



優れたランピング機能と切りくず排出によりポケット加工に最適化
●工具径 φ16-50㎜、最大切込み:1.2㎜
●優れたランピング機能と切りくず排出により、ポケット加工に最適化
●新しいカッター素材と低抵抗チップで突き出しの長い加工に対応
●最適化された刃先による信頼性で無人加工が可能
●アーバ取付けタイプカッターを追加導入
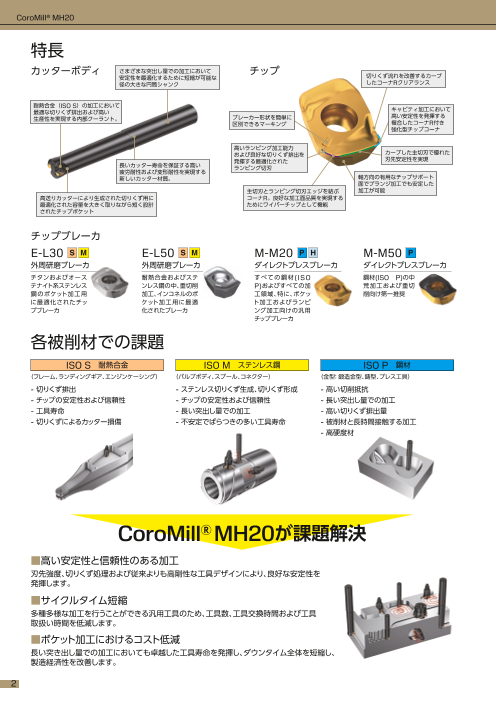
ISO S 耐熱合金, ISO M ステンレス鋼, ISO P 鋼材加工でのさまざまな課題を解決します。
■高い安定性と信頼性のある加工
刃先強度、切りくず処理および従来よりも高剛性な工具デザインにより、良好な安定性を発揮します。
■サイクルタイム短縮
多種多様な加工を行うことができる汎用工具のため、工具数、工具交換時間および工具取扱い時間を低減します。
■ポケット加工におけるコスト低減
長い突き出し量での加工においても卓越した工具寿命を発揮し、ダウンタイム全体を短縮し、製造経済性を改善します。
関連メディア
このカタログについて
| ドキュメント名 | ポケット加工用高送りフライスカッター CoroMill® MH20 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
CoroMill® MH20 フライス工具カタログ
CM-097J
高性能高送りフライスカッター
工具径 φ16-66㎜、最大切込み:1.2㎜
優れたランピング機能と切りくず排出により、ポケット加工に最適化
新しいカッター素材と低抵抗チップで突き出しの長い加工に対応
最適化された刃先による信頼性で無人加工が可能
Page2
CoroMill® MH20 CoroMill® MH20
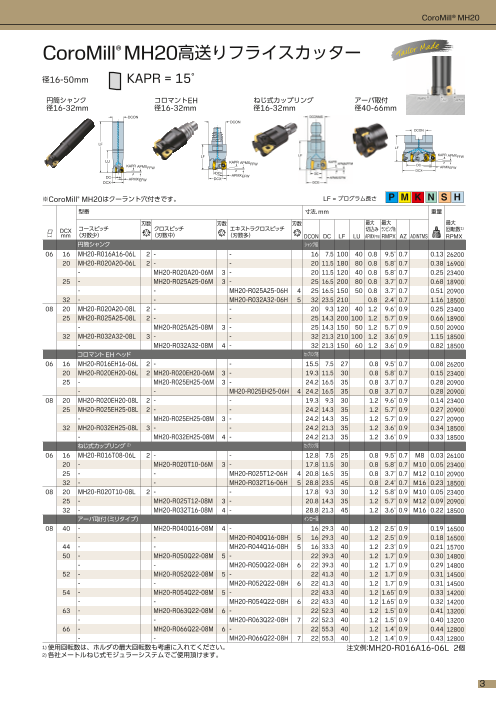
特長 CoroMill® MH20高送りフライスカッター
カッターボディ さまざまな突出し量での加工において チップ
安定性を最適化するために短縮が可能な 切りくず流れを改善するカーブ
径の大きな円筒シャンク したコーナRクリアランス 径16-50mm KAPR = 15°
円筒シャンク コロマントEH ねじ式カップリング アーバ取付
耐熱合金(ISO S)の加工において
最適な切りくず排出および高い キャビティ加工において 径16-32mm 径16-32mm 径16-32mm 径40-66mm
生産性を実現する内部クーラント。 ブレーカー形状を簡単に 高い安定性を発揮する
区別できるマーキング 複合したコーナR付き
強化型チップコーナ
高いランピング加工能力
および良好な切りくず排出を カーブした主切刃で優れた
刃先安定性を実現
長いカッター寿命を保証する高い 発揮する最適化された
疲労耐性および変形耐性を実現する ランピング切刃
新しいカッター材質。 軸方向の有用なチップサポート
面でプランジ加工でも安定した
主切刃とランピング切刃エッジを結ぶ 加工が可能
高送りカッターにより生成された切りくず用に コーナR。良好な加工面品質を実現する ※CoroMill® MH20はクーラント穴付きです。 LF = プログラム長さ
最適化された容量を大きく取りながら短く設計 ためにワイパーチップとして機能
されたチップポケット 型番 寸法,mm 重量
刃数 刃数 刃数 最大 最大 最大
チップブレーカ DCX コースピッチ クロスピッチ エキストラクロスピッチ 切込み ランピング角 回転数1)
mm (刃数少) (刃数中) (刃数多) DCON DC LF LU APMXFFW RMPX AZ ADINTMS RPMX
円筒シャンク シャンク径
E-L30 E-L50 M-M20 M-M50 06 16 MH20-R016A16-06L 2 - - 16 7.5 100 40 0.8 9.5°0.7 0.13 26200
外周研磨ブレーカ 外周研磨ブレーカ ダイレクトプレスブレーカ ダイレクトプレスブレーカ 20 MH20-R020A20-06L 2 - - 20 11.5 180 80 0.8 5.8°0.7 0.38 16900
- MH20-R020A20-06M 3 - 20 11.5 120 40 0.8 5.8°0.7 0.25
チタンおよびオース 耐熱合金およびステ すべての鋼材 23400
( ISO 鋼材(ISO P)の中
テナイト系ステンレス ンレス鋼の中、重切削 P)およびすべての加 荒加工および重切 25 - MH20-R025A25-06M 3 - 25 16.5 200 80 0.8 3.7°0.7 0.68 18900
鋼のポケット加工用 加工、インコネルのポ 工領域、特に、ポケッ 削向け第一推奨 - - MH20-R025A25-06H 4 25 16.5 150 50 0.8 3.7°0.7 0.51 20900
に最適化されたチッ ケット加工用に最適 ト加工およびランピ 32 - - MH20-R032A32-06H 5 32 23.5 210 0.8 2.4°0.7 1.16 18500
