639 3,820 3,310 1,910 2,257 6,945 3,472 3,009 1,736 3,104 9,549 4,775 4,138 2,387 2,865 8,815 4,407 3,820 2,204 3,104 9,549 4,775 4,138 2,387 2,921 8,988 4,494 3,895 2,247 3,104 9,549 4,775 4,138 2,387 2,956 9,095 4,547 3,941 2,274 2,979 9,167 4,584 3,973 2,292 2,865 8,815 4,407 3,820 2,204 2,865 8,815 4,407 3,820 2,204 Mild Steels
(200HB TH308 (200HB
以下) fz(mm/t) 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 以下)
(200HB or less) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 (200HB or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 7,958 14,324 9,549 9,549 7,958 7,234 13,022 8,681 8,681 7,234 6,631 11,937 7,958 7,958 6,631 6,121 11,018 7,346 7,346 6,121 4,974 8,952 5,968 5,968 4,974 4,681 8,426 5,617 5,617 4,681 3,979 7,162 4,775 4,775 3,979 3,789 6,821 4,547 4,547 3,789 3,183 5,730 3,820 3,820 3,183 3,061 5,509 3,673 3,673 3,061 2,487 4,476 2,984 2,984 2,487
炭素鋼 Vc(m/min) 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 2,069 5,730 2,865 2,483 1,592 1,881 5,209 2,604 2,257 1,447 2,586 7,162 3,581 3,104 1,989 2,387 6,611 3,306 2,865 1,836 2,586 7,162 3,581 3,104 1,989 2,434 6,741 3,370 2,921 1,872 2,586 7,162 3,581 3,104 1,989 2,463 6,821 3,410 2,956 1,895 2,483 6,875 3,438 2,979 1,910 2,387 6,611 3,306 2,865 1,836 2,586 7,162 3,581 3,104 1,989 Carbon Steels
Alloy Steels TH308 Alloy Steels
(30HRC fz(mm/t) 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 (30HRC
以下) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 以下)
(30HRC or less) (30HRC or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 5,730 11,141 7,958 6,366 5,730 5,209 10,128 7,234 5,787 5,209 4,775 9,284 6,631 5,305 4,775 4,407 8,570 6,121 4,897 4,407 3,581 6,963 4,974 3,979 3,581 3,370 6,553 4,681 3,745 3,370 2,865 5,570 3,979 3,183 2,865 2,728 5,305 3,789 3,032 2,728 2,292 4,456 3,183 2,546 2,292 2,204 4,285 3,061 2,449 2,204 1,790 3,482 2,487 1,989 1,790
炭素鋼 Vc(m/min) 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 1,146 2,674 1,910 1,273 917 1,042 2,431 1,736 1,157 833 1,432 3,342 2,387 1,592 1,146 1,322 3,085 2,204 1,469 1,058 1,432 3,342 2,387 1,592 1,146 1,348 3,146 2,247 1,498 1,079 1,432 3,342 2,387 1,592 1,146 1,364 3,183 2,274 1,516 1,091 1,375 3,209 2,292 1,528 1,100 1,322 3,085 2,204 1,469 1,058 1,432 3,342 2,387 1,592 1,146 Carbon Steels
Alloy Steels TH308 Alloy Steels
fz(mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08
(30 〜 (30 〜
45HRC) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 45HRC)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 3,820 6,366 5,730 4,775 3,820 3,472 5,787 5,209 4,341 3,472 3,183 5,305 4,775 3,979 3,183 2,938 4,897 4,407 3,673 2,938 2,387 3,979 3,581 2,984 2,387 2,247 3,745 3,370 2,809 2,247 1,910 3,183 2,865 2,387 1,910 1,819 3,032 2,728 2,274 1,819 1,528 2,546 2,292 1,910 1,528 1,469 2,449 2,204 1,836 1,469 1,194 1,989 1,790 1,492 1,194
Vc(m/min) 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 764 1,273 1,146 764 611 694 1,157 1,042 694 556 955 1,592 1,432 955 764 881 1,469 1,322 881 705 955 1,592 1,432 955 764 899 1,498 1,348 899 719 955 1,592 1,432 955 764 909 1,516 1,364 909 728 917 1,528 1,375 917 733 881 1,469 1,322 881 705 955 1,592 1,432 955 764 Hardened Steels
(45〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 (45〜
55HRC) 55HRC)
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 3,183 5,730 4,775 3,820 3,183 2,894 5,209 4,341 3,472 2,894 2,653 4,775 3,979 3,183 2,653 2,449 4,407 3,673 2,938 2,449 1,989 3,581 2,984 2,387 1,989 1,872 3,370 2,809 2,247 1,872 1,592 2,865 2,387 1,910 1,592 1,516 2,728 2,274 1,819 1,516 1,273 2,292 1,910 1,528 1,273 1,224 2,204 1,836 1,469 1,224 995 1,790 1,492 1,194 995
