




大物金型にも対応した、大荒加工の決定版
荒加工は“超”高送りの世界へ!TR4F形が高能率加工ならではの課題にお応えします。
TR4F5000形インサートにブレーカタイプを追加
POINT1 断続切削でも・・・欠けにくい!
POINT2 壁際加工でも・・・擦りにくい!
POINT3 切りくずの中でも・・・噛み込みリスク低減!
詳細についてはカタログをダウンロードしてご確認ください。
関連メディア
このカタログについて
| ドキュメント名 | アルファ 高送りラジアスミル TR4F形 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 4.5Mb |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
NEW
アルファ
高送りラジアスミルTR4F
Radius Mill TR4F
5000形インサートに
ブレーカタイプを追加しました。
Series expansion of inserts with breaker to 5000 type
MOLDINO Tool Engineering, Ltd.
New Produc t News No.2003-6 2022-10
Page2
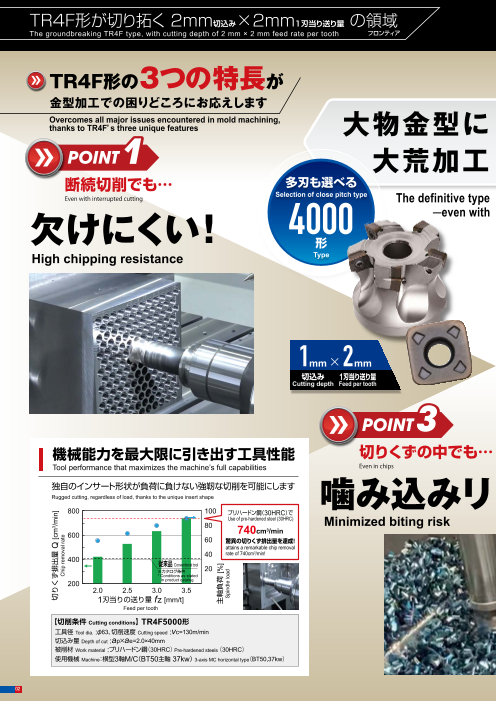
TR4F形が切り拓く 2mm切込み × 2mm1刃当り送り量 の領域
The groundbreaking TR4F type, with cutting depth of 2 mm × 2 mm feed rate per tooth フロンティア
TR4F形の3つの特長が
金型加工での困りどころにお応えします
Overcomes all major issues encountered in mold machining,
thanks to TR4F’s three unique features 大物金型に も対応した、
POINT1 大荒加工 の決定版 POINT2
断続切削でも… 多刃も選べる 深く切り込める 壁際加工でも…
Even with interrupted cutting Selection of close pitch type The definitive type for rough machining Deep cutting Even with wall face processing
4000 ̶even with large molds
欠けにくい! 5000
形 形 擦りにくい!
High chipping resistance Type Type Prevents scraping
1mm × 2mm 2mm × 2mm
切込み 1刃当り送り量 切込み 1刃当り送り量
Cutting depth Feed per tooth Cutting depth Feed per tooth
POINT3
機械能力を最大限に引き出す工具性能 切りくずの中でも… ワークに擦りにくい切りくず流れ
Tool performance that maximizes the machine’s full capabilities Even in chips Chip ejection path away from work surface
独自のインサート形状が負荷に負けない強靭な切削を可能にします 噛み込みリ スク低減! アップ/ダウンカットを問わず
Rugged cutting, regardless of load, thanks to the unique insert shape 壁際加工で起こりがちな ワ
800 100 ー
プリハードン鋼(30HRC)で 折れ、曲がり、擦れに有効です
Use of pre-hardened steel (30HRC)
80 Minimized biting risk ク
Prevents scraping due to chip breakage and
740cm3/min bending, which often occurs during wall 切りくず
600 face machining, whether cutting up or down.
60 驚異の切りくず排出量を達成!
attains a remarkable chip removal
40 rate of 740cm3/min!
400 従来品 Conventional tool
※カタログ条件 20
* Conditions as stated
in product catalog
200
2.0 2.5 3.0 3.5
1刃当りの送り量 fz [mm/t]
Feed per tooth
【切削条件 Cutting conditions】 TR4F5000形
工具径 Tool dia. :φ63、切削速度 Cutting speed :vc=130m/min 【切削条件 Cutting conditions】 TR4F5000形
切込み量 Depth of cut :ap×ae=2.0×40mm 工具径 Tool dia. :φ63、切削速度 Cutting speed :vc=100m/min
被削材 Work material :プリハードン鋼(30HRC) Pre-hardened steels( 30HRC) 1刃当りの送り量 Feed rate :fz=2.0mm/t、切込み量 Depth of cut :ap×ae=2.0×37.8mm
使用機械 Machine:横型3軸M/C(BT50主軸 37kw) 3-axis MC horizontal typ(e BT50,37kw) 被削材 Work material :プリハードン鋼(32HRC) Pre-hardened steels( 32HRC)
02
切りくず排出量 Q [cm3/min]
Chip removal rate
主軸負荷 [%]
Spindle load
Page3
TR4F形が切り拓く 2mm切込み × 2mm1刃当り送り量 の領域
The groundbreaking TR4F type, with cutting depth of 2 mm × 2 mm feed rate per tooth フロンティア
TR4F形の3つの特長が
金型加工での困りどころにお応えします
Overcomes all major issues encountered in mold machining,
thanks to TR4F’s three unique features 大物金型に も対応した、
POINT1 大荒加工 の決定版 POINT2
断続切削でも… 多刃も選べる 深く切り込める 壁際加工でも…
Even with interrupted cutting Selection of close pitch type The definitive type for rough machining Deep cutting Even with wall face processing
4000 ̶even with large molds
欠けにくい! 5000
形 形 擦りにくい!
High chipping resistance Type Type Prevents scraping
1mm × 2mm 2mm × 2mm
切込み 1刃当り送り量 切込み 1刃当り送り量
Cutting depth Feed per tooth Cutting depth Feed per tooth
POINT3
機械能力を最大限に引き出す工具性能 切りくずの中でも… ワークに擦りにくい切りくず流れ
Tool performance that maximizes the machine’s full capabilities Even in chips Chip ejection path away from work surface
独自のインサート形状が負荷に負けない強靭な切削を可能にします 噛み込みリ スク低減! アップ/ダウンカットを問わず
Rugged cutting, regardless of load, thanks to the unique insert shape 壁際加工で起こりがちな ワ
800 100 ー
プリハードン鋼(30HRC)で 折れ、曲がり、擦れに有効です
Use of pre-hardened steel (30HRC)
80 Minimized biting risk ク
Prevents scraping due to chip breakage and
740cm3/min bending, which often occurs during wall 切りくず
600 face machining, whether cutting up or down.
60 驚異の切りくず排出量を達成!
attains a remarkable chip removal
40 rate of 740cm3/min!
400 従来品 Conventional tool
※カタログ条件 20
* Conditions as stated
in product catalog
200
2.0 2.5 3.0 3.5
1刃当りの送り量 fz [mm/t]
Feed per tooth
【切削条件 Cutting conditions】 TR4F5000形
工具径 Tool dia. :φ63、切削速度 Cutting speed :vc=130m/min 【切削条件 Cutting conditions】 TR4F5000形
切込み量 Depth of cut :ap×ae=2.0×40mm 工具径 Tool dia. :φ63、切削速度 Cutting speed :vc=100m/min
被削材 Work material :プリハードン鋼(30HRC) Pre-hardened steels( 30HRC) 1刃当りの送り量 Feed rate :fz=2.0mm/t、切込み量 Depth of cut :ap×ae=2.0×37.8mm
使用機械 Machine:横型3軸M/C(BT50主軸 37kw) 3-axis MC horizontal typ(e BT50,37kw) 被削材 Work material :プリハードン鋼(32HRC) Pre-hardened steels( 32HRC)
03
切りくず排出量 Q [cm3/min]
Chip removal rate
主軸負荷 [%]
Spindle load
Page4
荒加工は“超”高送りの世界へ
Roughing technique achieves “super” high-feed cutting.
独自のインサート形状とボディ形状が導く、 JM4160 JP4105
JS4060 JP4120 加工 荒
GX2140
ひと味違う高能率加工。 用途 Roughing
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼 Applications
合金鋼 工具鋼 焼入れ鋼 45~50HRC 50~60HRC
Exclusive high-efficiency cutting, 35~45HRC
Copper Carbon steels Stainless steels Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels Hardened steels 45̃50HRC 50̃60HRC
resulting from unique insert and body shapes 35̃45HRC
TR4F形が高能率加工ならではの課題にお応えします。
TR4F type to meet specific challenges posed by high-efficiency cutting 課題 荒加工工程の効率化のために新たな工作機械を導入した。
Issue 高送り加工で加工時間を短縮したいが、送り速度を速めると
02 工具が短寿命になってしまい、機械の能力を発揮できない。
課題 高送り加工で形状加工を行っているが、 New equipment installed to improve the efficiency of the roughing process.
The goal is to reduce machining times with high-feed cutting. But higher feed rates reduce tool life
Issue 切りくず詰まりや噛み込みがひどくて能率が上げられない。 and keep the machine away from delivering its full potential.
01 Although high-feed cutting is performed for shaping,
resulting severe chip clogging and biting may reduce shaping efficiency. 課題解決のご提案!
Proposed solutions
●独自のインサート形状を開発。広い断面積と拘束面積で高能率加工時の切削負荷に対応します。
課題解決のご提案! Developed a unique insert shape. Performs stable machining despite large cutting load generated during high-feed cutting with large cross-sectional and constraint areas.
Proposed solutions ●独自の不等分割方式を採用し、切削時のびびり振動を抑制します。
Adopts unique unequal pitch method to reduce chattering during cutting.
●切りくず排出性を高めたボディ形状を採用。
突出し量の長い形状部の加工でも切りくず詰まり・噛み込みを抑えます。 ■ねじれのないスムーズな切りくず生成 従来品 TR4F形 各分割方法での限界切込深さ(L/D=6)
Generation of smooth twist-free chips Conventional tool TR4F type Comparison of the maximum depth of cut (L/D=6).
Adopts new body shape to enhance chip removal.
Suppresses chip clogging, even when cutting long overhangs. 従来品 TR4F 1.4
形
Conventional tool TR4F type 1.2
Point 1 1
断面積
広く開放したポケットによる優 Cross-sectional 0.8
area 0.6 びびり振動を抑制して
れた切りくず排出性。 100% 110% 0.4 約20%の能率向上 従来品(等分割)
Reduces chatter to improve Conventional tool (equal pitch)
Offers excellent chip removal performance thanks 0.2 efficiency by roughly 20%.
to large open pocket. 不等分割品 Unequal pitch
0
600 650 700 750 800 850 900
Point 2 【切削条件 Cutting conditions】 拘束面積 主軸回転数 [min-1]
Spindle speed
独自のくびれ形状を採用。 工具径 Tool dia.:φ63 Constraint
area
切削速度 Cutting speed:vc =130m/min 【切削条件 Cutting conditions】
工具と壁面の間での切りくず噛み込みを 1刃当りの送り量 Feed rate: fz=1.0mm/t 100% 135% 工具径 Tool dia.:φ50、刃数 No. of Flutes:4枚刃 4 Flutes、
抑制します。 切込み量 Depth of cut:ap×ae=1.0×38mm fz=1.0mm/t、ae=35mm、OH=300mm
被削材 : (220HB)
Adopts unique constricted shape. Work material S50C ●インサートの断面積と拘束面積を拡大することにより、 被削材Work material:S50C(220HB)
Suppresses chip clogging between tools and wall surfaces. 高負荷な加工においても、インサート強度と拘束力を確保 ●インサートを不等分割ピッチで配列することにより、
します。 びびり振動の主要因である自励振動を抑制します。
! Secures insert strength and constraint force by enlarging cross-sectional and
ここがポイント 切りくず流れをコントロールする切れ刃設計 Unequal pitch reduces a vibration, a major factor of chattering.
constraint areas even in high-load cutting.
