



最新材種GC4405が新しく新導入!! より安定した加工状況下で高い切りくず排出量を実現する最適化材種
単一方向に密集した結晶が切削領域に対して強力な耐熱バリアを形成するInveio® コーティングをさらに改良した次世代のInveio® コーティングを採用。さらなる結晶配向性の改善で飛躍的に向上した耐熱性と耐摩耗性により究極の鋼加工を実現します。
関連メディア
このカタログについて
| ドキュメント名 | 究極の鋼加工の実現!鋼旋削加工用材種GC4400シリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 8.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
GC4400シリーズ 旋削工具カタログ
CT-100J
究極の鋼加工の実現
NEW
最新材種GC4405が新しく新導入!!
より安定した加工状況下で高い切りくず排出量を実現する最適化材種
GC4405:136品目導入
●次世代のInveio®(インヴェイオ)コーティング
●寿命ばらつきの低減で信頼性アップ!
●塑性変形に強くじん性も併せ持つ新母材
Page2
GC4400シリーズ
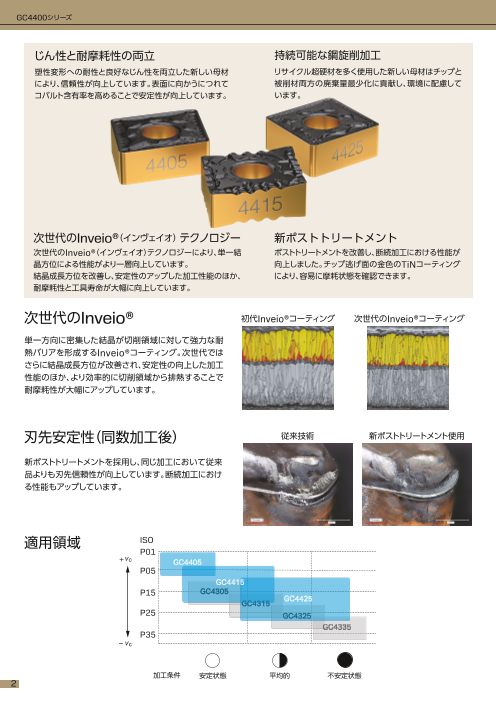
じん性と耐摩耗性の両立 持続可能な鋼旋削加工 用途 GC4425 ・ほとんどの鋼旋削加工に対応
鋼旋削加工での第一推奨 ・荒加工~仕上げ加工
塑性変形への耐性と良好なじん性を両立した新しい母材 リサイクル超硬材を多く使用した新しい母材はチップと ・連続切削および断続切削
・ドライ加工およびウェット加工
により、信頼性が向上しています。表面に向かうにつれて 被削材両方の廃棄量最少化に貢献し、環境に配慮して
コバルト含有率を高めることで安定性が向上しています。 います。 GC4415 ・高い切削速度 幅広い加工領域に対応:
さらに耐熱性が必要な ・接触時間の長い加工 ・荒加工~仕上げ加工
加工に最適な材種 ・硬い被削材 ・連続~軽断続加工
・ドライ加工およびウェット加工
GC4405 ・高い切削速度
NEW 安定した加工状態で ・高い切りくず排出量Q=Vc*ap*fn>200cm3/min以上
【例】切削速度Vc=250m/min、送りfn=0.4mm/rev、切りこみ3mm➡Q=200cm3
GC4415よりさらに /min
高生産性向け最適化材種 ・荒~中仕上げ加工
・接触時間の長い加工
・加工時間・接触時間の長い加工
・連続加工
・ドライおよびウエット加工
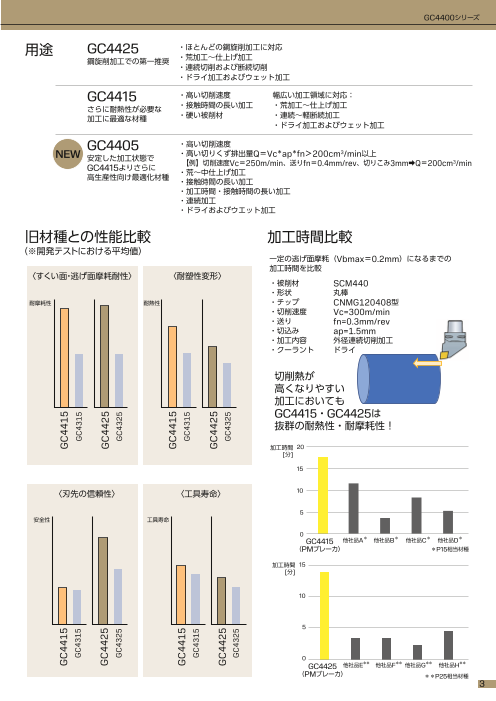
次世代のInveio®(インヴェイオ) テクノロジー 新ポストトリートメント 旧材種との性能比較 加工時間比較
次世代のInveio®(インヴェイオ)テクノロジーにより、単一結 ポストトリートメントを改善し、断続加工における性能が ( ※開発テストにおける平均値)
晶方位による性能がより一層向上しています。 向上しました。チップ逃げ面の金色のTiNコーティング
一定の逃げ面摩耗(Vbmax=0.2mm)になるまでの
加工時間を比較
結晶成長方位を改善し、安定性のアップした加工性能のほか、 により、容易に摩耗状態を確認できます。 〈すくい面・逃げ面摩耗耐性〉 〈耐塑性変形〉
耐摩耗性と工具寿命が大幅に向上しています。 ・被削材 SCM440
・形状 丸棒
耐摩耗性 耐熱性 ・チップ CNMG120408型
次世代のInveio® ・切削速度 Vc=300m/min
初代Inveio®コーティング 次世代のInveio®コーティング ・送り fn=0.3mm/rev
・切込み ap=1.5mm
単一方向に密集した結晶が切削領域に対して強力な耐 ・加工内容 外径連続切削加工
熱バリアを形成するInveio®コーティング。次世代では ・クーラント ドライ
さらに結晶成長方位が改善され、安定性の向上した加工
性能のほか、より効率的に切削領域から排熱することで 切削熱が
耐摩耗性が大幅にアップしています。 高くなりやすい
加工においても
GC4415・GC4425は
抜群の耐熱性・耐摩耗性!
刃先安定性(同数加工後) 従来技術 新ポストトリートメント使用
加工時間 20
[分]
新ポストトリートメントを採用し、同じ加工において従来
15
品よりも刃先信頼性が向上しています。断続加工におけ
る性能もアップしています。
〈刃先の信頼性〉 〈工具寿命〉 10
5
安全性 工具寿命
0
適用領域 ISO GC4415 他社品A* 他社品B* 他社品C* 他社品D*
P01 (PMブレーカ) *P15相当材種
加工時間 15
P05 [分]
P15 10
P25
5
P35
0
GC4425 他社品E** 他社品F** 他社品G** 他社品H**
加工条件 安定状態 平均的 不安定状態 (PMブレーカ) **P25相当材種
2
GC4415 GC4415
GC4315 GC4315
GC4425 GC4425
GC4325 GC4325
GC4415
GC4415 GC4315
GC4315
GC4425
GC4425 GC4325
GC4325
Page3
GC4400シリーズ
じん性と耐摩耗性の両立 持続可能な鋼旋削加工 用途 GC4425 ・ほとんどの鋼旋削加工に対応
鋼旋削加工での第一推奨 ・荒加工~仕上げ加工
塑性変形への耐性と良好なじん性を両立した新しい母材 リサイクル超硬材を多く使用した新しい母材はチップと ・連続切削および断続切削
・ドライ加工およびウェット加工
により、信頼性が向上しています。表面に向かうにつれて 被削材両方の廃棄量最少化に貢献し、環境に配慮して
コバルト含有率を高めることで安定性が向上しています。 います。 GC4415 ・高い切削速度 幅広い加工領域に対応:
さらに耐熱性が必要な ・接触時間の長い加工 ・荒加工~仕上げ加工
加工に最適な材種 ・硬い被削材 ・連続~軽断続加工
・ドライ加工およびウェット加工
GC4405 ・高い切削速度
NEW 安定した加工状態で ・高い切りくず排出量Q=Vc*ap*fn>200cm3/min以上
【例】切削速度Vc=250m/min、送りfn=0.4mm/rev、切りこみ3mm➡Q=200cm3
GC4415よりさらに /min
高生産性向け最適化材種 ・荒~中仕上げ加工
・接触時間の長い加工
・加工時間・接触時間の長い加工
・連続加工
・ドライおよびウエット加工
次世代のInveio®(インヴェイオ) テクノロジー 新ポストトリートメント 旧材種との性能比較 加工時間比較
次世代のInveio®(インヴェイオ)テクノロジーにより、単一結 ポストトリートメントを改善し、断続加工における性能が ( ※開発テストにおける平均値)
晶方位による性能がより一層向上しています。 向上しました。チップ逃げ面の金色のTiNコーティング
一定の逃げ面摩耗(Vbmax=0.2mm)になるまでの
加工時間を比較
結晶成長方位を改善し、安定性のアップした加工性能のほか、 により、容易に摩耗状態を確認できます。 〈すくい面・逃げ面摩耗耐性〉 〈耐塑性変形〉
耐摩耗性と工具寿命が大幅に向上しています。 ・被削材 SCM440
・形状 丸棒
耐摩耗性 耐熱性 ・チップ CNMG120408型
次世代のInveio® ・切削速度 Vc=300m/min
初代Inveio®コーティング 次世代のInveio®コーティング ・送り fn=0.3mm/rev
・切込み ap=1.5mm
単一方向に密集した結晶が切削領域に対して強力な耐 ・加工内容 外径連続切削加工
熱バリアを形成するInveio®コーティング。次世代では ・クーラント ドライ
さらに結晶成長方位が改善され、安定性の向上した加工
性能のほか、より効率的に切削領域から排熱することで 切削熱が
耐摩耗性が大幅にアップしています。 高くなりやすい
加工においても
GC4415・GC4425は
抜群の耐熱性・耐摩耗性!
