




バッチサイズ によるギア加工の適正化、ギア部品単価と管理コストの削減を実現
● 新製品の生産性向上、新規設備による内製化、小バッチサイズと多品種の部品構成による柔軟性など、近年のギア加工のトレンドに対応
● 生産性の向上、工具寿命の改善、HSS工具の再研、再コーティングの管理の削減など最先端の機械加工提案をご提供
● 同期プロセスによる加工で、ギアスカイビング、面取り、バリ取りを一貫して行うことが可能
関連メディア
このカタログについて
| ドキュメント名 | ギアミリング工具 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ギアミリング工具 フライス工具カタログ
CM-098J
バッチサイズによるギア加工の適正化
ギア部品単価の削減と管理コストの削減
● 新製品の生産性向上、新規設備による内製化、小バッチサイズと多品種の部品構成による柔軟性
など、近年のギア加工のトレンドに対応
● 生産性の向上、工具寿命の改善、HSS工具の再研、再コーティングの管理の削減など最先端の
機械加工提案をご提供
● 同期プロセスによる加工で、ギアスカイビング、面取り、バリ取りを一貫して行うことが可能
Page2
ギアミリング工具
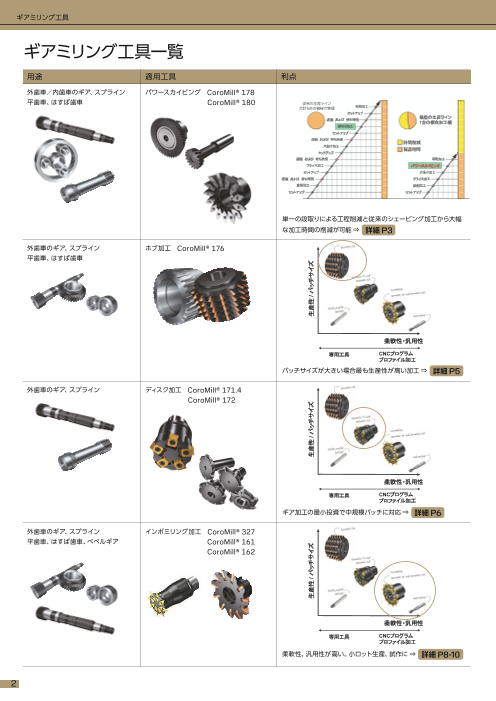
ギアミリング工具一覧
用途 適用工具 利点
外歯車/内歯車のギア、スプライン パワースカイビング CoroMill® 178
平歯車、はすば歯車 CoroMill® 180 従来の生産ライン
合計5台の機械で管理 研削加工
セットアップ
最新の生産ライン
運搬 および 待ち時間 1台の複合加工機
歯切り加工
セットアップ
運搬 および 待ち時間
時間削減
穴あけ加工
製造時間
セットアップ
運搬 および 待ち時間 研削加工
フライス加工 パワースカイビング
セットアップ 穴あけ加工
運搬 および 待ち時間 フライス加工
旋削加工 旋削加工
セットアップ セットアップ
単一の段取りによる工程削減と従来のシェービング加工から大幅
な加工時間の削減が可能 ⇒ 詳細 P3
外歯車のギア、スプライン ホブ加工 CoroMill® 176
平歯車、はすば歯車
柔軟性・汎用性
専用工具 CNCプログラム
プロファイル加工
バッチサイズが大きい場合最も生産性が高い加工 ⇒ 詳細 P5
外歯車のギア、スプライン ディスク加工 CoroMill® 171.4
CoroMill® 172
柔軟性・汎用性
専用工具 CNCプログラム
プロファイル加工
ギア加工の最小投資で中規模バッチに対応 ⇒ 詳細 P6
外歯車のギア、スプライン インボミリング加工 CoroMill® 327
平歯車、はすば歯車、ベベルギア CoroMill® 161
CoroMill® 162
柔軟性・汎用性
専用工具 CNCプログラム
プロファイル加工
柔軟性、汎用性が高い。小ロット生産、試作に ⇒ 詳細 P8-10
2
生産性 / バッチサイズ 生産性 / バッチサイズ 生産性 / バッチサイズ
Page3
ギアミリング工具
ギアミリング工具一覧 パワースカイビング CoroMill® 178/180
用途 適用工具 利点
外歯車/内歯車のギア、スプライン パワースカイビング CoroMill® 178
平歯車、はすば歯車 CoroMill® 180 従来の生産ライン
合計5台の機械で管理 研削加工
セットアップ
最新の生産ライン
運搬 および 待ち時間 1台の複合加工機
歯切り加工
セットアップ
運搬 および 待ち時間
時間削減
穴あけ加工
製造時間 円錐型 円筒型
セットアップ プロファイル プロファイル
運搬 および 待ち時間 研削加工
フライス加工 パワースカイビング
セットアップ 穴あけ加工
運搬 および 待ち時間 フライス加工
旋削加工 旋削加工
セットアップ セットアップ 高い生産性と柔軟性 サイクルタイムの短縮 円筒型工具で工具費削減