Vc(m/min) 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 637 1,146 955 611 318 579 1,042 868 556 289 796 1,432 1,194 764 398 735 1,322 1,102 705 367 796 1,432 1,194 764 398 749 1,348 1,123 719 374 796 1,432 1,194 764 398 758 1,364 1,137 728 379 764 1,375 1,146 733 382 735 1,322 1,102 705 367 796 1,432 1,194 764 398 Hardened Steels
(55〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 (55〜
62HRC) 62HRC)
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 7,958 14,324 9,549 9,549 7,958 7,234 13,022 8,681 8,681 7,234 6,631 11,937 7,958 7,958 6,631 6,121 11,018 7,346 7,346 6,121 4,974 8,952 5,968 5,968 4,974 4,681 8,426 5,617 5,617 4,681 3,979 7,162 4,775 4,775 3,979 3,789 6,821 4,547 4,547 3,789 3,183 5,730 3,820 3,820 3,183 3,061 5,509 3,673 3,673 3,061 2,487 4,476 2,984 2,984 2,487
Vc(m/min) 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250
ステンレス鋼 Vf(mm/min) 1,592 4,297 2,865 2,292 1,592 1,447 3,907 2,604 2,083 1,447 1,989 5,371 3,581 2,865 1,989 1,836 4,958 3,306 2,644 1,836 1,989 5,371 3,581 2,865 1,989 1,872 5,056 3,370 2,696 1,872 1,989 5,371 3,581 2,865 1,989 1,895 5,116 3,410 2,728 1,895 1,910 5,157 3,438 2,750 1,910 1,836 4,958 3,306 2,644 1,836 1,989 5,371 3,581 2,865 1,989 ステンレス鋼
Stainless Steels TH308 Stainless Steels
SUS fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 7,958 14,324 12,732 11,141 9,549 7,234 13,022 11,575 10,128 8,681 6,631 11,937 10,610 9,284 7,958 6,121 11,018 9,794 8,570 7,346 4,974 8,952 7,958 6,963 5,968 4,681 8,426 7,490 6,553 5,617 3,979 7,162 6,366 5,570 4,775 3,789 6,821 6,063 5,305 4,547 3,183 5,730 5,093 4,456 3,820 3,061 5,509 4,897 4,285 3,673 2,487 4,476 3,979 3,482 2,984
Vc(m/min) 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300
鋳鉄 鋳鉄
Cast Iron Vf(mm/min) 1,592 4,297 3,820 2,674 1,910 1,447 3,907 3,472 2,431 1,736 1,989 5,371 4,775 3,342 2,387 1,836 4,958 4,407 3,085 2,204 1,989 5,371 4,775 3,342 2,387 1,872 5,056 4,494 3,146 2,247 1,989 5,371 4,775 3,342 2,387 1,895 5,116 4,547 3,183 2,274 1,910 5,157 4,584 3,209 2,292 1,836 4,958 4,407 3,085 2,204 1,989 5,371 4,775 3,342 2,387 Cast Iron
FC TH308 fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FC
FCD FCD
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
【注意】①被削材、加工形状に合わせて、適切なクーラントを使用してください。
②この切削条件表は切削条件の目安を示すものです。実際の加工では加工形状、目的、使用機械等により条件を調整してください。
③インサートの交換は早めに行い、過度の使用による破損を防止して下さい。
④排出した切屑は飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますで、ご使用に際してはその周囲に安全カバーを取り付け保護めがね等の保護具を
着用して、安全な環境で作業される事をお願い致します。
⑤不水溶性切削油は、火災の恐れがありますので使用しないで下さい。
12
Page13
標準切削条件表
Recommended Cut t ing Condi t ions
pf
ae 仕上
Finishing
外径 Dc Φ10(2枚刃 ) (2 Flutes) φ11(2枚刃 ) (2 Flutes) φ12(3枚刃 ) (3 Flutes) φ13(3枚刃 ) (3 Flutes) φ16(4枚刃 ) (4 Flutes) φ17(4枚刃 ) (4 Flutes) φ20(5枚刃 ) (5 Flutes) φ21(5枚刃 ) (5 Flutes) φ25(6枚刃 ) (6 Flutes) φ26(6枚刃 ) (6 Flutes) φ32(8枚刃 ) (8 Flutes)
Tool dia Dc
推奨
被削材 材種 <3D モジュラ―超硬シャンク <3D モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク モジュラ―超硬シャンク 被削材
Work Material Recommended 突出し比率 Modular Carbide Shank Modular Carbide Shank
<3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank <3D Modular Carbide Shank Work Material
grade Overhang
ratio 汎用 高速加工 3Dc 5Dc 汎用 高速加工>7Dc 3Dc 5Dc
汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工
General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc >7Dc
3Dc 5Dc >7Dc 3Dc 5Dc >7Dc 3Dc 5Dc 3Dc 5Dc 3Dc 5Dc 3Dc 5Dc 3Dc 5Dc 3Dc 5Dc 3Dc 5DcGeneral High-speed -5Dc -7Dc General High-speed -5Dc -7Dc General High-speed -5Dc -7Dc >7Dc General High-speed >7Dc General High-speed >7Dc General High-speed >7Dc General High-speed >7Dc General High-speed >7Dc General High-speed >7Dcpurpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc purpose Cutting -5Dc -7Dc
