


ISA-95の考え方とMES/MOMの構築方法
◆はじめに
◆ISA-95とMOM
◆ISA-95を具体化するMOM
◆ISA-95をリファレンスにした製造システムの構築方法
◆ISA-95の製造システム実現に貢献する DEL MIA Apriso
◆経営者から見た日本の製造業の課題と今後の展望について
◆企業の革新に欠かせない製造DXの進め方について
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | スマートマニュファクチャリングの実現に向けた工場のデジタル化 |
|---|---|
| ドキュメント種別 | その他 |
| ファイルサイズ | 4.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | ダッソー・システムズ株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
DELMIA 製造デジタルトランスフォーメーションの世界
スマートマニュファクチャリングの実現に
向けた工場のデジタル化
― ISA-95の考え方とMES/MOMの構築方法―
Page2
1. はじめに
近年、IoT、インダストリー4.0、スマートファクトリーといった言葉と共に、デジタルトランスフォーメーション(DX)と
いう言葉を耳にしない日はなくなりました。要は工場を〝デジタル化をして変わっていく”ことが、今後のビジネス
では必要不可欠であるとも言えます。しかし、〝ツールの導入=DX”ではありません。取り組みで期待すべきことを
明確にしないまま進めた結果、なかなか終わらないPoCや期待した効果に至らないことによる現場への負担増が問
題となっています。デジタル化をした結果として、より良い付加価値を提供できなければ成功したとは言えません。
また、デジタル化推進に向けて、経営層やデジタル化を推進するメンバーだけでなく、組織内全員の理解や貢献
が不可欠であり、今後、デジタルに関する知識やスキルは必須のものとなりつつあります。さらに、経営層にはコ
ミットメントとして、意思決定や投資の判断だけでなく、最後までやりきる責任を意識することがDXを成功させるた
めの大きな要因となります。
本書では、工場のデジタル化を進めるヒントとして、MES(MOM)を中核とした、ISA-95のモデルについて解説いた
します。また、中身を理解するにあたり、ハードウェア(現場装置)とソフトウェアの関係性についての理解を合わせる
必要があります。
〝IoT”がその顕著な例ともなりますが、日本の工場で近年注目を浴びているソリューションは、装置から集めたデー
タによる予兆保全、検査機器で集めた画像をAIで処理することによる自動検査など、ハードを起点とした仕組みが
中心となっています。2021年度のものづくり白書(経済産業省)でも、日本の産業構造としてのハード(OT)の優
位性と比較すると、ソフトウエア( IT)領域への強化の必要性について警鐘を鳴らしています。
一方、工場から離れた視点で見ると、世の中の注目はハードからソフトへと移り変わってきています。その顕著な例
が、“自動運転”の世界です。今まで同様、エンジン・ブレーキなどの運転のしやすさや、シートのリクライニングなど
の乗り心地など、ハードに起因する部分は依然重要とされています。しかし、今最も注目されているのは、〝ソフト
ウェアの性能=いかにして人の手を介在せずに運転を可能にするか”です。ソフトウェアはアップデートが容易なた
め、常に最新の機能を利用できるのも特徴の一つとなっています。
予測し得ない情勢の変化は唐突に起こりえます。そして、これが当たり前の状況となり、不確実性の時代になる
とも言われています。
そうすると、DXとは「持続可能性」への投資であり、目的にもなります。企業活動を継続するためには、利益を
生み出し続けなければなりません。
ここで、重要な鍵となるのが、〝デジタル化”です。
皆様の工場の取り組みはいかがでしょうか?オフィスの業務ではソフトウェアの活用が浸透している一方で、工場
ではハードウェアを中心とした取り組みが多くを占めていませんか?最新かつ、競争に勝ち抜くためのソフトウェ
アの技術を活用できる状況になっていますか?
次世代の工場を目指すため、ISA-95のフレームワークの有効性、そしてそのために、なぜMES(MOM)が必要か、
本書を通じてデジタル化成功のためのヒントを提供できればと考えています。
2
Page3
2. ISA-95とMOM
2-1. ISA-95の生まれた背景
ISA-95(ISA : the International Society of Automation)とは自 その中で、オフィスオペレーションと製造オペレーションの切り分け
動機器に関する国際的な標準化団体が定義した製造 ITのリファレ が必要になり、誕生したのが ISA-95です。欧米においては ISA-
ンスモデルです。策定が始まったのは1990年代後半であり、欧米 95の策定と ERP、MES(Manufacturing Execution System:
ではERP(Enterprise Resource Planning)の導入が盛んに行 製造実行システム)の普及は同時並行的に進んでいったと言われて
われていた時期でした。 います。
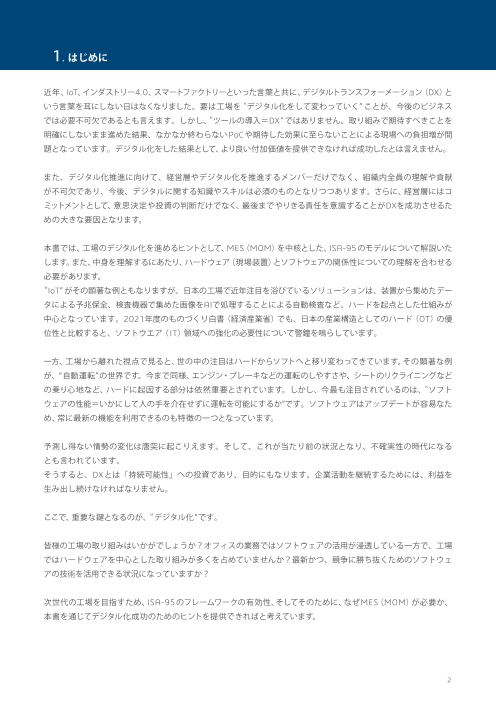
MES(Manufacturing Execution System)の位置づけ
ISA-95の生産システムのレベル3がMES に相当
計画・管理層 L4/5 製造部門を管理するために必要な
ビジネスマネジメント計画と L5:全社BL、KPI 経営に関するアクティビティ
基幹業務層 ERP層 L4:ERP、基幹システム (月、 週、 日)
お金、計画
標準インターフェース
実行管理 L3
オペレーション実行 要求された製品を生産するための
管理層 L3:製造オペレーション管理 ワークフローに関するアクティビティ
(日、 シフト、 時間、 分)
MES+LES層
標準インターフェース
制御層 L2
バッチ 連続 ディス L2:装置制御システム(PLC、DCS) 物理的なプロセスを監視制御、
L1 制御 制御 クリート L1:製造装置 センシングや操作に関するアクティビティ
( 分、秒、ミリ秒)
FA層
ANSI/ISA-95.00.01-2000階層モデル
図1:ISA-95における階層モデル、 ERPとMES、さらに装置レイヤーのシステムを大きく階層で切り分けている
2-2. ISA-95が今なぜ注目されているのか?