プブレーカ 化されたブレーカ ング加工向けの汎用 08 20 MH20-R020A20-08L 2 - - 20 9.3 120 40 1.2 9.6°0.9 0.25 23400
チップブレーカ 25 MH20-R025A25-08L 2 - - 25 14.3 200 100 1.2 5.7°0.9 0.66 18900
- MH20-R025A25-08M 3 - 25 14.3 150 50 1.2 5.7°0.9 0.50 20900
各被削材での課題 32 MH20-R032A32-08L 3 - - 32 21.3 210 100 1.2 3.6°0.9 1.15 18500
- MH20-R032A32-08M 4 - 32 21.3 150 60 1.2 3.6°0.9 0.82 18500
コロマントEHヘッド カップリング径
ISO S 耐熱合金 ISO M ステンレス鋼 ISO P 鋼材 06 16 MH20-R016EH16-06L 2 - - 15.5 7.5 27 0.8 9.5°0.7 0.08 26200
(フレーム、ランディングギア、エンジンケーシング) (バルブボディ、スプール、コネクター) (金型: 鍛造金型、鋳型、プレス工具) 20 MH20-R020EH20-06L 2 MH20-R020EH20-06M 3 - 19.3 11.5 30 0.8 5.8°0.7 0.15 23400
25 - MH20-R025EH25-06M 3 - 24.2 16.5 35 0.8 3.7°0.7 0.28 20900
- 切りくず排出 - ステンレス切りくず生成、切りくず形成 - 高い切削抵抗 - - MH20-R025EH25-06H 4 24.2 16.5 35 0.8 3.7°0.7 0.28 20900
- チップの安定性および信頼性 - チップの安定性および信頼性 - 長い突出し量での加工 08 20 MH20-R020EH20-08L 2 - - 19.3 9.3 30 1.2 9.6°0.9 0.14 23400
- 工具寿命 - 長い突出し量での加工 - 高い切りくず排出量 25 MH20-R025EH25-08L 2 - - 24.2 14.3 35 1.2 5.7°0.9 0.27 20900
- 切りくずによるカッター損傷 - 不安定でばらつきの多い工具寿命 - 被削材と長時間接触する加工 - MH20-R025EH25-08M 3 - 24.2 14.3 35 1.2 5.7°0.9 0.27 20900
32 MH20-R032EH25-08L 3 - - 24.2 21.3 35 1.2 3.6°0.9 0.34 18500
- 高硬度材 - MH20-R032EH25-08M 4 - 24.2 21.3 35 1.2 3.6°0.9 0.33 18500
ねじ式カップリング 2) カップリング径
06 16 MH20-R016T08-06L 2 - - 12.8 7.5 25 0.8 9.5°0.7 M8 0.03 26100
20 - MH20-R020T10-06M 3 - 17.8 11.5 30 0.8 5.8°0.7 M10 0.05 23400
25 - - MH20-R025T12-06H 4 20.8 16.5 35 0.8 3.7°0.7 M12 0.10 20900
32 - - MH20-R032T16-06H 5 28.8 23.5 45 0.8 2.4°0.7 M16 0.23 18500
08 20 MH20-R020T10-08L 2 - - 17.8 9.3 30 1.2 5.8°0.9 M10 0.05 23400
25 - MH20-R025T12-08M 3 - 20.8 14.3 35 1.2 5.7°0.9 M12 0.09 20900
32 - MH20-R032T16-08M 4 - 28.8 21.3 45 1.2 3.6°0.9 M16 0.22 18500
アーバ取付(ミリタイプ) インロー径
CoroMillⓇ MH20が課題解決 08 40 - MH20-R040Q16-08M 4 - 16 29.3 40 1.2 2.5°0.9 0.19 16500
- - MH20-R040Q16-08H 5 16 29.3 40 1.2 2.5°0.9 0.18 16500
44 - - MH20-R044Q16-08H 5 16 33.3 40 1.2 2.3°0.9 0.21 15700
■高い安定性と信頼性のある加工 50 - MH20-R050Q22-08M 5 - 22 39.3 40 1.2 1.7°0.9 0.30 14800
- - MH20-R050Q22-08H 6 22 39.3 40 1.2 1.7°0.9 0.29 14800
刃先強度、切りくず処理および従来よりも高剛性な工具デザインにより、良好な安定性を 52 - MH20-R052Q22-08M 5 - 22 41.3 40 1.2 1.7°0.9 0.31 14500
発揮します。 - - MH20-R052Q22-08H 6 22 41.3 40 1.2 1.7°0.9 0.31 14500
