




高硬度鋼加工用面取り工具
センタリング・面取り加工のNCによる自動化が可能です。高硬度鋼加工においても長寿命です。
このカタログについて
| ドキュメント名 | DN2HC-ATH |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.4Mb |
| 取り扱い企業 | 株式会社MOLDINO (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
DN2HC-ATH
高硬度鋼加工用面取り工具
Chamfering Tool for Hardened Steels
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
ホームページ フリーダイヤル技術相談
http://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階)
工具選定データベース【 TOOL SEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 北九州営業所 ☎093-434-2640 FAX093-434-6846
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
中 国/MOLDINO Tool Engineering, (Shanghai) Ltd. Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict, Shanghai, 200051, CHINA TEL:+86-(0)21-3366-3058, FAX:+86-(0)21-3366-3050
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klong Tan, Klong Toei, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/Hitachi Metals (India) Pvt. Ltd. Plot No 94 & 95,Sector 8, IMT Manesar, Gurgaon -122050, Haryana, India TEL : +91-124-4812315, FAX :+91-124-2290015 New Produc t News No.1904-2 2020-10
掲載価格は消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2020-10(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2019-12:FP
Page2
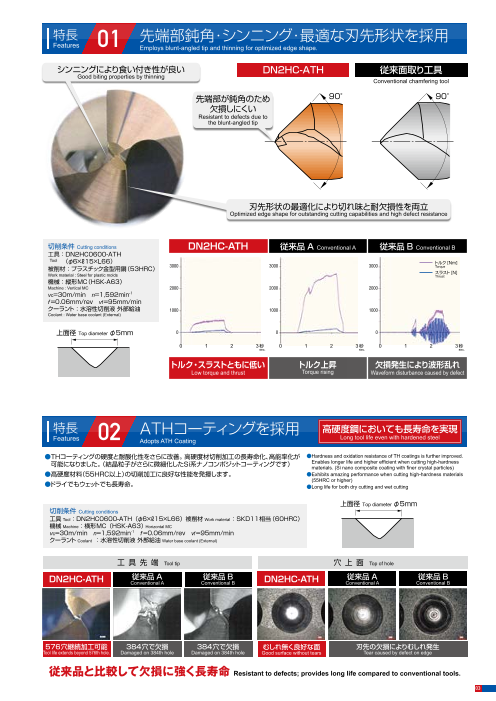
センタリング・面取り加工のNCによる自動化が可能 特長 01 先端部鈍角・シンニング・最適な刃先形状を採用Features
高硬度鋼加工においても長寿命 Employs blunt-angled tip and thinning for optimized edge shape.
Allows numerically controlled (NC) automated centering and chamfering. シンニングにより食い付き性が良い DN2HC-ATH 従来面取り工具
Long tool life even when machining hardened steel Good biting properties by thinning Conventional chamfering tool
先端部が鈍角のため 90° 90°
DN2HC-ATHの特長 Features of DN2HC-ATH 欠損しにくい
Resistant to defects due to
the blunt-angled tip
01 良好な食い付き性を実現するシンニング鈍角先端部による高い耐欠損性
刃先形状の最適化により切れ味と耐欠損性を両立
Thinning provides good biting properties.
High defect resistance due to the blunt-angled tip
Optimized edge shape for outstanding cutting capabilities and high defect resistance
02 ATHコーティングにより、高硬度鋼においても長寿命を実現 刃先形状の最適化により切れ味と耐欠損性を両立Optimized edge shape for outstanding cutting capabilities and high defect resistance
ATH coating provides long tool life, even with hardened steel.
切削条件 Cutting conditions DN2HC-ATH 従来品 A Conventional A 従来品 B Conventional B
工具:DN2HC0600-ATH
ATHコーティング T oolDN2HC-ATH ( φ6×ℓ15×L66) トルク [Nm]ATH Coating 加工 被削材:プラスチック金型用鋼(53HRC) 3000 3000 3000 Torque
用途 Work material : Steel for plastic molds スラスト [N]Thrust
鋳鉄 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 Applications
合金鋼 ~65HRC 金型製作 部品加工 φ3~φ16 [ 7アイテム] 機械:縦形MC(HSK-A63)
Cast iron Carbon steel Stainless steel Pre-hardened Hardened steel Machine : Vertical MCMold m Parts pr Items
2000 2000 2000
Alloy steel steel ̃65HRC
aking ocessing
vc=30m/min n=1,592min-1
f =0.06mm/rev vf=95mm/min
クーラント:水溶性切削液 外部給油 1000 1000 1000
Coolant : Water base coolant (External)
課題
金型や部品には様々な面取りがあり、手作業で加工されていることが多くあります。
また、高硬度鋼に対応できる面取り工具が少ないという問題があります。 上面径 Top diameter φ5mm 0 0 0
T a s k A wide range of chamfering is required for molds and parts, which are often processed manually. 0 1 2 3秒 0 1 2 3秒 0 1 2 3秒sec. sec. sec.
In addition, few chamfering tools are available for hardened steel.
トルク・スラストともに低い トルク上昇 欠損発生により波形乱れ
Low torque and thrust Torque rising Waveform disturbance caused by defect
手作業
Manual processing 特長 02 ATHコーティングを採用 高硬度鋼においても長寿命を実現Features Adopts ATH Coating Long tool life even with hardened steel
●THコーティングの硬度と耐酸化性をさらに改善。高硬度材切削加工の長寿命化、高能率化が ●Hardness and oxidation resistance of TH coatings is further improved.
可能になりました。(結晶粒子がさらに微細化したSi系ナノコンポジットコーティングです) Enables longer life and higher efficient when cutting high-hardness
提案 DN2HCを使用することでNCによる自動加工が可能となり手作業時間を低減します。
materials. (Si nano composite coating with finer crystal particles)
●高硬度材料(55HRC以上)の切削加工に良好な性能を発揮します。 ●Exhibits amazing performance when cutting high-hardness materials
軟鋼から高硬度鋼まで幅広い鋼種に対応し、長寿命かつ良好な加工面が得られます。 (55HRC or higher)
●ドライでもウェットでも長寿命。
P r o p o s a l Using DN2HC allows NC automated machining, reducing manual processing time. Compatible with a wide range of ●Long life for both dry cutting and wet cutting
steel types ranging from soft steel to hardened steel; provides long tool life and quality processed surfaces.
上面径 Top diameter φ5mm
切削条件 Cutting conditions
工具 Tool:DN2HC0600-ATH(φ6×ℓ15×L66)被削材 Work material:SKD11相当(60HRC)
機械 Machine:横形MC(HSK-A63)Horizontal MC
vc=30m/min n=1,592min-1 f =0.06mm/rev vf=95mm/min
クーラント Coolant :水溶性切削液 外部給油 Water base coolant (External)
工 具 先 端 Tool tip 穴 上 面 Top of hole
自動加工 DN2HC-ATH
従来品 A 従来品 B 従来品 A 従来品 B
Conventional A Conventional B DN2HC-ATH Conventional A Conventional B
Automated machining
ここが ポイント! 耐欠損性と切れ味を両立した刃形により、バリを抑制し自動加工が可能。 576穴継続加工可能 384穴で欠損 384穴で欠損 むしれ無く良好な面 刃先の欠損によりむしれ発生Tool life extends beyond 576th hole. Damaged on 384th hole Damaged on 384th hole Good surface without tears Tear caused by defect on edge
Edge shape offers high defect resistance and outstanding cutting capabilities to suppress burr
This is the point generation and achieve automated and stable machining. 従来品と比較して欠損に強く長寿命 Resistant to defects; provides long life compared to conventional tools.