Point Cutting edge designed to control chip flow
●切れ刃設計を適正化し、壁面側へ向かいにくい切りくず流れを実現しました。
切りくずの生成時から詰まりと噛み込みを抑えます。 ここがポイント! 多用途・多鋼種に対応
Optimizes cutting edge design to achieve smooth chip removal flow; keeps chips away from wall surfaces. Point Meets the requirements of various applications and steel types.
Suppresses clogging from the time chip generation starts.
外周方向(壁面側)へ 渦巻き状に ●独自のインサート断面形状と切れ刃設計により幅広い加工形態に対応します。 面削
らせん状に伸びる切りくず 切りくずを生成 ・The unique cross-sectional shape and cutting edge design of a single insert meets the needs of a wide Face milling
Generates helical-shaped chips
Helical chips spreading in range of cutting modes.
peripheral direction 溝 彫込み
(on wall surface side) Slotting Die-sinking
向 向
周方irection 方 tion ●豊富な材種ラインナップで幅広い被削材に対応します。
外 d 周 direc
ripheral 外 al
Pe Peripher ・Diverse lineup of insert grades to meet the demands posed by a wide range of work materials.
傾斜 バーチカル
Ramping Vertical
従来品 Conventional tool TR4F形 TR4F type
04
軸方向切込み量 [mm]
Axial depth of cut
Page5
荒加工は“超”高送りの世界へ
Roughing technique achieves “super” high-feed cutting.
独自のインサート形状とボディ形状が導く、 JM4160 JP4105
JS4060 JP4120 加工 荒
GX2140
ひと味違う高能率加工。 用途 Roughing
銅 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 焼入れ鋼 Applications
合金鋼 工具鋼 焼入れ鋼 45~50HRC 50~60HRC
Exclusive high-efficiency cutting, 35~45HRC
Copper Carbon steels Stainless steels Pre-hardened steels Hardened steels Hardened steels
Alloy steels Tool steels Hardened steels 45̃50HRC 50̃60HRC
resulting from unique insert and body shapes 35̃45HRC
TR4F形が高能率加工ならではの課題にお応えします。
TR4F type to meet specific challenges posed by high-efficiency cutting 課題 荒加工工程の効率化のために新たな工作機械を導入した。
Issue 高送り加工で加工時間を短縮したいが、送り速度を速めると
02 工具が短寿命になってしまい、機械の能力を発揮できない。
課題 高送り加工で形状加工を行っているが、 New equipment installed to improve the efficiency of the roughing process.
The goal is to reduce machining times with high-feed cutting. But higher feed rates reduce tool life
Issue 切りくず詰まりや噛み込みがひどくて能率が上げられない。 and keep the machine away from delivering its full potential.
01 Although high-feed cutting is performed for shaping,
resulting severe chip clogging and biting may reduce shaping efficiency. 課題解決のご提案!
Proposed solutions
●独自のインサート形状を開発。広い断面積と拘束面積で高能率加工時の切削負荷に対応します。
課題解決のご提案! Developed a unique insert shape. Performs stable machining despite large cutting load generated during high-feed cutting with large cross-sectional and constraint areas.
Proposed solutions ●独自の不等分割方式を採用し、切削時のびびり振動を抑制します。
Adopts unique unequal pitch method to reduce chattering during cutting.
●切りくず排出性を高めたボディ形状を採用。
突出し量の長い形状部の加工でも切りくず詰まり・噛み込みを抑えます。 ■ねじれのないスムーズな切りくず生成 従来品 TR4F形 各分割方法での限界切込深さ(L/D=6)
Generation of smooth twist-free chips Conventional tool TR4F type Comparison of the maximum depth of cut (L/D=6).
Adopts new body shape to enhance chip removal.
Suppresses chip clogging, even when cutting long overhangs. 従来品 TR4F 1.4
形
Conventional tool TR4F type 1.2
Point 1 1
断面積
広く開放したポケットによる優 Cross-sectional 0.8
area 0.6 びびり振動を抑制して
れた切りくず排出性。 100% 110% 0.4 約20%の能率向上 従来品(等分割)
Reduces chatter to improve Conventional tool (equal pitch)
Offers excellent chip removal performance thanks 0.2 efficiency by roughly 20%.
to large open pocket. 不等分割品 Unequal pitch
0
600 650 700 750 800 850 900
Point 2 【切削条件 Cutting conditions】 拘束面積 主軸回転数 [min-1]
Spindle speed
独自のくびれ形状を採用。 工具径 Tool dia.:φ63 Constraint
area
切削速度 Cutting speed:vc =130m/min 【切削条件 Cutting conditions】
工具と壁面の間での切りくず噛み込みを 1刃当りの送り量 Feed rate: fz=1.0mm/t 100% 135% 工具径 Tool dia.:φ50、刃数 No. of Flutes:4枚刃 4 Flutes、
抑制します。 切込み量 Depth of cut:ap×ae=1.0×38mm fz=1.0mm/t、ae=35mm、OH=300mm
被削材 : (220HB)
Adopts unique constricted shape. Work material S50C ●インサートの断面積と拘束面積を拡大することにより、 被削材Work material:S50C(220HB)
Suppresses chip clogging between tools and wall surfaces. 高負荷な加工においても、インサート強度と拘束力を確保 ●インサートを不等分割ピッチで配列することにより、
します。 びびり振動の主要因である自励振動を抑制します。
! Secures insert strength and constraint force by enlarging cross-sectional and
ここがポイント 切りくず流れをコントロールする切れ刃設計 Unequal pitch reduces a vibration, a major factor of chattering.
constraint areas even in high-load cutting.
Point Cutting edge designed to control chip flow
●切れ刃設計を適正化し、壁面側へ向かいにくい切りくず流れを実現しました。
切りくずの生成時から詰まりと噛み込みを抑えます。 ここがポイント! 多用途・多鋼種に対応
Optimizes cutting edge design to achieve smooth chip removal flow; keeps chips away from wall surfaces. Point Meets the requirements of various applications and steel types.
Suppresses clogging from the time chip generation starts.
外周方向(壁面側)へ 渦巻き状に ●独自のインサート断面形状と切れ刃設計により幅広い加工形態に対応します。 面削
らせん状に伸びる切りくず 切りくずを生成 ・The unique cross-sectional shape and cutting edge design of a single insert meets the needs of a wide Face milling
Generates helical-shaped chips
Helical chips spreading in range of cutting modes.
peripheral direction 溝 彫込み
(on wall surface side) Slotting Die-sinking
向 向
周方irection 方 tion ●豊富な材種ラインナップで幅広い被削材に対応します。
外 d 周 direc
ripheral 外 al
Pe Peripher ・Diverse lineup of insert grades to meet the demands posed by a wide range of work materials.
傾斜 バーチカル
Ramping Vertical
従来品 Conventional tool TR4F形 TR4F type
05
軸方向切込み量 [mm]
Axial depth of cut
Page6
ラインナップ
Line Up
シャンクタイプ は数字、 は英文字が入ります。
Shank type TR4F40 32- Numeric figure in a circle and Alphabetical character comes in a square .
Fig.1( 一般形)
(Standard type)
LH LS
LF
Fig.2( アンダーカット形)
(Undercut type)
LH LS エアー穴付き
LF With air hole
タイプ 商品コード 在庫 刃数 寸 法 Size (mm) 形状 適用インサート 希望小売価格(円)
Type Item code Stock No.of
flutes DCX LF LH LS DCONMS Shape Recommended insert Suggested
retail price( ¥)
レ
ギ TR4F4032S32-2 ● 2 32 150 70 80 32 Fig.1 47,500
ュ
ラ
ー TR4F4040S32-3 ● 3 40 150 50 100 32 Fig.2 SDNW120520TR(-P) 54,970
ロ TR4F4032L32-2 ● 2 32 200 120 80 32 Fig.1 SDMT120520TR 50,030
ン
グ TR4F4040L32-3 ● 3 40 250 50 200 32 Fig.2 64,400
モジュラータイプ は数字が入ります。
Modular type TR4F40 M- Numeric figure comes in a circle .
LF DRVS
THSZMS (
( 切
N 欠
otc 部
h 幅
wid )
th)
L1
L2 エアー穴付き
With air hole
商品コード 在庫 刃数 寸 法 Size (mm) 適用インサート 希望小売価格(円)
Item code Stock No.of
flutes DCX LF L1 L2 DCONMS DHUB THSZMS DRVS Recommended Insert Suggested
Retail Price( ¥)
TR4F4032M-2 ● 2 32 40 6 23 17 28.8 M16 22 SDNW120520TR(-P) 45,170
TR4F4040M-3 ● 3 40 40 6 23 17 28.8 M16 22 SDMT120520TR 51,620
【注意】 モジュラーミル及び専用シャンク、専用アーバの「工具端面」「モジュラーねじ部」にグリースなどの潤滑剤は塗布しないでください。
【Note】 When ※ and carbide shank are used together as a set, there is no interference.
Do not apply lubricants such as grease,etc. to the "contact faces" and "modular screws" of the "modular mill","dedicated shanks" and "dedicated arbor".
部品番号 Parts
部品名 クランプねじ レンチ ねじ焼き付き防止剤 アーバ用ねじ
Parts Clamp screw Wrench Screw anti-seizure agent Arbor screw
a
形状
Shape
d
f c
締付 希望小売価格 希望小売価格 希望小売価格 希望小売価格
トルク (円) (円) (円) (円)
適用カッタ Fastening torque Suggested retail Suggested retail Suggested retail a φb c d f Suggested retail
Cutter body (N・m) price (¥) price (¥) price (¥) price (¥)
TR4F40○○ S/L/M (32)-○
TR4F4050 B□-○
TR4F4063 B□-○ 100-178 M10×1.5 16 35 25 8 1,760
TR4F4080 BM-○ 262-141 2.9 870 105-T15 2,120 100-179 M12×1.75 18 42 30 10 1,760
TR4F4080 B-○ 100-180 M16×2.0 24 51 35 14 1,760
TR4F4100 B□-○ P-37 1,010
TR4F5063 B□-4 100-178 M10×1.5 16 35 25 8 1,760
TR4F5080 BM-5 100-179 M12×1.75 18 42 30 10 1,760
TR4F5080 B-5 555-141 4.9 690 105-T20 2,120 100-180 M16×2.0 24 51 35 14 1,760
TR4F5100 B□-6
TR4F5125 B□-○
【注意】クランプねじは消耗品です。使用環境により交換寿命は変化しますので早めの交換をお願い致します。クランプねじは予備がシャンクタイプとモジュラータイプは1本、ボ
アタイプは 2本付属します。
【Note】 The clamp screw is a consumable part. Since replacement life depends on the use environment, it is recommended that it be replaced at an early stage.