n (min-1) 9,549 19,099 12,732 12,732 9,549 8,681 17,362 11,575 11,575 8,681 7,958 15,915 10,610 10,610 7,958 7,346 14,691 9,794 9,794 7,346 5,968 11,937 7,958 7,958 5,968 5,617 11,234 7,490 7,490 5,617 4,775 9,549 6,366 6,366 4,775 4,547 9,095 6,063 6,063 4,547 3,820 7,639 5,093 5,093 3,820 3,673 7,346 4,897 4,897 3,673 3,673 7,346 4,897 4,897 3,673
一般構造用鋼 Vc(m/min) 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 300 600 400 400 300 一般構造用鋼
Mild Steels Vf(mm/min) 2,483 7,639 3,820 3,310 1,910 2,257 6,945 3,472 3,009 1,736 3,104 9,549 4,775 4,138 2,387 2,865 8,815 4,407 3,820 2,204 3,104 9,549 4,775 4,138 2,387 2,921 8,988 4,494 3,895 2,247 3,104 9,549 4,775 4,138 2,387 2,956 9,095 4,547 3,941 2,274 2,979 9,167 4,584 3,973 2,292 2,865 8,815 4,407 3,820 2,204 2,865 8,815 4,407 3,820 2,204 Mild Steels
(200HB TH308 (200HB
以下) fz(mm/t) 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 以下)
(200HB or less) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 (200HB or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 7,958 14,324 9,549 9,549 7,958 7,234 13,022 8,681 8,681 7,234 6,631 11,937 7,958 7,958 6,631 6,121 11,018 7,346 7,346 6,121 4,974 8,952 5,968 5,968 4,974 4,681 8,426 5,617 5,617 4,681 3,979 7,162 4,775 4,775 3,979 3,789 6,821 4,547 4,547 3,789 3,183 5,730 3,820 3,820 3,183 3,061 5,509 3,673 3,673 3,061 2,487 4,476 2,984 2,984 2,487
炭素鋼 Vc(m/min) 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 2,069 5,730 2,865 2,483 1,592 1,881 5,209 2,604 2,257 1,447 2,586 7,162 3,581 3,104 1,989 2,387 6,611 3,306 2,865 1,836 2,586 7,162 3,581 3,104 1,989 2,434 6,741 3,370 2,921 1,872 2,586 7,162 3,581 3,104 1,989 2,463 6,821 3,410 2,956 1,895 2,483 6,875 3,438 2,979 1,910 2,387 6,611 3,306 2,865 1,836 2,586 7,162 3,581 3,104 1,989 Carbon Steels
Alloy Steels TH308 Alloy Steels
(30HRC fz(mm/t) 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 0.13 0.2 0.15 0.13 0.1 (30HRC
以下) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 以下)
(30HRC or less) (30HRC or less)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 5,730 11,141 7,958 6,366 5,730 5,209 10,128 7,234 5,787 5,209 4,775 9,284 6,631 5,305 4,775 4,407 8,570 6,121 4,897 4,407 3,581 6,963 4,974 3,979 3,581 3,370 6,553 4,681 3,745 3,370 2,865 5,570 3,979 3,183 2,865 2,728 5,305 3,789 3,032 2,728 2,292 4,456 3,183 2,546 2,292 2,204 4,285 3,061 2,449 2,204 1,790 3,482 2,487 1,989 1,790
炭素鋼 Vc(m/min) 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 180 350 250 200 180 炭素鋼
合金鋼 合金鋼
Carbon Steels Vf(mm/min) 1,146 2,674 1,910 1,273 917 1,042 2,431 1,736 1,157 833 1,432 3,342 2,387 1,592 1,146 1,322 3,085 2,204 1,469 1,058 1,432 3,342 2,387 1,592 1,146 1,348 3,146 2,247 1,498 1,079 1,432 3,342 2,387 1,592 1,146 1,364 3,183 2,274 1,516 1,091 1,375 3,209 2,292 1,528 1,100 1,322 3,085 2,204 1,469 1,058 1,432 3,342 2,387 1,592 1,146 Carbon Steels
Alloy Steels TH308 Alloy Steels
fz(mm/t) 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08 0.1 0.12 0.12 0.1 0.08
(30 〜 (30 〜
45HRC) pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8 45HRC)
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 3,820 6,366 5,730 4,775 3,820 3,472 5,787 5,209 4,341 3,472 3,183 5,305 4,775 3,979 3,183 2,938 4,897 4,407 3,673 2,938 2,387 3,979 3,581 2,984 2,387 2,247 3,745 3,370 2,809 2,247 1,910 3,183 2,865 2,387 1,910 1,819 3,032 2,728 2,274 1,819 1,528 2,546 2,292 1,910 1,528 1,469 2,449 2,204 1,836 1,469 1,194 1,989 1,790 1,492 1,194
