


突切り加工は新たな時代へ 新世代のY軸用突切り加工ブレード導入(チップ幅3mm、4mm用)
◆劇的な生産性向上・加工時間が最大で1/3まで短縮可能
大幅な剛性UP(従来比最大7倍)で、画期的な高送りとより大径の突切り加工が可能に
最大突出し量90mmまで→より大径の突切り加工が可能に
◆全く新しい突切り加工方法
従来のX軸制御の突切り加工でなく、サンドビック独自のY軸制御の突切り加工の導入
従来の CoroCut(R) QD の優れた特徴を備えたまま、チップポケットを90°回転
切削力をより強固な領域にシフトすることにより、加工安定性が大幅に向上
◆大幅な安定性向上・チップ寿命を大幅に改善
ブレード内部を通じて逃げ面・すくい面双方からクーラントを供給
大幅な安定性向上により、優れた面品質が可能に
高剛性な工具素材を採用、疲労強度を高めた新素材
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
関連メディア
このカタログについて
| ドキュメント名 | Y軸用突切り工具 CoroCut® QD |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | サンドビック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
旋削工具カタログ CT-097J
新製品
CoroCut® QD
Y軸用突切り工具
突切り加工は新たな時代へ
NEW!
新世代のY軸用突切り加工ブレード導入(チップ幅3mm、4mm用)
●劇的な生産性向上・加工時間が最大で1/3まで短縮可能
大幅な剛性UP(従来比最大7倍)で、画期的な高送りとより大径の突切り加工が可能に
最大突出し量90mmまで→より大径の突切り加工が可能に
●全く新しい突切り加工方法
従来のX軸制御の突切り加工でなく、サンドビック独自のY軸制御の突切り加工の導入
従来の CoroCut® QD の優れた特徴を備えたまま、チップポケットを90°回転
切削力をより強固な領域にシフトすることにより、加工安定性が大幅に向上
●大幅な安定性向上・チップ寿命を大幅に改善
ブレード内部を通じて逃げ面・すくい面双方からクーラントを供給
大幅な安定性向上により、優れた面品質が可能に
高剛性な工具素材を採用、疲労強度を高めた新素材 99
CoroCut® QD, CoroCut® QD Y軸用突切り工具に採用 3
O1
3
対応IS
Page2
CoroCut® QD Y軸用突切り工具 CoroCut® QD Y軸用突切り工具
特 長 特 長
▶新しい突切り加工 ▶チップ寿命を大幅に改善
●ブレード剛性が従来製品比最大7倍! CoroCut® QD Y軸用突切り工具も従来の CoroCut® QD 製品と同じ
●劇的な切削条件UP、さらに突出しの長い大径の突切り加工が適用可能! く、専用のプラグ・アンド・プレイクーラントアダプタを使用して逃
げ面・すくい面双方からクーラント供給が可能です。刃先を効果的に
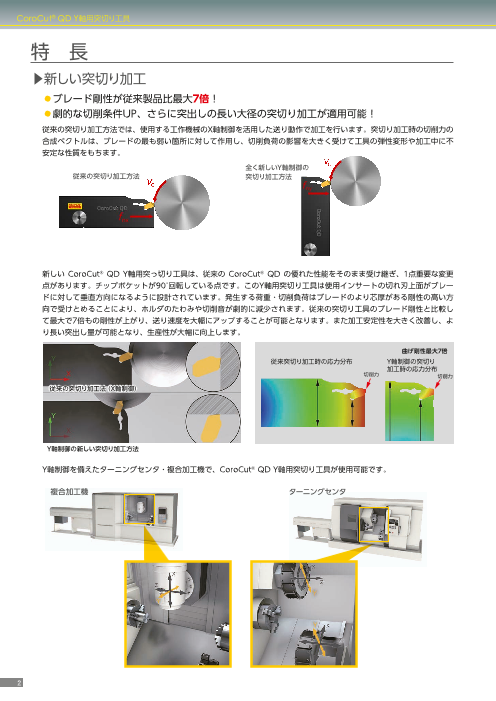
従来の突切り加工方法では、使用する工作機械のX軸制御を活用した送り動作で加工を行います。突切り加工時の切削力の 冷却することにより、チップ寿命を大幅に改善します。
合成ベクトルは、ブレードの最も弱い箇所に対して作用し、切削負荷の影響を大きく受けて工具の弾性変形や加工中に不
安定な性質をもちます。
全く新しいY軸制御の
従来の突切り加工方法 突切り加工方法
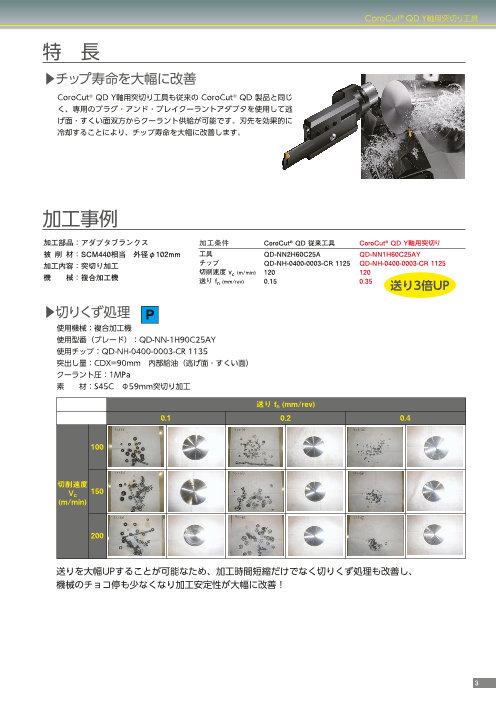
加工事例
加工部品:アダプタブランクス 加工条件 CoroCut® QD 従来工具 CoroCut® QD Y軸用突切り
被 削 材:SCM440相当 外径φ102mm 工具 QD-NN2H60C25A QD-NN1H60C25AY
加工内容:突切り加工 チップ QD-NH-0400-0003-CR 1125 QD-NH-0400-0003-CR 1125
新しい CoroCut® QD Y軸用突っ切り工具は、従来の CoroCut® QD の優れた性能をそのまま受け継ぎ、1点重要な変更 切削速度 vc (m/min) 120 120機 械:複合加工機
点があります。チップポケットが90°回転している点です。このY軸用突切り工具は使用インサートの切れ刃上面がブレー 送り fn (mm/rev) 0.15 0.35 送り3倍UP