Includes one spare clamp screw for shank type and modular, two spare clamp screws for bore type.
●印:標準在庫品です。●:Stocked items.
06
Long Regular
DCX DCX DCX
DCONMS
DHUB
φb
DCONMS DCONMS
Page7
ボアタイプ TR4F B - は数字、 は英文字が入ります。
Bore type Numeric figure in a circle and Alphabetical character comes in a square .
DHUB
DHUB
DCONMS
DCONMS
KWW KWW
DCCB DCCB
DCX DCX
Fig.1( エアー穴付き) Fig.2( エアー穴無し)
With air hole Without air hole
タイプ 商品コード 在庫 刃数 寸 法 Size (mm) 形状 適用インサート 希望小売価格(円)
Type Item code Stock No.of DCX DHUB L CBDP KWW DCONMS DCCB Shape Recommended insert Suggested
flutes F b retail price( ¥)
TR4F4050B-3 ● 3 56,190
TR4F4050B-4 ● 4 50 47 50 19 8.4 5 22.225 17 68,400
TR4F4050B-5 ● 5 78,640
TR4F4063B-4 ● 4 71,100
TR4F4063B-5 ● 5 63 60 50 19 8.4 5 22.225 17 SDNW120520TR(-P) 78,010
内TR4F4063B-6 ● 6 SDMT120520TR 90,640
径
イTR4F4080B-5 ● 5 Fig.1 95,600
ン 80 76 70 32 12.7 8 31.75 26
チTR4F4080B-7 ● 7 111,210
サ
イTR4F4100B-6 ● 6 125,520
ズ 100 96 70 32 12.7 8 31.75 26
TR4F4100B-8 ● 8 145,490
TR4F5063B-4 ● 4 63 60 50 19 8.4 5 22.225 17 71,100
部品番号 Parts TR4F5080B-5 ● 5 80 76 70 32 12.7 8 31.75 26 95,600
部品名 クランプねじ レンチ ねじ焼き付き防止剤 アーバ用ねじ TR4F5100B-6 ● 6 100 96 70 32 12.7 8 31.75 26 SDNW150525ZTR
SDMT150525ZTR 125,520
Parts Clamp screw Wrench Screw anti-seizure agent Arbor screw
TR4F5125B-6 ● 6 131,380
形状 ボ 125 100 63 38 15.9 10 38.1 60 Fig.2
Shape ア TR4F5125B-7 ● 7 148,980
タ
イ TR4F4050BM-3 ● 3 56,190
プ
TR4F4050BM-4 ● 4 50 47 50 20 10.4 6.3 22 17 68,400
締付 希望小売価格 希望小売価格 希望小売価格 希望小売価格 TR4F4050BM-5 ● 5 78,640
トルク (円) (円) (円) (円)
適用カッタ Fastening torque Suggested retail Suggested retail Suggested retail a φb c d f Suggested retail TR4F4063BM-4 ● 4 71,100
Cutter body (N・m) price (¥) price (¥) price (¥) price (¥)
TR4F40○○ S/L/M (32)-○ TR4F4063BM-5 ● 5 63 60 50 20 10.4 6.3 22 17 SDNW120520TR(-P) 78,010
TR4F4050 B□-○ TR4F4063BM-6 ● 6 SDMT120520TR 90,640
TR4F4063 B□-○ 100-178 M10×1.5 16 35 25 8 1,760 内
径TR4F4080BM-5 ● 5 Fig.1 95,600
TR4F4080 BM-○ 262-141 2.9 870 105-T15 2,120 100-179 M12×1.75 18 42 30 10 1,760 ミ 80 76 70 22 12.4 7 27 20
TR4F4080 B-○ リTR4F4080BM-7 ● 7 111,210
100-180 M16×2.0 24 51 35 14 1,760 サ
TR4F4100 B□-○ P-37 1,010 イTR4F4100BM-6 ● 6 125,520
TR4F5063 B□-4 100-178 M10×1.5 16 35 25 8 1,760 ズ 100 96 70 25.5 14.4 8 32 26
TR4F4100BM-8 ● 8 145,490
TR4F5080 BM-5 100-179 M12×1.75 18 42 30 10 1,760
TR4F5080 B-5 555-141 4.9 690 105-T20 2,120 TR4F5063BM-4 ● 4 63 60 50 20 10.4 6.3 22 17 71,100
100-180 M16×2.0 24 51 35 14 1,760
TR4F5100 B□-6 TR4F5080BM-5 ● 5 80 76 70 22 12.4 7 27 20 95,600
TR4F5125 B□-○
TR4F5100BM-6 ● 6 100 96 70 25.5 14.4 8 32 26 SDNW150525ZTR
SDMT150525ZTR 125,520
TR4F5125BM-6 ● 6 131,380
125 100 63 38 16.4 9 40 60 Fig.2
TR4F5125BM-7 ● 7 148,980
【注意】アーバ用ねじは付属しません。
【Note】Arbor screw is not included.
07
Bore type
Internal diameter mm size Internal diameter inch size
b
CBDP
LF
b
CBDP
LF
Page8
ラインナップ
Line Up
インサート Insert
S S
Fig.1 Fig.2 S Fig.3 S Fig.4
P 鋼 Carbon steels
:一般切削・第一推奨
M SUS等 SUS, etc. General cutting, First recommendation
K FC・FCD Cast irons :一般切削・第二推奨
General cutting, Second recommendation
H 高硬度材 Hardened steels
商品コード 精度 AJコーティング JSコーティング GXコーティング
AJ Coating JS Coating GX Coating 寸 法 Size (mm) 形 状 希望小売価(円)
Item code Tolerance Suggested Retail Price
class Shape
JP4105 JP4120 JM4160 JS4060 GX2140 IC S (¥)
SDNW120520TR ● ● ● ● ● Fig.1 1,500
※ 1 12.7
SDNW120520TR-P N 級 N ● 5.56 Fig.2 1,500
SDNW150525ZTR ● ● ● ● ● 15.875 Fig.1 1,960
SDMT120520TR ● ● ● ● 12.7 5.76 Fig.3 1,500
M 級 M
SDMT150525ZTR ★ ★ ★ ★ 15.875 5.61 Fig.4 1,960
※ 1:析出硬化系ステンレス鋼の加工にもご使用頂けます。 ※ 1:Can be used to process the precipitation hardening stainless steel.
【注意】GXコーティング、JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
【Note】Please note that the GX Coating and JS Coating do not cause a reaction in conductive touch sensors.
材種マップ(35HRC未満の鋼材) 被削材別推奨材種マップ
Grade map for less than 35HRC Grade map for work materials
◀耐チッピング性 耐摩耗性▶ 被削材硬度 Work Hardness 被削材硬度 Work Hardness 被削材硬度 Work Hardness
Chipping resistance Wear resistance 低い Low High 高い 低い Low High 高い 低い Low High 高い
不
GX2140 安 JS4060
定
加 JS4060
工 JM4160 GX2140
JS4060
JP4120
◀湿式加工 乾式加工▶ GX2140
Wet cutting Dry cutting JP4105 JP4120 JP4120
安
定
GX2140 加
工
一般構造用鋼 炭素鋼・合金鋼 炭素鋼・合金鋼 焼入れ鋼 焼入れ鋼 ステンレス鋼系材料 鋳鉄
JS4060 (200HB以下)(30HRC以下)(30~45HRC)(45~50HRC)(50~60HRC) SUS FC,FCD
Mild steels Carbon steels, Alloy steels Carbon steels Hardened steels Hardened steels Stainless steel materials Cast irons
(200HB or less)(30HRC or less) Alloy steels Pre-Harden steels
インサートの使い分け Proper use of inserts
SDNW120520TR
SDNW150525ZTR SDNW120520TR-P SDMT120520TR
SDMT150525ZTR
刃先強度に優れた第一推奨インサート 突き出し量が短く、断続の少ない加工に推奨 ブレーカ付きインサート
一般的な高送り加工に適します 特にプリハードン鋼(P20、P21材)に適します 低剛性なワークや低馬力なM/C での荒加工に適します
The recommended default insert offers superior Recommended for relatively continuous Breaker type insert.
cutting edge strength. Ideal for general high-feed (uninterrupted) cutting with short overhangs. Ideal for rough machining with low-rigidity work materials and low-horsepower M/C.
cutting. Ideal for pre-hardened steels (P20 and P21 materials).
★印:新商品の標準在庫品です。★:Stocked items of new products. ●印:標準在庫品です。●:Stocked items.
08
IC
Stable Unstable
machining machining
IC
IC
IC
Page9
標準切削条件表
Recommended Cut t ing Condi t ions
ae ap
①シャンクタイプ・モジュラータイプ Shank type TR4F4000形(TR4F40 S/M/(L 32)- )
/ Modular type は数字が入ります。 Numeric figure in a circle .
等高線荒加工標準切削条件 Standard cutting conditions for contour roughing
タイプ Type シャンクタイプ Shank Type モジュラータイプ Modular Type
工具径 DCX φ32(2枚刃) (2 Flutes) φ40(3枚刃) (3 Flutes) φ32(2枚刃) (2 Flutes) φ40(3枚刃) (3 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX
Work material Recommended 突出し量
inserts grade 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工
General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting
n (min-1) 1490 1990 1190 1590 1490 1990 1490 1190 1590 1190
一般構造用鋼 Vc(m/min) 150 200 150 200 150 200 150 150 200 150
Mild steels GX2140 V f (mm/min) 5360 7960 6430 9540 5360 7960 5360 6430 9540 6430
(200HB fz(mm/t) 1.8 2.0 1.8 2.0 1.8 2.0 1.8 1.8 2.0 1.8
以下) JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
(200HB or less) ae(mm) 14 14 22 22 14 14 14 22 22 22
Q(cm3/min) 75 111 141 210 75 111 75 141 210 141
炭素鋼 n (min-1) 1490 1990 1190 1590 1490 1990 1490 1190 1590 1190
合金鋼 Vc(m/min) 150 200 150 200 150 200 150 150 200 150
Carbon steels GX2140 V f (mm/min) 5360 7960 6430 9540 5360 7960 5360 6430 9540 6430
Alloy steels fz(mm/t) 1.8 2.0 1.8 2.0 1.8 2.0 1.8 1.8 2.0 1.8
(35HRC JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
以下) ae(mm) 14 14 22 22 14 14 14 22 22 22
(35HRC or less) Q(cm3/min) 75 111 141 210 75 111 75 141 210 141
n (min-1
炭素鋼 ) 1290 1490 1030 1190 1290 1490 1290 1030 1190 1030
Vc(m/min) 130 150 130 150 130 150 130 130 150 130
合金鋼
JP4120 Vf(mm/min) 4640 5960 5560 7140 4640 5960 4640 5560 7140 5560
Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 2.0 1.8 2.0 1.8 1.8 2.0 1.8
JS4060
(35 〜 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
45HRC) ae(mm) 14 14 22 22 14 14 14 22 22 22
Q(cm3/min) 65 83 122 157 65 83 65 122 157 122
n (min-1) 990 1990 800 1590 990 1990 990 800 1590 800
Vc(m/min) 100 200 100 200 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 1980 3980 2400 4770 1980 3980 1980 2400 4770 2400
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
SUS ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
ae(mm) 14 14 22 22 14 14 14 22 22 22
Q(cm3/min) 28 56 53 105 28 56 28 53 105 53
n (min-1) 1490 1990 1190 1590 1490 1990 1490 1190 1590 1190
鋳鉄 Vc(m/min) 150 200 150 200 150 200 150 150 200 150
Cast irons JP4120 V f (mm/min) 5960 7960 7140 9540 5960 7960 5960 7140 9540 7140
FC fz(mm/t) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0
GX2140 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
FCD ae(mm) 14 14 22 22 14 14 14 22 22 22
Q(cm3/min) 83 111 157 210 83 111 83 157 210 157
n (min-1) 800 900 640 720 800 900 800 640 720 640
焼入れ鋼 Vc(m/min) 80 90 80 90 80 90 80 80 90 80
JP4120 V f (mm/min) 800 1440 960 1730 800 1440 800 960 1730 960
Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.8 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8
50HRC) ae(mm) 14 14 22 22 14 14 14 22 22 22
Q(cm3/min) 9 16 17 30 9 16 9 17 30 17
n (min-1) 800 900 640 720 800 900 800 640 720 640
焼入れ鋼 Vc(m/min) 80 90 80 90 80 90 80 80 90 80
JP4105 V f (mm/min) 640 1080 770 1300 640 1080 640 770 1300 770
Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.6 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8
60HRC) ae(mm) 14 14 22 22 14 14 14 22 22 22
Q(cm3/min) 7 12 14 23 7 12 7 14 23 14
バーチカル荒加工標準切削条件 Standard cutting conditions for vertical roughing
工具径 DCX
被削材 推奨材種 φ 32(2枚刃) (2 Flutes) φ 40(3枚刃) (3 Flutes)
Tool dia.