02 03
主な用途
Main Applications
Page3
センタリング・面取り加工のNCによる自動化が可能 特長 01 先端部鈍角・シンニング・最適な刃先形状を採用Features
高硬度鋼加工においても長寿命 Employs blunt-angled tip and thinning for optimized edge shape.
Allows numerically controlled (NC) automated centering and chamfering. シンニングにより食い付き性が良い DN2HC-ATH 従来面取り工具
Long tool life even when machining hardened steel Good biting properties by thinning Conventional chamfering tool
先端部が鈍角のため 90° 90°
DN2HC-ATHの特長 Features of DN2HC-ATH 欠損しにくい
Resistant to defects due to
the blunt-angled tip
01 良好な食い付き性を実現するシンニング鈍角先端部による高い耐欠損性
刃先形状の最適化により切れ味と耐欠損性を両立
Thinning provides good biting properties.
High defect resistance due to the blunt-angled tip
Optimized edge shape for outstanding cutting capabilities and high defect resistance
02 ATHコーティングにより、高硬度鋼においても長寿命を実現 刃先形状の最適化により切れ味と耐欠損性を両立Optimized edge shape for outstanding cutting capabilities and high defect resistance
ATH coating provides long tool life, even with hardened steel.
切削条件 Cutting conditions DN2HC-ATH 従来品 A Conventional A 従来品 B Conventional B
工具:DN2HC0600-ATH
ATHコーティング T oolDN2HC-ATH ( φ6×ℓ15×L66) トルク [Nm]ATH Coating 加工 被削材:プラスチック金型用鋼(53HRC) 3000 3000 3000 Torque
用途 Work material : Steel for plastic molds スラスト [N]Thrust
鋳鉄 炭素鋼 ステンレス鋼 プリハードン鋼 焼入れ鋼 Applications
合金鋼 ~65HRC 金型製作 部品加工 φ3~φ16 [ 7アイテム] 機械:縦形MC(HSK-A63)
Cast iron Carbon steel Stainless steel Pre-hardened Hardened steel Machine : Vertical MCMold m Parts pr Items
2000 2000 2000
Alloy steel steel ̃65HRC
aking ocessing
vc=30m/min n=1,592min-1
f =0.06mm/rev vf=95mm/min
クーラント:水溶性切削液 外部給油 1000 1000 1000
Coolant : Water base coolant (External)
課題
金型や部品には様々な面取りがあり、手作業で加工されていることが多くあります。
また、高硬度鋼に対応できる面取り工具が少ないという問題があります。 上面径 Top diameter φ5mm 0 0 0
T a s k A wide range of chamfering is required for molds and parts, which are often processed manually. 0 1 2 3秒 0 1 2 3秒 0 1 2 3秒sec. sec. sec.
In addition, few chamfering tools are available for hardened steel.
トルク・スラストともに低い トルク上昇 欠損発生により波形乱れ
Low torque and thrust Torque rising Waveform disturbance caused by defect
手作業
Manual processing 特長 02 ATHコーティングを採用 高硬度鋼においても長寿命を実現Features Adopts ATH Coating Long tool life even with hardened steel
●THコーティングの硬度と耐酸化性をさらに改善。高硬度材切削加工の長寿命化、高能率化が ●Hardness and oxidation resistance of TH coatings is further improved.
可能になりました。(結晶粒子がさらに微細化したSi系ナノコンポジットコーティングです) Enables longer life and higher efficient when cutting high-hardness
提案 DN2HCを使用することでNCによる自動加工が可能となり手作業時間を低減します。
materials. (Si nano composite coating with finer crystal particles)
●高硬度材料(55HRC以上)の切削加工に良好な性能を発揮します。 ●Exhibits amazing performance when cutting high-hardness materials
軟鋼から高硬度鋼まで幅広い鋼種に対応し、長寿命かつ良好な加工面が得られます。 (55HRC or higher)
●ドライでもウェットでも長寿命。
P r o p o s a l Using DN2HC allows NC automated machining, reducing manual processing time. Compatible with a wide range of ●Long life for both dry cutting and wet cutting
steel types ranging from soft steel to hardened steel; provides long tool life and quality processed surfaces.
上面径 Top diameter φ5mm
切削条件 Cutting conditions
工具 Tool:DN2HC0600-ATH(φ6×ℓ15×L66)被削材 Work material:SKD11相当(60HRC)
機械 Machine:横形MC(HSK-A63)Horizontal MC
vc=30m/min n=1,592min-1 f =0.06mm/rev vf=95mm/min
クーラント Coolant :水溶性切削液 外部給油 Water base coolant (External)
工 具 先 端 Tool tip 穴 上 面 Top of hole
自動加工 DN2HC-ATH
従来品 A 従来品 B 従来品 A 従来品 B
Conventional A Conventional B DN2HC-ATH Conventional A Conventional B
Automated machining
ここが ポイント! 耐欠損性と切れ味を両立した刃形により、バリを抑制し自動加工が可能。 576穴継続加工可能 384穴で欠損 384穴で欠損 むしれ無く良好な面 刃先の欠損によりむしれ発生Tool life extends beyond 576th hole. Damaged on 384th hole Damaged on 384th hole Good surface without tears Tear caused by defect on edge
Edge shape offers high defect resistance and outstanding cutting capabilities to suppress burr
This is the point generation and achieve automated and stable machining. 従来品と比較して欠損に強く長寿命 Resistant to defects; provides long life compared to conventional tools.