Vc(m/min) 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120 120 200 180 150 120
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 764 1,273 1,146 764 611 694 1,157 1,042 694 556 955 1,592 1,432 955 764 881 1,469 1,322 881 705 955 1,592 1,432 955 764 899 1,498 1,348 899 719 955 1,592 1,432 955 764 909 1,516 1,364 909 728 917 1,528 1,375 917 733 881 1,469 1,322 881 705 955 1,592 1,432 955 764 Hardened Steels
(45〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 0.1 0.1 0.1 0.08 0.08 (45〜
55HRC) 55HRC)
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 3,183 5,730 4,775 3,820 3,183 2,894 5,209 4,341 3,472 2,894 2,653 4,775 3,979 3,183 2,653 2,449 4,407 3,673 2,938 2,449 1,989 3,581 2,984 2,387 1,989 1,872 3,370 2,809 2,247 1,872 1,592 2,865 2,387 1,910 1,592 1,516 2,728 2,274 1,819 1,516 1,273 2,292 1,910 1,528 1,273 1,224 2,204 1,836 1,469 1,224 995 1,790 1,492 1,194 995
Vc(m/min) 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100 100 180 150 120 100
焼入れ鋼 焼入れ鋼
Hardened Steels Vf(mm/min) 637 1,146 955 611 318 579 1,042 868 556 289 796 1,432 1,194 764 398 735 1,322 1,102 705 367 796 1,432 1,194 764 398 749 1,348 1,123 719 374 796 1,432 1,194 764 398 758 1,364 1,137 728 379 764 1,375 1,146 733 382 735 1,322 1,102 705 367 796 1,432 1,194 764 398 Hardened Steels
(55〜 TH308 fz(mm/t) 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 0.1 0.1 0.1 0.08 0.05 (55〜
62HRC) 62HRC)
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 7,958 14,324 9,549 9,549 7,958 7,234 13,022 8,681 8,681 7,234 6,631 11,937 7,958 7,958 6,631 6,121 11,018 7,346 7,346 6,121 4,974 8,952 5,968 5,968 4,974 4,681 8,426 5,617 5,617 4,681 3,979 7,162 4,775 4,775 3,979 3,789 6,821 4,547 4,547 3,789 3,183 5,730 3,820 3,820 3,183 3,061 5,509 3,673 3,673 3,061 2,487 4,476 2,984 2,984 2,487
Vc(m/min) 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250 250 450 300 300 250
ステンレス鋼 Vf(mm/min) 1,592 4,297 2,865 2,292 1,592 1,447 3,907 2,604 2,083 1,447 1,989 5,371 3,581 2,865 1,989 1,836 4,958 3,306 2,644 1,836 1,989 5,371 3,581 2,865 1,989 1,872 5,056 3,370 2,696 1,872 1,989 5,371 3,581 2,865 1,989 1,895 5,116 3,410 2,728 1,895 1,910 5,157 3,438 2,750 1,910 1,836 4,958 3,306 2,644 1,836 1,989 5,371 3,581 2,865 1,989 ステンレス鋼
Stainless Steels TH308 Stainless Steels
SUS fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 SUS
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
n (min-1) 7,958 14,324 12,732 11,141 9,549 7,234 13,022 11,575 10,128 8,681 6,631 11,937 10,610 9,284 7,958 6,121 11,018 9,794 8,570 7,346 4,974 8,952 7,958 6,963 5,968 4,681 8,426 7,490 6,553 5,617 3,979 7,162 6,366 5,570 4,775 3,789 6,821 6,063 5,305 4,547 3,183 5,730 5,093 4,456 3,820 3,061 5,509 4,897 4,285 3,673 2,487 4,476 3,979 3,482 2,984
Vc(m/min) 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300 250 450 400 350 300
鋳鉄 鋳鉄
Cast Iron Vf(mm/min) 1,592 4,297 3,820 2,674 1,910 1,447 3,907 3,472 2,431 1,736 1,989 5,371 4,775 3,342 2,387 1,836 4,958 4,407 3,085 2,204 1,989 5,371 4,775 3,342 2,387 1,872 5,056 4,494 3,146 2,247 1,989 5,371 4,775 3,342 2,387 1,895 5,116 4,547 3,183 2,274 1,910 5,157 4,584 3,209 2,292 1,836 4,958 4,407 3,085 2,204 1,989 5,371 4,775 3,342 2,387 Cast Iron
FC TH308 fz(mm/t) 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 0.1 0.15 0.15 0.12 0.1 FC
FCD FCD
pf(mm) 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.5 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.8 0.8 0.8 0.8 0.8
ae(mm) <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2
【Note】① Use the appropriate coolant for the work material and machining shape.