Work material Recommended inserts grade 突出し量 Overhang <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
n (min-1) 1990 1990 1590 1590
鋳鉄 Vc(m/min) 200 200 200 200
Cast irons JP4120 V f (mm/min) 600 600 720 720
FC GX2140 fz(mm/t) 0.15 0.15 0.15 0.15
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX
ae(mm) ≦ 9.0 ≦ 9.0
【注意】①本表は切削条件の目安を示すものです。機械剛性やツーリング、加工物の状態に合わせて調整してください。 pf
特に、溝切削を伴う、またはそれに近い切込み幅の加工などで、切りくずの噛み込みやビビり振動が発生し、トラブルに至る場合がありますので下記を参考に調整してください。
・回転数、テーブル送り量を 50~ 70%下げる。
・切込み深さapを 50~ 70%下げる。 ae
・切込み幅 aeを 50~ 70%下げる。
② GXコーティング、JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
③「JP4105」は高硬度鋼専用材種で、生材には適しません。
④強断続切削、突出しが長い場合及び湿式切削には「JM4160」を推奨します。
⑤切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行ってください。
⑥排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の保
護具を着用し、安全な環境で作業されることをお願い致します。
⑦インサートの交換は早めに行い、過度の使用による破損を防止してください。
⑧突出し量 5DCX 以上の場合は、弊社防振アーバの適用を推奨致します。
⑨右記に単位時間当たりの切りくず排出量Qを示します。 Q(cm3/min)=ap(mm)×ae(mm)×Vf(mm/min)/1000 09
Page10
標準切削条件表
Recommended Cut t ing Condi t ions
②ボアタイプ Bore type TR4F4000形(TR4F4050B - ,TR4F4063B - )は数字、 は英文字が入ります。
Numeric figure in a circle and Alphabetical character comes in a square .
等高線荒加工標準切削条件 Standard cutting conditions for contour roughing
工具径 DCX φ 50(3枚刃) (3 Flutes) φ 50(4枚刃) (4 Flutes) φ 50(5枚刃) (5 Flutes) φ 63(4枚刃) (4 Flutes) φ 63(5枚刃) (5 Flutes) φ 63(6枚刃) (6 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX <3DCX <3DCX 被削材
Work material Recommended 突出し量 Work material
inserts grade 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工
General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting
n (min-1) 950 1270 950 950 1270 950 950 1270 950 760 1010 760 760 1010 760 760 1010 760
一般構造用鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 一般構造用鋼
Mild steels GX2140 V f (mm/min) 5130 7620 5130 6840 10160 6840 8550 12700 8550 5470 8080 5470 6840 10100 6840 8210 12120 8210 Mild steels
(200HB fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 (200HB
以下) ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 以下)
(200HB or less) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 (200HB or less)
Q(cm3/min) 154 229 154 205 305 205 257 381 257 241 356 241 301 444 301 361 533 361
炭素鋼 n (min-1) 950 1270 950 950 1270 950 950 1270 950 760 1010 760 760 1010 760 760 1010 760 炭素鋼
合金鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 合金鋼
Carbon steels GX2140 V f (mm/min) 5130 7620 5130 6840 10160 6840 8550 12700 8550 5470 8080 5470 6840 10100 6840 8210 12120 8210 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 Alloy steels
(35HRC JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35HRC
以下) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 以下)
(35HRC or less) Q(cm3/min) 154 229 154 205 305 205 257 381 257 241 356 241 301 444 301 361 533 361 (35HRC or less)
n (min-1
炭素鋼 ) 830 950 830 830 950 830 830 950 830 660 760 660 660 760 660 660 760 660
Vc(m/min) 130 150 130 130 150 130 130 150 130 130 150 130 130 150 130 130 150 130 炭素鋼
合金鋼 Vf(mm/min) 4480 5700 4480 5980 7600 5980 7470 9500 7470 4750 6080 4750 5940 7600 5940 7130 9120 7130 合金鋼
Carbon steels JP4120 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 Alloy steels
(35 〜 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35 〜
45HRC) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44
Q(cm3/min) 134 171 134 179 228 179 224 285 224 209 268 209 261 334 261 314 401 314 45HRC)
n (min-1) 640 1270 640 640 1270 640 640 1270 640 510 1010 510 510 1010 510 510 1010 510
Vc(m/min) 100 200 100 100 200 100 100 200 100 100 200 100 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 1920 3810 1920 2560 5080 2560 3200 6350 3200 2040 4040 2040 2550 5050 2550 3060 6060 3060 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 Stainless steels
SUS ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 SUS
ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44
Q(cm3/min) 58 114 58 77 152 77 96 191 96 90 178 90 112 222 112 135 267 135
n (min-1) 950 1270 950 950 1270 950 950 1270 950 760 1010 760 760 1010 760 760 1010 760
鋳鉄 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 鋳鉄
Cast irons JP4120 V f (mm/min) 5700 7620 5700 7600 10160 7600 9500 12700 9500 6080 8080 6080 7600 10100 7600 9120 12120 9120 Cast irons
FC fz(mm/t) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0
GX2140 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 FC
FCD ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 FCD
Q(cm3/min) 171 229 171 228 305 228 285 381 285 268 356 268 334 444 334 401 533 401
n (min-1) 510 570 510 510 570 510 510 570 510 400 450 400 400 450 400 400 450 400
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80
JP4120 V f (mm/min) 焼入れ鋼
770 1370 770 1020 1820 1020 1280 2280 1280 800 1440 800 1000 1800 1000 1200 2160 1200
Hardened steels Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (45〜
50HRC) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 50HRC)
Q(cm3/min) 18 33 18 24 44 24 31 55 31 28 51 28 35 63 35 42 76 42
n (min-1) 510 570 510 510 570 510 510 570 510 400 450 400 400 450 400 400 450 400
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80
JP4105 V f (mm/min) 焼入れ鋼
610 1030 610 820 1370 820 1020 1710 1020 640 1080 640 800 1350 800 960 1620 960
Hardened steels Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (50〜
60HRC) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 60HRC)
Q(cm3/min) 15 25 15 20 33 20 24 41 24 23 38 23 28 48 28 34 57 34
バーチカル荒加工標準切削条件 Standard cutting conditions for vertical roughing
推奨 工具径 DCX φ 50(3枚刃) (3 Flutes) φ 50(4枚刃) (4 Flutes) φ 50(5枚刃) (5 Flutes) φ 63(4枚刃) (4 Flutes) φ 63(5枚刃) (5 Flutes) φ 63(6枚刃) (6 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
inserts grade <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
Overhang
n (min-1) 1270 1270 1270 1270 1270 1270 1010 1010 1010 1010 1010 1010
鋳鉄 Vc(m/min) 200 200 200 200 200 200 200 200 200 200 200 200 鋳鉄
Cast irons JP4120 V f (mm/min) 760 760 1020 1020 1270 1270 810 810 1010 1010 1210 1210 Cast irons
FC GX2140 fz(mm/t) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 FC
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX FCD
ae(mm) ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0
【注意】①本表は切削条件の目安を示すものです。機械剛性やツーリング、加工物の状態に合わせて調整してください。
特に、溝切削を伴う、またはそれに近い切込み幅の加工などで、切りくずの噛み込みやビビり振動が発生し、トラブルに至る場合がありますので下記を参考に調整してください。
・回転数、テーブル送り量を 50~ 70%下げる。
・切込み深さapを 50~ 70%下げる。
・切込み幅 aeを 50~ 70%下げる。
② GXコーティング、JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
③「JP4105」は高硬度鋼専用材種で、生材には適しません。
④強断続切削、突出しが長い場合及び湿式切削には「JM4160」推奨します。
⑤切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行ってください。
⑥排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の保
護具を着用し、安全な環境で作業されることをお願い致します。
⑦インサートの交換は早めに行い、過度の使用による破損を防止してください。
⑧突出し量 5DCX 以上の場合は、弊社防振アーバの適用を推奨致します。
⑨右記に単位時間当たりの切りくず排出量Qを示します。 Q(cm3/min)=ap(mm)×ae(mm)×Vf(mm/min)/1000
10
Page11
ae ap
工具径 DCX φ 50(3枚刃) (3 Flutes) φ 50(4枚刃) (4 Flutes) φ 50(5枚刃) (5 Flutes) φ 63(4枚刃) (4 Flutes) φ 63(5枚刃) (5 Flutes) φ 63(6枚刃) (6 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX <3DCX <3DCX 被削材
Work material Recommended 突出し量 Work material
inserts grade 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工
General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting
n (min-1) 950 1270 950 950 1270 950 950 1270 950 760 1010 760 760 1010 760 760 1010 760
一般構造用鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 一般構造用鋼
Mild steels GX2140 V f (mm/min) 5130 7620 5130 6840 10160 6840 8550 12700 8550 5470 8080 5470 6840 10100 6840 8210 12120 8210 Mild steels
(200HB fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
以下) JS4060 (200HB
ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 以下)
(200HB or less) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 (200HB or less)
Q(cm3/min) 154 229 154 205 305 205 257 381 257 241 356 241 301 444 301 361 533 361
炭素鋼 n (min-1) 950 1270 950 950 1270 950 950 1270 950 760 1010 760 760 1010 760 760 1010 760 炭素鋼
合金鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 合金鋼
Carbon steels GX2140 V f (mm/min) 5130 7620 5130 6840 10160 6840 8550 12700 8550 5470 8080 5470 6840 10100 6840 8210 12120 8210 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 Alloy steels
(35HRC JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35HRC
以下) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 以下)
(35HRC or less) Q(cm3/min) 154 229 154 205 305 205 257 381 257 241 356 241 301 444 301 361 533 361 (35HRC or less)
-1
炭素鋼 n (min ) 830 950 830 830 950 830 830 950 830 660 760 660 660 760 660 660 760 660
Vc(m/min) 130 150 130 130 150 130 130 150 130 130 150 130 130 150 130 130 150 130 炭素鋼
合金鋼
JP4120 Vf(mm/min) 4480 5700 4480 5980 7600 5980 7470 9500 7470 4750 6080 4750 5940 7600 5940 7130 9120 7130 合金鋼
Carbon steels Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 Alloy steels
(35 〜 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35 〜
45HRC) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44
Q(cm3/min) 134 171 134 179 228 179 224 285 224 209 268 209 261 334 261 314 401 314 45HRC)
n (min-1) 640 1270 640 640 1270 640 640 1270 640 510 1010 510 510 1010 510 510 1010 510
Vc(m/min) 100 200 100 100 200 100 100 200 100 100 200 100 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 1920 3810 1920 2560 5080 2560 3200 6350 3200 2040 4040 2040 2550 5050 2550 3060 6060 3060 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 Stainless steels
SUS ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 SUS
ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44
Q(cm3/min) 58 114 58 77 152 77 96 191 96 90 178 90 112 222 112 135 267 135
n (min-1) 950 1270 950 950 1270 950 950 1270 950 760 1010 760 760 1010 760 760 1010 760
鋳鉄 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 150 200 150 鋳鉄
Cast irons JP4120 V f (mm/min) 5700 7620 5700 7600 10160 7600 9500 12700 9500 6080 8080 6080 7600 10100 7600 9120 12120 9120 Cast irons
FC fz(mm/t) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0
GX2140 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 FC