ISA-95は IoTやインダストリー4.0、製造DXより古くから存在す に制約があるために、機能・目的を絞った形での運用となっていき
るものにも関わらず、今注目されているには理由があります。 ます。
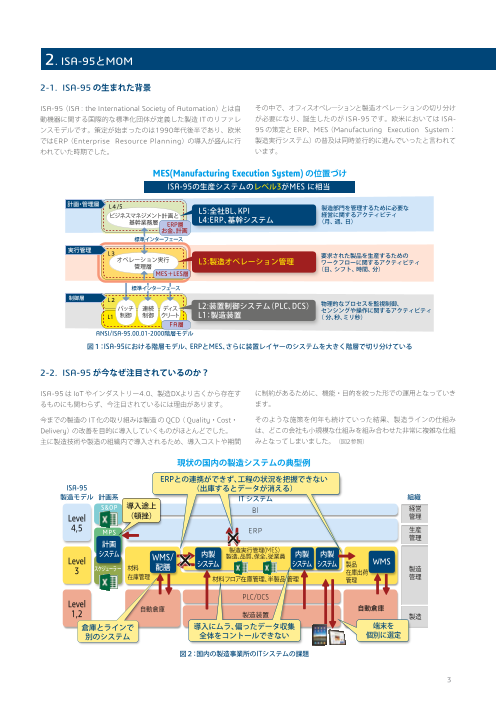
今までの製造の IT化の取り組みは製造のQCD(Quality・Cost・ そのような施策を何年も続けていった結果、製造ラインの仕組み
Delivery)の改善を目的に導入していくものがほとんどでした。 は、どこの会社も小規模な仕組みを組み合わせた非常に複雑な仕組
主に製造技術や製造の組織内で導入されるため、導入コストや期間 みとなってしまいました。(図2参照)
現状の国内の製造システムの典型例
ERPとの連携ができず、工程の状況を把握できない
ISA-95 ( 出庫するとデータが消える)
製造モデル 計画系 IT システム 組織
S&OP 導入途上 経営
Level (頓挫) Bl
管理
4,5 MPS ERP 生産
管理
計画
システム 製造実行管理(MES)
WMS/ 内製
Level 製造、品質、保全、従業員 内製 内製
3 スケジューラー 配膳 システム システム システム WMS
材料 製品
在庫管理 在庫出荷 製造
材料フロア在庫管理、半製品 管理 管理 管理
PLC/DCS
Level
1,2 自動倉庫 自動倉庫
製造装置 製造
倉庫とラインで 導入にムラ、偏ったデータ収集 端末を
別のシステム 全体をコントールできない 個別に選定
図2:国内の製造事業所のITシステムの課題
3
Page4
他にも、導入の範囲が限定的な工場全体をカバーするような仕組み になっており、1つ1つ対応していてはまったく追いつけず、従来
になっておらず、工場はもちろん製造ライン毎に異なる仕組みが使 型の仕組みでは太刀打ちできない状況になりつつあり、製造装置の
われていることも多々ありました。 多くの機能を変更する必要があります。
仕組み自体も人に依存しているものも多く、担当者の異動・転職・ それらの要求に対応する製造システムの理想形として ISA-95が再
退職などにより保守管理が十分に行われず、中身がブラックボック 度注目を浴びるようになってきました。
ス化することが問題となりました。
ISA-95は経営管理と製造管理の住み分けを明確にし、その製造管
ところが昨今のインダストリー 4.0、製造 DXといった流れは、そ 理のアクティビティのモデル化を行ったものになります。ERPと
れらの局所的な改善というより工場全体の ITレベルの向上とスマー の連携をベースにしながら製造活動に必要なアクションと上位シス
ト化を狙うことにより、今までにはできなかったような抜本的な改 テムとの連携が明確に定義されており、製造システムのベースを再
革や、新たな製造方式を模索することを意味しています。 構築する際に、非常に有効と言えます。
それを実現するためには「あらゆる製造の要素に対する適応性と継 現行の業務を ISA-95でモデル化し、既存の ITの仕組みをそこに
続性」が要求されます。現在置かれている環境では、装置の自動化 マッピングしていけばどこの仕組みが足りていないのかが明確に理
を行うにしてもそのコントロールの要求レベルは今まで以上に高度 解できることが大きな特徴です。(図3参照)
ISA-95の機能分類と各システムの関連
ERP MOM
オーダー
管理 原価 出荷 計画系 MES その他
管理 管理
生産
スケジューリング MOMのカバレージ
ERP:オフィス、対社外オペレーション
材料 製造 製品
エネルギー管理 管理 在庫管理 MOM:工場(現場)オペレーション
従来のMES 計画系:計画立案
調達 品質
管理
保全 ITシステムの階層化、PF化
管理 マーケティング ● 現場オペレーションの断絶を防止
R&D 営業 ● データの統合性、整合性、網羅性の向上
開発 ● 変化に強い工場システムの構築
ISA-95(S95,IEC62264)より抜粋
図3:ISA-95の機能分類と各システムの関連 (ダッソー・システムズ社で一部補足的に追加したもの)
3. ISA-95を具体化するMOM
3-1. ISA-95に準拠するMES、MOMの重要性
新たな仕組みの構築において障壁となるのが、既存の仕組みとし しかし、置き換えたとしても ERPでできないことを ERP側でむり
て工場側で稼働している「生産管理システム」になります。これ やりカスタマイズするか、新たに作り直すことになり、製造の機能
らは一見、ISA-95の定義に沿うMESやMOM(Manufacturing を満たすには多くの場合不十分なものとなってしまいます。
Operations Management:製造オペレーション管理)のベース
になるものかと思われがちですが、2つの大きな問題を内包してい 2つ目は、装置との連携に対する要求です。これらは IoTやイン
ます。 ダストリー 4.0以降急激に注目されている領域です。ISA-95に
おいても製造モデルの定義と主に上位側の I/Fは定義されていま
1つ目は、既存の生産管理システムの多くが ERPより先に導入さ すが、レベル2と呼ばれる装置、PLC(Programmable Logic
れており、ERPの機能と重複しているため、ERPを導入する際に Controller:自動制御装置)との連携については詳しく記載されて
置き換えの対象になることです。 いませんでした。
4
Page5
そうした状況の中、インダストリー 4.0などで装置連携の標準
化が検討される中で急激に浸透したもう1つの規約が OPC-U A これは元来の日本の製造業の「自働化」とも大き
(OPC Unified Architecture, IEC 62541:装置連携の規約)に く関連しています。基幹系の ITや ERPからの依頼
なります。 (製造オーダー)を人間の力で計画し、人間の力
で管理しながら製造が回る仕組みをベースにして
つまり既存の生産システムを活かすためには、ERPと装置の両方 いるため、その結果を収集できれば良いという考
の連携を常に意識する必要があります。しかし、これらの仕組みを え方です。
それぞれの製造業自身で一から構築することは並大抵のことではあ
りません。 また製造そのものも、習熟度が高い製造オペレーターの存在や多能
工化により、ITの力を使わなくても十分製造ができたことも大き
2つの問題点を解決する仕組みがMESでありMOMとなります。 な要因と考えられます。現場で活用されているカンバンやプル型
ISA-95の定義に沿っているMESはそこを容易に実現します。 生産の仕組みで ITに依存しない製造が実現できている部分も、製
造現場での ITの導入が進まない1つの要因です。
3-2. MESについて 一方、海外では製造オペレーターは、指示された作業のみを忠実に
MES(Manufacturing Execution System)とは、製造工程の把握 行うので、1つ1つの指示を出していく必要があります。これらが
や管理、作業者への指示などを行う「製造実行システム」のことを MESの基本的な指示+実績の仕組みにつながっています。
意味します。作業手順管理、入荷・出荷管理、品質管理など11機 現状を踏まえ、ISA-95に準拠する製造システムを新たに構築する