02 03
主な用途
Main Applications
Page4
ラインナップ 加工事例
Line Up Field data
最大C面取り長
Max C chamfering length
SKD11相当(60HRC)の面取り加工事例 SKD11 (60HRC) chamfering field data
先端長
Tip length
切削条件 Cutting conditions ②センタリング
工具 Tool:DN2HC1200-ATH(φ12×ℓ28×L95) ①φ8下穴➡②面取り Centering
被削材
φ8 pilot hole → Chamfering
φDc 90° φDs Work material:SKD11相当(60HRC) ④溝加工
機械
Slotting
Machine:縦形MC(HSK-A63)Vertical MC
R
L
D1=Dc/4(先端角≠90°) 最大使用可能深さ
Tip angle Max available depth
高硬度鋼において多様な面取りが ②センタリング➡⑤M8ねじ切りCentering → M8 threading
DN2HC -ATH
65 エンドミル h7
HRC シャンク 可能 ③コーナ面取りCorner chamfering
Carbide ATH-coated Em Shank Allows various types of hardened steel chamfering
寸 法 Size (mm) 使用可能長さ Usable length (mm)
希望小売
商品コード 在庫 直径 先端径 先端長 溝長 全長 シャンク径 最大使用 最大C C面取り 価格(円) No. 工程 工具 vc n v f ap ae 穴深さ クーラント-1 f
Item Code Stock Dc D1 R L Ds 可能深さ 面取り長 有効直径 Suggested Process
Tool (m/min) (min ) (mm/min) (mm) (mm) Hole depth (mm) Coolant
Tool Tip Tip Flute Overall Shank Max Max C C chamfering retail price
dia. dia. length length Length Dia. available chamfering
φ8 下穴 NSBH0800-40-ATH
pitch diameter (¥) ① φ8 pilot hole (φ8×ℓ40×L95×φ10) 10 400
0.05 内部Wet
depth length (mm/rev)
20 - - 20
Internal, Wet
DN2HC0300-ATH ● 3 0.7 1.3 9 45 3 1.2 1.1 0.75 超え 3未満 穴面取り センタリング 上面径φ10 DN2HC1200-ATH 0.06 外部 AirMore than 0.75 but less than 3 8,000 ② Hole chamfering/centering top diameter φ10 (φ12×ℓ28×L95) 30 800 (mm/rev) 48 - - 4.1 External, Air
DN2HC0400-ATH ● 4 0.95 1.7 12 50 4 1.6 1.5 1 超え 4未満More than 1 but less than 4 9,100 ③ コーナ面取り C1 DN2HC1200-ATH 0.03 外部 Air
Corner chamfering C1 (φ12×ℓ28×L95) 301 8000 (mm/t) 480 1 1 - External, Air
DN2HC0600-ATH ● 6 1.4 2.6 15 66 6 2.4 2.2 1.5 超え 6未満More than 1.5 but less than 6 11,500
溝加工 上面幅 3mm DN2HC1200-ATH 0.03 外部 Air
DN2HC0800-ATH ● 8 1.9 3.4 20 74 8 3.2 3.0 2 超え 8未満More than 2 but less than 8 13,800
④
Slotting top width 3 mm (φ12×ℓ28×L95) 120 3200 (mm/t) 192 2.1 - - External, Air
DN2HC1000-ATH ● 10 2.4 4.3 24 84 10 4.1 3.7 2.5 超え10 未満 16,700 ⑤ M8 ねじ切り EDT-1.25-16-TH 35 1800 0.031 50 - - 12 外部AirMore than 2.5 but less than 10 M8 threading (M8×P1.25) (mm/t) External, Air
DN2HC1200-ATH ● 12 2.9 5.1 28 95 12 4.9 4.5 3 超え 12未満More than 3 but less than 12 19,200
DN2HC1600-ATH ● 16 3.9 6.8 35 113 16 6.6 6.0 4 超え 16未満More than 4 but less than 16 34,700
●印:標準在庫品です。 ●:Stocked Items. プラスチック金型用鋼(53HRC)の面取り+ねじ切り加工事例 Steel for plastic molds (53HRC) chamfering/threading field data
一般的にねじ穴の入り口には面取り加工が必要です。 切削条件 Cutting conditions
再研磨対応範囲表 Re-grinding compatibility range table ねじ穴加工時にDN2HCとエポックDスレッドミルを併用する センタリング Centeringことで、ねじ山を変形させることなくねじ切り加工が可能です。 工具 Tool:DN2HC1200-ATH(φ12×ℓ28×L95)
Generally, a tapped hole entrance requires chamfering. 被削材 Work material:プラスチック金型用鋼(53HRC)Steel for plastic molds
商品コード 商品名称 直径(㎜) 形 状
再研磨対応外径範囲(㎜)
Re-grinding compatibility range Combination of DN2HC and Epoch D Thread Mill allows deformation-free 機械 Machine:縦形MC(HSK-F63)Vertical MC
-1
Item Code Product Name Tool dia. Shape エンド End threading. vc=30m/min n=800min f =0.06mm/rev vf=48mm/min
クーラント Coolant :水溶性切削液 外部給油 Water base coolant (External)
DN2HC-ATH 高硬度鋼加工用面取り工具Chamfering Tool for Hardened Steels 3~16 3~16
センタリング➡M8ねじ切り加工
Centering → M8 threading
提
案
工具先端部の参考寸法 Reference sizes of tool tip 工
必要に応じて加工プログラムの作成やCAMでの工具形状定義にご使用ください。 程
Use it for creating machining programs and defining tool shapes in CAM as needed. スムースな
Dスレッドミル ねじ山の変形なし ねじ締めが可能センタリング
参考寸法 Reference size (mm) Centering ねじ切り加工 No thread deformation Allows smoothD Thread Mill, threading thread fastening.
商品コード 直径Dc 先端フラット径 Z深さ補正量
Item Code Tool dia. Tip flat Correction for
diameter Z-depth
DN2HC0300-ATH 3 0.4 0.2
エポックDスレッドミルの特長 Features of Epoch D Thread Mill
DN2HC0400-ATH 4 0.6 0.3 ・ 1本の工具で、高硬度鋼への穴あけ+ねじ切り同時加工が可能
DN2HC0600-ATH 6 0.8 0.4 ・This single tool can perform both drilling and threading simultaneously.