54 - MH20-R054Q22-08M 5 - 22 43.3 40 1.2 1.65°0.9 0.33 14200
■サイクルタイム短縮 - - MH20-R054Q22-08H 6 22 43.3 40 1.2 1.65°0.9 0.32 14200
多種多様な加工を行うことができる汎用工具のため、工具数、工具交換時間および工具 63 - MH20-R063Q22-08M 6 - 22 52.3 40 1.2 1.5°0.9 0.41 13200
取扱い時間を低減します。 - - MH20-R063Q22-08H 7 22 52.3 40 1.2 1.5°0.9 0.40 13200
66 - MH20-R066Q22-08M 6 - 22 55.3 40 1.2 1.4°0.9 0.44 12800
■ポケット加工におけるコスト低減 - - MH20-R066Q22-08H 7 22 55.3 40 1.2 1.4°0.9 0.43 12800
1)
長い突き出し量での加工においても卓越した工具寿命を発揮し、ダウンタイム全体を短縮し、 使用回転数は、ホルダの最大回転数も考慮に入れてください。 注文例:MH20-R016A16-06L 2個
2) 各社メートルねじ式モジュラーシステムでご使用頂けます。
製造経済性を改善します。
2 3
Page3
CoroMill® MH20 CoroMill® MH20
特長 CoroMill® MH20高送りフライスカッター
カッターボディ さまざまな突出し量での加工において チップ
安定性を最適化するために短縮が可能な 切りくず流れを改善するカーブ
径の大きな円筒シャンク したコーナRクリアランス 径16-50mm KAPR = 15°
円筒シャンク コロマントEH ねじ式カップリング アーバ取付
耐熱合金(ISO S)の加工において
最適な切りくず排出および高い キャビティ加工において 径16-32mm 径16-32mm 径16-32mm 径40-66mm
生産性を実現する内部クーラント。 ブレーカー形状を簡単に 高い安定性を発揮する
区別できるマーキング 複合したコーナR付き
強化型チップコーナ
高いランピング加工能力
および良好な切りくず排出を カーブした主切刃で優れた
刃先安定性を実現
長いカッター寿命を保証する高い 発揮する最適化された
疲労耐性および変形耐性を実現する ランピング切刃
新しいカッター材質。 軸方向の有用なチップサポート
面でプランジ加工でも安定した
主切刃とランピング切刃エッジを結ぶ 加工が可能
高送りカッターにより生成された切りくず用に コーナR。良好な加工面品質を実現する ※CoroMill® MH20はクーラント穴付きです。 LF = プログラム長さ
最適化された容量を大きく取りながら短く設計 ためにワイパーチップとして機能
されたチップポケット 型番 寸法,mm 重量
刃数 刃数 刃数 最大 最大 最大
チップブレーカ DCX コースピッチ クロスピッチ エキストラクロスピッチ 切込み ランピング角 回転数1)
mm (刃数少) (刃数中) (刃数多) DCON DC LF LU APMXFFW RMPX AZ ADINTMS RPMX
円筒シャンク シャンク径
E-L30 E-L50 M-M20 M-M50 06 16 MH20-R016A16-06L 2 - - 16 7.5 100 40 0.8 9.5°0.7 0.13 26200
外周研磨ブレーカ 外周研磨ブレーカ ダイレクトプレスブレーカ ダイレクトプレスブレーカ 20 MH20-R020A20-06L 2 - - 20 11.5 180 80 0.8 5.8°0.7 0.38 16900
- MH20-R020A20-06M 3 - 20 11.5 120 40 0.8 5.8°0.7 0.25
チタンおよびオース 耐熱合金およびステ すべての鋼材 23400
( ISO 鋼材(ISO P)の中
テナイト系ステンレス ンレス鋼の中、重切削 P)およびすべての加 荒加工および重切 25 - MH20-R025A25-06M 3 - 25 16.5 200 80 0.8 3.7°0.7 0.68 18900
鋼のポケット加工用 加工、インコネルのポ 工領域、特に、ポケッ 削向け第一推奨 - - MH20-R025A25-06H 4 25 16.5 150 50 0.8 3.7°0.7 0.51 20900
に最適化されたチッ ケット加工用に最適 ト加工およびランピ 32 - - MH20-R032A32-06H 5 32 23.5 210 0.8 2.4°0.7 1.16 18500
プブレーカ 化されたブレーカ ング加工向けの汎用 08 20 MH20-R020A20-08L 2 - - 20 9.3 120 40 1.2 9.6°0.9 0.25 23400
チップブレーカ 25 MH20-R025A25-08L 2 - - 25 14.3 200 100 1.2 5.7°0.9 0.66 18900