1台の複合加工機またはマシニングセンタ、 ブローチング加工、シェーピング 円筒形の工具は円筒形の外側形状を持
単一の段取りによる工程削減と従来のシェービング加工から大幅 1回のセットアップで加工を完了することが 加工、ホブ加工などの従来の加工 つため、工具プロファイルはその長さ全
な加工時間の削減が可能 ⇒ 詳細 P3 可能。生産時間の短縮、加工品質の向上、 方法と比較して、機械のサイクル 体にわたって一定。有効刃長が円錐型に
ハンドリングとロジスティックスコスト削減 タイムを大幅に短縮。 比べて大きいため再研回数を増加し工
外歯車のギア、スプライン ホブ加工 CoroMill® 176 を実現。 具費を削減。
平歯車、はすば歯車
製品ラインナップ
CoroMill® 178円筒型工具 CoroMill® 180刃先交換式
(超硬ヘッドろう付けタイプ) P S H (レールロック式を採用) P
加工径:15.4-49.7mm 加工径:63-500mm
シャンク径:8-25mm 接続径:16-100mm
モジュール、スプライン:0.8-5 モジュール、スプライン:2-5
モジュール、ギア:0.5-3 モジュール、ギア:2-9
柔軟性・汎用性 刃先R:0.4mm 刃先R:0.1mm
専用工具 CNCプログラム
プロファイル加工
バッチサイズが大きい場合最も生産性が高い加工 ⇒ 詳細 P5 CoroMill® 178円筒型工具 P M670ギアポインティング
(超硬シャンクタイプ) (右勝手、左勝手工具) P
外歯車のギア、スプライン ディスク加工 CoroMill® 171.4 加工径:8-100mm 加工径:22mm
シャンク径:8-32mm 接続径:Capto C4
CoroMill® 172 モジュール、スプライン:0.7-5 モジュール:1.5-3
モジュール、ギア: 0.5-4 刃先R:0.4mm
刃先R:0.15mm
CoroMill® 178円筒型工具 P M670バリ取り工具
(HSSシャンクタイプ) (ニュートラル工具) P
加工径:8-120mm 加工径:特殊設定
シャンク径:8-40mm 接続径:Capto, HSK
柔軟性・汎用性 モジュール、スプライン:0.8-5 モジュール:2.5-9
モジュール、ギア:0.6-6
専用工具 CNCプログラム 刃先R:0.12mm
プロファイル加工
ギア加工の最小投資で中規模バッチに対応 ⇒ 詳細 P6
外歯車のギア、スプライン インボミリング加工 CoroMill® 327 CoroMill® 178アーバー
(超硬アーバータイプ) P
平歯車、はすば歯車、ベベルギア CoroMill® 161 加工径:45-120mm
CoroMill® 162 接続径:16-40mm
モジュール、スプライン:0.7-5
モジュール、ギア:0.5-4
刃先R:0.15mm
CoroMill® 178アーバー Power skivingのソフトウェア ESCO eSkiving
(HSSアーバータイプ) P ソフトウェアの導入により、工具設計の最適化、加工時間の予想、干渉チェック、交差角度の設
柔軟性・汎用性 定による歯形プロファイル予測等が行えます。
加工径:45-200mm ●パラメータベースの歯車形状の生成
専用工具 CNCプログラム 接続径:16-40mm ●スカイビング運動学のシミュレーション
プロファイル加工 モジュール、スプライン:0.8-5 ●スカイビングツールの基本形状の生成
柔軟性、汎用性が高い。小ロット生産、試作に ⇒ 詳細 P8-10 モジュール、ギア:0.6-6 ●衝突検出 : 3Dまたは簡単による周囲のコンポーネントジオメトリのインポートパラメータ化
刃先R:0.12mm ●3Dでのパワースカイビングのシミュレーション(「仮想加工」)
●切削分布の定義とスカイビングの主加工時間の推定
3
生産性 / バッチサイズ 生産性 / バッチサイズ 生産性 / バッチサイズ
Page4