刃先安定性(同数加工後) 従来技術 新ポストトリートメント使用
加工時間 20
[分]
新ポストトリートメントを採用し、同じ加工において従来
15
品よりも刃先信頼性が向上しています。断続加工におけ
る性能もアップしています。
〈刃先の信頼性〉 〈工具寿命〉 10
5
安全性 工具寿命
0
適用領域 ISO GC4415 他社品A* 他社品B* 他社品C* 他社品D*
P01 (PMブレーカ) *P15相当材種
加工時間 15
P05 [分]
P15 10
P25
5
P35
0
GC4425 他社品E** 他社品F** 他社品G** 他社品H**
加工条件 安定状態 平均的 不安定状態 (PMブレーカ) **P25相当材種
3
GC4415 GC4415
GC4315 GC4315
GC4425 GC4425
GC4325 GC4325
GC4415
GC4415 GC4315
GC4315
GC4425
GC4425 GC4325
GC4325
Page4
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
コンセプトチップ CoroTurn®Prime ネガ・チップ T-Max P ネガ・チップ T-Max P
刃先角度35° ひし形80° ひし形80°
L3 CP-A1108-L3 ● ● WF CNMG 09 03 08-WF ● PMC CNMG 12 04 04-PMC ●
CNMG 12 04 04-WF ● ● CNMG 12 04 08-PMC ● ●
CNMG 12 04 08-WF ● ● CNMG 12 04 12-PMC ● ●
CNMG 12 04 12-WF ● ● CNMG 16 06 08-PMC ●
L3WX CP-A1108-L3WX ● ● PF CNMG 09 03 04-PF ● ● CNMG 16 06 12-PMC ● ●
CNMG 09 03 08-PF ● ● WM CNMG 12 04 08-WM ● ● ●
CNMG 12 04 04-PF ● ● CNMG 12 04 12-WM ● ● ●
仕
上 CNMG 12 04 08-PF ● ● CNMG 16 06 08-WM ● ●
げ L5 CP-A1104-L5 ● ● CNMG 12 04 12-PF ● ● CNMG 16 06 12-WM ● ●
CP-A1108-L5 ● ● CNMU 12 04 08-PF※ ● WMX CNMG 12 04 08-WMX ● ● ●
PF CNMX 19 11 40-PF ● CNMG 12 04 12-WMX ● ● ●
CNMG 16 06 08-WMX ● ● ●
L5W CP-A1108-L5W ● ● CNMG 16 06 12-WMX ● ● ●
PM CNMG 09 03 04-PM ● ●
仕
上 MF CNMG 12 04 04-MF ● ● CNMG 09 03 08-PM ● ●
げ CNMG 12 04 08-MF ● ● CNMG 12 04 04-PM ● ●
刃先角度80° CNMG 12 04 12-MF ● ● CNMG 12 04 08-PM ● ● ●
L4 CP-B1208D-L4 ● ● CNMG 12 04 16-MF ● CNMG 12 04 12-PM ● ● ●
LC CNMG 12 04 04-LC ● ● CNMG 12 04 16-PM ● ● ●
CNMG 12 04 08-LC ● ● CNMG 16 06 08-PM ● ●
CNMG 16 06 12-PM ● ● ●
L4W CP-B1208D-L4W ● ● CNMG 16 06 16-PM ● ●
WL CNMG 12 04 04-WL ● ● CNMG 19 06 08-PM ● ●
CNMG 12 04 08-WL ● ● CNMG 19 06 12-PM ● ●
CNMG 19 06 16-PM ● ●
M5 CP-B1208D-M5 ● ● 中 CNMU 12 04-12-PM※ ● ●
XF CNMG 12 04 04-XF ● ● CNMU 12 06-12-PM ● ●
CNMG 12 04 08-XF ● ● QM CNMG 09 03 04-QM ● ●
中
〜 CNMG 09 03 08-QM ● ● ●
荒 M5W CP-B1208D-M5W ● ● CNMG 12 04 04-QM ● ●
※ ターンターンブローチ用チップです。このチップはスクリュー CNMG 12 04 08-QM ● ● ●
クランプ用ですので、ご注意ください。 CNMG 12 04 12-QM ● ● ●
CNMG 12 04 16-QM ● ● ●
M7 CP-B1208D-M7 ● ● CNMG 16 06 04-QM ● ●
CP-B1216D-M7 ● ● CNMG 16 06 08-QM ● ●
CNMG 16 06 12-QM ● ● ●
CNMG 16 06 16-QM ● ● ●
M7W CP-B1208D-M7W ● ● CNMG 19 06 04-QM ● ●
CNMG 19 06 08-QM ● ●
CNMG 19 06 12-QM ● ● ●
CNMG 19 06 16-QM ● ● ●
コンセプトチップ CoroTurn®300※ CNMU 12 04 12-QM ● ●
刃先角度80° HM CNMG 16 06 12-HM ● ● ●
L4 3-80-101104-8-L4 ● ● CNMG 16 06 16-HM ● ● ●
中 3-80-101108-8-L4 ● ● CNMG 19 06 12-HM ● ● ●
3-80-101112-8-L4 ● ● CNMG 19 06 16-HM ● ● ●
CNMG 19 06 24-HM ● ● ●
M5 3-80-101108-8-M5 ● ● XM CNMG 12 04 04-XM ●
3-80-101112-8-M5 ● ● CNMG 12 04 08-XM ● ●
CNMG 12 04 12-XM ● ●
中
荒 M5W 3-80-101108-8-M5W ● ● ※ ターンターンブローチ用チップです。このチップはスクリュー
3-80-101112-8-M5W ● ● クランプ用ですので、ご注意ください。
※CoroTurn®300チップは外観全て黒色となります。
4
4405
4415
4425
4405
4415
4425
4405
4415
4425
Page5
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
ネガ・チップ T-Max P ネガ・チップ T-Max P ネガ・チップ T-Max P
ひし形80° ひし形55° ひし形55°
WR(片面) CNMM 12 04 08-WR ● ● WF DNMX 11 04 04-WF ● ● PMC DNMG 11 04 04-PMC ● ●
CNMM 12 04 16-WR ● DNMX 11 04 08-WF ● ● DNMG 11 04 08-PMC ●
CNMM 16 06 12-WR ● DNMX 15 04 04-WF ● ● DNMG 15 04 04-PMC ●
CNMM 16 06 16-WR ● DNMX 15 04 08-WF ● ● DNMG 15 04 08-PMC ● ●
CNMM 19 06 16-WR ● ● DNMX 15 04 12-WF ● DNMG 15 06 04-PMC ● ●
PR CNMG 12 04 08-PR ● ● ● DNMX 15 06 04-WF ● ● DNMG 15 06 08-PMC ● ●
CNMG 12 04 12-PR ● ● ● DNMX 15 06 08-WF ● ● DNMG 15 06 12-PMC ● ●
CNMG 12 04 16-PR ● ● ● DNMX 15 06 12-WF ● ● WM DNMX 11 04 08-WM ● ● ●
CNMG 16 06 08-PR ● ● PF DNMG 11 04 04-PF ● ● DNMX 11 04 12-WM ● ● ●
CNMG 16 06 12-PR ● ● ● DNMG 11 04 08-PF ● ● DNMX 15 04 08-WM ● ●
CNMG 16 06 16-PR ● ● ● DNMG 11 04 12-PF ● ● DNMX 15 04 12-WM ● ● ●
CNMG 16 06 24-PR ● ● ● DNMG 15 04 04-PF ● ● DNMX 15 04 16-WM ● ●
CNMG 19 06 08-PR ● ● DNMG 15 04 08-PF ● ● DNMX 15 06 08-WM ● ● ●
CNMG 19 06 12-PR ● ● ● DNMG 15 04 12-PF ● ● DNMX 15 06 12-WM ● ● ●
CNMG 19 06 16-PR ● ● ● DNMG 15 06 04-PF ● ● DNMX 15 06 16-WM ● ●