- MH20-R025A25-08M 3 - 25 14.3 150 50 1.2 5.7°0.9 0.50 20900
各被削材での課題 32 MH20-R032A32-08L 3 - - 32 21.3 210 100 1.2 3.6°0.9 1.15 18500
- MH20-R032A32-08M 4 - 32 21.3 150 60 1.2 3.6°0.9 0.82 18500
コロマントEHヘッド カップリング径
ISO S 耐熱合金 ISO M ステンレス鋼 ISO P 鋼材 06 16 MH20-R016EH16-06L 2 - - 15.5 7.5 27 0.8 9.5°0.7 0.08 26200
(フレーム、ランディングギア、エンジンケーシング) (バルブボディ、スプール、コネクター) (金型: 鍛造金型、鋳型、プレス工具) 20 MH20-R020EH20-06L 2 MH20-R020EH20-06M 3 - 19.3 11.5 30 0.8 5.8°0.7 0.15 23400
25 - MH20-R025EH25-06M 3 - 24.2 16.5 35 0.8 3.7°0.7 0.28 20900
- 切りくず排出 - ステンレス切りくず生成、切りくず形成 - 高い切削抵抗 - - MH20-R025EH25-06H 4 24.2 16.5 35 0.8 3.7°0.7 0.28 20900
- チップの安定性および信頼性 - チップの安定性および信頼性 - 長い突出し量での加工 08 20 MH20-R020EH20-08L 2 - - 19.3 9.3 30 1.2 9.6°0.9 0.14 23400
- 工具寿命 - 長い突出し量での加工 - 高い切りくず排出量 25 MH20-R025EH25-08L 2 - - 24.2 14.3 35 1.2 5.7°0.9 0.27 20900
- 切りくずによるカッター損傷 - 不安定でばらつきの多い工具寿命 - 被削材と長時間接触する加工 - MH20-R025EH25-08M 3 - 24.2 14.3 35 1.2 5.7°0.9 0.27 20900
32 MH20-R032EH25-08L 3 - - 24.2 21.3 35 1.2 3.6°0.9 0.34 18500
- 高硬度材 - MH20-R032EH25-08M 4 - 24.2 21.3 35 1.2 3.6°0.9 0.33 18500
ねじ式カップリング 2) カップリング径
06 16 MH20-R016T08-06L 2 - - 12.8 7.5 25 0.8 9.5°0.7 M8 0.03 26100
20 - MH20-R020T10-06M 3 - 17.8 11.5 30 0.8 5.8°0.7 M10 0.05 23400
25 - - MH20-R025T12-06H 4 20.8 16.5 35 0.8 3.7°0.7 M12 0.10 20900
32 - - MH20-R032T16-06H 5 28.8 23.5 45 0.8 2.4°0.7 M16 0.23 18500
08 20 MH20-R020T10-08L 2 - - 17.8 9.3 30 1.2 5.8°0.9 M10 0.05 23400
25 - MH20-R025T12-08M 3 - 20.8 14.3 35 1.2 5.7°0.9 M12 0.09 20900
32 - MH20-R032T16-08M 4 - 28.8 21.3 45 1.2 3.6°0.9 M16 0.22 18500
アーバ取付(ミリタイプ) インロー径
CoroMillⓇ MH20が課題解決 08 40 - MH20-R040Q16-08M 4 - 16 29.3 40 1.2 2.5°0.9 0.19 16500
- - MH20-R040Q16-08H 5 16 29.3 40 1.2 2.5°0.9 0.18 16500
44 - - MH20-R044Q16-08H 5 16 33.3 40 1.2 2.3°0.9 0.21 15700
■高い安定性と信頼性のある加工 50 - MH20-R050Q22-08M 5 - 22 39.3 40 1.2 1.7°0.9 0.30 14800
- - MH20-R050Q22-08H 6 22 39.3 40 1.2 1.7°0.9 0.29 14800
刃先強度、切りくず処理および従来よりも高剛性な工具デザインにより、良好な安定性を 52 - MH20-R052Q22-08M 5 - 22 41.3 40 1.2 1.7°0.9 0.31 14500
発揮します。 - - MH20-R052Q22-08H 6 22 41.3 40 1.2 1.7°0.9 0.31 14500
54 - MH20-R054Q22-08M 5 - 22 43.3 40 1.2 1.65°0.9 0.33 14200
■サイクルタイム短縮 - - MH20-R054Q22-08H 6 22 43.3 40 1.2 1.65°0.9 0.32 14200