能の定義があり、これらと製造システムを比較することでMESの 場合、今までの考え方を大きく変える必要が出てきます。
機能として不足している部分が明確にできるメリットがあります。
ただし、この11の定義は ISA-95のような上位の仕組みとの切り分 3-3. MOMとMESの違い
けなどが明確に定義できていません。その中で重要な要素が製造
オーダーになります。既存の製造システムではこの製造オーダーの ISA-95の製造モデルで定義されているレベル3はMOMと定義さ
考え方が希薄なものが非常に多く、そのため ERPとの連携がうま れています。経営管理と製造管理を区分けしたうえで経営管理(主
くできないことが多く発生しています。 にERP)の範疇と区別するためにMOMを定義しているからです。
(図4参照)
MOM:製造 ITのコアシステム
MOMを製造管理のコアシステムとした場合
ISA-95
製造モデル 計画系 計画系の 材料ー仕掛ー製品と ERP側は材料発注や
IT システム 組織
役割で機能を EndToEndでデータを連携 出荷管理、製造指図発行など、
S&OP 明確化 (粒度はそれぞれのレベル) Bl 工場オフィスでの 経営
Level オペレーションに特化 管理
4,5 ERP 生産
MPS 管理
製造実行管理(MES)
Level MOM:製造のオペレーションを集約 製品
3 スケジューラー 材料 (製造、在庫、品質、保全、従業員) 在庫出荷 製造
在庫管理 材料フロア在庫管理、半製品 管理 管理 管理
Level PLC/DCS ローカル
1,2 自動倉庫 自動倉庫
製造装置 システム
製造
製造レイヤー(含、倉庫)の管理、 OPC等で装置レイヤー プロセスをリアルタイムでコント
オペレーションはMOMで との通信を標準化し ロールする場合は独立した仕組み MOMのレイヤーで使用
統合的に管理 装置依存の仕組みと で対応し、MOMと連携 できる端末を共通化
(アプリケーションの開発とUIを一本化) しない (既存の仕組みを生かしたい時も同様) (含、WMS)
図4:ERPはオフィス主体の経営管理、MOMが現場主体の製造管理として切り分ける考え方
5
Page6
大きな定義でいうとMESは製造工程を管理するもの、MOMは、
工場に部材が入庫し、製造が行われ、製品として出荷されるまでを 3.その他の機能との連携
カバーするものになります。この違いをもう少し詳しく分類すると
以下の要素の違いになります。 保全管理についても従来は資産管理などの延長で導
入されていた場合も多く、装置の稼働・保全の記録
1.在庫管理の有無 はできても、製造している品目、ロット、シリアル
の製造・検査実績との紐付けは難しいものでした。
在庫管理を行う仕組みは、ERP、または、WMS
(Warehouse Management System)と認知される MOMにおいてはこの保全管理も内包することによ
ことが多く、MESとは切り離されて運用されている り装置実績を工程管理や品質管理と連動する形で管
のがほとんどです。ただし実際には材料の在庫は倉 理できるようになり、SPC(統計的工程管理)との連
庫から出庫されたライン内にも存在しており、この 動による予防保全やその延長としてのAIと連動した
部分の在庫を正しく管理することが、倉庫と製造の 予知保全などを導入する ITの基盤ととらえることも
連携を高度化することの重要なファクターになって 可能となります。
います。また、これらを正しく記録することは結果
的に材料消費の記録を正しく行うことにもなり、製
造トレーサビリティの向上にも大きく貢献します。 3-4. 製造DXを支えるMOM、ISA-95の考え方
多くの企業が、工場のデジタル化のために様々な取り組みを実施し
2.統合的な品質管理 ているものの、PoCだけで終わり、期待できる効果が得られてい
ないことも散見されます。その大きな要因として、正しい製造モデ
従来の製造の仕組みでは材料の受け入れ検査やサプ ルが理解できていないまま、取り組みを先行させていることが考え
ライヤーが実施した品質検査などと、自前の製造ラ られます。
インの品質検査は異なる仕組みで構築されている場
合が多く、それらを統合して管理することができま 図 5はそれらの課題をまとめたものになります。製造DXの取り組
せんでした。しかし、これらを統合的に管理するこ みまでいかなくても、単なる製造の見える化の取り組みについても
とにより、マスターを含めた標準化を図ることが可 同様な問題が散見されます。
能になります。また、検査作業者の権限や実績の改
ざんなどを防ぐ仕組みは検査システムだけでなく、 製造DXの基盤として製造システムを考えるならば、ISA-95の考え
その他関連作業と同時に実現する必要 材料ー仕掛ー製品と方のもと、MESの考え方を拡張したMOMをベースに考える必要
EnがdTあoりEn、dでこデれータを連
らを抜本的に改善するためにこの統合 が携あります。
(粒的度なは管そ理れがぞ重れのレベル)
要になってきています。
即物的な IoT化、デジタル化で失敗する典型例
作りたいレポートが作れない 目的のないAI導入
(データの欠損、キー項目の欠如) (よくわからないことに答えを出してくれそう)
ISA-95 BIツール
製造モデル 計画系 IT システム 組織
S&OP とりあえずデータを取り込む AI 経営
Level (ただのバケツ) データレイク、DWH 管理
4,5 ERP
MPS 生産
管理
計画
システム 製造実行管理 (MES)
Level WMS/ 内製 製造、品質、保 全、従業員 内製 内製
3 スケジューラー 材料 配膳 システム システム システム 製品 WMS
在庫出荷 製造
在庫管理 材料フロア在庫管理、半製品 管理 管理 管理
PLC/DCS
Level センサー 結果を現場に落とし込む
1,2 自動倉庫 自動倉庫
製造装置 仕組みがない(また個別に作る) 製造
とりあえず設置
(たぶん何か良いことが…)
図5:即物的な loT化、 デジタル化で失敗する典型例
6
Page7
4. ISA-95をリファレンスにした製造システムの構築方法
4.1. データモデルアプローチを重視した
MOM構築の流れ 3.インターフェースの定義
製造DXを実現するには、技術やツールを当てはめれば完成ではな ISA-95におけるMOMの階層を構築する際、上位に
く、そもそもの業務や実現したいことに対し最適なオペレーション あたるERPや下位にあたるPLCや製造装置とのイン
を明確にし、デジタルの力を使って構築していくことが必要です。 ターフェースを決めることは、単にシステム連携を
その中で ISA-95の考え方が非常に重要になってきます。 設計すること以上に重要な内容になります。イン
ターフェースの定義がERPとMOM、PLCなどの業
ISA-95は製造システムの考え方のベースになるため、お客様側で 務分担を明確にすることになるからです。
製造に関連する ITを再構築する場合も非常に役に立つものとなり ISA-95はそれらの役割とインターフェースのガイド
ます。しかし、ISA-95を参照しながら自前で仕組みを構築する場 ラインであることを考えれば、これらの考え方に合