ドに対して垂直方向になるように設計されています。発生する荷重・切削負荷はブレードのより芯厚がある剛性の高い方
向で受けとめることにより、ホルダのたわみや切削音が劇的に減少されます。従来の突切り工具のブレード剛性と比較し ▶切りくず処理
て最大で7倍もの剛性が上がり、送り速度を大幅にアップすることが可能となります。また加工安定性を大きく改善し、よ P
り長い突出し量が可能となり、生産性が大幅に向上します。 使用機械:複合加工機
使用型番(ブレード):QD-NN-1H90C25AY
曲げ剛性最大7倍 使用チップ:QD-NH-0400-0003-CR 1135
従来突切り加工時の応力分布 Y軸制御の突切り 突出し量:CDX=90mm 内部給油(逃げ面・すくい面)
加工時の応力分布
切削力 切削力 クーラント圧:1MPa
従来の突切り加工法(X軸制御) 素 材:S45C Φ59mm突切り加工
送り fn (mm/rev)
0.1 0.2 0.4
Y軸制御の新しい突切り加工方法 100
Y軸制御を備えたターニングセンタ・複合加工機で、CoroCut® QD Y軸用突切り工具が使用可能です。
切削速度
複合加工機 ターニングセンタ Vc 150
(m/min)
200
送りを大幅UPすることが可能なため、加工時間短縮だけでなく切りくず処理も改善し、
機械のチョコ停も少なくなり加工安定性が大幅に改善!
2
Page3
CoroCut® QD Y軸用突切り工具 CoroCut® QD Y軸用突切り工具
特 長 特 長
▶新しい突切り加工 ▶チップ寿命を大幅に改善
●ブレード剛性が従来製品比最大7倍! CoroCut® QD Y軸用突切り工具も従来の CoroCut® QD 製品と同じ
●劇的な切削条件UP、さらに突出しの長い大径の突切り加工が適用可能! く、専用のプラグ・アンド・プレイクーラントアダプタを使用して逃
げ面・すくい面双方からクーラント供給が可能です。刃先を効果的に
従来の突切り加工方法では、使用する工作機械のX軸制御を活用した送り動作で加工を行います。突切り加工時の切削力の 冷却することにより、チップ寿命を大幅に改善します。
合成ベクトルは、ブレードの最も弱い箇所に対して作用し、切削負荷の影響を大きく受けて工具の弾性変形や加工中に不
安定な性質をもちます。
全く新しいY軸制御の
従来の突切り加工方法 突切り加工方法
加工事例
加工部品:アダプタブランクス 加工条件 CoroCut® QD 従来工具 CoroCut® QD Y軸用突切り
被 削 材:SCM440相当 外径φ102mm 工具 QD-NN2H60C25A QD-NN1H60C25AY
加工内容:突切り加工 チップ QD-NH-0400-0003-CR 1125 QD-NH-0400-0003-CR 1125
新しい CoroCut® QD Y軸用突っ切り工具は、従来の CoroCut® QD の優れた性能をそのまま受け継ぎ、1点重要な変更 切削速度 vc (m/min) 120 120機 械:複合加工機
点があります。チップポケットが90°回転している点です。このY軸用突切り工具は使用インサートの切れ刃上面がブレー 送り fn (mm/rev) 0.15 0.35 送り3倍UP
ドに対して垂直方向になるように設計されています。発生する荷重・切削負荷はブレードのより芯厚がある剛性の高い方
向で受けとめることにより、ホルダのたわみや切削音が劇的に減少されます。従来の突切り工具のブレード剛性と比較し ▶切りくず処理
て最大で7倍もの剛性が上がり、送り速度を大幅にアップすることが可能となります。また加工安定性を大きく改善し、よ P
り長い突出し量が可能となり、生産性が大幅に向上します。 使用機械:複合加工機
使用型番(ブレード):QD-NN-1H90C25AY
曲げ剛性最大7倍 使用チップ:QD-NH-0400-0003-CR 1135
従来突切り加工時の応力分布 Y軸制御の突切り 突出し量:CDX=90mm 内部給油(逃げ面・すくい面)
加工時の応力分布
切削力 切削力 クーラント圧:1MPa
従来の突切り加工法(X軸制御) 素 材:S45C Φ59mm突切り加工
送り fn (mm/rev)
0.1 0.2 0.4
Y軸制御の新しい突切り加工方法 100
Y軸制御を備えたターニングセンタ・複合加工機で、CoroCut® QD Y軸用突切り工具が使用可能です。
切削速度
複合加工機 ターニングセンタ Vc 150
(m/min)
200
送りを大幅UPすることが可能なため、加工時間短縮だけでなく切りくず処理も改善し、
機械のチョコ停も少なくなり加工安定性が大幅に改善!