FCD ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 FCD
Q(cm3/min) 171 229 171 228 305 228 285 381 285 268 356 268 334 444 334 401 533 401
n (min-1) 510 570 510 510 570 510 510 570 510 400 450 400 400 450 400 400 450 400
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80
JP4120 V f (mm/min) 焼入れ鋼
770 1370 770 1020 1820 1020 1280 2280 1280 800 1440 800 1000 1800 1000 1200 2160 1200
Hardened steels Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (45〜
50HRC) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 50HRC)
Q(cm3/min) 18 33 18 24 44 24 31 55 31 28 51 28 35 63 35 42 76 42
n (min-1) 510 570 510 510 570 510 510 570 510 400 450 400 400 450 400 400 450 400
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80
V f (mm/min) 焼入れ鋼
JP4105 610 1030 610 820 1370 820 1020 1710 1020 640 1080 640 800 1350 800 960 1620 960
Hardened steels Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (50〜
60HRC) ae(mm) 30 30 30 30 30 30 30 30 30 44 44 44 44 44 44 44 44 44 60HRC)
Q(cm3/min) 15 25 15 20 33 20 24 41 24 23 38 23 28 48 28 34 57 34
pf
ae
推奨 工具径 DCX φ 50(3枚刃) (3 Flutes) φ 50(4枚刃) (4 Flutes) φ 50(5枚刃) (5 Flutes) φ 63(4枚刃) (4 Flutes) φ 63(5枚刃) (5 Flutes) φ 63(6枚刃) (6 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
inserts grade <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
Overhang
n (min-1) 1270 1270 1270 1270 1270 1270 1010 1010 1010 1010 1010 1010
鋳鉄 Vc(m/min) 200 200 200 200 200 200 200 200 200 200 200 200 鋳鉄
Cast irons JP4120 V f (mm/min) 760 760 1020 1020 1270 1270 810 810 1010 1010 1210 1210 Cast irons
FC GX2140 fz(mm/t) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 FC
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX FCD
ae(mm) ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0
【Note】① This table provides general guidelines for cutting conditions; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
In particular, when performing shoulder milling in combination with slotting or machining of cutting widths close to slots, etc., chattering vibrations may occur, which can lead
to trouble. Therefore, please consider the following when adjusting the conditions;
・Reduce rotation speed and table feed rate by 50 to 70%
・Reduce cutting depth ap by 50 to 70%
・Reduce cutting width ae by 50 to 70%
② Please note that the GX Coating and JS Coating do not cause a reaction in conductive touch sensors.
③ JP4105 is for the high-hardness steels. It is not suitable for Non-heat-treated steel material.
④ For strongly interrupted cutting, when unsupported length is long, or for wet cutting, JM4160 is recommended.
⑤ To prevent tool damage due to chip clogging, always use a chip removal method such as an air blower, etc.
⑥ Since there is a danger of the removed chips flying out and causing injury to workers, fire, or damage to eyes, during use be sure to cover the work area with a safety cover
and have workers wear protective equipment such as glasses, etc. to make the work area safe.
⑦ Perform insert replacement at an early stage to prevent chipping due to excessive use.
⑧ Use of the MOLDINO anti-vibration arbor is recommended for overhang of 5DCX or more.
⑨ The following equation can be used to determine the metal removal rate per unit time Q; Q(cm3/min)=ap(mm)×ae(mm)×vf(mm/min)/1000
11
Page12
標準切削条件表
Recommended Cut t ing Condi t ions
②ボアタイプ は数字、 は英文字が入ります。
Bore type TR4F4000形(TR4F4080B - ,TR4F4100B - )Numeric figure in a circle and Alphabetical character comes in a square .
等高線荒加工標準切削条件 Standard cutting conditions for contour roughing
工具径 DCX φ 80(5枚刃) (5 Flutes) φ 80(7枚刃) (7 Flutes) φ100(6枚刃) (6 Flutes) φ100(8枚刃) (8 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX 被削材
Work material Recommended 突出し量 Work material
inserts grade 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工
General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting
n (min-1) 600 800 600 600 800 600 480 640 480 480 640 480
一般構造用鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 一般構造用鋼
Mild steels GX2140 V f (mm/min) 5400 8000 5400 7560 11200 7560 5180 7680 5180 6910 10240 6910 Mild steels
(200HB fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 (200HB
以下) JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
(200HB or less) a 以下)
e(mm) 60 60 60 60 60 60 80 80 80 80 80 80 (200HB or less)
Q(cm3/min) 324 480 324 454 672 454 414 614 414 553 819 553
炭素鋼 n (min-1) 600 800 600 600 800 600 480 640 480 480 640 480 炭素鋼
合金鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 合金鋼
Carbon steels GX2140 V f (mm/min) 5400 8000 5400 7560 11200 7560 5180 7680 5180 6910 10240 6910 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 Alloy steels
(35HRC JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35HRC
以下) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 以下)
(35HRC or less) Q(cm3/min) 324 480 324 454 672 454 414 614 414 553 819 553 (35HRC or less)
n (min-1
炭素鋼 ) 520 600 520 520 600 520 410 480 410 410 480 410
Vc(m/min) 130 150 130 130 150 130 130 150 130 130 150 130 炭素鋼
合金鋼 Vf(mm/min) 4680 6000 4680 6550 8400 6550 4430 5760 4430 5900 7680 5900 合金鋼
Carbon steels JP4120 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 Alloy steels
(35 〜 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35 〜
45HRC) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80
Q(cm3/min) 281 360 281 393 504 393 354 461 354 472 614 472 45HRC)
n (min-1) 400 800 400 400 800 400 320 640 320 320 640 320
Vc(m/min) 100 200 100 100 200 100 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 2000 4000 2000 2800 5600 2800 1920 3840 1920 2560 5120 2560 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 Stainless steels
SUS ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 SUS
ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80
Q(cm3/min) 120 240 120 168 336 168 154 307 154 205 410 205
n (min-1) 600 800 600 600 800 600 480 640 480 480 640 480
鋳鉄 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 鋳鉄
Cast irons JP4120 V f (mm/min) 6000 8000 6000 8400 11200 8400 5760 7680 5760 7680 10240 7680 Cast irons
FC fz(mm/t) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0
GX2140 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 FC
FCD ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 FCD
Q(cm3/min) 360 480 360 504 672 504 461 614 461 614 819 614
n (min-1) 320 360 320 320 360 320 250 290 250 250 290 250
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80
V f (mm/min) 焼入れ鋼
800 1440 800 1120 2020 1120 750 1390 750 1000 1860 1000
Hardened steels JP4120 Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (45〜
50HRC) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 50HRC)
Q(cm3/min) 38 69 38 54 97 54 48 89 48 64 119 64
n (min-1) 320 360 320 320 360 320 250 290 250 250 290 250
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80
V f (mm/min) 焼入れ鋼
640 1080 640 900 1510 900 600 1040 600 800 1390 800
Hardened steels JP4105 Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (50〜
60HRC) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 60HRC)
Q(cm3/min) 31 52 31 43 72 43 38 67 38 51 89 51
バーチカル荒加工標準切削条件 Standard cutting conditions for vertical roughing
推奨 工具径 DCX φ 80(5枚刃) (5 Flutes) φ 80(7枚刃) (7 Flutes) φ100(6枚刃) (6 Flutes) φ100(8枚刃) (8 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
inserts grade <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
Overhang
n (min-1) 800 800 800 800 640 640 640 640
鋳鉄 Vc(m/min) 200 200 200 200 200 200 200 200 鋳鉄
Cast irons JP4120 V f (mm/min) 800 800 1120 1120 770 770 1020 1020 Cast irons
FC GX2140 fz(mm/t) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 FC
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX FCD
ae(mm) ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0
【注意】①本表は切削条件の目安を示すものです。機械剛性やツーリング、加工物の状態に合わせて調整してください。
特に、溝切削を伴う、またはそれに近い切込み幅の加工などで、切りくずの噛み込みやビビり振動が発生し、トラブルに至る場合がありますので下記を参考に調整してください。
・回転数、テーブル送り量を 50~ 70%下げる。
・切込み深さapを 50~ 70%下げる。
・切込み幅 aeを 50~ 70%下げる。
② GXコーティング、JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
③「JP4105」は高硬度鋼専用材種で、生材には適しません。
④強断続切削、突出しが長い場合及び湿式切削には「JM4160」を推奨します。
⑤切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行ってください。
⑥排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の保
護具を着用し、安全な環境で作業されることをお願い致します。
⑦インサートの交換は早めに行い、過度の使用による破損を防止してください。
⑧突出し量 5DCX 以上の場合は、弊社防振アーバの適用を推奨致します。
⑨右記に単位時間当たりの切りくず排出量Qを示します。 Q(cm3/min)=ap(mm)×ae(mm)×Vf(mm/min)/1000
12
Page13
ae ap
工具径 DCX φ 80(5枚刃) (5 Flutes) φ 80(7枚刃) (7 Flutes) φ100(6枚刃) (6 Flutes) φ100(8枚刃) (8 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX 被削材
Work material Recommended 突出し量 Work material
inserts grade 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高速加工 汎用 高速加工 汎用 高速加工 汎用 高速加工
General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting General purpose High-speed Cutting
n (min-1) 600 800 600 600 800 600 480 640 480 480 640 480
一般構造用鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 一般構造用鋼
Mild steels GX2140 V f (mm/min) 5400 8000 5400 7560 11200 7560 5180 7680 5180 6910 10240 6910 Mild steels
(200HB fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
以下) JS4060 (200HB
ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
(200HB or less) a 以下)
e(mm) 60 60 60 60 60 60 80 80 80 80 80 80 (200HB or less)
Q(cm3/min) 324 480 324 454 672 454 414 614 414 553 819 553
炭素鋼 n (min-1) 600 800 600 600 800 600 480 640 480 480 640 480 炭素鋼
合金鋼 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 合金鋼
Carbon steels GX2140 V f (mm/min) 5400 8000 5400 7560 11200 7560 5180 7680 5180 6910 10240 6910 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 Alloy steels
(35HRC JS4060 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (35HRC
以下) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 以下)
(35HRC or less) Q(cm3/min) 324 480 324 454 672 454 414 614 414 553 819 553 (35HRC or less)
炭素鋼 n (min-1) 520 600 520 520 600 520 410 480 410 410 480 410
Vc(m/min) 130 150 130 130 150 130 130 150 130 130 150 130 炭素鋼
合金鋼 Vf(mm/min) 4680 6000 4680 6550 8400 6550 4430 5760 4430 5900 7680 5900 合金鋼
