空気圧および油圧シリンダープレス
By Eric Cummings
August, 2020
まえがき
製造業で使用される最も一般的な機械の一つに、空圧シリンダプレスと油圧シリンダプレスが
あります。これらの機械は、ワイヤーハーネスを金属部品に組み込んだり、バルブの内部アゼ
ンブリを圧入するというように製品の組立または成形に使用されます。これらは、シリンダ、
制御バルブ、およびバルブを作動させる部分で構成される比較的シンプルな機械です。それら
は、シンプルな卓上機でありながら力を必要とする作業を実行するために、最大13,000ポン
ド(≒57,827N)もの大きな力を生み出すことができるため、製造現場で非常によく見かけま
す。これはまた、これらの機械が、作業者が操作ポイントへのアクセスを必要とする際に、
Eric Cummings(エリッ その動作を防止するための安全制御システムが必要とされる、潜在的に危険な機械として認識
ク・カミングス)は、 安 されることになります。
全関連ビジネス開発に関
するマネージャー です。
アメリカFS Eng (TÜV
Rheinland, #9232/14,
Machinery)
1921年に設立されたROSS
は、ミシガン州トロイに
本社を置き、ISO認証を
取得しています。ROSS
は、空圧・油圧バルブ、
制御システムを設計・製
造しており、流体安全ソ
リューションとポペット
バルブ技術のグローバル 規格
リーダーとして世界的に
認知されています。 空気圧プレスの安全性;ANSI B11.2:2013、CSA Z142:10、ISO 16092-4:2017
これらの機械は非常に特殊で危険であるため、空圧式および油圧式シリンダープレスには C
ROSSは、機械とオート
メーションのための標準 タイプの規格があります。 これは、この機械には、リスクアセスメントやリスク低減の方
製品と顧客別にカスタマ 法を使用しても、一般的には低減したり回避したりすることができない特定の最小要件があ
イズされたROSS/FLEX® ることを意味していますが、リスクアセスメントやリスク低減が必要ないということではあ
ソリューションを提供し りません。これらは、機械がより完全なシステムに統合されたときに必要になります。
ています。
® White PaPerROSS CONTROLS 1
www.rosscontrols.com
具体的なCタイプの規格は:
• ANSI B11.2:2013 油圧・空圧式パワープレスの安全要件
Cタイプの具体的な規格 • CSA Z142:10 パワープレス操作のためのコード: 健康、安全、および安全防護対策要件
には、ANSI、CSA、ISO
などがあります • ISO 16092-4:2017 工作機械の安全性 - プレス - 第4部:空気圧プレスの安全要件
• ISO 16092-3:2017 工作機械の安全性 - プレス - 第3部:油圧プレスの安全要件
ANSIの要求事項
ANSI は、危険な動作を制御する流体動力回路が、セクション 8.8「安全関連機能の性能」
を満たすことを要求しています。 これは、単一の故障が発生した場合に、安全機能は
次のことをおこなう必要があります:
• 危険な動きの開始を防ぎます。
• 停止コマンドを起動して再起動を防ぎます。または、
• 次の停止コマンドでの再起動を防止します。
このシステムは、B11.19で定義されているように制御信頼性が高く、最低でも
カテゴリー3、パフォーマンスレベル”d”を満たしていなければなりません。
ANSIとCSAは、安全シス
テムに高制御信頼性を CSAの要求事項
求めています。 CSAもほとんど同じく、機械操作時の作業者の安全性に影響を与えるプレスサイクルの開始
と制御に使用される油圧・空圧回路は、第8条の要件を満たさなければならないと記載され
ており、そこには、「制御システムの安全関連部とその部品は、以下のような方法で設計、
構築、適用されなければならない。」と述べられています。
(a) どの部品に単一の故障があっても,安全機能の喪失にはつながらない。
(b) 単一の故障は故障時に検出されていること。そのような検出が実行不可能な場合,その故障は,
安全機能に対する次の要求時に検出されなければならない。