② These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
③ Ensure to index the insert at the correct time to ensure safety of the tool-body.
④ The evacuation of swarf can cause burns, cuts or damage to the eyes please ensue the correct safety cover is fitted around the machine, and necessary personal protection
equipment is worn by the machine operator.
⑤ Due to fire risks do not use neat cutting oil as a coolant.
13
Page14
切削事例 実績は語る
Field data Fie ld data
立壁倒れ量比較 Comparison of deflection amount vs vertical walls
01 立壁加工時の倒れ量をソリッド工具と比較 Comparing the deflection amounts of processed vertical walls to results with solid end mill
倒れ量(μm) Deflection amount
0 1 2 3 4 5 6 7 8 切削条件 Cutting conditions
0
被削材 Work material:S50C( 220HB)
2 使用機械 Machine:縦型 Vertical type(BT40)
4 ASPV mini
6 カッタ Cutter:ASPVM1012R-3-M6(φ12-3NT)
8 シャンク Shank:ASC12-6.5-74-24Z
使用インサート Insert:MPHT040205ZEL-0.5
10 切削速度 Cutting speed:vc = 300m/min
12 回転数 Revolution:n = 7,958min-1
14 一刃当りの送り量 Feed rate: fz=0.1mm/t
送り速度 Feed rate:vf = 2,387mm/min
16 軸方向切込み Axial depth of cu(t ap)=1.0mm
18 径方向切込み Radial depth of cu(t ae)=0.1mm
20 ASPVmini 9回 5回 3回 1回 ゼロカットなし 突出し量 Overhang:50mm(L/D=4.2) Nine Five Three One No zero-cuts
(ゼロカット無し)
22 ゼロカット回数 Number of zero-cut times
クーラント Coolant:エアブロー Air-blow
No zero-cuts
ソリッドエンドミル solid end mill 従来品(ソリッドエンドミル)Conventional (solid end mill)
24
カッタ Cutter:ソリッド solid、φ12-4NT、コーナ Corner R0.5
ASPV mini 従来品(ソリッドエンドミル) Conventional (solid end mill) 切削速度 Cutting speed:vc = 90m/min
回転数 Revolution:n = 2,400min-1
一刃当りの送り量 Feed rate: fz=0.1mm/t
送り速度 Feed rate:vf = 1,000mm/min
軸方向切込み Axial depth of cu(t ap)=20mm
径方向切込み Radial depth of cu(t ae)=0.1mm
1mm 1mm 突出し量 Overhang:50mm(L/D=4.2)
光沢面 Shiny surface 擦れ・曇り面 Worn / Cloudy surface クーラント Coolant:エアブロー Air-blow
底面仕上げ加工比較 Comparison of finished bottom surfaces
01 底面仕上げ加工時の面粗さをソリッド工具と比較 Comparing the roughness of finished bottom surfaces with results for solid end mill
ASPV mini 従来品(ソリッドエンドミル) Conventional (solid end mill) 切削条件 Cutting conditions
被削材 Work material:プリハードン鋼 Pre-hardened stee(l 40HRC)
使用機械 Machine:縦型 3 軸 M/C(HSK63 主軸)
Vertical 3-axis M/C( HSK63)
工具 Tool:ASPVM1012R-3-M6(φ12-3NT, CR=R0.5)
ソリッドエンドミル(φ12-4NT, CR=R0.5)
1mm 1mm Solid end mill
切削速度 Cutting speed:vc = 200m/min
送り方向粗さ:Ra=0.07μm 送り方向粗さ:Ra=0.49μm 一刃当りの送り量 Feed rate: fz=0.1mm/t
Feed direction roughness:Ra=0.07μm Feed direction roughness:Ra=0.49μm
半径方向粗さ:Ra=0.07μm 半径方向粗さ:Ra=0.52μm 軸方向切込み Axial depth of cu(t ap)=0.1mm
Radial roughness:Ra=0.07μm Radial roughness:Ra=0.52μm 径方向切込み Radial depth of cu(t ae)=6.0mm
突出し量 Overhang:50mm(L/D=4.2)
クーラント Coolant:エアブロー Air-blow
傾斜角・ヘリカル径 Ramp Angle / Hole Dia.