DN2HC0800-ATH 8 1.2 0.6 サイズ M2~M20
Z深さ補正量 下穴が不要
Correction for Z-depth DN2HC1000-ATH 10 1.4 0.7 Size No pilot hole
DN2HC1200-ATH 12 1.8 0.9 needed
図:先端拡大 DN2HC1600-ATH 16 2.4 1.2 EDT-TH
Figure: Enlarged tip view
04 05
先端フラット径
Tip flat diameter
C面取り有効直径
C chamfering pitch diameter
φD1
90°
Proposal process
Page5
ラインナップ 加工事例
Line Up Field data
最大C面取り長
Max C chamfering length
SKD11相当(60HRC)の面取り加工事例 SKD11 (60HRC) chamfering field data
先端長
Tip length
切削条件 Cutting conditions ②センタリング
工具 Tool:DN2HC1200-ATH(φ12×ℓ28×L95) ①φ8下穴➡②面取り Centering
被削材
φ8 pilot hole → Chamfering
φDc 90° φDs Work material:SKD11相当(60HRC) ④溝加工
機械
Slotting
Machine:縦形MC(HSK-A63)Vertical MC
R
L
D1=Dc/4(先端角≠90°) 最大使用可能深さ
Tip angle Max available depth
高硬度鋼において多様な面取りが ②センタリング➡⑤M8ねじ切りCentering → M8 threading
DN2HC -ATH
65 エンドミル h7
HRC シャンク 可能 ③コーナ面取りCorner chamfering
Carbide ATH-coated Em Shank Allows various types of hardened steel chamfering
寸 法 Size (mm) 使用可能長さ Usable length (mm)
希望小売
商品コード 在庫 直径 先端径 先端長 溝長 全長 シャンク径 最大使用 最大C C面取り 価格(円) No. 工程 工具 vc n v f ap ae 穴深さ クーラント-1 f
Item Code Stock Dc D1 R L Ds 可能深さ 面取り長 有効直径 Suggested Process
Tool (m/min) (min ) (mm/min) (mm) (mm) Hole depth (mm) Coolant
Tool Tip Tip Flute Overall Shank Max Max C C chamfering retail price
dia. dia. length length Length Dia. available chamfering
φ8 下穴 NSBH0800-40-ATH
pitch diameter (¥) ① φ8 pilot hole (φ8×ℓ40×L95×φ10) 10 400
0.05 内部Wet
depth length (mm/rev)
20 - - 20
Internal, Wet
DN2HC0300-ATH ● 3 0.7 1.3 9 45 3 1.2 1.1 0.75 超え 3未満 穴面取り センタリング 上面径φ10 DN2HC1200-ATH 0.06 外部 AirMore than 0.75 but less than 3 8,000 ② Hole chamfering/centering top diameter φ10 (φ12×ℓ28×L95) 30 800 (mm/rev) 48 - - 4.1 External, Air
DN2HC0400-ATH ● 4 0.95 1.7 12 50 4 1.6 1.5 1 超え 4未満More than 1 but less than 4 9,100 ③ コーナ面取り C1 DN2HC1200-ATH 0.03 外部 Air
Corner chamfering C1 (φ12×ℓ28×L95) 301 8000 (mm/t) 480 1 1 - External, Air
DN2HC0600-ATH ● 6 1.4 2.6 15 66 6 2.4 2.2 1.5 超え 6未満More than 1.5 but less than 6 11,500
溝加工 上面幅 3mm DN2HC1200-ATH 0.03 外部 Air
DN2HC0800-ATH ● 8 1.9 3.4 20 74 8 3.2 3.0 2 超え 8未満More than 2 but less than 8 13,800
④
Slotting top width 3 mm (φ12×ℓ28×L95) 120 3200 (mm/t) 192 2.1 - - External, Air
DN2HC1000-ATH ● 10 2.4 4.3 24 84 10 4.1 3.7 2.5 超え10 未満 16,700 ⑤ M8 ねじ切り EDT-1.25-16-TH 35 1800 0.031 50 - - 12 外部AirMore than 2.5 but less than 10 M8 threading (M8×P1.25) (mm/t) External, Air
DN2HC1200-ATH ● 12 2.9 5.1 28 95 12 4.9 4.5 3 超え 12未満More than 3 but less than 12 19,200
DN2HC1600-ATH ● 16 3.9 6.8 35 113 16 6.6 6.0 4 超え 16未満More than 4 but less than 16 34,700
●印:標準在庫品です。 ●:Stocked Items. プラスチック金型用鋼(53HRC)の面取り+ねじ切り加工事例 Steel for plastic molds (53HRC) chamfering/threading field data
一般的にねじ穴の入り口には面取り加工が必要です。 切削条件 Cutting conditions
再研磨対応範囲表 Re-grinding compatibility range table ねじ穴加工時にDN2HCとエポックDスレッドミルを併用する センタリング Centeringことで、ねじ山を変形させることなくねじ切り加工が可能です。 工具 Tool:DN2HC1200-ATH(φ12×ℓ28×L95)
Generally, a tapped hole entrance requires chamfering. 被削材 Work material:プラスチック金型用鋼(53HRC)Steel for plastic molds
商品コード 商品名称 直径(㎜) 形 状
再研磨対応外径範囲(㎜)
Re-grinding compatibility range Combination of DN2HC and Epoch D Thread Mill allows deformation-free 機械 Machine:縦形MC(HSK-F63)Vertical MC
-1
Item Code Product Name Tool dia. Shape エンド End threading. vc=30m/min n=800min f =0.06mm/rev vf=48mm/min
クーラント Coolant :水溶性切削液 外部給油 Water base coolant (External)
DN2HC-ATH 高硬度鋼加工用面取り工具Chamfering Tool for Hardened Steels 3~16 3~16
センタリング➡M8ねじ切り加工
Centering → M8 threading
提
案
工具先端部の参考寸法 Reference sizes of tool tip 工
必要に応じて加工プログラムの作成やCAMでの工具形状定義にご使用ください。 程
Use it for creating machining programs and defining tool shapes in CAM as needed. スムースな
Dスレッドミル ねじ山の変形なし ねじ締めが可能センタリング
参考寸法 Reference size (mm) Centering ねじ切り加工 No thread deformation Allows smoothD Thread Mill, threading thread fastening.
商品コード 直径Dc 先端フラット径 Z深さ補正量
Item Code Tool dia. Tip flat Correction for
diameter Z-depth
DN2HC0300-ATH 3 0.4 0.2
エポックDスレッドミルの特長 Features of Epoch D Thread Mill
DN2HC0400-ATH 4 0.6 0.3 ・ 1本の工具で、高硬度鋼への穴あけ+ねじ切り同時加工が可能
DN2HC0600-ATH 6 0.8 0.4 ・This single tool can perform both drilling and threading simultaneously.