(c) 単一故障が発生した場合,安全機能は常に実行され,その故障が修復されるまで安全状態が維持される。
(d) 合理的に予見可能な全ての障害が検出されます。
また、CSAには空気圧プレスに関するより具体的な参考資料もあります。
7.1.4.11.3 空気圧プレス
スライド/ラム/プラテンの動きを防止または停止するために、インターロックまたはモニタ
回路を設けなければなりません。
CSAには、特定の空気圧
プレスおよびマルチシリ (a) 保護装置への電源供給に障害が発生した。または
ンダシステムのリファレ (b) 危険な動きを制御するバルブが故障した。
ンスも含まれています
7.3.3.2 マルチシリンダシステム
意図しない重力降下による怪我のリスクがあり、2つ以上のシリンダを使用してトン数
のプレスを展開する場合、少なくとも2つのシリンダは、シリンダの機械的又は油圧/
空圧の故障が発生した場合に、スライド/ラム/プラテン/ダイの組み合わせを個別に
保持することができる周期的にモニタされているバルブによって単独で制御されていな
ければなりません。シリンダがスライド/ラム/プラテン/ダイを単独で保持すること
ができない場合には、次のうちの少なくとも一つを設ける必要があります。
(a) モニタリングされた機械的拘束装置、または
(b) モニタリングされた油圧拘束装置
White PaPer
ROSS CONTROLS® 2
www.rosscontrols.com
拘束装置は自動的に作動し、作業者が工具、ピンチポイント、または危険ゾーンにアク
セスできる間は常に、ストローク/サイクルのすべての部分で有効でなければなりませ
ん。各拘束装置は、スライド/ラム/プラテンおよびそのすべてのアタッチメントを個別
に保持できるものでなければなりません。
ISO 16092-4 要求事項
ISO 16092-4は、重力の問題に関する同様の推奨事項から始まります。
5.3.7 生産中の意図しない重力落下の防止(ダウンストロークプレス)
5.3.7.2 拘束装置は、スライド/ラムを保持できるという条件で、以下の手段の1つまた
は複数で構成されているものとします。:
ISO 16092-4には、
入力デバイスと危険 a) リターンスプリング
な動きに基づく特定 b) クランプ装置
のPL要件があります. c) 2つの空気圧拘束バルブ。そのうちの1つは、フランジ付きまたは溶接の配管を使
用して、スライド/ラムを保持でき、シリンダー出口のできるだけ近くに取り付け
られている。
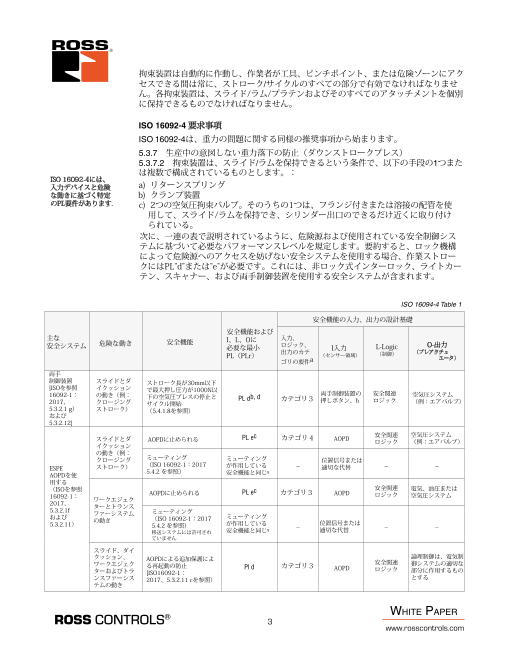
次に、一連の表で説明されているように、危険源および使用されている安全制御シス
テムに基づいて必要なパフォーマンスレベルを規定します。要約すると、ロック機構
によって危険源へのアクセスを妨げない安全システムを使用する場合、作業ストロー
クにはPL”d”または”e”が必要です。これには、非ロック式インターロック、ライトカー
テン、スキャナー、および両手制御装置を使用する安全システムが含まれます。
ISO 16094-4 Table 1
安全機能の入力、出力の設計基礎
安全機能および
主な
安全システム 危険な動き 安全機能
I、L、Oに 入力、
必要な最小 ロジック、 L-Logic O-出力
PL(PLr) 出力のカテ
I入力
(センサー領域) (制御) (プレアクチュ
ゴリの要件a エータ)
両手
制御装置 スライドとダ ストローク長が30mm以下
[ISOを参照 イクッション で最大押し圧力が1000N以
16092-1: の動き(例: 下の空気圧プレスの停止と 両手制御装置の 安全関連PL db, d カテゴリ3 空気圧システム2017、 クロージング サイクル開始 押しボタン、h ロジック (例:エアバルブ)
5.3.2.1 g) ストローク) (5.4.1.8を参照)
および
5.3.2.12]
安全関連 空気圧システムスライドとダ AOPDに止められる PL ec カテゴリ4 AOPD (例:エアバルブ)
イクッション ロジック
の動き(例:
クロージング ミューティング ミューティング
ESPE ストローク) (ISO 16092-1:2017 が作用している
_ 位置信号または適切な代替 _ _
q
AOPDを使 5.4.2 を参照) 安全機能と同じ