傾斜切削とヘリカル加工径について
Regarding ramping and helical milling diameter. 傾斜角θ Ramp angle θ ヘリカル穴径
Hole Dia.
傾斜切削 ヘリカル切削
Ramping Helical milling
工具径(mm)
Tool Dia 10 11 12 13 16 17 20 21 25 26 32
最大傾斜角θ
Maximum Ramping angle θ 0.5°以下 0.5 ° or less
ヘリカル穴径(mm)
Hole Dia. 13 ~ 19 15 ~ 21 17 ~ 23 19 ~ 25 25 ~ 31 27 ~ 33 33 ~ 39 35 ~ 41 43 ~ 49 45 ~ 51 57 ~ 63
14
Z位置 (mm)
Position Z
Page15
切削事例 実績は語る
Field data Fie ld data
立壁倒れ量比較 Comparison of deflection amount vs vertical walls 実績は語る RFeiedl ds cDraetwa arbor
01 立壁加工時の倒れ量をソリッド工具と比較 Comparing the deflection amounts of processed
加工事例 Cutting examples 切削条件 Cutting conditions 結果 Result
vertical walls to results with solid end mill プラスチック金型 使用工具 Tool:ASPVM1016R-4-M8、ASC16-8.5-160-95Z 基準面をゼロカットなく、一
モールドベースの 被削材 Work material:SCM440 回の加工で仕上げられるため
倒れ量(μm) Deflection amount
切削条件 仕上げ加工 使用インサート Insert:MPHT040202ZEL 修正・追加工の工数を削減で0 1 2 3 4 5 6 7 8 Cutting conditions
0 Plastic mold
突出し量 Overhang:120mm(L/D=7.5) きた。
被削材 :S50C( 220HB) Finishing mold base 使用機械 Machine:縦型 Vertical type Work material (HSK63) Produces reference surfaces with a single cut and without
2 使用機械 Machine:縦型 Vertical type(BT40) ■側面部 side wall ■底面部 Bottom surface zero cuts, reducing the time
切削速度 Cutting speed:Vc=300m/min 切削速度 Cutting speed:Vc=200m/min required for modification and 4 ASPV mini 回転数 Revolution:n=6,000min-1 回転数 Revolution:n=4,000min-1 additional cutting.
6 カッタ Cutter:ASPVM1012R-3-M6(φ12-3NT) 送り速度 Feed speed:Vf=2,150mm/min 送り速度 Feed speed:Vf=1,600mm/min
8 シャンク Shank:ASC12-6.5-74-24Z
一刃当たりの送り量 Feed rate:fz=0.1mm/t 一刃当たりの送り量 Feed rate:fz=0.1mm/t
Cutting depth ap Cutting depth ap
使用インサート :MPHT040205ZEL-0.5 軸方向切込み : =0.8mm 軸方向切込み : =0.05mmInsert
10 径方向切り込み Radial depth of cut:ae=0.05mm 径方向切り込み Radial depth of cut:ae=8.0mm切削速度 Cutting speed:vc = 300m/min クーラント Coolant:エアブロー Air-blow クーラント Coolant:エアブロー Air-blow
12 回転数 Revolution:n = 7,958min-1
一刃当りの送り量 :f =0.1mm/t ダイカスト金型
使用工具 Tool:ASPVM1012R-3-M6、ASC12-6.5-74-24Z 加工初期から終わりまで、良
14 Feed rate z 意匠部の仕上げ加工 被削材 Work material:SKD61( 46HRC) 好な面品位と寸法精度を持
送り速度 Feed rate:vf = 2,387mm/min Die-casting mold 使用インサート Insert:MPHT040210ZEL-0.5 続。意匠部と構造部の工具16 軸方向切込み Axial depth of cu(t ap)=1.0mm Finishing design sections 突出し量 Overhang:50mm(L/D=4.2) 集約が可能となった。
18 径方向切込み Machine Vertical type Maintains high surface grade Radial depth of cu(t ae)=0.1mm 使用機械 :縦型 (HSK63) and dimensional accuracy
20 ASPVmini 9回 5回 3回 1回 ゼロカットなし 突出し量 Overhang:50mm(L/D=4.2) ■側面部 side wall ■底面部 Bottom surface throughout the cutting process.Nine Five Three One No zero-cuts
(ゼロカット無し) クーラント :エアブロー 切削速度 Cutting speed:Vc=260m/min 切削速度 Cutting speed:Vc=110m/min Can be used as an integrated ゼロカット回数 Number of zero-cut times Coolant Air-blow22 回転数 Revolution:n=7,000min-1 回転数 Revolution:n=2,900min-1 tool for both design and No zero-cuts structural sections.