多種多様な加工を行うことができる汎用工具のため、工具数、工具交換時間および工具 63 - MH20-R063Q22-08M 6 - 22 52.3 40 1.2 1.5°0.9 0.41 13200
取扱い時間を低減します。 - - MH20-R063Q22-08H 7 22 52.3 40 1.2 1.5°0.9 0.40 13200
66 - MH20-R066Q22-08M 6 - 22 55.3 40 1.2 1.4°0.9 0.44 12800
■ポケット加工におけるコスト低減 - - MH20-R066Q22-08H 7 22 55.3 40 1.2 1.4°0.9 0.43 12800
1)
長い突き出し量での加工においても卓越した工具寿命を発揮し、ダウンタイム全体を短縮し、 使用回転数は、ホルダの最大回転数も考慮に入れてください。 注文例:MH20-R016A16-06L 2個
2) 各社メートルねじ式モジュラーシステムでご使用頂けます。
製造経済性を改善します。
2 3
Page4
CoroMill® MH20 CoroMill® MH20
CoroMill® MH20用チップ CoroMill® MH20切削条件
KRINS 15˚ 推奨送り
推奨送り(fz),mm/z
ISO 材種 0.1 0.2 0.3 0.35 0.45 0.50 0.55 0.6 0.7 0.8 0.9 1.0 1.3
E-L30
ISO S (TiAl6V4) E-L30
S30T, S40T, E-L50
GC2040 E-L50
★=推奨材種 ☆=補助材種
ISO S (Inconel) E-L50
鋼 E-L50
ステンレス鋼
推 E-L30
鋳鉄
奨 ISO M (316L) GC1040, GC2040, E-L30
非鉄 材 S30T, S40T E-L50
耐熱合金 種
高硬度鋼 E-L50
コーティング サーメット 超硬 寸法、 M-M20
mm
ISO P GC1130, GC4340 M-M20
M-M50
型 番 LE W1 S SSC REEQ MM50
06 MH20-060320E-L30 ● ● ● ● 4.5 6.3 3.4 06 2.0 M-M20
MH20-060320E-L50 ● ● ● ● 4.5 6.3 3.4 06 2.0 ISO H GC1010, GC1130 M-M20
MH20-060320M-M20 ● ● ● 4.5 6.3 3.4 06 2.0
中 MH20-060320M-M50 ● ● 4.5 6.3 3.4 06 2.0 ISO S (TiAl6V4) GC1130 M-M20 / M-M50
補 M-M20 / M-M50
08 MH20-080425E-L30 ● ● ● ● 5.9 8.3 4.03 08 2.5 助
MH20-080425E-L50 ● ● ● ● 5.9 8.3 4.03 08 2.5 材 ISO M (316L) GC1130, GC4340 M-M20 / M-M50
M-M20 / M-M50
MH20-080425M-M20 ● ● ● 5.9 8.3 4.03 08 2.5 種 M-M50
MH20-080425M-M50 ● ● 5.9 8.3 4.03 08 2.5 ISO H GC1130 M-M50
●=標準在庫 注文例:MH20-060320E-L30 10個
IC06 IC08 初回施行値
第一推奨チップ
推奨切削速度
加工タイプ チップブレーカ/材種 推奨切削速度(vc),m/min
ISO 材種 25 40 45 60 75 100 115 140 150 155 165 180 195 210 220 225 235 250 260 265
荒 M-M50*4340 E-L50*1040 E-L50*S30T S30T
ISO S (TiAl6V4) S40T
GC2040
S30T
中 M-M50*4340 E-L30*1040 E-L30*S30T M-M20*1010 ISO S (Inconel) S40T
推 GC2040
奨 GC1040
材
軽 M-M20*1130 E-L30*S30T E-L30*S30T M-M20*1010 種 GC2040
ISO M (316L)
S30T
S40T
P M K N S H GC1130
ISO P
GC4340
ISO H GC1010
ISO-S(耐熱合金)を除くすべての被削材は、ドライ加工での推奨となります。 ISO S (TiAl6V4) GC1130
補
ウェット加工ではPVD材種を検討する必要があります。 助 GC1130
材 ISO M (316L)
種 GC4340
ISO H GC1130
安全ゾーン $ エコノミーゾーン 生産性ゾーン
部品
① ② ③
チップサイズ DCX mm チップスクリュー ビット トルクレンチ1)
06 16-32 5513 020-48(0.9Nm) 5680 084-04(7IP) 5680 105-01
08 20 5513 020-04(1.4Nm) 5680 084-05(9IP) 5680 105-02