合、下記のようなプロセスを実施する必要があります。 わせ、既存の仕組みやこれから導入するERP、PLC
などでの業務範囲を明確にして確定していくこと
になります。ここを定義することで、ERPや製造装
1.データモデルの定義 置に依存しない標準的で拡張性の高いMOMアプリ
ISA-95を参照しながら自社の製造の仕組みを調査 ケーションを構築することが可能となり、他工場、
し、データモデルを確定する作業です。具体的には 他事業部門への横展開も容易になります。
データベースの定義を1つ1つ決めていくことにな
ります。最初に導入する機能だけでなく、製造のあ
らゆる業務を考慮しながら構築する必要があり、一 4.機能の実装と保守、横展開
から作り上げるには膨大な時間と労力を要します。
上記の3つを準備した上でアプリケーションを構築
していくことになります。しかし、製造のモデルや
機能配置、連携については ISA-95をベースに標準
2.実行システムのプラットフォームの構築 化できても、業務プロセスについてはお客様独自の
製造システムを構築にするにあたり、そのシステム プロセスがほとんどになるため、基本的には要件
の構成を決定し、基盤を作り上げる作業です。デー 定義、設計、構築というプロセスを経る必要があり
タベースやアプリケーションの配置はもちろん、デー ます。
タを更新する処理の関数化や、アプリケーション構 パッケージアプリケーションで構築する場合、製品
築に必要な機能ブロックを準備をしていきます。こ そのまま(Out Of The Box)で使用できることは非
れらが準備、実装されることで、仕組みの拡張性や 常に稀です。強要すると非常に使いにくい仕組みを
メンテナンス性が格段に上がります。 使い続けることになり、製造のQCDに影響が出るリ
また、ERPなどの他システムの連携や製造装置の連 スクもあります。
携についても、そのプロトコルやデータ定義を明確 また、導入したアプリケーションはその運用サポー
にしていく必要があります。これらの仕組みは工場 トだけではなく製造プロセスの改善や変化にあわせ
によって異なる場合もあり、それらを踏まえて標準 て更新していく必要があり、継続的なサポートが必
化をしていかなくてはなりません。これらの作業に 要になります。
ついても ISA-95は非常に役に立ちますが、実装す
る際には様々な技術的知見が必要になります。
上記に加え、それらの機能を別ライン、別工場に展開しながらそれ
最後に、これらを実現させるため、最新の IT技術に ぞれのガバナンスを維持する必要があります。全体管理するために
精通する必要があります。製造システムが装置の延 は全社を横断的に管理する組織、チームも不可欠になります。これ
長やホストコンピュータ、生産管理システムの延長 らのチームは CoE(Center of Excellence)と呼ばれ、ERPなどで
で処理できる時代はすでに終わりました。AI・IoT・ は一般的になりつつありますが、IT部門だけでなくビジネス要件の
ビッグデータ時代の到来でデジタル化は加速する一 標準化を進めるためにユーザー部門も設置することが重要な要素に
方であり、生産性向上や付加価値創出の喫緊性は待っ なります。
たなしの状況にあります。
7
Page8
4.2. グローバルMOMとしての必要条件 5. ISA-95の製造システム実現に貢献する
もう1つ、MOMの導入に重要な要素があります。それは “複数の DELMIA Apriso
工場を国内外に保持しながら製造を実施するために必要なグローバ
ルなMOM ”としての要件です。 ISA-95に合わせた製造システムをERPと組み合わせながら導入す
ISA-95はあくまで製造システムのリファレンスモデルであり、そ ることは、現在の製造業においては不可欠といえます。また、4章
れらについて言及したものではありません。しかし、複数拠点が全 でお話したデータモデルの一貫した考え方、製造 ITのプラットフォー
く同一で良いのかというと以下の点で異なる部分が存在します。 ムの存在の必要性、その運用方法やCoEの考え方に基づくガバナン
スや横展開手法なども必要です。
1.本来共通化するべき機能 それらを効率よく構築するには、従来の個別最適な考え方を都度積
み上げていくような方法では、上記の要件をおさえた導入は大変困
1つは製造オペレーションとして本来同一で構わな 難であるといえます。DELMIA Aprisoはその問題点をすべて解決
い、もしくは同一である必要があるのに工場側でそ し、スムーズな導入の助けとなります。
の意思疎通が図れずに、ばらばらな運用をしている
場合です。 具体的にはDELMIA Aprisoは以下の特徴を持っています。
このような工場側での投資は俗にいう「隠れた投 1.ISA-95に準拠し拡張可能なデータモデルを
資」としてその総額は実際に積み上げるとかなりの あらかじめ保持
額に上ることが一般的です。それらの今までに費や
された投資を今後も続けていくのか?それともそれ 2.MESだけではなく在庫管理などのMOMの
らを表に出し、全体最適の中でコストを削減してい 機能をカバーし、工場の要件にあった
く努力をするのかで今後の成長に対する製造システ アプリケーションの構築が可能な開発環境
ムの重要な判断ポイントになります。 3.ERP、PLCだけではなく様々な仕組みと
2.工場独自の機能 連携を実現するI/Fと機能群
もう1つは、製造する製品やプロセス、生産国の事 4.コアモデルアプローチを実現するアプリ
情などから要件そのものが異なる場合です。これら ケーションの集中開発、移送管理と
は共通化の中に押し込めることができない要件で 多言語化機能
あり、パッケージ化、共通化を行う過程で見捨てて 5.ダッソー・システムズ社の他アプリケー
しまうと、結果的に新しいシステムが業務効率と品 ションとの連動と成長するプラットフォーム
質の低下を招く重大な過失を発生させる原因となり
ます。パッケージの標準機能に無理強いしすぎて失 上記の5つの特徴により ISA-95の考え方を踏襲した MES、
敗したプロジェクトの話を聞いたことはありませ MOMのアプリケーションを効率よく構築することが可能です。
んか? また、日々実施されている製造の改善に対応していくことによりシ
更に海外の工場への横展開で重要な要素として多言 ステムが陳腐化せず改善の足枷にならないことも重要です。
語対応があります。従来のMOMの構築の仕方では
一旦先行する工場の言語にあわせたMOMアプリ これらの特徴の1つ1つは、DELMIA Aprisoが単なるMESのパッ
ケーションを開発し、それを別の言語に翻訳した ケージアプリケーションではなく、お客様のビジネス要件にあわせ
バージョンを作成して横展開してきました。しか ながら ISA-95に準拠した標準化された製造システムを構築可能で
しそのようなやり方では単一のソースコードでの管 ある、数少ない製造 ITプラットフォームを意味しています。
理ができなくなり、導入後の数年で全く違う機能を
実装するなど互換性がなくなることがあります。そ また、これらの製造システムの導入は、システムの構築だけでな
のため、アプリケーションそのものを多言語化し、 く、それと連動する業務改革と一体となることが重要です。ダッ