CNMG 19 06 24-PR ● ● DNMG 15 06 08-PF ● ● WMX DNMX 15 04 08-WMX ● ● ●
CNMG 25 09 24-PR ● DNMG 15 06 12-PF ● ● DNMX 15 04 12-WMX ● ●
CNMU 12 04 16-PR※ ● MF DNMG 11 04 04-MF ● DNMX 15 04 16-WMX ●
CNMU 12 06 16-PR※ ● DNMG 11 04 08-MF ● ● DNMX 15 06 08-WMX ● ● ●
PR(片面) CNMM 12 04 08-PR ● ● ● DNMG 11 04 12-MF ● DNMX 15 06 12-WMX ● ● ●
CNMM 12 04 12-PR ● ● ● DNMG 15 04 04-MF ● ● DNMX 15 06 16-WMX ● ● ●
CNMM 12 04 16-PR ● ● ● 仕 DNMG 15 04 08-MF ● ● PM DNMG 11 04 04-PM ● ●
CNMM 16 06 08-PR ● ● 上 DNMG 15 04 12-MF ● 中 DNMG 11 04 08-PM ● ● ●
CNMM 16 06 12-PR ● ● ● げ DNMG 15 04 16-MF ● DNMG 11 04 12-PM ● ● ●
CNMM 16 06 16-PR ● ● ● DNMG 15 06 04-MF ● ● DNMG 15 04 04-PM ● ●
CNMM 19 06 12-PR ● ● ● DNMG 15 06 08-MF ● ● DNMG 15 04 08-PM ● ● ●
CNMM 19 06 16-PR ● ● ● DNMG 15 06 12-MF ● ● DNMG 15 04 12-PM ● ● ●
CNMM 19 06 24-PR ● ● ● LC DNMG 11 04 04-LC ● DNMG 15 06 04-PM ● ●
荒 QR(片面) CNMM 12 04 08-QR ● ● DNMG 11 04 08-LC ● ● DNMG 15 06 08-PM ● ● ●
CNMM 12 04 12-QR ● ● ● DNMG 15 04 04-LC ● ● DNMG 15 06 12-PM ● ● ●
CNMM 12 04 16-QR ● ● DNMG 15 04 08-LC ● ● DNMG 15 06 16-PM ● ● ●
CNMM 16 06 08-QR ● DNMG 15 06 04-LC ● QM DNMG 11 04 04-QM ●
CNMM 16 06 12-QR ● ● ● DNMG 15 06 08-LC ● ● DNMG 11 04 08-QM ●
CNMM 16 06 16-QR ● ● ● R/L -K DNMG 15 04 04L-K ● DNMG 11 04 12-QM ● ●
CNMM 16 06 24-QR ● ● DNMG 15 04 04R-K ● ● DNMG 15 04 08-QM ● ● ●
CNMM 19 06 08-QR ● DNMG 15 04 08L-K ● DNMG 15 04 12-QM ● ●
CNMM 19 06 12-QR ● ● DNMG 15 04 08R-K ● ● DNMG 15 06 04-QM ● ●
CNMM 19 06 16-QR ● ● DNMG 15 06 04L-K ● ● DNMG 15 06 08-QM ● ● ●
CNMM 19 06 24-QR ● ● ● DNMG 15 06 04R-K ● ● DNMG 15 06 12-QM ● ● ●
CNMM 25 09 24-QR ● DNMG 15 06 08L-K ● ● DNMG 15 06 16-QM ● ● ●
HR(片面) CNMM 19 06 16-HR ● ● DNMG 15 06 08R-K ● ● XM DNMG 15 04 04-XM ●
CNMM 19 06 24-HR ● ● XF DNMG 15 04 04-XF ● DNMG 15 04 08-XM ● ●
CNMM 25 09 24-HR ● DNMG 15 04 08-XF ● ● DNMG 15 06 04-XM ●
CNMM 25 09 32-HR ● DNMG 15 06 04-XF ● DNMG 15 06 08-XM ● ●
MR CNMG 12 04 08-MR ● ● ● DNMG 15 06 08-XF ● DNMG 15 06 12-XM ● ●
CNMG 12 04 12-MR ● ● ●
CNMG 12 04 16-MR ● ● ●
CNMG 16 06 08-MR ● ● ●
CNMG 16 06 12-MR ● ● ●
CNMG 16 06 16-MR ● ● ●
CNMG 19 06 08-MR ● ●
CNMG 19 06 12-MR ● ●
CNMG 19 06 16-MR ● ● ●
XMR CNMG 12 04 08-XMR ● ●
CNMG 12 04 12-XMR ● ●
CNMG 12 04 16-XMR ●
CNMG 16 06 12-XMR ● ●
CNMG 16 06 16-XMR ●
※ ターンターンブローチ用チップです。このチップはスクリュー
クランプ用ですので、ご注意ください。
5
4405
4415
4425
4405
4415
4425
4405
4415
4425
Page6
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
ネガ・チップ T-Max P ネガ・チップ T-Max P ネガ・チップ T-Max P
ひし形55° 正方形90° 正方形90°
PR DNMG 15 04 08-PR ● ● ● PF SNMG 12 04 08-PF ● ● PR SNMG 12 04 08-PR ● ● ●
DNMG 15 04 12-PR ● ● ● SNMG 12 04 12-PF ● ● SNMG 12 04 12-PR ● ● ●
DNMG 15 04 16-PR ● ● ● SNMG 12 04 16-PR ● ● ●
DNMG 15 06 08-PR ● ● ● 仕 SNMG 15 06 08-PR ● ●
DNMG 15 06 12-PR ● ● ● 上
げ MF SNMG 12 04 08-MF ● ● SNMG 15 06 12-PR ● ●
DNMG 15 06 16-PR ● ● ● SNMG 12 04 12-MF ● ● SNMG 15 06 16-PR ● ●
DNMG 19 06 08-PR ● ● SNMG 15 06 24-PR ● ●
DNMG 19 06 12-PR ● ● SNMG 19 06 08-PR ● ●
PR(片面) DNMM 15 06 08-PR ● ● PMC SNMG 12 04 12-PMC ● SNMG 19 06 12-PR ● ●
DNMM 15 06 12-PR ● ● ● SNMG 19 06 16-PR ● ● ●
DNMM 15 06 16-PR ● ● ● SNMG 19 06 24-PR ● ●
SNMG 25 07 16-PR ●
荒 QR(片面) DNMM 15 04 12-QR ●
DNMM 15 06 08-QR ● ● PM SNMG 09 03 04-PM ● ● SNMG 25 07 24-PR ●
SNMG 09 03 08-PM ● ● SNMG 25 09 24-PR ●
DNMM 15 06 12-QR ● ●
DNMM 15 06 16-QR ● SNMG 12 04 04-PM ● ● PR(片面) SNMM 12 04 08-PR ● ●
SNMG 12 04 08-PM ● ● ● SNMM 12 04 12-PR ● ●
MR DNMG 15 04 08-MR ● ●
DNMG 15 04 12-MR ● SNMG 12 04 12-PM ● ● ● SNMM 15 06 12-PR ● ●
SNMG 12 04 16-PM ● ● SNMM 15 06 16-PR ● ● ●
DNMG 15 06 08-MR ● ●
DNMG 15 06 12-MR ● ● ● SNMG 15 06 12-PM ● ● ● SNMM 19 06 12-PR ● ●
SNMG 15 06 16-PM ● ● SNMM 19 06 16-PR ● ● ●
DNMG 15 06 16-MR ● ● ●
XMR DNMG 15 06 12-XMR ● ● QM SNMG 09 03 04-QM ● SNMM 19 06 24-PR ● ● ●
SNMG 09 03 08-QM ● ● QR(片面) SNMM 12 04 08-QR ●
SNMG 12 04 04-QM ● SNMM 12 04 12-QR ●
SNMG 12 04 08-QM ● ● ● SNMM 12 04 16-QR ●
丸チップ
SNMG 12 04 12-QM ● ● ● SNMM 15 06 12-QR ●