ソリッドエンドミル solid end mill 従来品(ソリッドエンドミル)Conventional (solid end mill) 送り速度 Feed speed:Vf=2,000mm/min 送り速度 Feed speed:Vf=870mm/min
24
カッタ :ソリッド 、φ12-4NT、コーナ R0.5 一刃当たりの送り量 Feed rate:fz=0.1mm/t 一刃当たりの送り量 Feed rate:fz=0.1mm/tCutter solid Corner 軸方向切込み Cutting depth:ap=0.1mm 軸方向切込み Cutting depth:ap=0.1mm
ASPV mini 従来品(ソリッドエンドミル) Conventional (solid end mill) 切削速度 Cutting speed:vc = 90m/min 径方向切り込み Radial depth of cut:ae=0.1mm 径方向切り込み Radial depth of cut:ae=7.0mm
回転数 Revolution:n = 2,400min-1 クーラント Coolant:エアブロー Air-blow クーラント Coolant:エアブロー Air-blow
一刃当りの送り量 Feed rate: fz=0.1mm/t
v 使用工具
Tool:ASPVM1016R-4-M8、ASC16-8.5-160-95Z 従来工具の 2倍の送り速度で
送り速度 Feed rate: f = 1,000mm/
金型部品
min 基準面の仕上げ加工 被削材 Work material:SCM440 基準面の仕上げ加工が可能
軸方向切込み Axial depth of cu(t ap)=20mm Mold components 使用インサート Insert:MPHT040205ZEL となった。寸法精度も良好で、
径方向切込み Radial depth of cu(t ae)=0.1mm Finishing reference surfaces 突出し量 Overhang:125mm(L/D=7.8) 再加工もないため従来工具に
1mm 1mm 突出し量 :50mm(L/D=4.2) 使用機械 Machine:縦型 Vertical type (HSK63) 比べて加工時間は半分未満。Overhang
光沢面 擦れ・曇り面 / クーラント Coolant:エアブロー Air-blow ■側面部 side wall
Allows reference surface
Shiny surface Worn Cloudy surface finishing at twice the feed rate 切削速度 Cutting speed:Vc=300m/min of conventional tools.
回転数 Revolution:n=6,000min-1 Achieves good dimensional
送り速度 Feed speed:Vf=2,400mm/min accuracy without need for
fz reworking, reducing cutting 底面仕上げ加工比較 Feed rateComparison of finished bottom surfaces 一刃当たりの送り量 : =0.1mm/t times to half or less compared 軸方向切込み Cutting depth:ap=0.4mm to conventional tools.
径方向切り込み Radial depth of cut:ae=0.05mm
01 底面仕上げ加工時の面粗さをソリッド工具と比較 Comparing the roughness of finished bottom クーラント Coolant:エアブロー Air-blowsurfaces with results for solid end mill
プレート材の加工 使用工具 Tool:ASPVM1012R-3-M6、ASC12-6.5-74-24Z 従来使用していたサーメットに
Plate finishing 被削材 Work material:S50C( 220HB) 対して倍以上の送り速度で同
ASPV mini 従来品(ソリッドエンドミル) Conventional (solid end mill) 切削条件 Cutting conditions 使用インサート Insert:MPHT040205ZEL 等の加工面品位が得られた。
Overhang
被削材 Work material:プリハードン鋼 Pre-hardened stee(l 40HRC) 突出し量 :50mm(L/D=4.2) 工具寿命も長くなっており、使用機械 Machine:縦型 Vertical type( BT50) 能率向上と工具費低減を達成
使用機械 Machine:縦型 3 軸 M/C(HSK63 主軸)
Vertical 3-axis M/C( HSK63) ■底面部 Bottom surface
した。
Produces equivalent cutting
工具 :ASPVM1012R-3-M6(φ12-3NT, CR=R0.5) 切削速度 Cutting speed:Vc=300m/min Tool surface grades at more 回転数 Revolution:n=7,958min-1 than twice the feed rate of
ソリッドエンドミル(φ12-4NT, CR=R0.5) 送り速度 Feed speed:Vf=1,194mm/min conventional cermet.
1mm 1mm Solid end mill Longer tool life for higher
切削速度 Cutting speed:vc = 200m/min 一刃当たりの送り量 Feed rate:fz=0.05mm/t efficiency and lower tool costs.