ギアミリング工具
Coromill® 178 / Coromill® 180 リクエストシート
会社名: 日 付:
住 所: Eメール/電話番号:
コロマント担当者:
機械メーカー* 被削材(CMC/MC/DIN 等)
機械型番* 硬度*
パワースカイビングのオプションの有無* 被削材タイプ* ISO M ISO N ISO P その他
スピンドルタイプ*( Capto, HSK, BBT)
*必須入力項目 *どちらかのデータが必要
Involute spline specification
インボリュートスプライン諸元表 記号 Gear / Spline
Number of teeth
歯数* z
Addendum modification Coef.
転位係数* x
Module
モジュール* m
Pressure angle □ □
圧力角* α
M0.6-M6 M0.5-M4
Helix angle CM® 178 HSS CM® 178 超硬
ねじれ角* β
Helix angle direction
ねじれ方向* L/R
Base pitch circle Dia.
基準ピッチ円直径 d
Dia. of the basic circle
基礎円直径 db □ □
M0.5-M4 M2–M9
Tooth thickness CM® 178B CM® 180
歯幅* W (円筒タイプ) (刃先交換式)
Major Diameter
大径(歯先径)* da
Minor Diameter
小径(歯元・歯底径)* df
Minor diameter fillet
小径隅(歯底)R* r 外歯車 □ 内歯車 □
Span Measurement
マタギ* Wk
Measurement over ball
オーバーピン寸法* Md
Gear accuracy
精度
備考
D1 mm L1 mm
D2 mm L2 mm
プロチュバランスの有無
歯面修正(クラウニング)の有無 TW mm
セミトッピングの有無
4
Page5
ギアミリング工具
ホブ加工
ハイスから超硬の刃先交換チップを使用することで切削速度、工具寿命の飛躍的な向上が見込めま
す。また再研磨等の管理面の簡素化、工具在庫の削減にもつながります。従来のホブ盤にも対応します
が、複合加工機、5軸加工機での歯切り加工が可能となりギア製作の段取り時間の削減、品質の向上も
見込めます。ドライ加工も可能で節電効果にもつながります。
CoroMill® 176
● 5軸機およびホブ盤用
● 特性等級B(DIN3968準拠)
● 多数の有効刃数によって、ギア当りの加工時間を短縮
加工動画は
こちらから⇒
寸法、mm
モジュール DC 型番 dmm D5m l1by E 刃数、zn 有効チップ刃数、zc
Coromant Capto® リング数:4
4 90 SB176R-M40A090C6104※ 63 105 32 8
5 100 SB176R-M50A100C6104※ 63 120 32 8
6 110 SB176R-M60A110C6104※ 63 135 32 8
※受注生産品となります。カッターにチップを装着し、刃振れ計測して検査表と共に出荷されます。
CoroMill® 176用チップ
P 寸法、mm
GC
モジュール 型番 I s iw rε
4 176M40-N100608E-PM ● 16.0 5.5 9.8 0.8
5 176M60-N120610E-PM ● 20.1 5.5 12.2 1.0
6 176M60-N150612E-PM ● 22.5 5.5 14.7 1.2
●=第一推奨
CoroMill® 176による切削時間の短縮例)モジュール8 Z=48
HSSホブ
従来の刃先交換式
ホブ フルプロファイルホブ
第一世代 フルプロファイルホブ
CoroMill® 176
切削時間の短縮:90%以上
工具寿命の向上:200-500%
5
P30 1130
Page6
ギアミリング工具