用する
(ISOを参照 c 安全関連 電気、油圧または
16092-1: AOPDに止められる PL e カテゴリ3 AOPD ロジック
2017、 ワークエジェク
空気圧システム
5.3.2.1f ターとトランス
および ファーシステム
ミューティング
の動き (ISO 16092-1:2017 ミューティング5.3.2.11) 5.4.2 を参照) が作用している _ 位置信号または _ _
移送システムには許可され 安全機能と同じq 適切な代替
ていません
スライド、ダイ
クッション、 AOPDによる追加保護によ 論理制御は、電気制
ワークエジェク る再起動の防止 カテゴリ3 安全関連 御システムの適切な
ターおよびトラ Pl d AOPD[ISO16092-1: ロジック 部分に作用するもの
ンスファーシス 2017、5.3.2.11 cを参照) とする
テムの動き
White PaPer
ROSS CONTROLS® 3
www.rosscontrols.com
高制御信頼性、つまりカテゴリ3のPL"d"以上のシステムが必要であることを知ること
は、最も効果的な安全システムを決定するための最初のステップに過ぎません。
この制御信頼性には、入力、ロジック、および出力が含まれていなければなりません。
単一チャネルのバルブを使用すると、ソレノイド、スプリング、または内部コンポーネ
ントなどの単一コンポーネントの故障により、安全機能が失われる可能性があります。
最適な安全定格システムと出力デバイスの選択は、機械の完全な仕様とシリンダプレス
を利用する機械のリスクアセスメントに依存します。
カテゴリ1、PL ”c”
標準バルブの取り付け
シングルチャンネルバルブを使用した場合、スプリングの破損やスプール
の固着などの単一故障で安全機能が失われてしまうことがあります。
カテゴリ4、PL "e"
安全リターンバルブの
取付け
リスクが骨折や切断である場合、システムは高制御信頼性、つまり
カテゴリ3 PL "d"を制御する必要があります。
これには、入力、ロジック、出力を含むシステムの冗長性が必要です。
リスクアセスメントとソリューション
最も適切な解決策を決定するためにシリンダープレスアプリケーションの
リスクアセスメントをおこなう際に考慮すべきことは、以下の通りです:
リスクアセスメント時
の留意点 • 停止時間と安全距離の計算
• 力の計算
• 重力の効果
• シリンダープレスと自動化の故障モード
White PaPer
ROSS CONTROLS® 4
www.rosscontrols.com
一般的なシリンダープレスは、作動時には単純に下降し、非作動時には上昇します。主なリ
スクは、ダウンストローク中、操作ポイントに手を置くことです。
この上下機能は、5/2バルブ機能で実現されており、ポート2は非通電時に加圧され、ポート
4は通電時に加圧されます。 安全定格システムでは、これは安全定格の二重化
5/2 カテゴリー4、PL ”e”バルブで実現できます。
カテゴリ4 セーフリターン
最も基本的な安全制御システムは、内部モニタされているバルブを使用している場合、バル
ブのメインソレノイドを制御するために2 つの安全出力が必要になります。 これは、安全シ
ステムがリセットされるのを防止するために使用できる障害が発生した場合に、何らかの形
のフィードバックがある可能性があります。安全システムにセンサーフィードバックを能動
的モニタする機能がある場合は、外部モニタされた二重化5/2バルブを利用することができ
ます。 このタイプのシステムの残留リスクは、リターンストロークの動きで、そこにピンチ
ポイントを作ってはなりません。また、供給圧力の損失による重力のリスクも残存リスクに
なります。これらは、供給側に逆止弁を使用するか、シリンダー上の機械的手段によって軽
減することができます。
場合によっては、シリンダを反転させると、作業中に潜在的な危険が生じる可能性がありま
す。 一般的なリスクは、作業が完了する前に反転が行われた場合、負荷がかかっている部品
シリンダーを反転 が押し出されることです。機械には通常、作業者を保護するためにガードが備わっています
させると、潜在的 が、インターロックが開かれ、サイクル中に電力が失われた場合に、最も安全な結果はシリ