一元管理できることが重要になります。 ソー・システムズは、製造領域で、ユーザー様サイドの経験がある
メンバーを多く抱え、数多くの取り組みを経験し、優れた技術とソ
フトウェアでコンサルティングを実施しながら提案、構築が可能な数
上記を解決するためのアプローチとして「コアモデルアプローチ」 少ない ITベンダーであることも、地に足のついた製造 DX、スマー
が挙げられます。アプリケーションの開発、構築環境を集約し、全 トファクトリーを実現する大きな力になると確信しています。
工場、全ラインで共通のコア機能を構築し、工場、ライン固有の内
容をローカル機能として別途開発しながら、それらを組み合わせて
各工場へ展開する手法です。
このコアモデルアプローチと多言語対応を実現することにより、グ
ローバルな製造 ITのプラットフォームが実現します。
8
Page9
経営者から見た日本の製造業の課題と今後の展望について
パナソニック株式会社 客員 青田広幸 氏 インタビュー
パナソニック株式会社
あおた ひろゆき
客員 青田広幸 氏
1983年、松下電器産業株式会社入社。
パナソニック株式会社において常務執行役員、
コネクティッドソリューションズ社にて副社長、
パナソニックスマートファクトリーソリューションズ株式会社にて社長を兼任、会長も務めた。
製造業において約40年の経験を持ち、製造プロセス全体にイノベーションを促進。
業務プロセスの統合や自動化を通じて現場のオペレーションを改善した数々の実績を持つ。
■日本の製造業におけるMESについて、どのような状況かお考え 経営会議に出るのが一番嫌なのは、工場長です。アウトプットがで
をお聞かせください。 きていないと責められますから。経営者はやればできると思って
いますが、現場から言わせたら「やればできる」ではありません。
本来であれば、ISA-95のレベル3の役割り、つまり、経営と製造
MESの状況については、日本の製造業の生い立ちからお話しした
ほうが良いと思います。 現場をつなぐのが工場長の役割りなのですが、経営層と工場との
距離、というよりはギャップが大きい、これが製造業の実態です。
昭和の高度成長期は「人の力」が支えた時代でした。
最初にいただいたMESについて話を戻しまして、経営者にMESを
先を行く欧米の皆さんを追い越したい、その真摯な考えをもとに品 使っていますか?と聞くと、「MESはあります!」と答えるでしょう。
質も製造も作り込んできました。一人一人が複数の作業や工程を担
当し、そこに知見やアイデア、工夫を入れながら製造していた時代で でもそれは、どういうMESでしょうか?工場に生産を指示する仕
す。その結果、欧米よりもローコストでありながら、高品質であると 組み、それをMESと呼んでいるだけです。ほとんどの会社が生産
いうことを武器に成長をしてきました。このように製造業は、人の 指示書みたいな感じですね。
伝達や工夫といった人の能力によって成り立ってきたと言えます。
1985年に円高になり、日本の多くの製造業が選んだのは、アジ
人を投入して努力と時間をかけてアウトプットをしてきましたの ア・中国への製造現場のシフトでした。コスト重視で、人件費が
で、マネジメントも非常に属人的なものでした。一つの作業、工程 安いというだけでアジアに展開してしまったのです。そして30年
に集中・深堀して、最大限の効果を出してきましたので、前工程や 間、属人型なものづくりが続いてしまいました。
後工程などの横のつながりは、あまり考えていませんでした。その
結果、全体最適という考え方もありませんでした。従って、データ しかし今、新型コロナウイルス感染症(COVID-19)のリスクに遭い
を集めてモニタリングをして、予兆を管理したり、コントロールし ながら、これからの製造業は危機にさらされています。習熟された製
たりという発想にはなりません。このように日本の製造業では、シ 造のプロフェッショナルな職人たちは高齢化を迎え、実力を発揮でき
ステムやデジタルは遠い領域として存在し、デジタルではなく、ア なくなっています。現場の教育指導はなく、分断されるリスクが高い
ナログでアウトプットしてきたのです。 ですね。このままいくと、工場のパフォーマンスは確実に落ちます。
ものづくりをする組織としての企業がある、ここまでの意識はあり 現場の細部に至るまでコントロールできる製造システム
ます。しかし、経営層から見ると、「ものづくり=現場」はかなり の構築が急務です。
遠い存在です。経営者は経営の最大効率を目指して、より効率化を
実現したい、お客様満足度を向上させたい、投資対効果を最大限に
上げたいと思っています。 -日本の製造業の皆さんは、同じような考えを持っているのでしょ
うか?
一方、ものづくりの生産効率は工場長以下に丸投げされています。
工場長はいかに作り続けられるかに重点を置きますので、現場・ラ 工場現場の課題に向き合って、定量化・デジタル化して、モニタリ
イン・装置に意識がいき、アウトプットするため、設備や作業人員 ングしようと思っている経営者は非常に少ないですね。それより
の確保に奮闘しています。このように、デジタルでコントロールす も、製品開発に目がいっています。製造の効率化という目線や意識
る世界からは程遠いのが現状です。 は少ないのが現状でしょう。
9
Page10
-海外生産の場合、熟練の職人が現地に行って教育をしていかない 捉え、日本の経営者はどんな製品を開発するかだけではなく、それ
と日本と同じレベルでの製造は難しいと思います。COVID-19が発 を現実に作って、確実にお客様へ届けることを考えなくてはなりませ
生する前で考えると、海外工場での生産の効率化に関して、日本の ん。製品を開発すること・製造すること、これは両輪です。まだ片
製造業の会社は一定の成果は残したのでしょうか? 輪が弱いですね。日本の経営者はこれからです。
奇跡的に、職人たちから成るエキスパートの立ち上げチームが編成で MESはまだ低いレベルです。経営と製造を分けて考えて
きていたのがCOVID-19発生前です。知見やノウハウを現地のローカ いる、そんな経営者はまだまだ多い感じがあります。
ルスタッフに教育していました。
製造業はマーケットの変化に直面しています。従来は大量生産でア
しかし、職人達の高齢化の問題だけではなく、更にCOVID-19で分 ウトプットして、在庫を持って、必要な時にお客様にお届けする形
断されたことで、アジアや中国など海外での生産性が格段に落ちた でした。今は一人一人のリクエストをどう聞いてどう応えるかとい
のは事実です。その状況を阻止すべくリモートで教育を行おうとし うマスカスタマイゼーションになってきています。お客様の方向性
ましたが、理解度や実行能力に課題があります。COVID-19がそれ に向き合っていかないと、自分たちの価値を認めてもらえません。
を浮き彫りにしました。そして、思うように製造レベルが戻らない そのことを今、痛感しているのだと思います。
ことに直面したのです。
マスプロダクションであれば、工場に指示・命令をしていれば大丈
夫でしたが、これからは違います。より個別化し、複雑化しなが
-ビジネスがグローバル化していく中で、COVID-19の影響がな ら、リードタイムはさらに短くなります。
くてもこの状況はどこかで顕在化したのでしょうか?