08 25-66 5513 020-64(2.0Nm) 5680 084-06(10IP) 5680 105-02
1) 別途注文品です。
4 5
4220
4330
4340
2030
2040
3330
3040
1010
1020
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
CD10
Page5
CoroMill® MH20 CoroMill® MH20
CoroMill® MH20用チップ CoroMill® MH20切削条件
KRINS 15˚ 推奨送り
推奨送り(fz),mm/z
ISO 材種 0.1 0.2 0.3 0.35 0.45 0.50 0.55 0.6 0.7 0.8 0.9 1.0 1.3
E-L30
ISO S (TiAl6V4) E-L30
S30T, S40T, E-L50
GC2040 E-L50
★=推奨材種 ☆=補助材種
ISO S (Inconel) E-L50
鋼 E-L50
ステンレス鋼
推 E-L30
鋳鉄
奨 ISO M (316L) GC1040, GC2040, E-L30
非鉄 材 S30T, S40T E-L50
耐熱合金 種
高硬度鋼 E-L50
コーティング サーメット 超硬 寸法、 M-M20
mm
ISO P GC1130, GC4340 M-M20
M-M50
型 番 LE W1 S SSC REEQ MM50
06 MH20-060320E-L30 ● ● ● ● 4.5 6.3 3.4 06 2.0 M-M20
MH20-060320E-L50 ● ● ● ● 4.5 6.3 3.4 06 2.0 ISO H GC1010, GC1130 M-M20
MH20-060320M-M20 ● ● ● 4.5 6.3 3.4 06 2.0
中 MH20-060320M-M50 ● ● 4.5 6.3 3.4 06 2.0 ISO S (TiAl6V4) GC1130 M-M20 / M-M50
補 M-M20 / M-M50
08 MH20-080425E-L30 ● ● ● ● 5.9 8.3 4.03 08 2.5 助
MH20-080425E-L50 ● ● ● ● 5.9 8.3 4.03 08 2.5 材 ISO M (316L) GC1130, GC4340 M-M20 / M-M50
M-M20 / M-M50
MH20-080425M-M20 ● ● ● 5.9 8.3 4.03 08 2.5 種 M-M50
MH20-080425M-M50 ● ● 5.9 8.3 4.03 08 2.5 ISO H GC1130 M-M50
●=標準在庫 注文例:MH20-060320E-L30 10個
IC06 IC08 初回施行値
第一推奨チップ
推奨切削速度
加工タイプ チップブレーカ/材種 推奨切削速度(vc),m/min
ISO 材種 25 40 45 60 75 100 115 140 150 155 165 180 195 210 220 225 235 250 260 265
荒 M-M50*4340 E-L50*1040 E-L50*S30T S30T
ISO S (TiAl6V4) S40T
GC2040
S30T
中 M-M50*4340 E-L30*1040 E-L30*S30T M-M20*1010 ISO S (Inconel) S40T
推 GC2040
奨 GC1040
材
軽 M-M20*1130 E-L30*S30T E-L30*S30T M-M20*1010 種 GC2040
ISO M (316L)
S30T
S40T
P M K N S H GC1130
ISO P
GC4340
ISO H GC1010
ISO-S(耐熱合金)を除くすべての被削材は、ドライ加工での推奨となります。 ISO S (TiAl6V4) GC1130
補
ウェット加工ではPVD材種を検討する必要があります。 助 GC1130
材 ISO M (316L)
種 GC4340
ISO H GC1130
安全ゾーン $ エコノミーゾーン 生産性ゾーン
部品
① ② ③
チップサイズ DCX mm チップスクリュー ビット トルクレンチ1)
06 16-32 5513 020-48(0.9Nm) 5680 084-04(7IP) 5680 105-01
08 20 5513 020-04(1.4Nm) 5680 084-05(9IP) 5680 105-02
08 25-66 5513 020-64(2.0Nm) 5680 084-06(10IP) 5680 105-02
1) 別途注文品です。
4 5
4220
4330
4340
2030
2040
3330
3040
1010
1020
1040
1130
K15W
K20D
K20W
S30T
S40T
530
H10
H10F
H13A
SM30
CD10
Page6
CoroMill® MH20 CoroMill® MH20
CoroMill® MH20加工 加工事例
ヘリカルランピング 加工事例 1 耐熱合金(ISO S) 工具寿命
IC06 チップ IC08 チップ 1.3倍UP!