DN2HC0800-ATH 8 1.2 0.6 サイズ M2~M20
Z深さ補正量 下穴が不要
Correction for Z-depth DN2HC1000-ATH 10 1.4 0.7 Size No pilot hole
DN2HC1200-ATH 12 1.8 0.9 needed
図:先端拡大 DN2HC1600-ATH 16 2.4 1.2 EDT-TH
Figure: Enlarged tip view
04 05
先端フラット径
Tip flat diameter
C面取り有効直径
C chamfering pitch diameter
φD1
90°
Proposal process
Page6
標準切削条件表
Recommended Cut t ing Condi t ions
センタリング 被削材(硬さ) 構造用鋼・炭素鋼・合金鋼 プリハードン鋼 プリハードン鋼 冷間工具鋼 高速度工具鋼 ステンレス鋼 鋳鉄・ダクタイル鋳鉄 アルミニウム・銅Structural steel, Carbon steel, Alloy steel Pre-hardened steel Pre-hardened steel Cold working tool steel High-speed tool steel Stainless steel Cast iron, Ductile cast iron Aluminium, Copper
Work material
(Hardness) (~30HRC) (30~40HRC) (40~50HRC) (50~60HRC) (60~65HRC)Centering SS S○○C SCM SKD61 SKD61 SKD11 SKH SUS FC FCD Al, Cu
切削速度vc (m/min) 50~80~120 40~60~80 30~40~50 20~30~40 10~20~30 40~60~100 50~100~150
被削材 直径 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量
Work
material Tool dia. n vf f n vf f n vf f n vf f n vf f n vf f n vf f(mm) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev)
90°
φ3 8500 510 0.06 0.05 0.04 0.04 0.04 0.06 0.060.04~0.08 6400 320 0.03~0.07 4200 168 0.02~0.06 3200 128 0.02~0.06 2100 84 0.02~0.06 6400 384 0.04~0.08 11000 660 0.04~0.08
C面取り(穴) φ4 6400 384 0.06 0.050.04~0.08 4800 240 0.03~0.07 3200 128 0.04 0.04 0.04 0.06 0.060.02~0.06 2400 96 0.02~0.06 1600 64 0.02~0.06 4800 288 0.04~0.08 8000 480 0.04~0.08
C Chamfering (Bore) φ6 4200 294 0.07 3200 192 0.06 2100 126 0.06 1600 96 0.06 1100 66 0.06 3200 224 0.07 0.070.05~0.09 0.04~0.08 0.04~0.08 0.04~0.08 0.04~0.08 0.05~0.09 5300 371 0.05~0.09
φ8 3200 240 0.075 2400 144 0.06 1600 96 0.06 1200 72 0.06 0.060.05~0.10 0.04~0.08 0.04~0.08 0.04~0.08 800 48 0.04~0.08 2400 180
0.075 4000 300 0.0750.05~0.10 0.05~0.10
C面取り 0.08 0.065
被削材 C Chamfering φ10 2500 200 0.05~0.11 1900 124 0.04~0.09 1300 78
0.06
0.04~0.08 960 58
0.06 640 38 0.06 0.08 0.080.04~0.08 0.04~0.08 1900 152 0.05~0.11 3200 256 0.05~0.11
Work
material φ12 2100 168 0.08 1600 104 0.065 1100 66 0.06 800 48 0.06 0.06 0.08 0.08
90° 0.05~0.11 0.04~0.09 0.04~0.08 0.04~0.08
530 32 0.04~0.08 1600 128 0.05~0.11 2700 216 0.05~0.11
φ16 1600 192 0.12 1200 96 0.08 800 64 0.08 600 48 0.08 400 32 0.08 1200 144 0.12 0.120.10~0.14 0.06~0.10 0.06~0.10 0.06~0.10 0.06~0.10 0.10~0.14 2000 240 0.10~0.14
C面取り(コーナ) 被削材(硬さ) 構造用鋼・炭素鋼・合金鋼 プリハードン鋼 冷間工具鋼 高速度工具鋼 ステンレス鋼 鋳鉄・ダクタイル鋳鉄 アルミニウム・銅Structural steel, Carbon steel, Alloy steel Pre-hardened steel Cold working tool steel High-speed tool steel Stainless steel Cast iron, Ductile cast iron Aluminium, Copper
Work material (~30HRC) (30~50HRC) (50~60HRC) (60~65HRC)
C Chamfering (Corner) (Hardness) SS S○○C SCM SKD61 SKD11 SKH SUS FC FCD Al, Cu
切削速度vc (m/min) 150~225~300 100~165~250 50~110~180 40~75~120 50~90~160 100~180~260 200~300~400
直径 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの
Tool dia. n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz
(mm) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t)
φ3 24,000 1,440 0.03 17,500 875 0.0250.020~0.040 0.015~0.035 12,000 480
0.02
0.010~0.030 8,000 320
0.02 0.02
0.010~0.030 9,600 384 0.010~0.030 19,100 1,146
0.03
0.020~0.040 32,000 1,920
0.03
0.020~0.040
C面取り
C Chamfering φ4 18,000 1,080 0.03 13,100 655 0.025 8,800 352 0.020.020~0.040 0.015~0.035 0.010~0.030 6,000 240
0.02
0.010~0.030 7,200 288
0.02
0.010~0.030 14,300 858
0.03 0.03
0.020~0.040 24,000 1,440 0.020~0.040
被削材 φ6 12,000 840 0.03590° 0.025~0.045
8,800 528 0.03 5,800 348 0.03 4,000 240 0.03 4,800 288 0.03 0.035 0.035
Work material 0.020~0.040 0.020~0.040 0.020~0.040 0.020~0.040
9,600 672 0.025~0.045 16,000 1,120 0.025~0.045
φ8 9,000 675 0.0375 6,600 396 0.03 4,400 264 0.03 3,000 180 0.030.025~0.050 0.020~0.040 0.020~0.040 0.020~0.040 3,600 216
0.03
0.020~0.040 7,200 540
0.0375 0.0375
0.025~0.050 12,000 900 0.025~0.050
φ10 7,200 576 0.040.025~0.055 5,300 345
0.0325
0.020~0.045 3,500 210
0.03
0.020~0.040 2,400 144
0.03 0.03
0.020~0.040 2,900 174 0.020~0.040 5,700 456
0.04
0.025~0.055 9,600 768
0.04
●C=Dc×20%の時が目安の切削条件です。 0.025~0.055
これを超える場合は回転数と送り速度を下げて調整ください。 φ12 6,000 480 0.040.025~0.055 4,400 286
0.0325 0.03 0.03
0.020~0.045 2,900 174 0.020~0.040 2,000 120 0.020~0.040 2,400 144
0.03 4,800 384 0.04 8,000 640 0.04
・C = Dc x 20% is used as a general guideline for cutting conditions.
0.020~0.040 0.025~0.055 0.025~0.055
Adjust by decreasing the rotation speed and feed rate if C > Dc x 20%. φ16 4,500 540 0.06 3,300 264 0.04 0.04 0.04 0.04 0.06 0.060.050~0.070 0.030~0.050 2,200 176 0.030~0.050 1,500 120 0.030~0.050 1,800 144 0.030~0.050 3,600 432 0.050~0.070 6,000 720 0.050~0.070
溝加工 被削材(硬さ) 構造用鋼・炭素鋼・合金鋼 プリハードン鋼 プリハードン鋼 冷間工具鋼 高速度工具鋼 ステンレス鋼 鋳鉄・ダクタイル鋳鉄 アルミニウムStructural steel, Carbon steel, Alloy steel Pre-hardened steel Pre-hardened steel Cold working tool steel High-speed tool steel Stainless steel Cast iron
Work material 銅
(Hardness) (~30HRC) (30~40HRC) (40~50HRC) (50~60HRC) (60~65HRC) Ductile cast iron Aluminium, CopperSlotting SS S○○C SCM SKD61 SKD61 SKD11 SKH SUS FC FCD Al, Cu
最大使用可能深さ比率
Max available depth ratio 100% 100% 90% 70% 50% 100%
切削速度vc (m/min) 100~180~260 100~165~230 100~150~200 50~115~150 30~75~120 100~180~260
直径 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの
Tool dia. n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz
(mm) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t)
被削材 φ3 19100 1146 0.030.020~0.040 17500 875
0.025 0.02 0.02
0.015~0.035 16000 640 0.010~0.030 12000 480 0.010~0.030 8000 320
0.02 19100 1146 0.03
Work 0.010~0.030 0.020~0.040
material
φ4 14300 858 0.03 13100 655 0.025 0.020.020~0.040 0.015~0.035 12000 480 0.010~0.030 9200 368
0.02 0.02
0.010~0.030 6000 240 0.010~0.030 14300 858
0.03
90° 0.020~0.040
φ6 9600 672 0.035 0.03 0.03 0.03 0.03 0.0350.025~0.045 8800 528 0.020~0.040 8000 480 0.020~0.040 6100 366 0.020~0.040 4000 240 0.020~0.040 9600 672 0.025~0.045
φ8 7200 540 0.0375 6600 396 0.03 6000 360 0.03 0.03 0.03 0.0375
●高硬度鋼においては、切削負荷が大きいため最大使用可能深さを1回で 0.025~0.050 0.020~0.040 0.020~0.040
4600 276 0.020~0.040 3000 180 0.020~0.040 7200 540 0.025~0.050
加工できないことがあります。最大使用可能深さ比率を参考に溝深さを φ10 5700 456 0.04 5300 345 0.0325 4800 288 0.03 3700 222 0.03 0.03 0.04
2回に分けて加工するなど調整ください。
0.025~0.055 0.020~0.045 0.020~0.040 0.020~0.040 2400 144 0.020~0.040 5700 456 0.025~0.055
0.04 0.0325 0.03 0.03 0.03 0.04
・For hardened steel, large cutting loads may prevent machining of max available φ12 4800 384 4400 286 4000 240 3100 186 2000 120 4800 384
depths in a single operation. Make adjustments: for example, machining the groove 0.025~0.055 0.020~0.045 0.020~0.040 0.020~0.040 0.020~0.040 0.025~0.055
depth in two operations, referring to max available depth ratios. φ16 3600 432 0.060.050~0.070 3300 264
0.04 0.04 0.04 0.04 0.06
0.030~0.050 3000 240 0.030~0.050 2300 184 0.030~0.050 1500 120 0.030~0.050 3600 432 0.050~0.070
【切削条件の選定について】 【Setting of cutting conditions】
●40HRC以上の焼入鋼、ステンレス鋼、アルミ合金の加工では、クーラントの使用を推奨します。 ・Coolant is recommended for work materials of 40HRC or harder, stainless steel, and aluminium.