SNMG 12 04 16-QM ● ● SNMM 15 06 16-QR ●
RC(ポジ) RCMX 10 03 00 ● ● SNMM 15 06 24-QR ●
RCMX 12 04 00 ● ● 中 SNMG 15 06 08-QM ● 荒
RCMX 16 06 00 ● ● SNMG 15 06 12-QM ● ● SNMM 19 06 08-QR ●
SNMG 15 06 16-QM ● SNMM 19 06 12-QR ● ●
RCMX 20 06 00 ●
RCMX 25 07 00 ● SNMG 19 06 08-QM ● SNMM 19 06 16-QR ● ●
SNMG 19 06 12-QM ● ● SNMM 19 06 24-QR ●
中 RCMX 32 09 00 ● ●
RN RNMG 09 03 00 ● SNMG 19 06 16-QM ● ● SNMM 25 07 24-QR ●
HM SNMG 15 06 12-HM ● ● ● HR(片面) SNMM 19 06 16-HR ● ●
RNMG 12 04 00 ● ● ●
RNMG 15 06 00 ● ● ● SNMG 15 06 16-HM ● ● SNMM 19 06 24-HR ●
SNMG 19 06 12-HM ● ● ● SNMM 25 07 24-HR ●
RNMG 19 06 00 ●
RNMG 25 09 00 ● SNMG 19 06 16-HM ● ● ● SNMM 25 07 32-HR ●
SNMG 19 06 24-HM ● ● SNMM 25 09 24-HR ●
SNMG 25 09 24-HM ● SNMM 25 09 32-HR ●
XM SNMG 12 04 08-XM ● MR(片面) SNMM 25 07 24-MR ● ●
SNMG 12 04 12-XM ●
KM SNMU 12 04 16-KM※ ● MR SNMG 12 04 08-MR ● ●
SNMG 12 04 12-MR ● ● ●
SNMG 12 04 16-MR ● ● ●
SNMG 15 06 12-MR ● ● ●
※ ターンターンブローチ用チップです。このチップはスクリュー SNMG 15 06 16-MR ● ●
クランプ用ですので、ご注意ください。 SNMG 19 06 08-MR ●
SNMG 19 06 12-MR ● ●
SNMG 19 06 16-MR ● ●
XMR SNMG 12 04 08-XMR ●
SNMG 12 04 12-XMR ● ●
6
4405
4415
4425
4405
4415
4425
4405
4415
4425
Page7
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
ネガ・チップ T-Max P ネガ・チップ T-Max P ネガ・チップ T-Max P
三角形60° 三角形60° 六角形80°
PF TNMG 16 04 04-PF ● ● XMR TNMG 16 04 08-XMR ● ● WF WNMG 06 04 04-WF ● ●
TNMG 16 04 08-PF ● ● WNMG 06 04 08-WF ● ●
TNMG 16 04 12-PF ● ● WNMG 08 04 04-WF ● ●
TNMU 16 04 08-PF ● WNMG 08 04 08-WF ● ●
TNMG 22 04 08-PF ● ● WR TNMX 22 04 12-WR ● WNMG 08 04 12-WF ● ●
TNMG 22 04 12-PF ● ● TNMX 22 04 16-WR ● PF WNMG 06 04 04-PF ● ●
MF TNMG 11 03 02-MF ● ● WNMG 06 04 08-PF ● ●
TNMG 11 03 04-MF ● ● WNMG 06 04 12-PF ●
TNMG 11 03 08-MF ● ● PR TNMG 16 04 08-PR ● ● ● WNMG 08 04 04-PF ● ●
TNMG 11 03 12-MF ● TNMG 16 04 12-PR ● ● ● WNMG 08 04 08-PF ● ●
TNMG 16 04 04-MF ● ● TNMG 22 04 08-PR ● ● WNMG 08 04 12-PF ● ●
TNMG 16 04 08-MF ● ● TNMG 22 04 12-PR ● ● MF WNMG 06 04 04-MF ●
TNMG 16 04 12-MF ● ● TNMG 22 04 16-PR ● ● 仕 WNMG 06 04 08-MF ●
TNMG 16 04 16-MF ● ● TNMG 27 06 08-PR ● ● 上 WNMG 08 04 04-MF ●
TNMG 22 04 04-MF ● TNMG 27 06 12-PR ● ● げ WNMG 08 04 08-MF ●
仕 TNMG 22 04 08-MF ● ● TNMG 27 06 16-PR ● ● LC WNMG 06 04 04-LC ●
上 TNMG 22 04 12-MF ● ● TNMG 33 07 16-PR ● WNMG 06 04 08-LC ● ●
げ LC TNMG 16 04 04-LC ● ● TNMG 33 09 24-PR ● ● WNMG 08 04 08-LC ● ●
TNMG 16 04 08-LC ● ● PR(片面) TNMM 16 04 08-PR ● ●
TNMM 16 04 12-PR ● ● WL WNMG 06 04 08-WL ●
TNMM 22 04 08-PR ● ● WNMG 08 04 08-WL ● ●
R/L -K TNMG 16 04 04L-K ● ● 荒 TNMM 22 04 12-PR ● ●
TNMG 16 04 04R-K ● ● TNMM 22 04 16-PR ● ●
TNMG 16 04 08L-K ● ● QR(片面) TNMM 16 04 08-QR ● ● XF WNMG 08 04 04-XF ●
TNMG 16 04 08R-K ● ● TNMM 16 04 12-QR ● WNMG 08 04 08-XF ●
WF TNMX 16 04 04-WF ● ● TNMM 22 04 08-QR ● ●
TNMX 16 04 08-WF ● ● TNMM 22 04 12-QR ● ●
TNMM 22 04 16-QR ● PMC WNMG 08 04 04-PMC ● ●
TNMM 27 06 16-QR ● WNMG 08 04 08-PMC ● ●
XF TNMG 16 04 04-XF ● ● HR(片面) TNMM 27 06 16-HR ● WNMG 08 04 12-PMC ● ●
TNMG 16 04 08-XF ● ● TNMM 27 06 24-HR ● ●
WM WNMG 06 04 08-WM ● ●
WNMG 06 04 12-WM ● ●
PMC TNMG 16 04 08-PMC ● ● MR TNMG 16 04 08-MR ● ● WNMG 08 04 08-WM ● ● ●
TNMG 16 04 12-MR ● ● WNMG 08 04 12-WM ● ● ●
TNMG 22 04 08-MR ● ● WNMU 08 04 12-WM※ ● ●
TNMG 22 04 12-MR ● ● WMX WNMG 06 04 08-WMX ● ● ●
WM TNMX 16 04 08-WM ● ● ● TNMG 22 04 16-MR ● ● WNMG 06 04 12-WMX ● ● ●
TNMX 16 04 12-WM ● ● ● TNMG 22 04 24-MR ● WNMG 08 04 08-WMX ● ● ●
TNMU 16 04 12-WM※ ● ● TNMG 27 06 08-MR ● WNMG 08 04 12-WMX ● ● ●
TNMG 27 06 12-MR ● ● 中 PM WNMG 06 04 08-PM ● ● ●
WMX TNMX 16 04 08-WMX ● ● ● TNMG 27 06 16-MR ● ● WNMG 06 04 12-PM ● ●
TNMX 16 04 12-WMX ● ● ● TNMG 33 09 24-MR ● WNMG 08 04 08-PM ● ● ●
三角形60°バーピーリング用 WNMG 08 04 12-PM ● ● ●
TNMX 11 06-2 ● WNMG 08 04 16-PM ● ● ●
PM TNMG 16 04 04-PM ● ● TNMX 15 09-2 ● QM WNMG 06 04 08-QM ● ● ●
TNMG 16 04 08-PM ● ● ● WNMG 06 04 12-QM ● ●
TNMG 16 04 12-PM ● ● ● 仕
上 WNMG 08 04 04-QM ● ●
TNMG 22 04 04-PM ● ● げ TNMX 49 10 51-MF ● WNMG 08 04 08-QM ● ● ●