お客様から求められている以上、開発、販売と製造の情報が分断した
間違いなくそうでしょう。奇跡的に生き延びていましたが、COVID ままでは経営だけではなく、ビジネスそのものも成り立たなくなって
-19で時計の針がスピードアップしました。 きています。これからは、開発、販売、製造が直結し同期したマネジ
メントが求められますし、すでに気づいている経営者は手を打とうと
危機は手に取るように見えていますが、決してマイナスではありま しています。
せん。COVID-19の影響で、見え辛かった未来が明らかに見えてき
ました。製造業そのものが成り立たなくなるリスクがある、何か対
策をとらないと事業の継続ができないと経営者もようやく気づいた ■パナソニックの経営陣の一人として、課題感、危機感をどう感じ
のです。 ていたかを教えてください。
日本の経営者は工場の方に目が向いていませんでした たとえば、実装機は25,000点の部品から構成されており、非常に
が、新たな認識をした時期です。リスクというよりは逆に 複雑です。色々な部品やユニットを作っているパートナー様の協力
チャンスになります。 なしでは成り立ちません。しかし、私たちが希望する製造日をお願
いするだけでは急な注文に間に合いません。
日本らしい緻密さと正確さ、精密さ、お客様に応えるQCDS(品質、
価格、納期、サポート)のレベルの高さ、日本のものづくりの対応力 大手のお客様から、納期が2週間と言われることもあります。非常
をデジタルでしっかりマネジメントすることに注力して、投資をして に苦しいですが、文句を言いながらも在庫を持ち、奇跡的に対応で
築き上げていくこと、これが何よりも重要になってきます。 きていました。
このままでは、いつまでもお客様に不平不満を言って在庫を持たざ
るを得ない状態からは脱却できません。お客様の声を真摯に受け止
めて、どう対応していくか?という課題を理解していくのがスター
トでした。
シンプルに2週間で数百台届けるにはどうすればいいか?そこで
バックキャストをしました。目標を定めた上で、そこを起点に現
在を振り返り、今何をすべきか考えることで原点に戻りました。
振り返った私たちのマネジメントシステムはマスプロダク
ションの仕組みでした。
各部門が管理手法としてエクセルを駆使していました。その複雑性
と個別性をどう繋げるかが懸念事項でした。
日本は戦後の混乱期や円高など、危機に陥った時、逆手にとって いろいろと検討していく中で、ダッソー・システムズさんの
チャンスにしてきました。しかし、ここ30年は停滞しています。 DELMIA Aprisoの仕組みでプロセスビルダーが非常に良かったで
グローバル競争で負けてしまったのです。ですが、今をチャンスと す。しっかりプロトコルが決まっていて全体の仕組みに組み込める
10
Page11
点が、私たちにジャストフィットしました。また、統合データベー 日本は小さな工場が工場単位でが乱立しています。
スが大事であると、ずっとブレずに伝えてくれていました。 そうではなく、複数の工場を一つの工場としてダイナミック
に販売と製造を繋げていくことが重要です。
私たちは今までの仕組みで出来ることだけではなく、更に製造のオ
ペレーションに使えるものを求めていました。DELMIA Aprisoの 全ての出発点はお客さんのリクエストにどう応えるか?からでし
おかげで、複雑なものづくりが一筆書きのような状態になりまし た。これに応えられるようにするには、マスカスタマイゼーション
た。部品加工も、様々なメーカーからコントロールできるようにお になっていくしかありません。
手伝いいただいています。そんな新たな取り組みを提案いただき、
本当に感謝しています。
■経営者の役割とは何でしょうか?意識していたことを教えてくだ
ダッソー・システムズさんと出会えたからこそ、パナソニックの中 さい。
で、お客様に真摯に向き合うためにはMOMが必要だという動機
が高まり、MOMに取り組んでいこうというマネジメントの意思が 今までのビジネスライフでは製造業に長く従事してきました。
固まりました。
お客様の望む製品をアウトプットしていくためには、お客様と商品
の両方をしっかり理解し対応していかなければ実現できません。
-現場の反応はどうだったのでしょうか? ですから、お客様対応から開発・製品の出荷まですべてを統合的に
エクセルで上手く回っているのにとか、何度も失敗してきたとか抵 マネジメントすることを意識してきました。
抗があったのではないでしょうか?
それぞれ現場の苦労は分かります。属人的にやっていたことも分か
統合データベースを組みたいと思って何度もシステムを入れようとし ります。しかし、現状に留まることなく経営者として現場からマネ
ても、自分たちのシステムに合わず挫折してきた人は多いでしょう。 ジメント変革をしようと決めました。製造は工場の仕事だろ、と経
現場からは「青田さんまでも同じ道を」と言われましたし、放ってお 営側から突き放さず、お客様のリクエストに一緒に応えること。
いて欲しいという意見もありました。 そして部品供給や加工・生産でご協力いただいているパートナー様
と同じ視点で取り組むことにコミットしてきました。
現場の方に「ホワイトボードのようなユーザーが自由に書き込める
領域でエクセルでやっていたことをやる、すると統合データベース 経営者は現場から目が離れがちですが、現実を見ないといけませ
で活かせる、かつ、そのことでエクセルの作業がなくなって本来必 ん。マスプロダクションからマスカスタマイゼーションへ、事
要な作業に集中できる」と説明しました。するとメンバーたちの目 業そのものの目線を変える必要があります。開発はお客様と近い
がキラキラしました。 分、力が入ります。でも生産は「工場でやっておいてよ」では最
適なパフォーマンスが出せません。製品は開発とものづくりが直
カスタマイズに走りたいパナソニックと、統合データベースにこだ 結していることを忘れてはいけません。そのままではお客様に価値
わったダッソー・システムズさん。私たち推進チームに伴走してく を提供できないよ、になってしまいますからね。お客様からのご期
れたダッソー・システムズさんのおかげで、パナソニックは救われ 待、製品開発、ものづくり、お客様の満足、これらは全てつながっ
ました。 ています。
-工場単位の投資になってしまう場合が多い中で、パナソニックさ 製造業のDX はよりお客様に近づけ受け入れられる仕組みです。
んが工場を横串で考えるようになったきっかけは何だったのでしょ 私は、お客様目線のデジタル・カスタマー・エクスペリエンスの実
うか? 現のために会社全体の変革が重要だと確信しています。
日本で初めて事業部制を導入したのが創業者である松下 -ありがとうございました。
幸之助氏です。一つの事業部がお客さんに向き合ってビ
ジネスをするのは非常に画期的でした。
パナソニックは様々な事業をやっていますが、事業部に紐づいた一
工場だとできることが一つになります。そこで複数の工場を一つの
工場としてみなしました。機能が重複しているものは統合します。
重複を避けて一つにしたことで推進力がさらに加速した体制となり
ました。
この「グローバルファクトリーセンター=複数の工場を一つにみ
なす考え」を持っている経営者は非常に稀です。一つの工場に見
立てて投資も効率化も統合も決める、個々の工場に持つものも決
める、これがパナソニックがうまく行った理由かもしれません。
また、ダッソー・システムズさんのシステム導入の仕方と、パナ
ソニックのやり方が合ったのも大きかったです。
11
Page12
企業の革新に欠かせない製造DXの進め方について