3
Page4
CoroCut® QD Y軸用突切り工具 CoroCut® QD Y軸用突切り工具
ブレード CoroCut®QD Y軸用突切り加工ブレード 突切り加工用 CoroCut® QDチップ
★=推奨材種 ☆=補助材種
Y軸用突切りの専用工具となります。従来の突切り加工用では使用出来ません。 公差: P ★ ★ ★ ☆ ☆ ☆ P 鋼
チップは従来の CoroCut® QD チップが使用できます。(チップシートサイズG、H) -COブレーカ その他ブレーカ
M ☆ ★ ★ ★ ☆ ☆ M ステンレス鋼
CW =±0.02 CW =±0.05 K ☆ ☆ ★ ☆ ☆ K 鋳鉄
RE =±0.05 RE =±0.05 N ☆ ★ ☆ N 非鉄S ★ ☆ ★ ☆ ☆ S 耐熱合金
油穴付き シートサイズ コーティング 超硬 寸法、mm
*
SSC 型番 CW AN RE
切れ刃溝ありタイプ G(3.0) QD-NG-0300-0001-CF 3.00 7° 0.15
QD-N..-CF 径方向送り
** 切削幅(CW)、mm
スプリングクランプタイプ 4.0
加工用途 シート ブレードの 寸法、mm 適用チップ 3.0
サイズ 芯高1) ワイパー-CF 0.05 0.1 0.15 0.2
最大 送り(fn)、mm/r低
SSC 型番 突出し量 H WB LF WF HF OAL OHX OHN クーラント MIID 送り 切れ刃溝ありタイプ
G(3.0) QD-NG-0300-0003-CL 3.00 7° 0.30
G(3.0) 25 QD-NN1G60C25AY 60 31.9 2.4 145 2.7 32 150 60 30 70 0.10 ○ QD-NG-0300-0002-CM H(4.0) QD-NH-0400-0003-CL 4.00 7° 0.30
H(4.0) 25 QD-NN1H60C25AY 60 31.9 3.4 144 3.7 32 150 60 30 70 0.14 ○ QD-NH-0400-0002-CM QD-N..-CL 径方向送り
25 QD-NN1H90C25AY 90 31.9 3.4 164 3.7 32 170 90 60 70 0.15 ○ QD-NH-0400-0002-CM 切削幅(CW)、mm
4.0
3.0
-CL
SSC = チップの SSC(シートサイズ)に合わせてください。 0.05 0.1 0.15 0.2
送り(fn)、mm/r
1)ツールブロックとアダプタの芯高とあわせてください。
切れ刃溝ありタイプ G(3.0) QD-NG-0300-0002-CM 3.00 7° 0.20
①刃先オフセットの位置 QD-NG-0300-0004-CM 3.00 7° 0.40QD-NG-0318-0002-CM 3.18 7° 0.20
重 要 Y方向刃先オフセットの位置に関して標準アダプタに取り付けられているブレードの刃先位置はY=0から7mm上の H(4.0) QD-NH-0400-0002-CM 4.00 7° 0.20QD-N..-CM位置となります。(上図参照*部) QD-NH-0400-0004-CM 4.00 7° 0.40中
送 -CM QD-NH-0476-0002-CM 4.76 7° 0.20
り 径方向送り
X方向刃先オフセットの位置に関してX方向の刃先オフセットの位置も確認が必要となります。 切削幅(CW)、mm
4.0
また刃先位置の確認が難しい場合には、工具にも基準となるゲージ面があります。(上図参照**部) 3.0
X方向の場合はGチップシートのブレードは、刃先の上5mm、Hチップシートのブレードは、刃先の上6mm
0.05 0.1 0.15 0.2 0.25 0.3
この情報はブレード本体にも刻印されています。 送り(fn)、mm/r
切れ刃直線タイプ G(3.0) QD-NG-0300-0003-CR 3.00 7° 0.30
QD-N..-CR H(4.0) QD-NH-0400-0003-CR 4.00 7° 0.30
径方向送り
高 切削幅(CW)、mm
送 4.0
り
3.0
0.05 0.1 0.15 0.2 0.25 0.3 0.35
②Y軸周速一定制御に関して -CR 送り(fn)、mm/r
G(3.0) QD-NG-0300-0001-CO 3.00 7° 0.10
Y軸周速一定制御を行う際には通常NCプログラムのパラメーターの変更が必要です。 切れ刃溝ありタイプ H(4.0) QD-NH-0400-0002-CO 4.00 7° 0.20
このパラメーター変更の詳細は各機械メーカーの機種、使用するコントローラーにより異なってきますので、 QD-N..-CO シャ 径方向送り
その都度確認が必要です。 ー 切削幅(CW)、mmプ 4.0
エ
3.0
③対応可能な加工径に関して ッジ -CO
0.05 0.1 0.15 0.2
Y軸制御の突切り加工を行う場合、最大加工径は使用する機械のY軸ストローク量、ツール旋回径、主軸貫通径 送り(fn)、mm/r
によって最大加工径が決まります。 SSC = バイトの SSC(シートサイズ)に合わせてください。 N = 勝手なし
内容によっては工具の最大突出し量まで対応できない事例もありますので、都度ご確認ください。
★=推奨材種 ☆=補助材種
CoroCut® QD チップ ブレーカ 公差: P ★ ★ ☆ ☆ ☆ P 鋼-CM -CO M ★ ★ ★ ☆ ☆ M ステンレス鋼CW =±0.05 CW =±0.02 K ☆ ★ ☆ ☆ K 鋳鉄
RE =±0.05 RE =±0.05 N ★ ☆ N 非鉄S ☆ ★ ☆ ☆ S 耐熱合金
-CF, 低 送り用ポジブレーカ -CL, 切りくずが伸びやすい シートサイズ コーティング 超硬 寸法、mm