TNMG 22 04 08-PM ● ● WNMG 08 04 12-QM ● ● ●
TNMG 22 04 12-PM ● ● WNMG 08 04 16-QM ● ● ●
TNMG 22 04 16-PM ● ● XM WNMG 06 04 08-XM ●
中 QM TNMG 11 03 04-QM ● ● WNMG 08 04 08-XM ● ●
TNMG 11 03 08-QM ● ● WNMG 08 04 12-XM ● ●
TNMG 16 03 04-QM ●
TNMG 16 03 08-QM ● ※ ターンターンブローチ用チップです。このチップはスクリュー
TNMG 16 04 04-QM ● ● クランプ用ですので、ご注意ください。
TNMG 16 04 08-QM ● ● ●
TNMG 16 04 12-QM ● ● ●
TNMG 22 04 04-QM ●
TNMG 22 04 08-QM ● ● ●
TNMG 22 04 12-QM ● ● ●
TNMG 22 04 16-QM ● ● ●
TNMG 27 06 08-QM ●
TNMG 27 06 12-QM ● ●
HM TNMG 27 06 12-HM ●
TNMG 33 09 24-HM ●
XM TNMG 16 04 04-XM ●
TNMG 16 04 08-XM ● ●
TNMG 16 04 12-XM ● ●
※ ターンターンブローチ用チップです。このチップはスクリュー
クランプ用ですので、ご注意ください。
7
4405
4415
4425
4405
4415
4425
4405
4415
4425
Page8
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
ネガ・チップ T-Max P ポジ・チップ CoroTurn®107 ポジ・チップ CoroTurn®107
六角形80°バーピーリング用チップ ひし形80° ひし形55°
MM WNMX 21 12 51-MM ● WF CCMT 06 02 04-WF ● ● WF DCMX 07 02 04-WF ● ●
CCMT 06 02 08-WF ● ● DCMX 07 02 08-WF ● ●
CCMT 09 T3 04-WF ● ● DCMX 11 T3 04-WF ● ●
中 CCMT 09 T3 08-WF ● ● DCMX 11 T3 08-WF ● ●
PM WNMT 15 09 31-PM ● PF CCMT 06 02 02-PF ● PF DCMT 07 02 02-PF ●
CCMT 06 02 04-PF ● ● 仕 DCMT 07 02 04-PF ● ●
仕
上 CCMT 09 T3 02-PF ● 上 DCMT 11 T3 02-PF ●
げ CCMT 09 T3 04-PF ● ● げ DCMT 11 T3 04-PF ● ●
六角形80° CCMT 09 T3 08-PF ● ● DCMT 11 T3 08-PF ● ●
PR WNMG 06 04 08-PR ● ● CCMT 12 04 04-PF ● ● UF DCMT 07 02 04-UF ● ●
WNMG 06 04 12-PR ● ● ● UF CCMT 06 02 04-UF ● ● DCMT 11 T3 04-UF ● ●
WNMG 08 04 08-PR ● ● ● CCMT 09 T3 04-UF ● ● DCMT 11 T3 08-UF ● ●
WNMG 08 04 12-PR ● ● ●
WNMG 08 04 16-PR ● ● ● PMC DCMT 11 T3 04-PMC ●
MR WNMG 08 04 08-MR ● ● PMC CCMT 09 T3 04-PMC ● DCMT 11 T3 08-PMC ●
荒 WNMG 08 04 12-MR ● ● ● CCMT 09 T3 08-PMC ●
WNMG 08 04 16-MR ● ●
WM DCMX 11 T3 04-WM ● ●
XMR WNMG 08 04 12-XMR ● WM CCMT 06 02 08-WM ● ● DCMX 11 T3 08-WM ● ●
CCMT 09 T3 04-WM ● ●
CCMT 09 T3 08-WM ● ●
CCMT 12 04 04-WM ● ● 中 PM DCMT 07 02 04-PM ● ●
ひし形35° CCMT 12 04 08-WM ● ● DCMT 07 02 08-PM ● ●
PF VNMG 16 04 04-PF ● ● PM CCMT 06 02 04-PM ● ● DCMT 11 T3 04-PM ● ●
VNMG 16 04 08-PF ● ● 中 CCMT 06 02 08-PM ● ● DCMT 11 T3 08-PM ● ●
CCMT 09 T3 04-PM ● ● DCMT 11 T3 12-PM ● ●
CCMT 09 T3 08-PM ● ● UM DCMT 07 02 04-UM ● ●
MF VNMG 16 04 04-MF ● CCMT 12 04 04-PM ● ● DCMT 07 02 08-UM ● ●
仕
上 VNMG 16 04 08-MF ● ● CCMT 12 04 08-PM ● ● DCMT 11 T3 04-UM ● ●
げ VNMG 16 04 12-MF ● CCMT 12 04 12-PM ● ● DCMT 11 T3 08-UM ● ●
UM CCMT 06 02 04-UM ● ● PR DCMT 11 T3 08-PR ● ●
LC VNMG 16 04 04-LC ● ● CCMT 06 02 08-UM ● ● DCMT 11 T3 12-PR ● ●
VNMG 16 04 08-LC ● ● CCMT 09 T3 04-UM ● ●
CCMT 09 T3 08-UM ● ●
CCMT 12 04 08-UM ● ● 荒
UR DCMT 11 T3 04-UR ● ●
PMC VNMG 16 04 04-PMC ● ● PR CCMT 06 02 08-PR ● ● DCMT 11 T3 08-UR ● ●
VNMG 16 04 08-PMC ● ● CCMT 09 T3 08-PR ● ● DCMT 11 T3 12-UR ● ●
VNMG 16 04 12-PMC ● CCMT 09 T3 12-PR ● ●
CCMT 12 04 08-PR ● ● 丸チップ
PM VNMG 16 04 08-PM ● ● ● 荒 CCMT 12 04 12-PR ● ● M0 RCMT 05 02 M0 ●
中 VNMG 16 04 12-PM ● ● ● UR CCMT 06 02 04-UR ● ● RCMT 06 02 M0 ● ●
CCMT 09 T3 04-UR ● ● RCMT 08 03 M0 ● ●
CCMT 09 T3 08-UR ● ● RCMT 10 T3 M0 ※ ● ●
QM VNMG 16 04 04-QM ● ● CCMT 12 04 08-UR ● ● RCMT 12 04 M0 ※ ● ●
VNMG 16 04 08-QM ● ● ● RCMT 16 06 M0 ※ ● ●
VNMG 16 04 12-QM ● RCMT 20 06 M0 ※ ●
RCMT 25 07 M0 ※ ●
中 RCMT 32 09 M0 ※ ●
GC 00 RCMT 06 03 00 ● ●
RCMT 09 T3 00 ● ●
型番 RCMT 12 04 00 ● ●
ネガ・チップ T-Max P 鉄道車輪修正旋削用 RCMT 19 06 00 ●
LN M0 RCMT 09 T3 00-M0 ●
LN 175.32-19 19 40-LN ● RCMT 12 04 00-M0 ● ●
中
丸チップ(レールインターフェース付き)
LNUX / LNMX L3 RCMT 08 03 MP-L3 ●
PF LNUX 19 19 40-PF ● 仕
上 RCMT 10 T3 MP-L3 ●
仕 げ RCMT 12 04 MP-L3 ●
上
げ RCMT 16 06 MP-L3 ●
M3 RCMT 08 03 MP-M3 ●
PM LNMX 19 19 40-PM ● 中 RCMT 10 T3 MP-M3 ●
中 LNMX 30 19 40-PM ● RCMT 12 04 MP-M3 ●
LNUX 19 19 40-PM ● RCMT 16 06 MP-M3 ●
H3 RCMT 08 03 MP-H7 ●
PR LNMX 30 19 40-PR ● 荒 RCMT 10 T3 MP-H7 ●
荒 LNUX 30 19 40-PR ● RCMT 12 04 MP-H7 ●
RCMT 16 06 MP-H7 ●
※ CoroTurn®107およびT-MAX®Pホルダに使用することができます。
LNMX
XH LNMX 50 14 32-XH ●
荒
8
4405 4405
4415 4415
4425 4425
4405
4415
4425
4405
4415