日揮ホールディングス株式会社 佐藤知一氏 インタビュー
日揮ホールディングス株式会社
さとう ともいち
チーフ・エンジニア(Business Analyst)佐藤知一 氏
1982年 日揮株式会社入社、現在に至る。
1985~1986 年米国 East-West Center 客員研究員。
国内外の製造業の工場作り・生産システム構築と、プロジェクト・マネジメントに従事した後、
PMOに相当する部署で、PMを支援。
近年は経営企画部門で IT 戦略の立案・遂行をしている。
勤務する傍ら、大学で教鞭をとる。
国内外の製造業の生産システム構築、プロジェクト・マネジメント MESは標準作業手順(SOP、レシピ)をマスタとして保持してお
の専門家であり、SCM・MES・ERP・E-Commerceなど製造DXに り、「この製品を明日までに30個作る」というオーダーを受け取
精通しているビジネスアナリストの佐藤氏に、日本の製造DXを推 ると、内部で工程展開をして、必要な製造作業の詳細な指示を出し
進するために必要な項目について伺いました。 ます。これはMESの重要な機能です。
しかし、日本なら「明日までに30個作っておいて」で完成するた
■まずは日本の製造業の現状についてお伺いしたいと思います。 め、MESがなくても工場は動いてしまいます。このため人手を介
-なぜ、日本の製造業(組立産業)ではMESが導入されなかった する作業は、ほとんど形式知化されていません。作業手順の標準
のでしょうか? 化・形式知化を要求するMESは、職人芸の世界では浸透しにくい
のです。
その理由は3つあると思っています。
これまで、どんな業界にMESが広まってきたかというと、半導
1つ目はシステムと現場の機械との連携です。 体、医薬品、石油・化学プラントです。基本は人手を介さず、高度
に自動化した機械装置と、SOPやレシピが必要とされる業界です。
そもそもMESはなんのためにあるかを考えてみましょう。 これらを管理する仕組みとしてMESが必要でした。
ISA-95でいうLevel-4にあたる営業系や財務系のシステム、
Level-2の制御系システム、そしてLevel-0/1の製造現場の機械 3つ目は社内の製造部門におけるITエンジニアの不足です。
など、製造業には本当にたくさんのシステムがあります。それら
が、MESを中核として双方向につながる姿が理想です。
MESは本社基幹システムと製造現場とつなぐものですが、ITエン
ジニアは本社で財務や人事システムを作っている場合が多く、製造
しかし日本の組立産業の現場にはスタンドアローンで動く機械が多 現場に詳しい人が少ないのが問題点として挙げられます。
く、手で操作する古いアナログ機械も残っています。PLCが付いて
いても、低速のシリアル通信インターフェースしかないものが大半 以上に挙げた3つの理由のうち、最初の問題は IoTのおかげで技術
です。90年代以来、工場への設備投資が抑制され、機械がアップ 的な可能性は開けてきています。2番目は実質的には、人手不足の
グレードされないまま生産を続けてきたからです。 問題で、機械化・自動化が解決していきます。一番厄介なのは3番
このため、MESを現場の機械とつなごうとしても難しいのが、一 目、人材育成でしょう。
番大きな問題点です。ただ、この問題は IoTが出てきたことで、解
決しつつあります。 私は今、(財)エンジニアリング協会でスマート工場向け人材教育の
トライアル講義をやっています。製造業は部門が縦割りでサイロ化
2つ目は、日本の工場が職人芸の世界だからです。 されていて、工場全体を通して理解することが難しいのです。生産
技術は本来その役目を担っていますが、リーマンショック以来、生
日本の製造現場にいる人は、海外と比べても、自分で判断して仕事 産技術部門はかなり人が減ってしまいました。人材育成に力を入れ
をする方が大半です。逆を言うと、細かな指示を出さなくても仕事 ないと、日本の製造業は弱体化の一途を辿るでしょう。
が回るということです。
12
Page13
-なぜ製造現場の全体をまとめるシステムがなく、バラバラな IT 見られました。しかし、デジタル化のプランニングの中心になるの
ツールの組み合わせで回っていると思われますか? は技術屋です。IT導入のジャッジは営業出身の事業部長が行うの
ですが、製造業務の全体像が分からないと、判断に苦労するだろう
大企業の工場の中には、千以上もの ITツールがあると聞いたこと と想像します。
があります。システム化の主導権を取る部門がないと、各部固有の
ニーズを満たすため、統一性がなく小さな ITツールの組み合わせ 製造という複雑な業務の全体像を知らない人が経営層に
となりがちです。 増えているのが、日本の DX化が進まないことの1つの
ITベンダーは、個別には良いツールを供給してくれますが、全体 原因とも言えるでしょう。
をマネジメントすることは困難です。戦略コンサルタントも、現
場に実装するところまで付き合ってくれる会社は多くありません。
-海外と日本の製造 ITの進め方に違いはありますか?
-この状況での一番の問題はなんでしょうか? 日揮グループの仕事は80%強が海外ですが、そんなに違いはな
い、というのが感想です。全体プランを決めて、実装プロジェクト
小さなツールの組み合わせの結果、全体としては非常に複雑な仕組 をやっていくのは同じです。ただ、投資の考え方・スピード感は違
みになったことでしょうか。 います。
量産型から、多品種少量生産にシフトすると、どこも品質や納期の 海外も色々で、一概には言えませんが、お客様の中にプロジェクト
面で問題が出てきます。現場の人の暗黙知に依存するマネジメント マネージャーのポジションがいて、最終的にはその人が責任を取り
になっているからです。 ます。
また、トレーサビリティも問題です。MESがないとロットナンバー しかし、日本ではプロマネではなく「事務局」であり、全員合意の
からすぐトラッキングできません。 コンセンサスで進めないといけないことが多く、すぐ決定できませ
原価も同じです。どの機械でどの人が何時間、どんな作業していた ん。海外でも官僚体質の会社はありますが、日本は意思決定のプロ
のか、すぐ把握できない現場も多いでしょう。どれくらい工数がか セスが曖昧で時間がかかる印象です。
かっているか正確に分からないまま、どうやって原価や売価を算出
するのでしょうか。
現状はそこをカバーするため、工場のホワイトカラーであるスタッフ ■MES (MOM)の必要性についてお伺いします。
がエクセルの職人芸で回していますが、もう限界に近いでしょう。
-なぜ、工場全体のスマート化が必要になってきたのでしょうか?
世の中はスマート化という言葉が流行っています。スマート工場と
して現場に IoTセンサーを取り付け、データをクラウドに吸い上げ 製品品種が増え、需要の変動が大きくなっていくと、工場は変動に
るなど、デジタル技術は製造現場に広まってきました。しかし AI 対応する能力を上げていかないといけません。
による自動検査などの導入は個別工程のみの取組みになっていま 部品材料はサプライヤーから買います。毎月市場の変動を見て、い
す。AIや IoTといった単発的な技術に興味を持ち、チャレンジした くつ買うか、先読みしないといけないのが大半の製造業の姿です。
いと感じるのは技術者としては分かりますが、実際はバラバラな状 変動に対応する能力を高めるにはデジタルの力が必要です。工場の
態です。 スタッフ層によるエクセルの職人芸では限界があるからです。
この原因は、責任部門が明確でないからです。
また、経営者が強く関心を持っていないことも、進んでいない大き -MESの役割をどうお考えでしょうか?