●この標準切削条件は目安を表すものです。実際の加工では、加工形状、目的、使用機械などにより切削条件を調整ください。 ・These recommended cutting conditions are for general guidelines. Adjust cutting parameters for actual machining based on machining shape, purpose, machine used, and other factors.
●工具装着の際は傷や汚れの無いコレットを用い、工具の振れは 0.02 ㎜以下に抑えてください。 ・When attaching the tool, use a collet free of scratches or dirt. Keep tool runout to 0.02 mm or less.・Secure the work material firmly to prevent deformation, deflection, and vibration.
●被削材は変形、たわみ、振動が起こらないようにしっかりと保持してください。 ・Watch for smoke and fire hazards posed by heated chips or tools.
●切りくずおよび工具の発熱による発煙・引火にご注意ください。
06 07
Page7
標準切削条件表
Recommended Cut t ing Condi t ions
センタリング 被削材(硬さ) 構造用鋼・炭素鋼・合金鋼 プリハードン鋼 プリハードン鋼 冷間工具鋼 高速度工具鋼 ステンレス鋼 鋳鉄・ダクタイル鋳鉄 アルミニウム・銅Structural steel, Carbon steel, Alloy steel Pre-hardened steel Pre-hardened steel Cold working tool steel High-speed tool steel Stainless steel Cast iron, Ductile cast iron Aluminium, Copper
Work material
(Hardness) (~30HRC) (30~40HRC) (40~50HRC) (50~60HRC) (60~65HRC)Centering SS S○○C SCM SKD61 SKD61 SKD11 SKH SUS FC FCD Al, Cu
切削速度vc (m/min) 50~80~120 40~60~80 30~40~50 20~30~40 10~20~30 40~60~100 50~100~150
被削材 直径 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量 回転数 送り速度 送り量
Work
material Tool dia. n vf f n vf f n vf f n vf f n vf f n vf f n vf f(mm) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev) (min-1) (mm/min) (mm/rev)
90°
φ3 8500 510 0.06 0.05 0.04 0.04 0.04 0.06 0.060.04~0.08 6400 320 0.03~0.07 4200 168 0.02~0.06 3200 128 0.02~0.06 2100 84 0.02~0.06 6400 384 0.04~0.08 11000 660 0.04~0.08
C面取り(穴) φ4 6400 384 0.06 0.050.04~0.08 4800 240 0.03~0.07 3200 128 0.04 0.04 0.04 0.06 0.060.02~0.06 2400 96 0.02~0.06 1600 64 0.02~0.06 4800 288 0.04~0.08 8000 480 0.04~0.08
C Chamfering (Bore) φ6 4200 294 0.07 3200 192 0.06 2100 126 0.06 1600 96 0.06 1100 66 0.06 3200 224 0.07 0.070.05~0.09 0.04~0.08 0.04~0.08 0.04~0.08 0.04~0.08 0.05~0.09 5300 371 0.05~0.09
φ8 3200 240 0.075 2400 144 0.06 1600 96 0.06 1200 72 0.06 0.060.05~0.10 0.04~0.08 0.04~0.08 0.04~0.08 800 48 0.04~0.08 2400 180
0.075 4000 300 0.0750.05~0.10 0.05~0.10
C面取り 0.08 0.065
被削材 C Chamfering φ10 2500 200 0.05~0.11 1900 124 0.04~0.09 1300 78
0.06
0.04~0.08 960 58
0.06 640 38 0.06 0.08 0.080.04~0.08 0.04~0.08 1900 152 0.05~0.11 3200 256 0.05~0.11
Work
material φ12 2100 168 0.08 1600 104 0.065 1100 66 0.06 800 48 0.06 0.06 0.08 0.08
90° 0.05~0.11 0.04~0.09 0.04~0.08 0.04~0.08
530 32 0.04~0.08 1600 128 0.05~0.11 2700 216 0.05~0.11
φ16 1600 192 0.12 1200 96 0.08 800 64 0.08 600 48 0.08 400 32 0.08 1200 144 0.12 0.120.10~0.14 0.06~0.10 0.06~0.10 0.06~0.10 0.06~0.10 0.10~0.14 2000 240 0.10~0.14
C面取り(コーナ) 被削材(硬さ) 構造用鋼・炭素鋼・合金鋼 プリハードン鋼 冷間工具鋼 高速度工具鋼 ステンレス鋼 鋳鉄・ダクタイル鋳鉄 アルミニウム・銅Structural steel, Carbon steel, Alloy steel Pre-hardened steel Cold working tool steel High-speed tool steel Stainless steel Cast iron, Ductile cast iron Aluminium, Copper
Work material (~30HRC) (30~50HRC) (50~60HRC) (60~65HRC)
C Chamfering (Corner) (Hardness) SS S○○C SCM SKD61 SKD11 SKH SUS FC FCD Al, Cu
切削速度vc (m/min) 150~225~300 100~165~250 50~110~180 40~75~120 50~90~160 100~180~260 200~300~400
直径 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの
Tool dia. n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz
(mm) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t)
φ3 24,000 1,440 0.03 17,500 875 0.0250.020~0.040 0.015~0.035 12,000 480
0.02
0.010~0.030 8,000 320
0.02 0.02
0.010~0.030 9,600 384 0.010~0.030 19,100 1,146
0.03
0.020~0.040 32,000 1,920
0.03
0.020~0.040
C面取り
C Chamfering φ4 18,000 1,080 0.03 13,100 655 0.025 8,800 352 0.020.020~0.040 0.015~0.035 0.010~0.030 6,000 240
0.02
0.010~0.030 7,200 288
0.02
0.010~0.030 14,300 858
0.03 0.03
0.020~0.040 24,000 1,440 0.020~0.040
被削材 φ6 12,000 840 0.03590° 0.025~0.045
8,800 528 0.03 5,800 348 0.03 4,000 240 0.03 4,800 288 0.03 0.035 0.035
Work material 0.020~0.040 0.020~0.040 0.020~0.040 0.020~0.040
9,600 672 0.025~0.045 16,000 1,120 0.025~0.045