4425
Page9
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
ポジ・チップ CoroTurn®107 ポジ・チップ CoroTurn®107 ポジ・チップ CoroTurn®107
正方形90° 三角形60° ひし形35°
PF SCMT 09 T3 04-PF ● ● WF TCMX 09 02 04-WF ● ● PF VBMT 11 03 02-PF ●
SCMT 09 T3 08-PF ● ● TCMX 11 03 04-WF ● ● VBMT 11 03 04-PF ● ●
TCMX 11 03 08-WF ● ● VBMT 11 03 08-PF ● ●
仕
上 TCMX 16 T3 08-WF ● ● VBMT 11 03 12-PF ● ●
げ UF SCMT 09 T3 08-UF ● ● PF TCMT 06 T1 02-PF ● VBMT 16 04 04-PF ● ●
TCMT 06 T1 04-PF ● ● VBMT 16 04 08-PF ● ●
TCMT 06 T1 08-PF ● ● 仕 VBMT 16 04 12-PF ●
TCMT 09 02 02-PF ● 上 PF VCMT 11 03 04-PF ● ●
PMC SCMT 09 T3 04-PMC ● 仕 TCMT 09 02 04-PF ● ● げ
上 TCMT 11 03 02-PF ●
げ TCMT 11 03 04-PF ● ●
TCMT 11 03 08-PF ● ● UF VBMT 11 02 02-UF ●
PM SCMT 09 T3 04-PM ● ● TCMT 16 T3 04-PF ● ● VBMT 11 02 04-UF ● ●
SCMT 09 T3 08-PM ● ● UF TCMT 06 T1 04-UF ● ● VBMT 11 02 08-UF ● ●
中 SCMT 12 04 04-PM ● ● TCMT 09 02 04-UF ● ●
SCMT 12 04 08-PM ● ● TCMT 11 02 02-UF ● PMC VBMT 16 04 04-PMC ● ●
SCMT 12 04 12-PM ● ● TCMT 11 02 04-UF ● ● VBMT 16 04 08-PMC ● ●
UM SCMT 09 T3 08-UM ● ● TCMT 11 02 08-UF ● ● VBMT 16 04 12-PMC ●
SCMT 12 04 08-UM ● ● TCMT 16 T3 08-UF ● ●
SCMT 12 04 12-UM ● ● WM TCMX 11 03 08-WM ● ● PM VBMT 16 04 04-PM ● ●
TCMX 16 T3 08-WM ● ● VBMT 16 04 08-PM ● ●
PR SCMT 09 T3 08-PR ● ● VBMT 16 04 12-PM ● ●
SCMT 09 T3 12-PR ● ●
SCMT 12 04 08-PR ● ● PM TCMT 09 02 04-PM ● ● 中
PM VCMT 11 03 04-PM ● ●
SCMT 12 04 12-PR ● ● TCMT 09 02 08-PM ● ● VCMT 11 03 08-PM ● ●
UR SCMT 09 T3 08-UR ● ● TCMT 11 03 04-PM ● ●
SCMT 12 04 04-UR ● TCMT 11 03 08-PM ● ●
SCMT 12 04 08-UR ● ● TCMT 11 03 12-PM ● ● UM VBMT 16 04 04-UM ● ●
中 TCMT 16 T3 04-PM ● ● VBMT 16 04 08-UM ● ●
荒 XH SBMT 38 12 32-XH ● TCMT 16 T3 08-PM ● ● VBMT 16 04 12-UM ●
TCMT 16 T3 12-PM ● ●
TCMT 22 04 08-PM ● PR VBMT 16 04 08-PR ● ●
UM TCMT 09 02 04-UM ● ● VBMT 16 04 12-PR ● ●
XL SCMT 38 09 32-XL ● TCMT 09 02 08-UM ● ●
TCMT 11 02 04-UM ● ●
TCMT 11 02 08-UM ● ● 荒
UR VBMT 16 04 04-UR ● ●
TCMT 16 T3 04-UM ● ● VBMT 16 04 08-UR ● ●
TCMT 16 T3 08-UM ● ● VBMT 16 04 12-UR ● ●
PR TCMT 11 03 08-PR ● ●
TCMT 11 03 12-PR ●
TCMT 16 T3 08-PR ● ●
TCMT 16 T3 12-PR ● ●
TCMT 22 04 08-PR ●
荒 TCMT 22 04 12-PR ●
UR TCMT 11 02 04-UR ● ●
TCMT 11 02 08-UR ● ●
TCMT 16 T3 04-UR ● ●
TCMT 16 T3 08-UR ● ●
TCMT 16 T3 12-UR ●
9
4405
4415
4425
4405
4415
4425
4405
4415
4425
Page10
GC4400シリーズ
鋼旋削加工用新材種 GC4405 / GC4415 / GC4425 P
GC GC GC
型番 型番 型番
ポジ・チップ CoroTurn®111 ポジ・チップ T-Max S 突っ切り・溝入れ用チップ CoroCut®QD
ひし形80° 正方形90° 突切り加工用
PF CPMT 06 02 04-PF ● ● SPMR 09 03 04 ● CF QD-NG-0300-0001-CF ●
仕
上 CPMT 09 T3 04-PF ● ● SPMR 09 03 08 ● 仕
げ CPMT 09 T3 08-PF ● ● SPMR 12 03 04 ● 上
げ
仕 SPMR 12 03 08 ●
PM CPMT 06 02 04-PM ● ● 上 SPMR 12 03 12 ● CL QD-NG-0300-0003-CL ●
CPMT 06 02 08-PM ● ● げ SPMR 09 03 08-53 ● QD-NH-0400-0003-CL ●
CPMT 09 T3 04-PM ● ● SPMR 12 03 04-53 ● QD-NJ-0500-0004-CL ●
CPMT 09 T3 08-PM ● ● SPMR 12 03 08-53 ● QD-NL-0800-0004-CL ●
中 CM QD-NE-0200-0002-CM ●
UM CPMT 09 T3 04-UM ● ● 三角形60° QD-NF-0250-0002-CM ●
CPMT 09 T3 08-UM ● ● TPMR 09 02 04 ● 中 QD-NG-0300-0002-CM ●
TPMR 09 02 08 ● QD-NG-0300-0004-CM ●
TPMR 11 03 04 ● QD-NG-0318-0002-CM ●
ひし形55° TPMR 11 03 08 ● QD-NH-0400-0002-CM ●
PF DPMT 07 02 04-PF ● ● TPMR 16 03 04 ● QD-NH-0400-0004-CM ●
仕
上 仕 TPMR 16 03 08 ● QD-NJ-0500-0002-CM ●
げ 上 TPMR 16 03 12 ● QD-NK-0600-0003-CM ●
げ TPMR 22 04 08 ● CR QD-NG-0300-0003-CR ●
PM DPMT 07 02 04-PM ● ● TPMR 22 04 12 ●
荒 QD-NH-0400-0003-CR ●
中 DPMT 07 02 08-PM ● ● TPMR 11 03 04-53 ● QD-NJ-0500-0004-CR ●
DPMT 11 T3 04-PM ● ● TPMR 11 03 08-53 ● QD-NK-0600-0004-CR ●
DPMT 11 T3 08-PM ● ● TPMR 16 03 04-53 ● 旋削加工用
三角形60° TPMR 16 03 08-53 ● TF QD-NL-0800-0008-TF ●
PF TPMT 06 T1 04-PF ● ● ネガ・チップ T-Max 仕
仕 上
上 TPMT 09 02 04-PF ● ● KNMX / KNUX げ
げ TPMT 11 03 04-PF ● ● KNMX 16 04 05 L-71 ● ●
TPMT 16 T3 04-PF ● ● KNMX 16 04 05 R-71 ● ● 溝入れ加工用
PM TPMT 09 02 04-PM ● ● KNMX 16 04 10 L-71 ● ● GM QD-NK-0600-0004-GM ●
TPMT 09 02 08-PM ● ● KNMX 16 04 10 R-71 ● ●
中 QD-NK-0800-0008-GM ●
中 TPMT 11 03 04-PM ● ● KNUX 16 04 05L11 ● ●