加工部品:航空機の主翼サポート 加工内容:ポケット加工
ミリ Max ap 0.8 mm Max ap 1.2 mm 被 削 材:
カッター S4.3.Z.AN(Ti6Al4V) 機 械:立形マシニングセンタ、CAT40 BIG-PLUS®
(DCX) Max Max
ランピング角 Max D Flat min
m D Min Dm ランピング角 Max D Flat min
m Min Dm CoroMill® 415 CoroMill® MH20 CoroMill® 415 CoroMill® MH20
(RMPX) m (RMPX) Dm
工 具 415-016A12-05H、zn:3 MH20-AR016O16-06L、zn:2
16 9.5° 32.0 23.6 22.6 チップ 415N-050212E-M30 S30T M20-060320E-L30 S30T
20 5.8° 40.0 31.6 30.6 9.6° 40.0 29.4 27.9 工具突出し量(mm) 40 40
25 3.7° 50.0 41.6 40.6 5.7° 50.0 39.4 37.9 切削速度 vc(m/min) 69 69
32 3.6° 64.0 53.4 51.9 回転数 n(rpm)
2.5° 1000 1000
40 80.0 69.4 67.9
50 1.7° 100.0 89.4 87.9 刃当り送り fz(mm) 0.51 0.51
52 1.6° 104.0 93.4 91.9 テーブル送り vf(mm/min) 1530 1016
54 1.5° 108.0 97.4 95.9 軸方向切込み ap(mm) 0.8 0.8
63 1.1° 126.0 115.4 113.9 径方向切込み ae(mm) 16 15.8
2 1/2 1.1° 127.0 116.4 114.9 工具寿命(分) 49 64.5
66 1.0° 132.0 121.4 119.9
加工事例 2 ステンレス鋼(ISO M) 加工後のチップのプランジミリング
加工部品:食品加工機械部品 加工内容:側面および正面フライス加工 異常摩耗なし突出し L ≤ 3×D 被 削 材:M1.0.Z.AQ(AISI 304) 機 械:複合NC旋盤、Coromant Capto® C6
競合他社 CoroMill® MH20 競合他社 CoroMill® MH20
工 具 DCX:25mm、zn:4 MH20-025A25-06H、zn:4
チップ - MH20-06 03 20E-L30 1040
工具突出し量(mm) チャック+70=160 チャック+90=180
切削速度 vc(m/min) 120 120
S 回転数 n(rpm) 1530 1530
0.75 x DCX 刃当り送り fz(mm) 0.85 0.85
Sは20mm未満にしてください テーブル送り vf(mm/min) 5200 5200
軸方向切込み ap(mm) 0.75 0.75
IC Max ae, mm 送り, mm/z 径方向切込み ae(mm) 20 20
06 4 0.10 (0.05–0.15) 工具寿命(分) 3部品/49.5分 3部品/49.5分
08 5.5 0.12 (0.05–0.15)
加工事例 3 鋼材(ISO P) 生産性1.2倍!
突出し L ≥ 3×D 加工部品:軸 加工内容: 深溝および突切り
被 削 材:P2.1.Z.AN(30CrMnSiNi2A)、非焼入れ 機 械: 立形マシニングセンタ、BT50
競合他社 CoroMill® MH20 競合他社 CoroMill® MH20
工 具 DCX:25 mm、zn:3 MH20-R025A25-08M、zn:3
チップ - MH20-08 04 25M-M50 4340
工具突出し量(mm) チャック+122 チャック+110
S 切削速度 vc(m/min) 142 142
0.5 x DCX 回転数 n(rpm) 1800 1800
Sは20mm未満にしてください 刃当り送り fz(mm) 0.426 0.481
テーブル送り vf(mm/min) 2300 2600
IC Max ae, mm 送り, mm/z 軸方向切込み ap(mm) 0.5 0.5
径方向切込み ae(mm) 25 25
06 4 0.08 工具寿命(分) 1部品/348分 1部品/308分
08 5.5 0.1
6 7
Page7
CoroMill® MH20 CoroMill® MH20
CoroMill® MH20加工 加工事例
ヘリカルランピング 加工事例 1 耐熱合金(ISO S) 工具寿命
IC06 チップ IC08 チップ 1.3倍UP!