薄壁ワークの加工や小径に第一推奨。小コーナ 被削材用ブレーカ, 低 送り SSC 型番 CW PSIRR/L AN RE
Rでポジのブレーカ形状。ステンレスやねばい 低炭素鋼・ベアリング鋼・その他切りくずの伸 切れ刃溝ありタイプ G(3.0) QD-R/LG-0300-0502-CM 3.00 5° 7° 0.20
材料のヘソやバリの低減に最適。ワイパー効果 びやすい被削材で良好な切りくず処理。低~中 H(4.0) QD-R/LH-0400-0502-CM 4.00 5° 7° 0.20QD-R/L..-CM
あり。 径方向送り送り。 中 切削幅(CW)、mm
送 4.0
り
3.0
R L -CM
-CM, 中送り用ポジブレーカ -CO, シャープエッジ, 低 送り 0.05 0.1 0.15 0.2送り(fn)、mm/r
切れ刃溝ありタイプ G(3.0) QD-R/LG-0300-0501-CO 3.00 5° 7° 0.10ほぼすべての被削材・安定条件下での突切りの 耐熱合金・二相系ステンレス・非鉄の第一推奨。
第一推奨。六角棒材の突切りなど軽断続にも。 研磨級によるシャープな刃先で、低切削抵抗。溶 QD-R/L..-CO シャ 径方向送り切削幅(CW)、mm
着が起こりにくく、びびりも起きにくい。へそや ープ 4.0
バリの低減にも貢献。 エ 3.0
ッ
ジ -CO 0.05 0.1 0.15 0.2
送り(fn)、mm/r
-CR, 刃先強化型 ‒ 高 送り R L
SSC = バイトの SSC(シートサイズ)に合わせてください。 R = 右勝手、L = 左勝手
高送り・強断続での突切り加工の第一推奨。高
送りでの切りくず処理良好。溝底はフラット。 添付グラフは CoroCut® QD チップの送り条件です。CoroCut® QD Y軸用突切り工具はこの推奨送りよりUPして使用することが可能となります。
Y軸用突切りでの第一推奨。
4
4325
1105
1125 1125
1135 1135
1145 1145
H13A H13A
H10F H10F
Page5
CoroCut® QD Y軸用突切り工具 CoroCut® QD Y軸用突切り工具
ブレード CoroCut®QD Y軸用突切り加工ブレード 突切り加工用 CoroCut® QDチップ
★=推奨材種 ☆=補助材種
Y軸用突切りの専用工具となります。従来の突切り加工用では使用出来ません。 公差: P ★ ★ ★ ☆ ☆ ☆ P 鋼
チップは従来の CoroCut® QD チップが使用できます。(チップシートサイズG、H) -COブレーカ その他ブレーカ
M ☆ ★ ★ ★ ☆ ☆ M ステンレス鋼
CW =±0.02 CW =±0.05 K ☆ ☆ ★ ☆ ☆ K 鋳鉄
RE =±0.05 RE =±0.05 N ☆ ★ ☆ N 非鉄S ★ ☆ ★ ☆ ☆ S 耐熱合金
油穴付き シートサイズ コーティング 超硬 寸法、mm
*
SSC 型番 CW AN RE
切れ刃溝ありタイプ G(3.0) QD-NG-0300-0001-CF 3.00 7° 0.15
QD-N..-CF 径方向送り
** 切削幅(CW)、mm
スプリングクランプタイプ 4.0
加工用途 シート ブレードの 寸法、mm 適用チップ 3.0
サイズ 芯高1) ワイパー-CF 0.05 0.1 0.15 0.2
最大 送り(fn)、mm/r低
SSC 型番 突出し量 H WB LF WF HF OAL OHX OHN クーラント MIID 送り 切れ刃溝ありタイプ
G(3.0) QD-NG-0300-0003-CL 3.00 7° 0.30
G(3.0) 25 QD-NN1G60C25AY 60 31.9 2.4 145 2.7 32 150 60 30 70 0.10 ○ QD-NG-0300-0002-CM H(4.0) QD-NH-0400-0003-CL 4.00 7° 0.30
H(4.0) 25 QD-NN1H60C25AY 60 31.9 3.4 144 3.7 32 150 60 30 70 0.14 ○ QD-NH-0400-0002-CM QD-N..-CL 径方向送り
25 QD-NN1H90C25AY 90 31.9 3.4 164 3.7 32 170 90 60 70 0.15 ○ QD-NH-0400-0002-CM 切削幅(CW)、mm
4.0
3.0
-CL
SSC = チップの SSC(シートサイズ)に合わせてください。 0.05 0.1 0.15 0.2
送り(fn)、mm/r
1)ツールブロックとアダプタの芯高とあわせてください。
切れ刃溝ありタイプ G(3.0) QD-NG-0300-0002-CM 3.00 7° 0.20
①刃先オフセットの位置 QD-NG-0300-0004-CM 3.00 7° 0.40QD-NG-0318-0002-CM 3.18 7° 0.20
重 要 Y方向刃先オフセットの位置に関して標準アダプタに取り付けられているブレードの刃先位置はY=0から7mm上の H(4.0) QD-NH-0400-0002-CM 4.00 7° 0.20QD-N..-CM位置となります。(上図参照*部) QD-NH-0400-0004-CM 4.00 7° 0.40中
送 -CM QD-NH-0476-0002-CM 4.76 7° 0.20
り 径方向送り
X方向刃先オフセットの位置に関してX方向の刃先オフセットの位置も確認が必要となります。 切削幅(CW)、mm
4.0
また刃先位置の確認が難しい場合には、工具にも基準となるゲージ面があります。(上図参照**部) 3.0
X方向の場合はGチップシートのブレードは、刃先の上5mm、Hチップシートのブレードは、刃先の上6mm
0.05 0.1 0.15 0.2 0.25 0.3
この情報はブレード本体にも刻印されています。 送り(fn)、mm/r