TPMT 11 03 08-PM ● ● 仕
上 KNUX 16 04 05L12 ● ●
TPMT 16 T3 04-PM ● ● げ KNUX 16 04 05R11 ● ●
TPMT 16 T3 08-PM ● ● KNUX 16 04 05R12 ● ●
六角形80° KNUX 16 04 10L11 ● ●
PF WPMT 02 01 04-PF ● ● KNUX 16 04 10L12 ● ●
仕
上 WPMT 04 02 04-PF ● KNUX 16 04 10R11 ● ●
げ KNUX 16 04 10R12 ● ●
PM WPMT 04 02 04-PM ● GC
中 WPMT 04 02 08-PM ●
型番
ポジ・チップ ボーリング用工具 CoroBore®
ポジ・チップ CoroTurn®TR 正方形90°
ひし形55° SPMT0606-BR ●
F TR-DC1304-F ● ● 荒 SPMT0808-BR ●
仕
上 TR-DC1308-F ● ● SPMT1212-BR ●
げ SPMT1812-BR ●
※回転工具 CoroBore®ボーリング工具用チップに使用
M TR-DC1308-M ● ●
中 TR-DC1312-M ● ●
ひし形35°
F TR-VB1304-F ● ●
仕
上 TR-VB1308-F ● ●
げ TR-VB1312-F ● ●
10
4405
4415
4425
4405 4405
4415 4415
4425 4425
4405
4415
4425
Page11
GC4400シリーズ
ネガ・チップ CoroTurn®Prime、CoroTurn®300 ブレーカ別切りくず処理範囲
※CoroTurn®111、CoroTurn®TRに関してはウェブサイトをご参照ください。
仕上げと中切削加工用コンセプトチップ 仕上げと中切削加工用コンセプトチップ
Aタイプ(-L3) - 仕上げ~中切削加工用 Aタイプ(-L3WX) - 仕上げ~中切削加工用
CP-A1108-L3 CP-A1108-L3WX
仕上げと中切削加工用コンセプトチップ 仕上げと荒加工用コンセプトチップ
Aタイプ(-L5/-L5W ) - 仕上げ~中切削加工用 Bタイプ(-M7/-M7W ) - 中切削~荒加工用
CP-A1108-L5 CP-B1208D-M7
仕上げと荒加工用コンセプトチップ 中切削と荒加工用コンセプトチップ
Bタイプ(-L4/-L4W ) - 中切削~荒加工用 Bタイプ(-M5/-M5W ) - 中切削~荒加工用
CP-B1208D-L4 CP-B1208-M5
ネガ・チップ T-Max P ブレーカ別切りくず処理範囲
※CoroTurn®111、CoroTurn®TRに関してはウェブサイトをご参照ください。
仕上げ加工用 - ワイパーチップ 仕上げ加工 - ワイパーチップ
-WF - 仕上げ加工用 -WL - 低炭素鋼の仕上げ加工用
鋼、ステンレス鋼、鋳鉄の高送り加工 低炭素鋼での良好な切りくず処理と高送り速度
AP AP
AP
AP
11
Page12
GC4400シリーズ
ネガ・チップ T-Max P ブレーカ別切りくず処理範囲
※CoroTurn®111、CoroTurn®TRに関してはウェブサイトをご参照ください。
仕上げと中荒加工 - ワイパーチップ 中荒加工 - ワイパーチップ
-WMX - 仕上げから中荒までの旋削加工で最大の生産性と汎用性を発揮 -WM - 中荒加工用
鋼、ステンレス鋼、鋳鉄の高送り加工 鋼、鋳鉄、ステンレス鋼での高送り
AP
AP AP AP
-XF - 仕上げ加工用 -LC - 低炭素鋼の仕上げ加工用
汎用チップ 低炭素鋼の良好な切りくず処理
CNMG 12 04 08-XF
AP = 0.1 ~ 4.0 mm AP
fn = 0.05 ~ 0.25 mm/r
AP X-ライン AP
-PM - 中旋削用 -XM - 中旋削用
鋼加工に広く適用できる。 汎用チップ
CNMG 12 04 08-XM
AP AP = 0.5 ~ 5.0 mm
fn = 0.1 ~ 0.4 mm/r
X-ライン
AP
AP
-QM - 中旋削用 -XMR - 中荒旋削用
鋼、ステンレス鋼、鋳鉄、耐熱合金用オールラウンドブレーカ。 汎用チップ
CNMG 12 04 08-XMR
AP AP = 0.5 ~ 6.0 mm
fn = 0.15 ~ 0.5 mm/r
X-ライン
AP AP
12
Page13
GC4400シリーズ
ネガ・チップ T-Max P ブレーカ別切りくず処理範囲
※CoroTurn®111、CoroTurn®TRに関してはウェブサイトをご参照ください。
-PMC/-MMC/-SMC -PR(片面) - 荒旋削用
高圧クーラント用チップ 鋼用、軽切削チップブレーカで高い切りくず排出量が得られる。
CNMG 12 04 08-PMC
AP = ~ 2.0 mm AP AP
fn = ~ 0.25 mm/r
AP
AP
-QR - 荒旋削用
鋼用オールラウンドブレーカ。
AP
AP
ポジ・チップ CoroTurn®107 ブレーカ別切りくず処理範囲
-UF - 仕上げ加工用 -WM - 仕上げ加工用
特にステンレス鋼と耐熱合金加工で優れた切りくず処理を発揮。 鋼、鋳鉄、ステンレス鋼、耐熱合金の高送り加工用。
AP AP
AP
AP
-WF - 仕上げ加工用 仕上げ
-PF - 仕上げ加工用
特に、鋼材のボーリング加工で切りくず処理が良好。
AP AP
AP AP
13
Page14
GC4400シリーズ
ポジ・チップ CoroTurn®107 ブレーカ別切りくず処理範囲 GC4415 vs GC4315 加工事例③ GC4415 vs GC4315 加工事例④
※CoroTurn®111、CoroTurn®TRに関してはウェブサイトをご参照ください。 加工部品名 :ギアリング 寿命1.1倍! + α 加工部品名 :自動車部品 寿命1.7倍! + α
被削材 :低合金鋼 被削材 :SCM440相当
-UM - 中荒旋削用 -PR - 荒旋削用 加工内容 :内径旋削・内径端面加工 加工内容 :外径旋削・倣い加工
鋼の他ステンレス鋼、鋳鉄、耐熱合金 鋼加工で、高い切りくず排出量が得られる。 切削速度 :vc=200m/min 切削速度 :vc=378m/min
送り :fn=0.35mm/rev 送り :fn=0.16mm/rev
AP AP 切込み :ap=2mm 切込み :ap=0.3mm
AP クーラント :ウェット クーラント :ドライ
AP チップ :CNMG120408-PM チップ :VBMT160408-PF
寿命理由 :工具摩耗 寿命理由 :工具摩耗
中荒 -UR - 荒旋削用
鋼、ステンレス鋼
-PM - 中荒加工用
鋼のボーリング加工で優れた加工能力を発揮。 GC4315 17個加工 GC4415 18個加工 GC4315 177個加工 GC4415 300個加工
AP
AP
AP
AP GC4425 vs GC4325 加工事例⑤ GC4425 vs GC4325 加工事例⑥
加工部品名 :シャフト 摩耗低減! 寿命 + α 加工部品名 :シャフト 寿命1.8倍!
被削材 :S35C相当 被削材 :低合金鋼
加工内容 :外径旋削・倣い加工 加工内容 :断続外径旋削加工
切削速度 :vc=283m/min 切削速度 :vc=316m/min
送り :fn=0.45mm/rev 送り :fn=0.084mm/rev
切込み :ap=2mm 切込み :ap=0.3mm
クーラント :ウェット クーラント :ウェット
加工事例 ホルダ :C4-CP-30AL-27050-11C チップ :DCMT11T308-PF
チップ :CP-A1108-L5 寿命理由 :工具摩耗
寿命理由 :定数加工
NEW
GC4405 vs GC4305 加工事例①
寿命2.3倍!
加工部品/産業セグメント :一般機械産業
被削材 :圧延、P2.5.Z.HT, 311 HB
加工内容 :連続外径荒加工および端面荒加工(エマルジョン)
切削速度 :vc=331m/min
送り :fn=0.35mm/rev
切込み :ap=2mm GC4305 GC4415
加工時間/部品 : GC4325 20個加工t=2.1min
GC4305 GC4415 New GC4405
チップ CNMG 120412-PR CNMG 120412-PR CNMG 120412-PR
材種 GC4305 GC4415 GC4405
工具寿命、min 21 42 48
寿命理由 チップ欠損の恐れ 表面粗さ悪化 表面粗さ悪化
GC4405 GC4325 200個加工 GC4425 200個加工 GC4425 35個加工
GC4405 N E W vs GC4305 加工事例②
寿命1.5倍!
加工部品/産業セグメント :一般機械産業 GC4425 vs 他社品 加工事例⑦ GC4425 vs 他社品 加工事例⑧
被削材 :その他、P2.5.Z.AN, 325 HB 寿命1.6倍! 寿命1.5倍!