な原因とも言えます。
今、私は人材育成に努めていますが、本当はミドル層だけでなく、 製造オペレーションマネジメント (MOM)は、MESより広義の概
経営者の研修が大事です。ただハードルが高く、なかなか実現段階 念との言い方もあり、ダッソー・システムズさんもそう区別されて
へは進んでいません。 いますが、ここではほぼ同義のものとしてお話します。
MESの11の機能を、以前MESA Internationalが定義しました
-DXにおける経営者の役割りとはなんでしょうか? が、いささか分かりづらいです。そこで、先日のスマート工場トラ
イアル講義では、「品質」「コスト」「納期」「人材」「在庫」に
世間的には、DXは CEOの仕事と言われています。 関する5つの質問(※文末に記載)に言い換えてみました。どの問
しかし、「では何をしたらいいのか?」という問いに対して明確な も、たぶん 2~3日かければ、今ある仕組みで答えを出すことは可
答えを持っている経営者はそういないでしょう。 能でしょう。
製造業は非常にビジネスプロセスの奥が深くて複雑です。それを理 しかし、MESがあれば、5つの質問に対する答えを瞬時に出してく
解するには素養も必要ですし、実務経験は欠かせません。 れます。これが工場の即応力を示すのです。
この不況の30年の間に、生産側と販売側(営業)の力の逆転があり
ました。営業の方が強く、事業部長は営業から来るパターンも多く
13
Page14
■今後の工場づくりに関して伺います。 生産システムの一番大事なインプットは需要情報です。どの製品を
いつまでにどのくらいの数量を生産しなくてはならないのか。
-工場をシステムとして捉えることについて教えてください。 また、サブのインプットとして原料・副資材などもあります。アウ
トプットは製品と、そこに込められた付加価値です。
私は工場を生産のためのシステムと考えています。
生産システム
需要情報 製品
BOM・SOP
原料・部品 用役・副資材
生産システムを構成するのは「働く人々」「機械設備」「作業空間 2018年、経済産業省はDXレポート~ITシステム「2025年の崖」
(建築)」、そして、情報をやり取りする「仕組み」です。 克服とDXの本格的な展開~を発表しました。経営者には影響があ
り、非常に効果的でしたが、それだけでは十分ではありません。
働く人々は、現場で製造業務に携わる技能員と、製造マネジメント
業務に関わるスタッフからなります。スタッフはさらに、「生産技 MESを本当に導入するには、現場の機械を一つ一つ試験し、調整
術」「生産管理」「購買・外注」「設備保全」「HSE・QA」など していくインテグレーターが必要です。
の部門に分かれます。生産管理が担当するのは、本社上位系からく しかし、機械と ITをつなぐインテグレーターは零細規模の会社が
る需要情報、つまり製品レベルの基準計画を、具体的作業工程に展 多いのです。待遇面の問題もあり、技術の蓄積と継承も難しいのが
開し、現場に指図を出し実績を集めることです。そして生産量や在 現状です。経営状態が安定しないと、MES構築を発注していいの
庫などを本社に送ります。生産管理が本社系とのインターフェース かという不安もあるでしょう。ここがMES導入のボトルネックの
の役割をしています。購買部門は生産スケジュールに従って、資材 一つだと思っています。
発注を行います。
また、MESの費用対効果が測りにくいのも問題として挙げられま
生産技術は設計PLM系からの仕様情報をもとに、BOMや SOP(作 す。ERPなら何十億もの投資が行われますが、工場は1億の稟議で
業手順)を設計します。これが、生産管理部門へのインプットにな 大変です。
ります。また機械設備の導入を担当します。設備保全部門は、その 費用対効果の捉え方、インテグレーターの育成、この2つを乗り越
補修が任務です。 えないといけません。
ただ、普及率25%を超えたらこの国は自然と広がります。他の会
これら全体が回るようになる仕組みがMESとなります。 社が入っているのに、うちが入っていないのは問題だ!となります
ので。
これらの機能はどこの工場にもあります。しかし、俊敏に変化に対応
できるかは別の話です。 まとめますと、工場の ITを製造システムとして構築する
また、工場という職場では、人々が活気をもってキビキビと働いてい 必要性、およびこれを俯瞰して考えられる人材の育成、意
るかも大事ですよね。そのためには仕組みが双方向に循環しているか 思決定しコミットできる経営者の存在が製造DXには必須
が大事です。そうしないと、どこか一部にしわ寄せが来ます。 と言えます。
-MESが日本に広がるにはどうしたらいいでしょうか? -佐藤さんにとって、次世代の工場とはどんなイメージでしょうか?
私の所属するエンジニアリング協会の「次世代のスマート工場のエ 何を作るかは業種によって違うので具体的なイメージを持っている
ンジニアリング研究会」では、2021年10月7日にMESに関するシ わけではありませんが、その工場を見た人が技能職であろうと、事
ンポジウムを開催しました。現在、MESに関する情報は限られて 務であろうと、誰でも「すごい!ぜひここで働きたい!」という工
いるので、貴重な機会になったと思います。ただ、MESのような 場を作りたいと思っています。
新しい仕組みは、浸透するまでに時間もかかります。ここは国の力
に期待したいところでもあります。
-ありがとうございました。
14
Page15
最後に文中にもあった5つの質問を記載します。
貴社はこの質問に、どう答えるでしょうか?もし一つでも答えられない質問があれば、MESが解決の糸口となります。
貴社の発展のために、導入の検討をしてみてはいかがでしょうか。
Q1:品質
客先から納品した製品の品質クレームが来ました。特定のシリアル番号(あるいは製造ロット番号)をもとに、
どの工程で、誰が・いつ・どの装置で・どんな作業条件の下、製造したのか、すぐに調べられますか?
Q2:コスト
あるオーダーの製造原価を知りたいと思います。その製品の部品材料の数量と、どの機械に何時間ずつかけたのか、
また作業者は何時間ずつ張り付いたのか、外注先はどこだったのか、すぐに分かりますか?
Q3:納期
客先から急にあるオーダーの納期前倒しの依頼が来ました。そのオーダーを構成する部品や作業がそれぞれ、
どこまで進んでいるのか、納期はいつになる見込みか、すぐに答えられますか?
Q4:人財
現場で働く人達の生産性向上を作り、作業負荷の分散化をしたいと考えています。
個人単位のスキルレベルと生産性、そして実働時間の表はすぐに作れますか?
Q5:在庫
欠品やモノ探しのムダを減らしたいと検討しています。
欠品リストや欠品率、在庫回転率、そして保管場所はどの品目でもすぐにデータを見られますか?
(財)エンジニアリング協会 スマート工場人材育成セミナー『スマートファクトリー実現のための必要な知識を学ぶ』
セッション2『システムとしての工場 ~その機能とデータの流れ』」(日揮ホールディングス(株) 佐藤知一作成資料)より引用
ヨーロッパ/中東 /アフリカ アジア太平洋 南北アメリカ
Dassault Systèmes ダッソー・システムズ株式会社 Dassault Systèmes
10, rue Marcel Dassault 〒141-6020 175 Wyman Street
CS 40501 東京都品川区 Waltham, Massachusetts
78946 Vélizy-Villacoublay Cedex 大崎 2-1-1 02451-1223
France ThinkPark Tower USA
©2022 Dassault Systèmes. All rights reserved. 3DEXPERIENCE、Compassアイコン、3DSロゴ、CATIA、BIOVIA、GEOVIA、SOLIDWORKS、3DVIA、ENOVIA、NETVIBES、MEDIDATA、CENTRIC PLM、3DEXCITE、SIMULIA、DELMIA および IFWEは、アメリカ合衆国、またはその他
の国における、ダッソー・システムズ(ヴェルサイユ商業登記所に登記番号B 322 306 440 で登録された、フランスにおける欧州会社)またはその子会社の登録商標または商標です。その他のブランド名や製品名は、各所有者の商標です。ダッソー・システムズまたはその子会社の商標を使用する際
には、書面による明示の承認が必要です。