ディスクースプライン加工
マシニングセンタでギア加工が可能で投資費用を節約できます。また従来のハイス工具に比べて超硬
の刃先交換式チップは生産性を向上させます。ドライ加工による節電も可能です。
通常のマシニングセンタ、回転工具付きNC旋盤で溝加工工具と同様に取り扱いが出来ます。
CoroMill® 171.4 CoroMill® 172
● スプラインの場合はギアモジュール範囲 0.8-3.0mm ● スプラインの場合はギアモジュール範囲 3-10mm
● マシニングセンタ、複合加工機、ターニングセンタでの ● ギアとスプラインの内径加工および外径加工
スプライン加工 ● ラックの切削加工
● 機械や工場間での部品移動が不要 ● マルチタスクマシン、マシニングセンタ、NC旋盤での加工用途
● 経済的な4コーナ仕様
寸法、mm
モジュール DC 型番 DCON LF CDX CW 有効チップ刃数、zc
円筒シャンク
0.8-1.5 30 R171.4-30A25-S4 25 100 2 4 4
Coromant Capto®
1.5-2.5 50 R171.4-50C4-M5 40(C4) 40 3.5 7 5
2.5-3.0 63 R171.4-63C5-L5 50(C5) 45 4.7 8 5
CoroMill® 172.2
● 角型スプライン加工のための新しい生産性の
高いソリューション
● マシニングセンタ、複合加工機、ターニングセンタでの
スプライン加工
● 2コーナ仕様
型番 DCX mm カップリング 刃数 スプライン範囲(DIN9611) チップ型番
1 3/4 – Z6 050 009362R75
050 249262R60 40 Capto C4 4
1 3/8 – Z6 050 009362R74
1 3/4 – Z6 050 009362R75
5MWR11NX-069147 63 Capto C5 6
1 3/8 – Z6 050 009362R74
6
Page7
ギアミリング工具
ディスクースプライン加工 Coromill® 171.4 / Coromill® 172 / Coromill® 172.2 リクエストシート
マシニングセンタでギア加工が可能で投資費用を節約できます。また従来のハイス工具に比べて超硬
会社名: 日 付:
の刃先交換式チップは生産性を向上させます。ドライ加工による節電も可能です。
通常のマシニングセンタ、回転工具付きNC旋盤で溝加工工具と同様に取り扱いが出来ます。
住 所: Eメール/電話番号:
コロマント担当者:
機械メーカー* 被削材(CMC/MC/DIN 等)
機械型番* 硬度*
被削材タイプ* ISO M ISO N ISO P その他
*必須入力項目 *どちらかのデータが必要
Involute spline specification
インボリュートスプライン諸元表 記号
CoroMill® 171.4 CoroMill® 172 Gear / Spline
Number of teeth
歯数* z
● スプラインの場合はギアモジュール範囲 0.8-3.0mm ● スプラインの場合はギアモジュール範囲 3-10mm
● マシニングセンタ、複合加工機、ターニングセンタでの ● ギアとスプラインの内径加工および外径加工 Addendum modification Coef.
転位係数* x
スプライン加工 ● ラックの切削加工 Module
モジュール* m
● 機械や工場間での部品移動が不要 ● マルチタスクマシン、マシニングセンタ、NC旋盤での加工用途
● 経済的な4コーナ仕様 Pressure angle
圧力角* α
Helix angle
ねじれ角* β □ R171.4-30A25-S4(M0.8-M1.5)
□ Coromill® 171.4(特殊品 円筒シャンク)
Helix angle direction
ねじれ方向* L/R
Base pitch circle Dia.