φ8 9,000 675 0.0375 6,600 396 0.03 4,400 264 0.03 3,000 180 0.030.025~0.050 0.020~0.040 0.020~0.040 0.020~0.040 3,600 216
0.03
0.020~0.040 7,200 540
0.0375 0.0375
0.025~0.050 12,000 900 0.025~0.050
φ10 7,200 576 0.040.025~0.055 5,300 345
0.0325
0.020~0.045 3,500 210
0.03
0.020~0.040 2,400 144
0.03 0.03
0.020~0.040 2,900 174 0.020~0.040 5,700 456
0.04
0.025~0.055 9,600 768
0.04
●C=Dc×20%の時が目安の切削条件です。 0.025~0.055
これを超える場合は回転数と送り速度を下げて調整ください。 φ12 6,000 480 0.040.025~0.055 4,400 286
0.0325 0.03 0.03
0.020~0.045 2,900 174 0.020~0.040 2,000 120 0.020~0.040 2,400 144
0.03 4,800 384 0.04 8,000 640 0.04
・C = Dc x 20% is used as a general guideline for cutting conditions.
0.020~0.040 0.025~0.055 0.025~0.055
Adjust by decreasing the rotation speed and feed rate if C > Dc x 20%. φ16 4,500 540 0.06 3,300 264 0.04 0.04 0.04 0.04 0.06 0.060.050~0.070 0.030~0.050 2,200 176 0.030~0.050 1,500 120 0.030~0.050 1,800 144 0.030~0.050 3,600 432 0.050~0.070 6,000 720 0.050~0.070
溝加工 被削材(硬さ) 構造用鋼・炭素鋼・合金鋼 プリハードン鋼 プリハードン鋼 冷間工具鋼 高速度工具鋼 ステンレス鋼 鋳鉄・ダクタイル鋳鉄 アルミニウムStructural steel, Carbon steel, Alloy steel Pre-hardened steel Pre-hardened steel Cold working tool steel High-speed tool steel Stainless steel Cast iron
Work material 銅
(Hardness) (~30HRC) (30~40HRC) (40~50HRC) (50~60HRC) (60~65HRC) Ductile cast iron Aluminium, CopperSlotting SS S○○C SCM SKD61 SKD61 SKD11 SKH SUS FC FCD Al, Cu
最大使用可能深さ比率
Max available depth ratio 100% 100% 90% 70% 50% 100%
切削速度vc (m/min) 100~180~260 100~165~230 100~150~200 50~115~150 30~75~120 100~180~260
直径 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの 回転数 送り速度 1刃当りの
Tool dia. n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz n vf 送りfz
(mm) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t) (min-1) (mm/min) (mm/t)
被削材 φ3 19100 1146 0.030.020~0.040 17500 875
0.025 0.02 0.02
0.015~0.035 16000 640 0.010~0.030 12000 480 0.010~0.030 8000 320
0.02 19100 1146 0.03
Work 0.010~0.030 0.020~0.040
material
φ4 14300 858 0.03 13100 655 0.025 0.020.020~0.040 0.015~0.035 12000 480 0.010~0.030 9200 368
0.02 0.02
0.010~0.030 6000 240 0.010~0.030 14300 858
0.03
90° 0.020~0.040
φ6 9600 672 0.035 0.03 0.03 0.03 0.03 0.0350.025~0.045 8800 528 0.020~0.040 8000 480 0.020~0.040 6100 366 0.020~0.040 4000 240 0.020~0.040 9600 672 0.025~0.045
φ8 7200 540 0.0375 6600 396 0.03 6000 360 0.03 0.03 0.03 0.0375
●高硬度鋼においては、切削負荷が大きいため最大使用可能深さを1回で 0.025~0.050 0.020~0.040 0.020~0.040
4600 276 0.020~0.040 3000 180 0.020~0.040 7200 540 0.025~0.050
加工できないことがあります。最大使用可能深さ比率を参考に溝深さを φ10 5700 456 0.04 5300 345 0.0325 4800 288 0.03 3700 222 0.03 0.03 0.04
2回に分けて加工するなど調整ください。
0.025~0.055 0.020~0.045 0.020~0.040 0.020~0.040 2400 144 0.020~0.040 5700 456 0.025~0.055
0.04 0.0325 0.03 0.03 0.03 0.04
・For hardened steel, large cutting loads may prevent machining of max available φ12 4800 384 4400 286 4000 240 3100 186 2000 120 4800 384
depths in a single operation. Make adjustments: for example, machining the groove 0.025~0.055 0.020~0.045 0.020~0.040 0.020~0.040 0.020~0.040 0.025~0.055
depth in two operations, referring to max available depth ratios. φ16 3600 432 0.060.050~0.070 3300 264
0.04 0.04 0.04 0.04 0.06
0.030~0.050 3000 240 0.030~0.050 2300 184 0.030~0.050 1500 120 0.030~0.050 3600 432 0.050~0.070
【切削条件の選定について】 【Setting of cutting conditions】
●40HRC以上の焼入鋼、ステンレス鋼、アルミ合金の加工では、クーラントの使用を推奨します。 ・Coolant is recommended for work materials of 40HRC or harder, stainless steel, and aluminium.
●この標準切削条件は目安を表すものです。実際の加工では、加工形状、目的、使用機械などにより切削条件を調整ください。 ・These recommended cutting conditions are for general guidelines. Adjust cutting parameters for actual machining based on machining shape, purpose, machine used, and other factors.
●工具装着の際は傷や汚れの無いコレットを用い、工具の振れは 0.02 ㎜以下に抑えてください。 ・When attaching the tool, use a collet free of scratches or dirt. Keep tool runout to 0.02 mm or less.・Secure the work material firmly to prevent deformation, deflection, and vibration.
●被削材は変形、たわみ、振動が起こらないようにしっかりと保持してください。 ・Watch for smoke and fire hazards posed by heated chips or tools.