切れ刃直線タイプ G(3.0) QD-NG-0300-0003-CR 3.00 7° 0.30
QD-N..-CR H(4.0) QD-NH-0400-0003-CR 4.00 7° 0.30
径方向送り
高 切削幅(CW)、mm
送 4.0
り
3.0
0.05 0.1 0.15 0.2 0.25 0.3 0.35
②Y軸周速一定制御に関して -CR 送り(fn)、mm/r
G(3.0) QD-NG-0300-0001-CO 3.00 7° 0.10
Y軸周速一定制御を行う際には通常NCプログラムのパラメーターの変更が必要です。 切れ刃溝ありタイプ H(4.0) QD-NH-0400-0002-CO 4.00 7° 0.20
このパラメーター変更の詳細は各機械メーカーの機種、使用するコントローラーにより異なってきますので、 QD-N..-CO シャ 径方向送り
その都度確認が必要です。 ー 切削幅(CW)、mmプ 4.0
エ
3.0
③対応可能な加工径に関して ッジ -CO
0.05 0.1 0.15 0.2
Y軸制御の突切り加工を行う場合、最大加工径は使用する機械のY軸ストローク量、ツール旋回径、主軸貫通径 送り(fn)、mm/r
によって最大加工径が決まります。 SSC = バイトの SSC(シートサイズ)に合わせてください。 N = 勝手なし
内容によっては工具の最大突出し量まで対応できない事例もありますので、都度ご確認ください。
★=推奨材種 ☆=補助材種
CoroCut® QD チップ ブレーカ 公差: P ★ ★ ☆ ☆ ☆ P 鋼-CM -CO M ★ ★ ★ ☆ ☆ M ステンレス鋼CW =±0.05 CW =±0.02 K ☆ ★ ☆ ☆ K 鋳鉄
RE =±0.05 RE =±0.05 N ★ ☆ N 非鉄S ☆ ★ ☆ ☆ S 耐熱合金
-CF, 低 送り用ポジブレーカ -CL, 切りくずが伸びやすい シートサイズ コーティング 超硬 寸法、mm
薄壁ワークの加工や小径に第一推奨。小コーナ 被削材用ブレーカ, 低 送り SSC 型番 CW PSIRR/L AN RE
Rでポジのブレーカ形状。ステンレスやねばい 低炭素鋼・ベアリング鋼・その他切りくずの伸 切れ刃溝ありタイプ G(3.0) QD-R/LG-0300-0502-CM 3.00 5° 7° 0.20
材料のヘソやバリの低減に最適。ワイパー効果 びやすい被削材で良好な切りくず処理。低~中 H(4.0) QD-R/LH-0400-0502-CM 4.00 5° 7° 0.20QD-R/L..-CM
あり。 径方向送り送り。 中 切削幅(CW)、mm
送 4.0
り
3.0
R L -CM
-CM, 中送り用ポジブレーカ -CO, シャープエッジ, 低 送り 0.05 0.1 0.15 0.2送り(fn)、mm/r
切れ刃溝ありタイプ G(3.0) QD-R/LG-0300-0501-CO 3.00 5° 7° 0.10ほぼすべての被削材・安定条件下での突切りの 耐熱合金・二相系ステンレス・非鉄の第一推奨。
第一推奨。六角棒材の突切りなど軽断続にも。 研磨級によるシャープな刃先で、低切削抵抗。溶 QD-R/L..-CO シャ 径方向送り切削幅(CW)、mm
着が起こりにくく、びびりも起きにくい。へそや ープ 4.0
バリの低減にも貢献。 エ 3.0
ッ
ジ -CO 0.05 0.1 0.15 0.2
送り(fn)、mm/r
-CR, 刃先強化型 ‒ 高 送り R L
SSC = バイトの SSC(シートサイズ)に合わせてください。 R = 右勝手、L = 左勝手
高送り・強断続での突切り加工の第一推奨。高
送りでの切りくず処理良好。溝底はフラット。 添付グラフは CoroCut® QD チップの送り条件です。CoroCut® QD Y軸用突切り工具はこの推奨送りよりUPして使用することが可能となります。
Y軸用突切りでの第一推奨。
5
4325
1105
1125 1125
1135 1135
1145 1145
H13A H13A
H10F H10F
Page6
CoroCut® QD Y軸用突切り工具 CoroCut® QD Y軸用突切り工具
CoroCut®QD ブレード用ツールブロック 部 品
油穴つき
BA-R/LGC CoroCut®QD Y軸突切り加工用ブレード(スプリングクランプタイプ)
部品
1 2 3
HRY 型番 クーラントプラグ レンチ レンチ
OAW QD-NN1G60C25AY 5643 028-03 5680 075-02 5680 043-13
図は右勝手を示す QD-NN1H60C25AY 5643 028-03 5680 075-02 5680 043-13
QD-NN1H90C25AY 5643 028-03 5680 075-02 5680 043-13
寸法、mm 推奨
クーラント圧
1)
ブレードの芯高 型番 B CNT H HF LF OAH OAW HRY WF
25 BA-R/LGC2020-25M 20 G1/8 20 20 115 51 40 14 35 70 1.016
BA-R/LGC2525-25M 25 G1/8 25 25 115 52 45.5 10 40 70 1.232
BA-R/LGC3232-25M 32 G1/8 32 32 115 54 52.5 5 46 70 1.568
最大クーラント圧 7 MPa (70 bar)
1)ブレードの芯高とあわせてください。 CoroCut®QD ブレード用ツールブロック
油穴つき 部品 取付け用部品 アクセサリ
CoroCut®QD Coromant Capto®ブレード用アダプタ 1 2 3 4 5 6
クランプ クーラント
内部給油 型番 幅×高さ クランプ スクリュー O- リング プラグ レンチ レンチ
1)