基準ピッチ円直径 d
Dia. of the basic circle
基礎円直径 db
Tooth thickness
歯幅* W
寸法、mm
Major Diameter
大径(歯先径)* da □ R171.4-50C4-M5(M1.5-M2.5)
モジュール DC 型番 DCON LF CDX CW 有効チップ刃数、zc Minor Diameter
小径(歯元・歯底径)* df □ R171.4-63C5-L5(M2.5-M3)円筒シャンク
0.8-1.5 30 R171.4-30A25-S4 25 100 2 4 4 □ Coromill® 171.4特殊品 Capto
Coromant Capto® Minor diameter fillet
1.5-2.5 50 R171.4-50C4-M5 40(C4) 40 3.5 7 5 小径隅(歯底)R* r
2.5-3.0 63 R171.4-63C5-L5 50(C5) 45 4.7 8 5
Span Measurement
マタギ* Wk
Measurement over ball
CoroMill® 172.2 オーバーピン寸法* Md
Gear accuracy
● 角型スプライン加工のための新しい生産性の 精度
高いソリューション
● マシニングセンタ、複合加工機、ターニングセンタでの
□ Coromill® 172.2(特殊品) □ Coromill® 172(特殊品)
スプライン加工
● 2コーナ仕様 □ ヘリカルギア対応可 Capto
Hub coupling
Capto 円筒シャンク
Hub coupling カッターアーバー
カッターアーバー HSK
HSK
型番 DCX mm カップリング 刃数 スプライン範囲(DIN9611) チップ型番
1 3/4 – Z6 050 009362R75
050 249262R60 40 Capto C4 4
1 3/8 – Z6 050 009362R74
1 3/4 – Z6 050 009362R75
5MWR11NX-069147 63 Capto C5 6
1 3/8 – Z6 050 009362R74
7
Page8
ギアミリング工具
InvoMilling™
柔軟性、汎用性が非常に高いため多品種少量生産や試作品の加工に最適で、外歯の平歯車、はすば歯車、
ストレートベベルギアに対応します。専用のソフトウェアで簡単にNCプログラムの作成が可能になります。
専用ソフトウェア: EUKLID社様のGear CAM
歯溝の荒加工 歯底部加工 下部インボリュート 上部インボリュート
同期加工 同期加工 ギア歯仕上げ
CoroMill® 327 CoroMill® 161
● 標準品適用モジュール範囲: M0.8-2.0 ● 標準品適用モジュール範囲: M2.0-4.0
CoroMill® 162
● 標準品適用モジュール範囲: M4.0-8.0
加工動画は
こちらから⇒
加工事例
専用工具(ホブ)とInvoMli ling™を使用した場合のサイクルタイムの比較
はすば歯車 HSSホブ使用(1パス) HSSホブ使用(2パス) InvoMilling™
モジュール(m/DP) 6mm/4.23 最新の専用機使用 長年使用している専用機使用 複合加工機使用
歯数(z) 27 31.5分 57分 23分
ねじれ角(β) 17°
歯幅(b) 130mm/5.11”
ピッチ円直径(d) 170mm/6.69”
8
Page9
ギアミリング工具
InvoMilling™ CoroMill® 327適用チップ
柔軟性、汎用性が非常に高いため多品種少量生産や試作品の加工に最適で、外歯の平歯車、はすば歯車、 S327R14B S327R14F
ストレートベベルギアに対応します。専用のソフトウェアで簡単にNCプログラムの作成が可能になります。
専用ソフトウェア: EUKLID社様のGear CAM
寸法、mm
モジュール DC 型番 DCON LF CDX RE 切れ刃数、CEDC
0.8-2.0 39.7 S327R14B-40 06402-IM 1025 14.3 6.05 12.5 0.2 6
0.8-2.0 39.7 S327R14F-40 06402-IM 1025 14.3 6.30 12.5 0.2 6
歯溝の荒加工 歯底部加工 下部インボリュート 上部インボリュート
同期加工 同期加工 ギア歯仕上げ CoroMill® 327適用ホルダ
392.ER327 327-ER
CoroMill® 327 CoroMill® 161
● 標準品適用モジュール範囲: M0.8-2.0 ● 標準品適用モジュール範囲: M2.0-4.0
寸法、mm
チップサイズ DCONWS 型番 DCONMS LF LB1 LB2 BHTA2 Nm
14 14.3 327-20B35SC-14 20 93.50 28.5 33.2 30° 6.5
14 14.3 327-16B42EC-14 16 93.50 35.5 37.5 30° 6.5