加工内容 :連続外径中荒加工および端面中荒加工( エマルジョン) 加工部品名 :スリーブ 加工部品名 :ローラ
切削速度 :vc=106m/min 被削材 :炭素鋼 被削材 :炭素鋼
送り :fn=0.35mm/rev 加工内容 :外径旋削・端面加工 加工個数 加工内容 :外径旋削・端面加工 加工個数
切込み : GC4405 切削速度 :vc=200m/min 12
ap=3.3mm GC4305 切削速度 :vc=200m/min 20
送り 10 18
:fn=0.35mm/rev 送り :fn=0.4mm/rev 16
GC4305 New GC4405 8 14
切込み :ap=1.5mm 切込み : 12
6 ap=4.0mm
チップ クーラント :ウェット 10
CNMG 120412-PR CNMG 120412-PR 4 クーラント :ウェット 8
材種 GC4305 GC4405 チップ :CNMG120408–PR チップ :CNMG120408-PR 6
2 4
工具寿命、min 47 71 寿命理由 :工具摩耗 2
0 寿命理由 :工具摩耗
他社品 GC4425 0
寿命理由 チップ欠損 チップ欠損 他社品 GC4425
14
Page15
GC4400シリーズ
ポジ・チップ CoroTurn®107 ブレーカ別切りくず処理範囲 GC4415 vs GC4315 加工事例③ GC4415 vs GC4315 加工事例④
※CoroTurn®111、CoroTurn®TRに関してはウェブサイトをご参照ください。 加工部品名 :ギアリング 寿命1.1倍! + α 加工部品名 :自動車部品 寿命1.7倍! + α
被削材 :低合金鋼 被削材 :SCM440相当
-UM - 中荒旋削用 -PR - 荒旋削用 加工内容 :内径旋削・内径端面加工 加工内容 :外径旋削・倣い加工
鋼の他ステンレス鋼、鋳鉄、耐熱合金 鋼加工で、高い切りくず排出量が得られる。 切削速度 :vc=200m/min 切削速度 :vc=378m/min
送り :fn=0.35mm/rev 送り :fn=0.16mm/rev
AP AP 切込み :ap=2mm 切込み :ap=0.3mm
AP クーラント :ウェット クーラント :ドライ
AP チップ :CNMG120408-PM チップ :VBMT160408-PF
寿命理由 :工具摩耗 寿命理由 :工具摩耗
中荒 -UR - 荒旋削用
鋼、ステンレス鋼
-PM - 中荒加工用
鋼のボーリング加工で優れた加工能力を発揮。 GC4315 17個加工 GC4415 18個加工 GC4315 177個加工 GC4415 300個加工
AP
AP
AP
AP GC4425 vs GC4325 加工事例⑤ GC4425 vs GC4325 加工事例⑥
加工部品名 :シャフト 摩耗低減! 寿命 + α 加工部品名 :シャフト 寿命1.8倍!
被削材 :S35C相当 被削材 :低合金鋼
加工内容 :外径旋削・倣い加工 加工内容 :断続外径旋削加工
切削速度 :vc=283m/min 切削速度 :vc=316m/min
送り :fn=0.45mm/rev 送り :fn=0.084mm/rev
切込み :ap=2mm 切込み :ap=0.3mm
クーラント :ウェット クーラント :ウェット
加工事例 ホルダ :C4-CP-30AL-27050-11C チップ :DCMT11T308-PF
チップ :CP-A1108-L5 寿命理由 :工具摩耗
寿命理由 :定数加工
NEW
GC4405 vs GC4305 加工事例①
寿命2.3倍!
加工部品/産業セグメント :一般機械産業
被削材 :圧延、P2.5.Z.HT, 311 HB
加工内容 :連続外径荒加工および端面荒加工(エマルジョン)
切削速度 :vc=331m/min
送り :fn=0.35mm/rev
切込み :ap=2mm GC4305 GC4415
加工時間/部品 : GC4325 20個加工t=2.1min
GC4305 GC4415 New GC4405
チップ CNMG 120412-PR CNMG 120412-PR CNMG 120412-PR
材種 GC4305 GC4415 GC4405
工具寿命、min 21 42 48
寿命理由 チップ欠損の恐れ 表面粗さ悪化 表面粗さ悪化
GC4405 GC4325 200個加工 GC4425 200個加工 GC4425 35個加工
GC4405 N E W vs GC4305 加工事例②
寿命1.5倍!
加工部品/産業セグメント :一般機械産業 GC4425 vs 他社品 加工事例⑦ GC4425 vs 他社品 加工事例⑧
被削材 :その他、P2.5.Z.AN, 325 HB 寿命1.6倍! 寿命1.5倍!
加工内容 :連続外径中荒加工および端面中荒加工( エマルジョン) 加工部品名 :スリーブ 加工部品名 :ローラ
切削速度 :vc=106m/min 被削材 :炭素鋼 被削材 :炭素鋼
送り :fn=0.35mm/rev 加工内容 :外径旋削・端面加工 加工個数 加工内容 :外径旋削・端面加工 加工個数
切込み : GC4405 切削速度 :vc=200m/min 12
ap=3.3mm GC4305 切削速度 :vc=200m/min 20
送り 10 18
:fn=0.35mm/rev 送り :fn=0.4mm/rev 16
GC4305 New GC4405 8 14
切込み :ap=1.5mm 切込み : 12
6 ap=4.0mm
チップ クーラント :ウェット 10
CNMG 120412-PR CNMG 120412-PR 4 クーラント :ウェット 8
材種 GC4305 GC4405 チップ :CNMG120408–PR チップ :CNMG120408-PR 6
2 4
工具寿命、min 47 71 寿命理由 :工具摩耗 2
0 寿命理由 :工具摩耗
他社品 GC4425 0
寿命理由 チップ欠損 チップ欠損 他社品 GC4425
15
Page16
GC4400シリーズ
切削条件
鋼 比切削抵抗 ブリネル
Kc1 硬さ ◀◀◀ 耐摩耗性 じん性▶▶▶
GC4405 GC4415 GC4425
2) 最大切りくず厚さ hexmm~送り fn mm/r( 切込み角 90°-95° )
1) CMC 0.1-0.4-0.8 0.1-0.4-0.8 0.1-0.4-0.8
ISO MC No. No. 被削材 N/mm2 (HB) 切削速度(Vc)、m/min
P 炭素鋼
P1.1.Z.AN 01.1 C = 0.1-0.25% 1500 125 620-450-330 560-400-290 500-340-240
鋼 P1.2.Z.AN 01.2 C = 0.25-0.55% 1600 190 590-405-295 565-345-230 550-300-185
P1.3.Z.AN 01.3 C = 0.55-0.80% 1700 190 530-385-275 455-325-240 395-265-190
低合金鋼
(合金成分 5%)
P2.1.Z.AN 02.1 非焼入れ 1700 175 610-410-285 440-315-240 430-305-230
P2.5.Z.HT 02.2 焼入れ、焼戻し 1850 285 330-230-175 310-200-145 275-180-135
高合金鋼
(合金成分>5%)
P3.0.Z.AN 03.11 焼きなまし 1950 200 445-295-215 410-270-200 300-205-150
P3.0.Z.HT 03.21 焼入れ工具鋼 3000 325 220-140-105 170-110-80 115-80-65
鋳鋼
P1.5.C.UT 06.1 炭素鋼 1550 150 420-300-250 410-295-230 365-270-195
P2.6.C.UT 06.2 低合金(合金成分 5%) 1600 200 290-205-155 265-185-145 250-170-120
P3.0.C.UT 06.3 高合金(合金成分>5%) 2050 200 250-175-130 235-160-120 215-145-105
1)被削材分類 2)コロマント被削材分類
サンドビック・コロマントのデジタルサービス
加工計算アプリ Ifindアプリ CoroPlusⓇツールガイド 適合チップチェック
MaCa Ifind
様々な加工の最適な 様々なデジタルツールに 被削材や加工条件などを 現在のチップに相当する
加工設定を計算 クイックアクセス 入力して推奨工具を検索 サンドビックのチップを検索
サンドビック・コロマントは、この他にも様々なデジタルツールを取り揃えています。
詳しくはウェブサイトから「デジタルセルフサービス」と検索してください。
安全について ニュースレター 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、新しいソリューション・技術情報など
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 いち早くお届けします。サンドビックコロマントの
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 ホームページからご登録ください。
TEL:052-456-4465 E-mail: jp.coromant@sandvik.com
サンドビック株式会社 コロマントカンパニー
www.sandvik.coromant.com
CT-100J/R4 23.11 3M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。