Carbon steels JP4120 Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 Alloy steels
(35 〜 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
45HRC) ae(mm) (35 〜
60 60 60 60 60 60 80 80 80 80 80 80
Q(cm3/min) 281 360 281 393 504 393 354 461 354 472 614 472 45HRC)
n (min-1) 400 800 400 400 800 400 320 640 320 320 640 320
Vc(m/min) 100 200 100 100 200 100 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 2000 4000 2000 2800 5600 2800 1920 3840 1920 2560 5120 2560 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 Stainless steels
SUS ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 SUS
ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80
Q(cm3/min) 120 240 120 168 336 168 154 307 154 205 410 205
n (min-1) 600 800 600 600 800 600 480 640 480 480 640 480
鋳鉄 Vc(m/min) 150 200 150 150 200 150 150 200 150 150 200 150 鋳鉄
Cast irons JP4120 V f (mm/min) 6000 8000 6000 8400 11200 8400 5760 7680 5760 7680 10240 7680 Cast irons
FC fz(mm/t) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0
GX2140 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 FC
FCD ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 FCD
Q(cm3/min) 360 480 360 504 672 504 461 614 461 614 819 614
n (min-1) 320 360 320 320 360 320 250 290 250 250 290 250
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80
JP4120 V f (mm/min) 焼入れ鋼
800 1440 800 1120 2020 1120 750 1390 750 1000 1860 1000
Hardened steels Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (45〜
50HRC) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 50HRC)
Q(cm3/min) 38 69 38 54 97 54 48 89 48 64 119 64
n (min-1) 320 360 320 320 360 320 250 290 250 250 290 250
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 焼入れ鋼
JP4105 V f (mm/min) 640 1080 640 900 1510 900 600 1040 600 800 1390 800
Hardened steels Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 0.8 (50〜
60HRC) ae(mm) 60 60 60 60 60 60 80 80 80 80 80 80 60HRC)
Q(cm3/min) 31 52 31 43 72 43 38 67 38 51 89 51
pf
ae
推奨 工具径 DCX φ 80(5枚刃) (5 Flutes) φ 80(7枚刃) (7 Flutes) φ100(6枚刃) (6 Flutes) φ100(8枚刃) (8 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
inserts grade <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
Overhang
n (min-1) 800 800 800 800 640 640 640 640
鋳鉄 Vc(m/min) 200 200 200 200 200 200 200 200 鋳鉄
Cast irons JP4120 V f (mm/min) 800 800 1120 1120 770 770 1020 1020 Cast irons
FC GX2140 fz(mm/t) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 FC
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX FCD
ae(mm) ≦ 9.0 ≦ 9.0 ≦ 9.0 ≦ 9.0
【Note】① This table provides general guidelines for cutting conditions; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
In particular, when performing shoulder milling in combination with slotting or machining of cutting widths close to slots, etc., chattering vibrations may occur, which can lead
to trouble. Therefore, please consider the following when adjusting the conditions;
・Reduce rotation speed and table feed rate by 50 to 70%
・Reduce cutting depth ap by 50 to 70%
・Reduce cutting width ae by 50 to 70%
② Please note that the GX Coating and JS Coating do not cause a reaction in conductive touch sensors.
③ JP4105 is for the high-hardness steels. It is not suitable for Non-heat-treated steel material.
④ For strongly interrupted cutting, when unsupported length is long, or for wet cutting, JM4160 is recommended.
⑤ To prevent tool damage due to chip clogging, always use a chip removal method such as an air blower, etc.
⑥ Since there is a danger of the removed chips flying out and causing injury to workers, fire, or damage to eyes, during use be sure to cover the work area with a safety cover
and have workers wear protective equipment such as glasses, etc. to make the work area safe.
⑦ Perform insert replacement at an early stage to prevent chipping due to excessive use.
⑧ Use of the MOLDINO anti-vibration arbor is recommended for overhang of 5DCX or more.
⑨ The following equation can be used to determine the metal removal rate per unit time Q; Q(cm3/min)=ap(mm)×ae(mm)×vf(mm/min)/1000
13
Page14
標準切削条件表
Recommended Cut t ing Condi t ions
②ボアタイプ TR4F5000形(TR4F5 B - ) は数字、 は英文字が入ります。
Bore type Numeric figure in a circle and Alphabetical character comes in a square .
等高線荒加工標準切削条件 Standard cutting conditions for contour roughing
工具径 DCX φ 63(4枚刃) (4 Flutes) φ 80(5枚刃) (5 Flutes) φ100(6枚刃) (6 Flutes) φ125(6枚刃) (6 Flutes) φ125(7枚刃) (7 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX <3DCX 被削材
Work material Recommended 突出し量 Work material
inserts grade 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高能率 汎用 高能率 汎用 高能率 汎用 高能率 汎用 高能率
General purpose High efficiency General purpose High efficiency General purpose High efficiency General purpose High efficiency General purpose High efficiency
n (min-1) 760 910 760 600 720 600 480 570 480 380 460 380 380 460 380
一般構造用鋼 Vc(m/min) 150 180 150 150 180 150 150 180 150 150 180 150 150 180 150 一般構造用鋼
Mild steels GX2140 V f (mm/min) 4560 7280 5470 4500 7200 5400 4320 6840 5180 3420 5520 4100 3990 6440 4790 Mild steels
(200HB fz(mm/t) 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8
以下) JS4060 (200HB
ap(mm) 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 以下)
(200HB or less) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 (200HB or less)
Q(cm3/min) 347 553 208 504 806 302 648 1026 389 684 1104 410 798 1288 479
炭素鋼 n (min-1) 760 910 760 600 720 600 480 570 480 380 460 380 380 460 380 炭素鋼
合金鋼 Vc(m/min) 150 180 150 150 180 150 150 180 150 150 180 150 150 180 150 合金鋼
Carbon steels GX2140 V f (mm/min) 4560 7280 5470 4500 7200 5400 4320 6840 5180 3420 5520 4100 3990 6440 4790 Carbon steels
Alloy steels fz(mm/t) 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 Alloy steels
(35HRC JS4060 ap(mm) 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 (35HRC
以下) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 以下)
(35HRC or less) Q(cm3/min) 347 553 208 504 806 302 648 1026 389 684 1104 410 798 1288 479 (35HRC or less)
炭素鋼 n (min-1) 660 760 660 520 600 520 410 480 410 330 380 330 330 380 330
Vc(m/min) 130 150 130 130 150 130 130 150 130 130 150 130 130 150 130 炭素鋼
合金鋼
JP4120 Vf(mm/min) 4750 6080 4750 4680 6000 4680 4430 5760 4430 3560 4560 3560 4160 5320 4160 合金鋼
Carbon steels Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 Alloy steels
(35 〜 ap(mm) 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0
45HRC) ae(mm) (35 〜
38 38 38 56 56 56 75 75 75 100 100 100 100 100 100
Q(cm3/min) 271 347 181 393 504 262 498 648 332 534 684 356 624 798 416 45HRC)
n (min-1) 510 1010 510 400 800 400 320 640 320 250 510 250 250 510 250
Vc(m/min) 100 200 100 100 200 100 100 200 100 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 2040 4040 2040 2000 4000 2000 1920 3840 1920 1500 3060 1500 1750 3570 1750 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 Stainless steels
SUS ap(mm) 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 SUS
ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100
Q(cm3/min) 116 230 78 168 336 112 216 432 144 225 459 150 263 536 175
n (min-1) 760 910 760 600 720 600 480 570 480 380 460 380 380 460 380
鋳鉄 Vc(m/min) 150 180 150 150 180 150 150 180 150 150 180 150 150 180 150
Cast irons JP4120 V f (mm/min) 鋳鉄
6080 8370 6080 6000 8280 6000 5760 7870 5760 4560 6350 4560 5320 7410 5320 Cast irons
FC fz(mm/t) 2.0 2.3 2.0 2.0 2.3 2.0 2.0 2.3 2.0 2.0 2.3 2.0 2.0 2.3 2.0
GX2140 ap(mm) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 FC
FCD ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 FCD
Q(cm3/min) 462 636 462 672 927 672 864 1181 864 912 1270 912 1064 1482 1064
n (min-1) 400 450 400 320 360 320 250 290 250 200 230 200 200 230 200
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80 焼入れ鋼
Hardened steels JP4120 V f (mm/min) 800 1440 800 800 1440 800 750 1390 750 600 1100 600 700 1290 700
Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (45〜
50HRC) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 50HRC)
Q(cm3/min) 30 55 30 45 81 45 56 104 56 60 110 60 70 129 70
n (min-1) 400 450 400 320 360 320 250 290 250 200 230 200 200 230 200
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80 焼入れ鋼
JP4105 V f (mm/min) 640 1080 640 640 1080 640 600 1040 600 480 830 480 560 970 560
Hardened steels Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (50〜
60HRC) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 60HRC)
Q(cm3/min) 24 41 24 36 60 36 45 78 45 48 83 48 56 97 56
バーチカル荒加工標準切削条件 Standard cutting conditions for vertical roughing
推奨 工具径 DCX φ 63(4枚刃) (4 Flutes) φ 80(5枚刃) (5 Flutes) φ100(6枚刃) (6 Flutes) φ125(6枚刃) (6 Flutes) φ125(7枚刃) (7 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
inserts grade <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
Overhang
n (min-1) 1010 1010 800 800 640 640 510 510 510 510
鋳鉄 Vc(m/min) 200 200 200 200 200 200 200 200 200 200 鋳鉄
Cast irons JP4120 V f (mm/min) 810 810 800 800 770 770 610 610 710 710 Cast irons
FC GX2140 fz(mm/t) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 FC
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX FCD
ae(mm) ≦ 11.0 ≦ 11.0 ≦ 11.0 ≦ 11.0 ≦ 11.0
【注意】①本表は切削条件の目安を示すものです。機械剛性やツーリング、加工物の状態に合わせて調整してください。
特に、溝切削を伴う、またはそれに近い切込み幅の加工などで、切りくずの噛み込みやビビり振動が発生し、トラブルに至る場合がありますので下記を参考に調整してください。
・回転数、テーブル送り量を 50~ 70%下げる。
・切込み深さapを 50~ 70%下げる。
・切込み幅 aeを 50~ 70%下げる。
②機械動力が不足する場合は、まず切込み深さを下げてください。次いで回転数およびテーブル送り量を下げてご使用ください。
③ GXコーティング、JSコーティングは通電式タッチセンサーに反応しませんのでご注意ください。
④「JP4105」は高硬度鋼専用材種で、生材には適しません。
⑤強断続切削、突出しが長い場合及び湿式切削には「JM4160」を推奨します。
⑥切りくず噛み込みによる工具損傷防止のため、必ずエアーブロー等による切りくず除去を行ってください。
⑦排出した切りくずは、飛散し作業者を切傷させ、火傷あるいは目に入って負傷させる恐れがありますので、ご使用に際してはその周囲に安全カバーを取付け、保護メガネ等の保
護具を着用し、安全な環境で作業されることをお願い致します。
⑧インサートの交換は早めに行い、過度の使用による破損を防止してください。
⑨突出し量 5DCX 以上の場合は、弊社防振アーバの適用を推奨致します。
⑩右記に単位時間当たりの切りくず排出量Qを示します。 Q(cm3/min)=ap(mm)×ae(mm)×Vf(mm/min)/1000
14
Page15
ae ap
※高能率条件は、ご使用の機械の動力・トルク線図をご確認いただき、主軸の定格動力を確保できる回転数での適用を推奨いたします。
※ To ensure high-efficiency conditions, we recommend checking the machine’s power/torque chart and using a rotation speed that can
maintain the rated power of the spindle.