Cx-APBR/L BA-R/LGC2020-25M 20 x 20 5412 120-09 3212 010-410 5641 005-100 5643 018-01 3021 010-060 3021 010-050
BA-R/LGC2525-25M 25 x 25 5412 120-09 3212 010-410 5641 005-100 5643 018-01 3021 010-060 3021 010-050
BA-R/LGC3232-25M 32 x 32 5412 120-09 3212 010-410 5641 005-100 5643 018-01 3021 010-060 3021 010-050
1)オプション部品は別途注文品です。
図は右勝手を示す
寸法、mm 推奨
クーラント圧 CoroCut®QD Coromant Capto®ブレード用アダプタ
1)
ブレードの芯高 型番 DCON LF WF HF OAW OAH RADH RADW DIX CNT
25 C6-APBR/L-160-25HP 63 160 32.0 25 69 69 37 37 100 M20x2 70 2.480 部品
C8-APBR/L-160-25HP 80 160 40.5 25 86 81 37 45 111 M20x2 70 3.370 1 2 3 4 5 6 7 8
1)ブレードの芯高とあわせてください。 スプリング セッティング
型番 ウェッジ スクリュー ピン O- リング バルブボルト O- リング ノズル スクリュー
C6-APBR/L-160-25HP 5431 080-02 5512 031-09 3113 030-457 5641 005-74 5692 036-02 5641 005-08 5691 034-02 3214 020-256
C8-APBR/L-160-25HP 5431 080-02 5512 031-09 3113 030-457 5641 005-74 5692 036-02 5641 005-08 5691 034-02 3214 020-256
CoroCut®QD HSKブレード用アダプタ
内部給油
HT06-APBR/L CoroCut®QD HSKブレード用アダプタ
部品
1 2 3 4 5 6 7 8
スプリング セッティング
型番 ウェッジ スクリュー ピン O- リング バルブボルト O- リング ノズル スクリュー
HT06-APBR/L-175-25HP 5431 080-02 5512 031-09 3113 030-457 5641 005-74 5692 036-02 5641 005-08 5691 034-02 3214 020-256
図は右勝手を示す
寸法、mm 推奨
クーラント圧
1)
ブレードの芯高 型番 DCON LF WF HF OAW OAH RADH RADW DIX CNT
25 HT06-APBR/L-175-25HP 63 175 32 25 69 69 37 37 100 M18x1 70 2.500
1)ブレードの芯高とあわせてください。
6
Page7
CoroCut® QD Y軸用突切り工具 CoroCut® QD Y軸用突切り工具
CoroCut®QD ブレード用ツールブロック 部 品
油穴つき
BA-R/LGC CoroCut®QD Y軸突切り加工用ブレード(スプリングクランプタイプ)
部品
1 2 3
HRY 型番 クーラントプラグ レンチ レンチ
OAW QD-NN1G60C25AY 5643 028-03 5680 075-02 5680 043-13
図は右勝手を示す QD-NN1H60C25AY 5643 028-03 5680 075-02 5680 043-13
QD-NN1H90C25AY 5643 028-03 5680 075-02 5680 043-13
寸法、mm 推奨
クーラント圧
1)
ブレードの芯高 型番 B CNT H HF LF OAH OAW HRY WF
25 BA-R/LGC2020-25M 20 G1/8 20 20 115 51 40 14 35 70 1.016
BA-R/LGC2525-25M 25 G1/8 25 25 115 52 45.5 10 40 70 1.232
BA-R/LGC3232-25M 32 G1/8 32 32 115 54 52.5 5 46 70 1.568
最大クーラント圧 7 MPa (70 bar)
1)ブレードの芯高とあわせてください。 CoroCut®QD ブレード用ツールブロック
油穴つき 部品 取付け用部品 アクセサリ
CoroCut®QD Coromant Capto®ブレード用アダプタ 1 2 3 4 5 6
クランプ クーラント
内部給油 型番 幅×高さ クランプ スクリュー O- リング プラグ レンチ レンチ
1)
Cx-APBR/L BA-R/LGC2020-25M 20 x 20 5412 120-09 3212 010-410 5641 005-100 5643 018-01 3021 010-060 3021 010-050
BA-R/LGC2525-25M 25 x 25 5412 120-09 3212 010-410 5641 005-100 5643 018-01 3021 010-060 3021 010-050
BA-R/LGC3232-25M 32 x 32 5412 120-09 3212 010-410 5641 005-100 5643 018-01 3021 010-060 3021 010-050
1)オプション部品は別途注文品です。
図は右勝手を示す
寸法、mm 推奨
クーラント圧 CoroCut®QD Coromant Capto®ブレード用アダプタ
1)
ブレードの芯高 型番 DCON LF WF HF OAW OAH RADH RADW DIX CNT