加工部品:航空機の主翼サポート 加工内容:ポケット加工
ミリ Max ap 0.8 mm Max ap 1.2 mm 被 削 材:
カッター S4.3.Z.AN(Ti6Al4V) 機 械:立形マシニングセンタ、CAT40 BIG-PLUS®
(DCX) Max Max
ランピング角 Max D Flat min
m D Min Dm ランピング角 Max D Flat min
m Min Dm CoroMill® 415 CoroMill® MH20 CoroMill® 415 CoroMill® MH20
(RMPX) m (RMPX) Dm
工 具 415-016A12-05H、zn:3 MH20-AR016O16-06L、zn:2
16 9.5° 32.0 23.6 22.6 チップ 415N-050212E-M30 S30T M20-060320E-L30 S30T
20 5.8° 40.0 31.6 30.6 9.6° 40.0 29.4 27.9 工具突出し量(mm) 40 40
25 3.7° 50.0 41.6 40.6 5.7° 50.0 39.4 37.9 切削速度 vc(m/min) 69 69
32 3.6° 64.0 53.4 51.9 回転数 n(rpm)
2.5° 1000 1000
40 80.0 69.4 67.9
50 1.7° 100.0 89.4 87.9 刃当り送り fz(mm) 0.51 0.51
52 1.6° 104.0 93.4 91.9 テーブル送り vf(mm/min) 1530 1016
54 1.5° 108.0 97.4 95.9 軸方向切込み ap(mm) 0.8 0.8
63 1.1° 126.0 115.4 113.9 径方向切込み ae(mm) 16 15.8
2 1/2 1.1° 127.0 116.4 114.9 工具寿命(分) 49 64.5
66 1.0° 132.0 121.4 119.9
加工事例 2 ステンレス鋼(ISO M) 加工後のチップのプランジミリング
加工部品:食品加工機械部品 加工内容:側面および正面フライス加工 異常摩耗なし突出し L ≤ 3×D 被 削 材:M1.0.Z.AQ(AISI 304) 機 械:複合NC旋盤、Coromant Capto® C6
競合他社 CoroMill® MH20 競合他社 CoroMill® MH20
工 具 DCX:25mm、zn:4 MH20-025A25-06H、zn:4
チップ - MH20-06 03 20E-L30 1040
工具突出し量(mm) チャック+70=160 チャック+90=180
切削速度 vc(m/min) 120 120
S 回転数 n(rpm) 1530 1530
0.75 x DCX 刃当り送り fz(mm) 0.85 0.85
Sは20mm未満にしてください テーブル送り vf(mm/min) 5200 5200
軸方向切込み ap(mm) 0.75 0.75
IC Max ae, mm 送り, mm/z 径方向切込み ae(mm) 20 20
06 4 0.10 (0.05–0.15) 工具寿命(分) 3部品/49.5分 3部品/49.5分
08 5.5 0.12 (0.05–0.15)
加工事例 3 鋼材(ISO P) 生産性1.2倍!
突出し L ≥ 3×D 加工部品:軸 加工内容: 深溝および突切り
被 削 材:P2.1.Z.AN(30CrMnSiNi2A)、非焼入れ 機 械: 立形マシニングセンタ、BT50
競合他社 CoroMill® MH20 競合他社 CoroMill® MH20
工 具 DCX:25 mm、zn:3 MH20-R025A25-08M、zn:3
チップ - MH20-08 04 25M-M50 4340
工具突出し量(mm) チャック+122 チャック+110
S 切削速度 vc(m/min) 142 142
0.5 x DCX 回転数 n(rpm) 1800 1800
Sは20mm未満にしてください 刃当り送り fz(mm) 0.426 0.481
テーブル送り vf(mm/min) 2300 2600
IC Max ae, mm 送り, mm/z 軸方向切込み ap(mm) 0.5 0.5
径方向切込み ae(mm) 25 25
06 4 0.08 工具寿命(分) 1部品/348分 1部品/308分
08 5.5 0.1
6 7
Page8
CoroMill® MH20
加工動画
鋼材高送り加工 航空機フレーム加工 ターンミル、ポケット加工
デジタルセルフサービス
アカウント登録頂くと下記のデジタルサービスがご利用頂けます。
ご登録は下記URLまたはQRコードから Eメールとパスワードを
https://www.sandvik.coromant.com/login 入力するだけの簡単登録!
①図面ダウンロード ②テーラーメードウェブ
各製品ページから全製品の2D(DXF)と3D(STP)図面デー オンライン上で標準品をベースにカタログにない形状・寸法
タの取得が可能です。 の工具をオンライン上で設計し、型番取得や2D/3D CADデー
取得したデータを使って工具の干渉を確認することが可能 タをその場で出力することが可能です。
です。
https://www.sandvik.coromant.com/ja-jp/
products/pages/customized-tools.aspx
③CoroPlusⓇ ツールパス ④Eラーニング
CoroPlus®ツールパスは、特殊な工具の動きを要する工具向 加工技術が学べる無料のEラーニングです。
けの専用ツールパス作成ソフトです。 9つの章に75のコースが集約されています。
https://www.sandvik.coromant.com/ja-jp/ https://www.sandvik.coromant.com/ja-jp/
products/coroplus-toolpath/pages/default.aspx services/education/pages/e-learning.aspx
安全について ニュースレター 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、新しいソリューション・技術情報など
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 いち早くお届けします。サンドビックコロマントの
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 ホームページからご登録ください。
TEL:052-456-4465 E-mail: jp.coromant@sandvik.com
サンドビック株式会社 コロマントカンパニー
www.sandvik.coromant.com
CM-097J/R4 24.04 6M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。