工具径 DCX φ 63(4枚刃) (4 Flutes) φ 80(5枚刃) (5 Flutes) φ100(6枚刃) (6 Flutes) φ125(6枚刃) (6 Flutes) φ125(7枚刃) (7 Flutes)
推奨 Tool dia.
被削材 材種 <3DCX <3DCX <3DCX <3DCX <3DCX 被削材
Work material Recommended 突出し量 Work material
inserts grade 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX 3DCX-5DCX
Overhang 汎用 高能率 汎用 高能率 汎用 高能率 汎用 高能率 汎用 高能率
General purpose High efficiency General purpose High efficiency General purpose High efficiency General purpose High efficiency General purpose High efficiency
n (min-1) 760 910 760 600 720 600 480 570 480 380 460 380 380 460 380
一般構造用鋼 Vc(m/min) 150 180 150 150 180 150 150 180 150 150 180 150 150 180 150 一般構造用鋼
Mild steels GX2140 V f (mm/min) 4560 7280 5470 4500 7200 5400 4320 6840 5180 3420 5520 4100 3990 6440 4790 Mild steels
(200HB fz(mm/t) 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8
JS4060 (200HB
以下) ap(mm) 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 以下)
(200HB or less) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 (200HB or less)
Q(cm3/min) 347 553 208 504 806 302 648 1026 389 684 1104 410 798 1288 479
炭素鋼 n (min-1) 760 910 760 600 720 600 480 570 480 380 460 380 380 460 380 炭素鋼
合金鋼 Vc(m/min) 150 180 150 150 180 150 150 180 150 150 180 150 150 180 150 合金鋼
Carbon steels GX2140 V f (mm/min) 4560 7280 5470 4500 7200 5400 4320 6840 5180 3420 5520 4100 3990 6440 4790 Carbon steels
Alloy steels fz(mm/t) 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 1.5 2.0 1.8 Alloy steels
(35HRC JS4060 ap(mm) 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 2.0 2.0 1.0 (35HRC
以下) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 以下)
(35HRC or less) Q(cm3/min) 347 553 208 504 806 302 648 1026 389 684 1104 410 798 1288 479 (35HRC or less)
-1
炭素鋼 n (min ) 660 760 660 520 600 520 410 480 410 330 380 330 330 380 330
Vc(m/min) 130 150 130 130 150 130 130 150 130 130 150 130 130 150 130 炭素鋼
合金鋼
JP4120 Vf(mm/min) 4750 6080 4750 4680 6000 4680 4430 5760 4430 3560 4560 3560 4160 5320 4160 合金鋼
Carbon steels Carbon steels
Alloy steels fz(mm/t) 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8 1.8 2.0 1.8
JS4060 Alloy steels
(35 〜 ap(mm) 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0
ae(mm) (35 〜
45HRC) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100
Q(cm3/min) 271 347 181 393 504 262 498 648 332 534 684 356 624 798 416 45HRC)
n (min-1) 510 1010 510 400 800 400 320 640 320 250 510 250 250 510 250
Vc(m/min) 100 200 100 100 200 100 100 200 100 100 200 100 100 200 100
ステンレス鋼 V f (mm/min) 2040 4040 2040 2000 4000 2000 1920 3840 1920 1500 3060 1500 1750 3570 1750 ステンレス鋼
Stainless steels JM4160 fz(mm/t) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 Stainless steels
SUS ap(mm) 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 1.5 1.5 1.0 SUS
ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100
Q(cm3/min) 116 230 78 168 336 112 216 432 144 225 459 150 263 536 175
n (min-1) 760 910 760 600 720 600 480 570 480 380 460 380 380 460 380
鋳鉄 Vc(m/min) 150 180 150 150 180 150 150 180 150 150 180 150 150 180 150 鋳鉄
Cast irons JP4120 V f (mm/min) 6080 8370 6080 6000 8280 6000 5760 7870 5760 4560 6350 4560 5320 7410 5320 Cast irons
FC fz(mm/t) 2.0 2.3 2.0 2.0 2.3 2.0 2.0 2.3 2.0 2.0 2.3 2.0 2.0 2.3 2.0
GX2140 ap(mm) 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 FC
FCD ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 FCD
Q(cm3/min) 462 636 462 672 927 672 864 1181 864 912 1270 912 1064 1482 1064
n (min-1) 400 450 400 320 360 320 250 290 250 200 230 200 200 230 200
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80
JP4120 V f (mm/min) 焼入れ鋼
800 1440 800 800 1440 800 750 1390 750 600 1100 600 700 1290 700
Hardened steels Hardened steels
(45〜 fz(mm/t) 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5 0.5 0.8 0.5
JP4105 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (45〜
50HRC) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 50HRC)
Q(cm3/min) 30 55 30 45 81 45 56 104 56 60 110 60 70 129 70
n (min-1) 400 450 400 320 360 320 250 290 250 200 230 200 200 230 200
焼入れ鋼 Vc(m/min) 80 90 80 80 90 80 80 90 80 80 90 80 80 90 80
JP4105 V f (mm/min) 焼入れ鋼
640 1080 640 640 1080 640 600 1040 600 480 830 480 560 970 560
Hardened steels Hardened steels
(50〜 fz(mm/t) 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4 0.4 0.6 0.4
JP4120 ap(mm) 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 (50〜
60HRC) ae(mm) 38 38 38 56 56 56 75 75 75 100 100 100 100 100 100 60HRC)
Q(cm3/min) 24 41 24 36 60 36 45 78 45 48 83 48 56 97 56
pf
ae
推奨 工具径 DCX φ 63(4枚刃) (4 Flutes) φ 80(5枚刃) (5 Flutes) φ100(6枚刃) (6 Flutes) φ125(6枚刃) (6 Flutes) φ125(7枚刃) (7 Flutes)
被削材 材種 Tool dia. 被削材
Work material Recommended 突出し量 Work material
inserts grade <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX <3DCX 3DCX-5DCX
Overhang
n (min-1) 1010 1010 800 800 640 640 510 510 510 510
鋳鉄 Vc(m/min) 200 200 200 200 200 200 200 200 200 200 鋳鉄
Cast irons JP4120 V f (mm/min) 810 810 800 800 770 770 610 610 710 710 Cast irons
FC GX2140 fz(mm/t) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 FC
FCD pf(mm) ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX ≦ 0.5DCX FCD
ae(mm) ≦ 11.0 ≦ 11.0 ≦ 11.0 ≦ 11.0 ≦ 11.0
【Note】① This table provides general guidelines for cutting conditions; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions.
In particular, when performing shoulder milling in combination with slotting or machining of cutting widths close to slots, etc., chattering vibrations may occur, which can lead
to trouble. Therefore, please consider the following when adjusting the conditions;
・Reduce rotation speed and table feed rate by 50 to 70%
・Reduce cutting depth ap by 50 to 70%
・Reduce cutting width ae by 50 to 70%
② If the machine has insufficient power, first try reducing the cutting depth. Next, try reducing the rotation speed and table feed rate.
③ Please note that the GX Coating and JS Coating do not cause a reaction in conductive touch sensors.
④ JP4105 is for the high-hardness steels. It is not suitable for Non-heat-treated steel material.
⑤ For strongly interrupted cutting, when unsupported length is long, or for wet cutting, JM4160 is recommended.
⑥ To prevent tool damage due to chip clogging, always use a chip removal method such as an air blower, etc.
⑦ Since there is a danger of the removed chips flying out and causing injury to workers, fire, or damage to eyes, during use be sure to cover the work area with a safety cover
and have workers wear protective equipment such as glasses, etc. to make the work area safe.
⑧ Perform insert replacement at an early stage to prevent chipping due to excessive use.
⑨ Use of the MOLDINO anti-vibration arbor is recommended for overhang of 5DCX or more.
⑩ The following equation can be used to determine the metal removal rate per unit time Q; Q(cm3/min)=ap(mm)×ae(mm)×vf(mm/min)/1000
15
Page16
工具使用上の注意点
Precaut ions for use
プログラミング Rと最大切込み深さ Programming R and maximum cutting depth
● 下記の表を参考に、CAM上の工具形状を定義してください。
・ Please define the tool shape in the CAM as indicated in the following table:
使用インサート プログラミング R 削り残し量(mm) 最大切込み深さ(mm)
Insert Programming R Remains Maximum
cutting depth
SDNW120520TR(-P)
SDMT120520TR R3.0 1.0 1.2
R3.0 1.47
SDNW150525ZTR
SDMT150525ZTR 2.0 8.8 11.6
R4.0 1.32
SDNW120520TR(-P) SDNW150525ZTR
SDMT120520TR SDMT150525ZTR
最大傾斜角とヘリカル穴径 Maximum ramp angle and helical hole diameter
● 中心まで切れ刃がないため傾斜角度と穴径は制限されますが、下図に示すように傾斜切削やヘリカル切削にて、
下穴がなくてもダイレクトに彫り込み加工が可能です。
・ Since the cutting flute do not extend to the center, there are limitations on the ramp angle and hole diameter, but as shown below, cutting
by direct milling without a pilot hole is possible for ramping and helical milling.
ヘリカル穴径 Helical hole diameter.
傾斜角θ 傾斜切削 ヘリカル切削
Ramp angleθ Ramping Helical milling
● 傾斜切削・ヘリカル切削の場合、テーブル送り量は標準切削条件の 50%程度としてください。
・ For ramping and helical cutting, please set the “Vf” to around 50% of recommended cutting condition.
モジュラー / シャンクタイプ
使用インサート Inserts Modular/Shank Type ボアタイプ Bore Type
SDNW120520TR(-P) SDMT120520TR SDNW150525ZTR / SDMT150525ZTR
工具径(DCX) Tool dia(. mm) φ32 φ40 φ50 φ63 φ80 φ100 φ63 φ80 φ100 φ125
最大傾斜角(θ)
Maximum ramp angle θ 1° 1.4° 2° 2° 1.5° 1° 3° 2° 1.5° 1°
傾斜切削
Ramping 推奨設定値
Recommendation 1° 2° 1° 0.5°
ヘリカル切削 ヘリカル穴径
Helical milling Helical hole diameter 46 〜60 62 〜76 82 〜96 108 〜 122 142 〜 156 182 〜 196 102 〜 121 136 〜 155 176 〜 195 226 〜 245
【注意】 ①傾斜角θは上記範囲を超えないように設定して下さい。推奨設定値以下での使用を推奨いたします。
②穴径が上記範囲以外の場合は下穴を開けて加工して下さい。
③エアーブロー (センタースルー )による、切りくず除去を十分行い、異常な振動が無いことを確認の上、加工することをお勧めいたします。
【Note】 ① The ramp angle θ should be set within the ranges listed above. Do not exceed the recommended value.