25 C6-APBR/L-160-25HP 63 160 32.0 25 69 69 37 37 100 M20x2 70 2.480 部品
C8-APBR/L-160-25HP 80 160 40.5 25 86 81 37 45 111 M20x2 70 3.370 1 2 3 4 5 6 7 8
1)ブレードの芯高とあわせてください。 スプリング セッティング
型番 ウェッジ スクリュー ピン O- リング バルブボルト O- リング ノズル スクリュー
C6-APBR/L-160-25HP 5431 080-02 5512 031-09 3113 030-457 5641 005-74 5692 036-02 5641 005-08 5691 034-02 3214 020-256
C8-APBR/L-160-25HP 5431 080-02 5512 031-09 3113 030-457 5641 005-74 5692 036-02 5641 005-08 5691 034-02 3214 020-256
CoroCut®QD HSKブレード用アダプタ
内部給油
HT06-APBR/L CoroCut®QD HSKブレード用アダプタ
部品
1 2 3 4 5 6 7 8
スプリング セッティング
型番 ウェッジ スクリュー ピン O- リング バルブボルト O- リング ノズル スクリュー
HT06-APBR/L-175-25HP 5431 080-02 5512 031-09 3113 030-457 5641 005-74 5692 036-02 5641 005-08 5691 034-02 3214 020-256
図は右勝手を示す
寸法、mm 推奨
クーラント圧
1)
ブレードの芯高 型番 DCON LF WF HF OAW OAH RADH RADW DIX CNT
25 HT06-APBR/L-175-25HP 63 175 32 25 69 69 37 37 100 M18x1 70 2.500
1)ブレードの芯高とあわせてください。
7
Page8
推奨切削条件(突切り・溝入れチップ材種)
比切削 ブリネル <<<< 耐摩耗性 じん性 >>>>
CMC 抵抗kc1 硬さ 最大切りくず厚さ hexmm ≈ 送り fn mm/r( 切込み角 90°-95° )
ISO MC No. No. 被削材 (N/mm2)(HB) 切削速度(Vc)m/min
P GC4325 GC1125 GC1135 GC1145
鋼 0.05-0.5 0.05-0.5 0.05-0.5 0.05-0.5炭素鋼
P1.1.Z.AN 01.1 C = 0.1–0.25% 1500 125 340-180 295-145 205-100 200-100
P1.2.Z.AN 01.2 C = 0.25–0.55% 1600 150 315-140 265-115 180-75 185-75
P1.3.Z.AN 01.3 C = 0.55–0.80% 1700 170 290-120 235-105 175-70 175-70
合金成分≤5%
P2.1.Z.AN 02.1 非焼入れ 1700 180 280-130 235-110 175-80 180-85
P2.5.Z.HT 02.2 焼入れ、焼戻し 1850 275 265-100 205-95 155-70 165-70
P2.5.Z.HT 02.2 焼入れ、焼戻し 2050 350 215-80 165-75 125-55 130-55
合金成分>5%
P3.0.Z.AN 03.11 焼きなまし 1950 200 255-105 205-95 155-70 160-75
P3.0.Z.HT 03.21 焼入れ工具鋼 3000 325 195-75 150-65 105-45 105-45
鋳鋼
P1.5.C.UT 06.1 炭素鋼 1550 180 165-70 135-65 105-50 110-50
P2.6.C.UT 06.2 低合金 ( 合金成分≤5%) 1600 200 190-85 160-85 120-60 125-65
P3.0.C.UT 06.3 高合金 ( 合金成分>5%) 2050 225 130-95 120-50 90-40 85-38
P3.2.C.AQ 06.33 マンガン鋼、12–14% Mn 2900 250 85-45 70-40 50-29 ─
フェライト/マルテンサイト
丸棒/鍛造
P5.0.Z.AN 05.11 非焼入れ 1800 200 ─ 190-85 145-65 150-60
P5.0.Z.PH 05.12 析出硬化 2850 330 ─ 150-65 110-45 110-45
P5.0.Z.HT 05.13 硬化 2350 330 ─ 160-70 120-50 125-50
フェライト/マルテンサイト
鋳鋼
P5.0.C.UT 15.11 非焼入れ 1700 200 ─ 175-80 130-60 140-55
P5.0.C.HT 15.13 硬化 2150 330 ─ 145-65 110-45 115-45
M GC1105 GC1125 GC1135 GC1145
ス 0.05-0.5 0.05-0.5 0.05-0.5 0.05-0.5オーステナイト
テ 丸棒/鍛造
ンM1.0.Z.AQ 05.21 オーステナイト 1800 180 435-190 215-100 165-70 165-65
レM1.0.Z.PH 05.22 析出硬化 2850 330 235-100 150-70 105-50 110-50
スM2.0.Z.AQ 05.23 スーパーオーステナイト 2250 200 260-115 160-75 115-55 105-50
鋼 オーステナイト-フェライト(2相)
丸棒/鍛造