14 14.3 327-16B60EC-14 16 123.50 53.5 55.5 30° 6.5
14 14.3 327-16B85EC-14 16 153.50 78.5 80.5 30° 6.5
CoroMill® 162 14 14.3 392.ER327-20 14 035 21 38.85 28.8 6.5
14 14.3 327-ER25-14-019 26 22.90 14.3 6.5
14 14.3 327-ER25-14-035 26 37.40 28.8 6.5
● 標準品適用モジュール範囲: M4.0-8.0 14 14.3 327-ER32-14-019 33 23.90 14.3 6.5
14 14.3 392.ER327-32 14 035 33 41.25 28.8 6.5
加工動画は
こちらから⇒ CoroMill® 161適用ホルダ
加工事例
寸法、mm
専用工具(ホブ)とInvoMli ling™を使用した場合のサイクルタイムの比較
モジュール DC 型番 DCON LF CDX CW 有効チップ刃数、zc
はすば歯車 HSSホブ使用(1パス) HSSホブ使用(2パス) InvoMilling™ Coromant Capto®
2.0-4.0 66 161-066C5-3 50(C5) 100 6.3 2.5 8
モジュール(m/DP) 6mm/4.23 最新の専用機使用 長年使用している専用機使用 複合加工機使用 アーバー取付け
2.0-4.0 80 161-080Q27-3 27 45 6.0 2.5 12
歯数(z) 27 31.5分 57分 23分
ねじれ角(β) 17° CoroMill® 161適用チップ
歯幅(b) 130mm/5.11”
ピッチ円直径(d) 170mm/6.69”
寸法、mm
モジュール
(目安) CW 型番 An L CDX RE 切れ刃数、CEDC
1.2-1.5 0.80 MAPL 3 080 1025 6° 25 3.75 0.400 2
1.5-2.5 1.25 MAPL 3 125 1025 6° 25 5.00 0.625 2
2.5-3.0 1.60 MAPL 3 160 1025 6° 25 7.50 0.800 2
3.0-3.2 2.50 MAPL 3 250 1025 6° 25 7.50 1.000 2
9
Page10
ギアミリング工具
CoroMill® 162適用ホルダ
(平歯車、ストレートベベルギア)
寸法、mm
モジュール DC 型番 DCON LF BD1 CDX 有効チップ刃数、zc
アーバー取り付け
4.0-6.0 90 162-090Q27-40 27 48 72 9.8 11
6.0-8.0 120 162-120Q27-60 27 51 92 14.7 11
6.0-8.0 140 162-140Q32-60 32 55 113 14.7 13
CoroMill® 162適用チップ
寸法、mm
モジュール 型番 W1 LF RE S 切れ刃数、CEDC
4.0-6.0 176M40-N100608E-PM 1130 9.78 10.6 0.8 5.5 1
6.0-8.0 176M60-N150612E-PM 1130 14.67 15.9 1.2 5.5 1
8.0-10.0 176M80-N210616E-PM 1130 19.55 21.2 1.6 5.5 1
CoroMill® F/B162適用ホルダ(はすば歯車用)
F162 B162
寸法、mm
モジュール DC 型番 DCON LF Nm 重量(kg) 有効チップ刃数、zc
Coromant Capto®
1.75-6.0 66 F162-066C5-30 50(C5) 75 3 0.9 6
1.75-6.0 100 F162-100C5-30 50(C5) 60 3 1.3 12
1.75-6.0 66 B162-066C5-30 50(C5) 105 3 1.0 6
1.75-6.0 100 B162-100C5-30 50(C5) 90 3 1.8 12
CoroMill® F/B162適用チップ
寸法、mm
モジュール 型番 W1 LF RE S 切れ刃数、CEDC
1.75-6.0 162-M30-N080504E-PM 1130 8.32 13.5 0.4 4.5 1
安全について ニュースレター 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、新しいソリューション・技術情報など
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 いち早くお届けします。サンドビックコロマントの
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 ホームページからご登録ください。
TEL:052-456-4465 E-mail: jp.coromant@sandvik.com
サンドビック株式会社 コロマントカンパニー
www.sandvik.coromant.com