② For hole diameters outside the ranges listed above, a pilot hole should be drilled before milling.
③ It is recommended that the tool be used while performing sufficient chip removal and checking that there are no abnormal vibrations.
コーナチェンジ時のお願い Attention for the corner change
● コーナチェンジを行う際には、インサートを反時計回りに
回転させてください。
・ Turn the insert counterclockwise upon corner change.
16
削り残し量
Remains
ング
R
ラミ g R
ログ mi
n
プ ogra
m
Pr
削り残し量
Remains
グRン g R
グラ
ミ in
mim
プロ r
a
Prog
Page17
切削性能
Cutt ing performance
プリハードン鋼(40HRC)での寿命曲線 Tool life curve with pre-hardened steels (40 HRC)
切削条件 Cutting conditions
0.4
被 削 材 プリハードン鋼 (40HRC) Pre-hardened steels(40HRC)
従来品Y Work material
Conventional tool Y 工 具 型 番 TR4F4063BM-5
0.3 Tool
従来品G インサート型番 SDNW120520TR-P:JP4120
Insert model
Conventional tool G 切 削 速 度 vc = 140m/min
0.2 Cutting speed
SDNW120520TR-P 1刃当りの送り量 fz = 2.0mm/t
Feed per tooth
JP4120 切 込 み 量 ap×ae = 1.0×45mm
0.1 Cutting depth
突 出 し 量 200mm
継続可能 Overhang
Still usable
0 エアーブロー、 単一刃切削
Air-blow Single flute cutting
0 5 10 15 20
切削時間 (min)
Cutting time
fz = 2.0mm/t の高送り加工において従来品を超える長寿命
Surpasses life of conventional tools for high-feed cutting at fz=2.0mm/t.
焼入れ焼戻し鋼(52HRC)での寿命曲線 Tool life curve with quench-tempered steels (52 HRC)
切削条件 Cutting conditions
0.4
被 削 材 焼入れ焼戻し鋼 (52HRC)
SDNW120520TR Work material Quench-tempered steels (52 HRC)
※SUS420J2相当材 *Equivalent to SUS420J2
0.3 (JP4105)
工 具 型 番 TR4F4063BM-5
Tool
従来品G インサート型番 SDNW120520TR:JP4105
0.2 Conventional tool G Insert model
切 削 速 度 vc = 90m/min
Cutting speed
1刃当りの送り量 fz = 1.0mm/t
0.1 Feed per tooth
切 込 み 量 ap×ae = 1.0×35mm
Cutting depth
突 出 し 量 200mm
0 Overhang
0 5 10 15 20
切削時間 (min) エアーブロー、 単一刃切削
Air-blow Single flute cutting
Cutting time
高硬度材の高能率加工において従来品を超える長寿命
Surpasses life of conventional tools for more efficient cutting of high-hardness materials
切削抵抗比較 Comparison of cutting force
切削条件 Cutting conditions
被 削 材 プリハードン鋼 (32HRC)
Work material Pre-hardened steels (32HRC)
工 具 型 番 TR4F4063BM-5
Tool
インサート型番 SDNW120520TR:JP4120
SDNW120520TR Insert model SDMT120520TR:JP4120
切 削 速 度 vc = 150m/min
7% Cutting speed
Down 1刃当りの送り量 fz = 1.5mm/t
Feed per tooth
切 込 み 量 ap×ae = 1.0×42mm
SDMT120520TR Cutting depth
突 出 し 量 200mm
( ブレーカ付)(with breaker) Overhang
2,500 3,000 3,500 4,000 4,500
切削抵抗( N) エアーブロー、 単一刃切削
Air-blow Single flute cutting
Cutting force
(各分力最大値の合力)
(Resultant force ; summation of the each component's maximum value)
17
逃げ面最大摩耗幅 VBmax (mm) 逃げ面最大摩耗幅 VBmax (mm)
Flank wear Flank wear
Page18
中大径高送り工具エリアマップ
Correspondence map for high-feed tools of mid/ large diameter
当社高送り工具のエリアマップ (中大径 ) Our high-feed tools correspondence map (mid/large diameter)
3
2.5 TD6N形
HCブレーカ
TD6N
2 HC Breaker When 5 flutes TR4F5000形
1.5 TR4F5000 type
1 TD6N形
FC/FB
ブレーカ
TD6N TR4F4000形
0.5 FC/FB Breaker TR4F4000 type
0
0 0.5 1 1.5 2 2.5 3
1刃当りの送り量 fz Feed per tooth (mm/t)
※被削材 Work material:S50C(220HB)、使用機械 Machine:縦型3軸M/C(BT50主軸 22kw) 3-axis MC vertical type(BT50,22kw)、
工具径 Tool dia.:Φ63、切削速度 Cutting speed:150m/min、突き出し量 Overhang:≦3DCX
TR4F形 TD6N形
TR4F type TD6N type
外径:Φ32~125 外径:Φ50~125
Tool dia. Tool dia.
刃数:2~8枚刃 刃数:3~8枚刃
No. of flutes : 2-8 Flutes No. of flutes : 3-8 Flutes
●4コーナの経済性を持ちつつf z=2.0mm/tを超え ●インサートに高送りタイプ(FC/FB)と高切込み
る高送り加工に対応 タイプ(HC)をラインナップ
●等高線加工だけでなく、バーチカル加工も可能な ●同一ボディに2種類のインサートを取り付けられ、
多用途型 幅広い領域に対応可能な汎用型
・ Corresponds to high-feed cutting exceeding fz = 2.0 mm/t, ・ Lineup of high-feed type (FC/FB) and high depth type (HC)
with economical four-corners insert. for inserts
・ Multi-purpose type capable of both vertical and contour ・ General-purpose type allows attachment of two types of
cutting inserts to one body to meet a broad range of cutting needs.
18
軸方向切込み量 ap Axial depth of cut (mm)
刃時
※5
枚
n
m3 /mi
c
Q=4
00
Page19
当社高送り工具のラインナップ High-feed tools lineup
3 特長 ホルダ インサート
Feature Holder Insert
プログラ
型式 経済性 高精度 高硬度 能率 APMX
Type (コーナ数) (削り残し小) 対応 (刃数) 工具径 コーナ数 形状 内接円記号 ミング R
Programming R (mm)
Tool dia.
2.5 TD6N Economical High accuracy Supports for high- Efficiency (mm) No. of corners Shape Inscribed (mm)
形 circle code
(No. of corners) (Less uncut remnants) hardened steel (No. of Flutes)
HCブレーカ
TD6N ◎
2 HC Breaker W TD4N ◎ ◎ ○ 高能率多刃
〜62HRC φ16〜40 4 06 2.0 1.0
he High Efficiency
n 5 multiflutes
flutes TR4F5000形
1.5 ◎ 06 2.0 1.5
TR4F5000 type ASR 多刃 ○ ○ 高能率多刃
Multi-Flutes 〜62HRC φ16〜66 2
High Efficiency
multiflutes 12 3.0 2.0
1 TD6N形
FC/FB ○
ASRF-mini ◎ ○
〜62HRC 汎用 φ20〜63 4 07 2.0 1.2
ブレーカ General
0.5 TD6N TR4F4000形
FC/FB Breaker TR4F4000 type
○ ○
ASR ○ 〜60HRC 汎用 φ20〜100 2 08〜15
General
0
0 0.5 1 1.5 2 2.5 3 3.0
1刃当りの送り量 fz Feed per tooth (mm/t) ○
ASRT ○ ○ ○
〜62HRC 汎用 φ25〜100 3 09〜14 2.0
General
※被削材 Work material:S50C(220HB)、使用機械 Machine:縦型3軸M/C(BT50主軸 22kw) 3-axis MC vertical type(BT50,22kw)、
工具径 Tool dia.:Φ63、切削速度 Cutting speed:150m/min、突き出し量 Overhang:≦3DCX
○
ASRF ◎ ○
〜60HRC 汎用 φ32〜100 4 12 4.5
General
14 1.5
○
TD6N ○ 〜50HRC 汎用 φ50〜125 6
General
14 3.0
3.0
12 1.2
○
TR4F ◎ ○
〜60HRC 汎用 φ32〜125 4
General
15 2.0
※上記以外にも荒加工用工具を多数ラインナップしております。
※工具仕様の詳細については総合カタログまたはホームページで確認をお願いします。
Various other tools for roughing are also available.
For more information on tool specifications, please refer to our general catalog or visit our website.( http://www.moldino.com)
19
軸方向切込み量 ap Axial depth of cut (mm)
刃時
※5
枚
n
3 /mi
00c
m
Q=4
Page20
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Attentions regarding handling
(1)工具をケース(梱包)から取り出す際は、足元への落下あるいは素手の指先へ落して怪我をしないよ (1) When removing the tool from the case (package), be careful not to drop it on your foot or
うに十分なご注意をお願いします。 drop it onto the tips of your bare fingers.
(2)インサートをセットして実際にご使用する場合は、切れ刃を素手で直接触れないように注意してください。 (2) When actually setting the inserts, be careful not to touch the cutting flute directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用にあたって、インサートのセッティングは確実に行っていただき、アーバ等への取付けも確実に 2. Attentions regarding mounting
行ってください。 (1) When preparing for use, be sure that the inserts are firmly mounted in place and that they
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を除いて are firmly mounted on the arbor, etc.
ください。 (2) If abnormal chattering occurs during use, stop the machine immediately and remove the
cause of the chattering.
3. 使用上のご注意
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Attentions during use
(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when
ください。 starting new work. The cutting conditions should be adjusted as appropriate when the cutting
(3)インサートは硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛散す depth is large, the rigidity of the machine being used is low, or according to the conditions of
ることがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐れが the work material.
ありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用し (3) The inserts are made of a hard material. During use, they may break and fly off. In addition,
て安全な環境下での作業をお願いいたします。 cutting chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage
・引火や爆発の危険のあるところでは使用しないでください。 from such flying pieces, a safety cover should be installed and safety equipment such as
・不水溶性切削油は、火災の恐れがありますので使用しないでください。 safety glasses should be worn to create a safe environment for work.
(4)工具を本来の目的以外に使用したり、改造したりしないでください。 ・Do not use where there is a risk of fire or explosion.
・Do not use non-water-soluble cutting oils. Such oils may result in fire.
4. 工具に関して、安全上の問題点・不明の点・その他ご相談がありましたら フリーダイヤル技術相談 へ (4) Do not use the tool for any purpose other than that for which it is intended, and do not modify it.
お問い合わせください。
ホームページ フリーダイヤル技術相談
http://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階) 工具選定データベース【 TOOLSEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
中 国/MOLDINO Tool Engineering, (Shanghai) Ltd. Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict, Shanghai, 200051, CHINA TEL:+86-(0)21-3366-3058, FAX:+86-(0)21-3366-3050
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klong Tan, Klong Toei, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/MMC Hardmetal India Pvt Ltd. H.O.: Prasad Enclave, #118/119, 1st Floor, 2nd Stage, 5th main, BBMP Ward #11, (New #38), Industrial Suburb, Yeshwanthpura, Bengaluru, 560 022, Karnataka, India. Tel : +91-80-2204-3600
掲載価格は2022年10月1日改定後の消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2022-10(ME-HST3)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2020-4:FP