な危険が生じる可 ンダの停止によるものです。 このシリンダの停止は、まさにそのリスクに応じていくつかの
能性があります。 方法で行うことができます。
リスクが主に重力によるものである場合、停止のための最も効果的な解決策は、標準のカテ
ゴリ1シリンダ制御バルブに供給する安全定格の排気バルブを用意し、パイロット操作
チェック弁、機械的装置、またはその2 つの組み合わせを利用することです。リスクアセス
メントの重要な側面は、それが反復的であるということです。そのため後で対処できる残留
リスクを残した解決策を採用することも可能です。この場合の主なリスクは、シリンダーに
全力を伝えている状態で機械操作する時に発生します。 安全定格の排気弁はそのリスクを除
去しますが、残留リスクは重力によるものであり、単純なカテゴリ1の逆止弁を必要とする最
小限なものに抑えることができます。重力リスクがかなりのものである場合、カテゴリ3のパ
イロット操作チェック弁、安全定格の機械式キャッチャーやブレーキ、または多様性と冗長
性のためにそれらを組み合わせたものを使用します。
A
B
カテゴリ1 非モニタ負荷保持
White PaPer
ROSS CONTROLS® 5
www.rosscontrols.com
A
B
カテゴリ2 負荷保持 モニタ有
A
B
カテゴリ3 負荷保持 モニタ有
これらのデバイスをモニタすることは、パフォーマンスレベル”d”のシステム要件を満たす
ために必要な診断範囲を得るために非常に重要です。 単純な冗長性や多様性では要件を満
たすことはできません。 機械機能の頻繁なモニタは、診断範囲として参照されます。
シリンダストロークの終端位置は、シリンダが正しく機能していることを示すフィード
バックを提供します。 これは実際にはシングルチャンネルコントロールバルブをモニタ
しているのであって、ストロークの途中で機械を停止させるために設計された安全機能で
はありません。 この機能は定期的にテストされることをお勧めします。
さらに、シリンダが使用されている多くの機械装置は、停止しているシリンダを保持する
シリンダーに使用され
ている多くの機械装置 ように設計されており、動いているシリンダを停止するようには設計されていないことに
は、動いているシリン 注意してください。これらの装置には、安全装置として意図されていないことを示す免責
ダーを止めるために設 条項が含まれていることがよくあります。プレスでの使用が認定されたデバイスもありま
計されていません。 す。
リスクが重力だけではなく、ばねが装填されたタイプの装置を組み立てるような、作業機
能中に圧縮状態を維持する必要がある機械である場合、圧力をシリンダーの両端に閉じ込
める必要があり、必要に応じてこの圧力を安全に逃がす方法がなければなりません。
安全定格5/3クローズドセンターバルブは、カテゴリ3または4のPL”d”または”e”アプリ
ケーションに使用できます。このバルブは、二重化された内部によりシリンダの両端への
供給を冗長的に制御し、各シリンダの端から排出される空気も冗長的に制御します。
セーフリターンバルブと同様に、このバルブも安全定格の方法で制御機能を処理していま
す。これには、外部モニタ用の位置センサが必ず付いているので、安全モニタ機能を実行
するためには、プログラマブルセーフティコントローラが必要になります。
カテゴリ4
安全制御と負荷保持
White PaPer
ROSS CONTROLS® 6
www.rosscontrols.com
14 B 12 B
14 A 12 A
概要
シリンダープレスソリューションを評価/設計/実装する際には、プレス力、停止時間、
重力の影響など、考慮すべき多くの要因があります。 また、適用されるいくつかの基
準があるので、ユーザーは正しい安全ソリューションを選択するために、機械がどこで
どのように使用されるかを知る必要があります。
ROSS Controlsは、ユーザーが規格の要件を満たす効果的なソリューションを実装でき
るように、製品選定および設計プロセスを通じて貴社をご支援いたします。
© 2020, ROSS CONTROLS®. All Rights Reserved.
WP20-01 White PaPer
www.rosscontrols.com