●切りくずおよび工具の発熱による発煙・引火にご注意ください。
06 07
Page8
DN2HC-ATH
高硬度鋼加工用面取り工具
Chamfering Tool for Hardened Steels
図、表等のデータは試験結果の一例であり、保証値ではありません。
「 」は株式会社MOLDINOの登録商標です。
The diagrams and table data are examples of test results, and are not guaranteed values.
“ ” is a registered trademark of MOLDINO Tool Engineering, Ltd.
安 全 上 の ご 注 意 Attentions on Safety
1. 取扱上のご注意 1. Cautions regarding handling
(1)工具をケース(梱包)から取り出す際は、工具の飛び出し、落下にご注意ください。特に工具刃部との接 (1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is
触には十分ご注意をお願いします。 dropped. Be particularly careful regarding contact with the tool flutes.
(2)鋭利な切れ刃を有する工具を取扱う際は、切れ刃を素手で直接触れないように注意してください。 (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with
2. 取付け時のご注意 your bare hands.
(1)ご使用前に、工具の傷・割れ等の外観確認を行っていただき、コレットチャック等への取付けは確実に 2. Cautions regarding mounting
行ってください。 (1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly
(2)ご使用中に、異常な振動等が発生した場合は、直ちに機械を停止させて、その振動の原因を取り除い mounted in the collet chuck, etc.
てください。 (2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause
3. 使用上のご注意 of the chattering.
(1)切削工具あるいは被削材の寸法・回転の方向は、あらかじめ確認しておいてください。 3. Cautions during use
(2)標準切削条件表の数値は、新しい作業の立上げの目安としてご利用ください。切込みが大きい場合、 (1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.
使用機械の剛性が小さい場合あるいは被加工物の性状に応じて切削条件を適正に調整してご使用 (2) The numerical values in the standard cutting conditions table should be used as criteria when starting
ください。 new work. The cutting conditions should be adjusted as appropriate when the cutting depth is large,
(3)切削工具材料は硬質の材料です。ご使用中に破損して飛散する場合があります。また、切りくずが飛 the rigidity of the machine being used is low, or according to the conditions of the work material.
散することがあります。これらの飛散物等は作業者を切傷させ、火傷あるいは目に入って負傷させる恐 (3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting
れがありますので、工具をご使用中はその周囲に安全カバーを取付け、保護めがね等の保護具を着用 chips may also fly off. Since there is a danger of injury to workers, fire, or eye damage from such
して安全な環境下での作業をお願いいたします。 flying pieces, a safety cover should be attached when work is performed and safety equipment such
(4)切削中に発生する火花や、破損による発熱や、切りくずによる引火・火災の危険があります。引火や as safety goggles should be worn to create a safe environment for work.
爆発の危険のあるところでは使用しないでください。不水溶性切削液をご使用される場合は防火対 (4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not
策を必ず行なってください。 use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire
(5)工具を本来の目的以外にはご使用にならないでください。 prevention is necessary.
4. 再研削時のご注意 (5) Do not use the tool for any purpose other than that for which it is intended.
(1)再研削時期が不適当であると工具が破損する恐れがあります。適正な工具と交換するか、再研削を 4. Cautions regarding regrinding
行ってください。
(2)工具を再研削しますと粉塵が発生します。再研削時にはその周囲に安全カバーを取付け、保護め (1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool
がね等の保護具を着用してください。 with one in good condition, or perform regrinding.
(3)本製品には特定化学物質に指定された コバルト及びその無機化合物が含まれています。再研削等の (2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety
加工を加える場合は特定化学物質障害予防規則(特化則)に従った取扱いをしてください。 cover over the work area and wear safety clothes such as safety goggles, etc.(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When
5. 工具に関して、安全上の問題点・不明の点・その他相談がありましたら フ リ ーダ イ ヤ ル 技 術 相 談 へ performing regrinding or similar processing, be sure to handle the processing in accordance with
ご相談ください。 thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
ホームページ フリーダイヤル技術相談
http://www.moldino.com
MOLDINO Tool Engineering, Ltd.
本社 〒130-0026 東京都墨田区両国4-31-11(ヒューリック両国ビル8階)
工具選定データベース【 TOOL SEARCH】
03-6890-5101 FAX 03-6890-5134
International Sales Dept .: +81-3-6890-5103 FAX +81-3-6890-5128
営業企画部 ☎03-6890-5102 FAX03-6890-5134 海外営業部 ☎03-6890-5103 FAX03-6890-5128
東京営業所 ☎03-6890-5110 FAX03-6890-5133 静岡営業所 ☎054-273-0360 FAX054-273-0361
東北営業所 ☎022-208-5100 FAX022-208-5102 名古屋営業所 ☎052-687-9150 FAX052-687-9144
新潟営業所 ☎0258-87-1224 FAX0258-87-1158 大阪営業所 ☎06-7668-0190 FAX06-7668-0194
東関東営業所 ☎0294-88-9430 FAX0294-88-9432 中四営業所 ☎082-536-2001 FAX082-536-2003
長野営業所 ☎0268-21-3700 FAX0268-21-3711 九州営業所 ☎092-289-7010 FAX092-289-7012
北関東営業所 ☎0276-59-6001 FAX0276-59-6005 北九州営業所 ☎093-434-2640 FAX093-434-6846
神奈川営業所 ☎046-400-9429 FAX046-400-9435
ヨーロッパ/MOLDINO Tool Engineering Europe GmbH Itterpark 12, 40724 Hilden, Germany. TEL : +49-(0)2103-24820, FAX : +49-(0)2103-248230
中 国/MOLDINO Tool Engineering, (Shanghai) Ltd. Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict, Shanghai, 200051, CHINA TEL:+86-(0)21-3366-3058, FAX:+86-(0)21-3366-3050
アメリカ/MITSUBISHI MATERIALS U.S.A. CORPORATION 41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A. TEL : +1(248)308-2620, FAX :+1(248)308-2627
メキシコ/MMC METAL DE MEXICO, S.A. DE C.V. Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, México TEL : +52-442-1926800 MOLDINO Tool Engineering, Ltd.
ブラジル/MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil TEL : +55(11)3506-5600 FAX : +55(11)3506-5677
タ イ/MMC Hardmetal (Thailand) Co.,Ltd. MOLDINO Division 622 Emporium Tower, Floor 22/1-4, Sukhumvit Road, Klong Tan, Klong Toei, Bangkok 10110, Thailand TEL:+66-(0)2-661-8175 FAX:+66-(0)2-661-8176
イ ン ド/Hitachi Metals (India) Pvt. Ltd. Plot No 94 & 95,Sector 8, IMT Manesar, Gurgaon -122050, Haryana, India TEL : +91-124-4812315, FAX :+91-124-2290015 New Produc t News No.1904-2 2020-10
掲載価格は消費税抜きの単価を表示しております。予告なく、改良・改善のために仕様変更することがあります。
Specifications for the products listed in this catalog are subject to change without notice due to ベジタブルインクで印刷しています。 2020-10(K)
replacement or modification. Printed using vegetable oil ink. Printed in JAPAN 2019-12:FP