送り方向粗さ:Ra=0.07μm 送り方向粗さ:Ra=0.49μm 軸方向切込み Cutting depth:ap=0.03mm一刃当りの送り量 Feed rate: fz=0.1mm/: : tFeed direction roughness Ra=0.07μm Feed direction roughness Ra=0.49μm 径方向切り込み Radial depth of cut:ae=9.6mm
半径方向粗さ:Ra=0.07μm 半径方向粗さ:Ra=0.52μm 軸方向切込み Axial depth of cu(t ap)=0.1mm クーラント Coolant:水溶性切削液 Emulsion oil
Radial roughness:Ra=0.07μm Radial roughness:Ra=0.52μm 径方向切込み Radial depth of cu(t ae)=6.0mm
突出し量 Overhang:50mm(L/D=4.2)
クーラント 当社構造部仕上げ工具のラインナップCoolant:エアブロー Air-blow Lineup of our tools for finishing structural sections
特長 Feature ボディ Body インサート Insert
型式 工具概要
Type 精度 能率 経済性 工具径 刃数 コーナ R コーナ数 Tool description
Tolerance class Efficiency Economical Tool dia. Flutes Corner R No. of corners
独自のクランプ機構とねじれ刃形を併せ持つ、
傾斜角θ 高精度ラジアス仕上げ工具 Ramp angle θ ヘリカル穴径
Hole Dia. ARPF ◎ φ6~32 2 R0.3~3.0 1 High-precision radius finishing tool with unique clamping
mechanism and helical cutting edge
傾斜切削 ヘリカル切削 研ぎ付けブレーカによる快削性と多刃仕様による
Ramping Helical milling 能率の高さを兼ね備えた小型工具
ASPVmini ○ ◎ ◎ φ10~32 2~8 R0.2~1.0 2 Compact tool characterized by free-cutting with ground
chipbreaker and high efficiency based on multi-flute
specification
多機能・多刃仕様により構造部の仕上げに適した工具
Multi-function/multi-flute specification tool designed for
ASPV ○ ○ ◎ φ16~63 2~8 R0.2~2.0 2 finishing structural sections
15
Z位置 (mm)
Position Z
Page16
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Attentions regarding handling
(1)工具をケース(梱包)から取り出す際は、足元への落下あるいは素手の指先へ落して怪我をしないよ (1) When removing the tool from the case (package), be careful not to drop it on your foot or
うに十分なご注意をお願いします。 drop it onto the tips of your bare fingers.
(2)インサートをセットして実際にご使用する場合は、切れ刃を素手で直接触れないように注意してください。 (2) When actually setting the inserts, be careful not to touch the cutting flute directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用にあたって、インサートのセッティングは確実に行っていただき、アーバ等への取付けも確実に 2. Attentions regarding mounting
行ってください。 (1) When preparing for use, be sure that the inserts are firmly mounted in place and that they
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を除いて are firmly mounted on the arbor, etc.
ください。 (2) If abnormal chattering occurs during use, stop the machine immediately and remove the cause of the chattering.
3. 使用上のご注意
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Attentions during use(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when
ください。 starting new work. The cutting conditions should be adjusted as appropriate when the cutting
(3)インサートは硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散す depth is large, the rigidity of the machine being used is low, or according to the conditions of
ることがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れが the work material.
ありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用し (3) The inserts are made of a hard material. During use, they may break and fly off. In addition,
て安全な環境下での作業をお願いいたします。 cutting chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage
・引火や爆発の危険のあるところでは使用しないでください。 from such flying pieces, a safety cover should be installed and safety equipment such as
・不水溶性切削油は、火災の恐れがありますので使用しないでください。 safety glasses should be worn to create a safe environment for work.
(4)工具を本来の目的以外に使用したり、改造したりしないでください。 ・Do not use where there is a risk of fire or explosion. ・Do not use non-water-soluble cutting oils. Such oils may result in fire.
4. 工具に関して、安全上の問題点・不明の点・その他ご相談がありましたら フリーダイヤル技術相談 へ (4) Do not use the tool for any purpose other than that for which it is intended, and do not modify it.
お問い合わせください。
ホームページ フリーダイヤル技術相談
http://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOL SEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 北九州営業所 ☎093-434-2640 FAX093-434-6846
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
中 国/MOLDINO Tool Engineering, (Shanghai) Ltd. Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict, Shanghai, 200051, CHINA TEL:+86-(0)21-3366-3058, FAX:+86-(0)21-3366-3050
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klong Tan, Klong Toei, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/Hitachi Metals (India) Pvt. Ltd. Plot No 94 & 95,Sector 8, IMT Manesar, Gurgaon -122050, Haryana, India TEL : +91-124-4812315, FAX :+91-124-2290015
掲載価格は消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2020-10(ME)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2020-4:FP