M3.1.Z.AQ 05.51 非溶接≥0.05%C 2000 230 335-145 180-85 135-60 145-60
M3.2.Z.AQ 05.52 溶接<0.05%C 2450 260 300-130 150-70 110-50 115-50
オーステナイト
鋳鋼
M1.0.C.UT 15.21 オーステナイト 1700 180 ─ 185-90 135-60 145-60
15.22 析出硬化 2450 330 ─ 120-65 90-45 90-45
オーステナイト-フェライト(2相)
鋳鋼
M3.1.C.AQ 15.51 非溶接≥0.05%C 1800 230 ─ 155-75 115-55 120-55
M3.2.C.AQ 15.52 溶接<0.05%C 2250 260 ─ 125-65 95-45 95-45
K GC1125
鋳 0.05-0.5可鍛鋳鉄
鉄 07.1 フェライト ( 短い切りくず) 790 130 255-125
K1.1.C.NS 07.2 パーライト ( 長い切りくず) 900 230 170-95
ネズミ鋳鉄
K2.1.C.UT 08.1 低抗張力 890 180 210-110
K2.2.C.UT 08.2 高抗張力 970 220 175-90
ダクタイル鋳鉄
K3.1.C.UT 09.1 フェライト 900 160 185-95
K3.3.C.UT 09.2 パーライト 1350 250 150-75
K3.4.C.UT 09.3 マルテンサイト 2100 380 100-55
N H13A
非 0.05-0.8アルミ合金 400 60
鉄N1.2.Z.UT 30.11 鍛造または鍛造と冷間加工、非時効 1500 (1900 - 190)
N1.2.Z.AG 30.12 650 100 1500 (1900 - 190)
アルミ合金
N1.3.C.UT 30.21 鋳物、非時効 600 75 1500 (1900 - 190)
N1.3.C.AG 30.22 鋳物または鋳物と時効性 700 90 1500 (1900 - 190)
アルミ合金
30.41 鋳物、13~15% Si 700 130 400 (500 - 50)
N1.4.C.NS 30.42 鋳物、16~22% Si 700 130 250 (315 - 31)
銅と銅合金
N3.3.U.UT 33.1 快削合金、≥1% Pb 黄銅 550 110 350 (440 - 45)
N3.2.C.UT 33.2 青銅、≤1% Pb 550 90 400 (500 - 50)
N3.1.U.UT 33.3 青銅、非鉛銅合金、電気銅 1350 100 250 (315 - 31)
S GC1105 GC1125 GC1145
耐 0.05-0.3 0.05-0.3 0.05-0.3鉄ベース
熱S1.0.U.AN 20.11 焼きなましまたは溶体化処理 2400 200 180-120 80-45 45-34
合S1.0.U.AG 20.12 時効、または溶体化処理と時効 2500 280 150-100 55-33 45-30
金 ニッケルベース
S2.0.Z.AN 20.21 焼きなましまたは溶体化処理 2650 250 90-55 50-32 29-23
S2.0.Z.AG 20.22 時効、または溶体化処理と時効 2900 350 80-50 45-26 19-13
S2.0.C.NS 20.24 鋳物または鋳物と時効性 3000 320 70-45 35-18 20-13
コバルトベース
S3.0.Z.AN 20.31 焼きなましまたは溶体化処理 2700 200 90-60 55-38 34-23
S3.0.Z.AG 20.32 溶体化処理と時効 3000 300 80-50 45-26 23-12
S3.0.C.NS 20.33 鋳物または鋳物と時効性 3100 320 70-45 35-18 19-13
チタン合金 Rm1)
S4.1.Z.UT 23.1 一般純チタン(99.5% Ti) 1300 400 ─ 220-100 ─
S4.2.Z.AN 23.21 α, ニヤα および α + β 合金、焼きなまし 1400 950 ─ 80-45 ─
α + β 合金 / 時効状態、 β 合金、焼きなましまたは時効
S4.3.Z.AG 23.22 1400 1050 ─ 75-37 ─
1) Rm:引張り強さ(MPa)
技術相談フリーダイヤル 0120-350-930 ●月曜~金曜 祝日を除く ホームページ http://www.sandvik.coromant.com
安全について コロメール 会員募集中!!
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。 新製品情報、展示会情報、キャンペーン情報などいち
●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。 早くお知らせするメールマガジンです。サンドビック
●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●チップや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。 コロマントのホームページからご登録ください。
サンドビック株式会社 コロマントカンパニー
東 部 支 店 TEL(045)478-7600
●横浜営業所●仙台営業所●高崎営業所●北関東営業所
中 部 支 店 TEL(052)778-1001
●名古屋営業所●浜松営業所
西 部 支 店 TEL(06)4796-6310
●大阪営業所●金沢営業所●兵庫営業所●岡山営業所●広島営業所●福岡営業所
CT-097J 17.10 5M® 環境に配慮し、このカタログでは植物油インキを使用しております。 技術的改良により仕様を予告なく変更する場合もあります。