Page1
基礎から学ぶ!、プラスチック成形編、生産計画・スケジューリングの教科書
Chapter
07 基礎から
プラスチック
成形編
生産計画・スケジューリングの教科書
ぶ!
学
Page2
イントロダクション、本書は、工場の生産計画・スケジューリングのシステム化に課題を抱える方々へ向けた実践的なガイドです。生産計画の階層、生産形態の分類、そしてそれぞれの固有の課題を体系的に整理し、Asprovaのような生産スケジューラの導入の一助となることを目的としています。、具体的には、以下の内容を掘り下げて解説します。、本書が、皆様の工場の生産計画・スケジューリングの高度化を促進し、ひいては読者の皆様のキャリアアップに貢献できることを心より願っております。
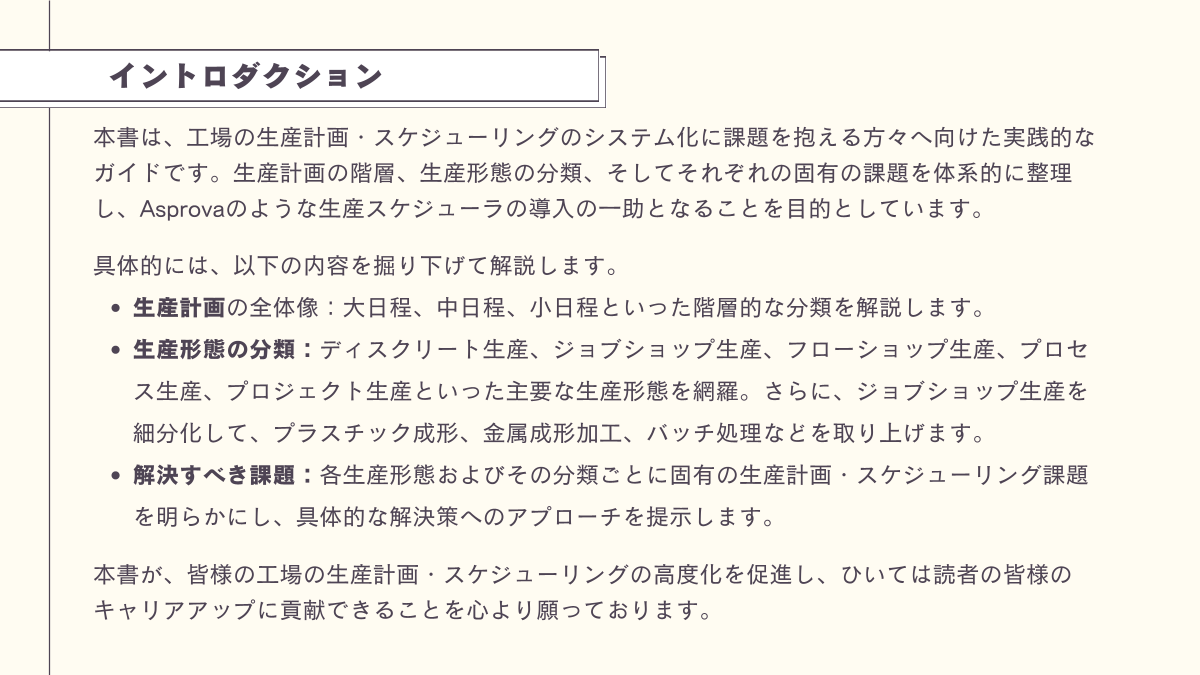
イントロダクション
本書は、工場の生産計画・スケジューリングのシステム化に課題を抱える方々へ向けた実践的な
ガイドです。生産計画の階層、生産形態の分類、そしてそれぞれの固有の課題を体系的に整理
し、Asprovaのような生産スケジューラの導入の一助となることを目的としています。
具体的には、以下の内容を掘り下げて解説します。
生産計画の全体像:大日程、中日程、小日程といった階層的な分類を解説します。
生産形態の分類:ディスクリート生産、ジョブショップ生産、フローショップ生産、プロセ
ス生産、プロジェクト生産といった主要な生産形態を網羅。さらに、ジョブショップ生産を
細分化して、プラスチック成形、金属成形加工、バッチ処理などを取り上げます。
解決すべき課題:各生産形態およびその分類ごとに固有の生産計画・スケジューリング課題
を明らかにし、具体的な解決策へのアプローチを提示します。
本書が、皆様の工場の生産計画・スケジューリングの高度化を促進し、ひいては読者の皆様の
キャリアアップに貢献できることを心より願っております。
Page3
プラスチック成形とは、生産スケジューリングの課題
目次
01 プラスチック成形とは
02 生産スケジューリングの課題
プラスチック成形とは
プラスチックの原材料(主に粒状のペレット)を
加熱して溶かし、金型などを使って特定の形に加
工し、冷やして固めることで製品を製造する技術
のことです。
Page6
プラスチック成形とは、ここでは代表的な4つの成形方法を紹介します。
プラスチック成形とは
ここでは代表的な4つの成形方法を紹介します。
成形方法 説明
溶かしたプラスチック材料を高圧で金型に注入し、冷却して固めまする方法です。精
射出成形
密な形状や複雑なデザインの製品を効率よく大量生産できるため、自動車部品や家電
製品、雑貨など幅広い分野で利用されています。
溶かしたプラスチック材料を、ところてんのように「ダイ」と呼ばれる金型の口金か
押出成形 ら連続的に押し出して成形する方法です。チューブ、パイプ、フィルム、シートな
ど、断面が同じ形状の長い製品を作るのに適しています。
Page7
プラスチック成形とは、上記以外にも、圧縮成形、回転成形、カレンダー成形など、製品の用途や特性に応じて様々なプラスチック成形技術が存在します。
プラスチック成形とは
成形方法 説明
溶かしてチューブ状にしたプラスチックを金型で挟み、中に空気を吹き込んで風船の
ブロー成形
ように膨らませて成形する方法です。ペットボトルやシャンプーの容器など、中が空
洞になっている製品の製造に使われます。
加熱して柔らかくしたプラスチックシートを金型にかぶせ、金型とシートの間の空気
真空成形
を抜いて真空状態にすることで、シートを金型に密着させて成形する方法です。食品
トレーや卵のパック、商品の梱包材など、比較的薄い製品の製造に用いられます。
上記以外にも、圧縮成形、回転成形、カレンダー成形など、製品の用途や特性に応じて様々な
プラスチック成形技術が存在します。
生産スケジューリングの課題
1.納期厳守と急なオーダ変更への対応
納期は絶対に守らなければなりません。
しかも、特急注文、仕様変更、材料遅延など不測の事態が頻繁に発生します。
そのたびにリスケジュールする必要があります。一つの変更が他の多くの注文の計画に影
響を及ぼすため、手作業での再調整は困難で、生産スケジューラが必要になります。
2.段取り替え
(金型、材料、色)
金型、材料、色の切換えには段取り時間がかかります。
例えば、濃い色から薄い色へ切り替える際は、成形機内部の洗浄に多くの時間を要するため、
投入順序を最適化することで、段取り時間を最小化する必要があります。
Page10
3.キャビティ数(取り数)、4.多工程の有限能力スケジューリング
生産スケジューリングの課題
3.キャビティ数(取り数)
金型には製品を成形する部分(キャビティ)が複数ある場合があります。
キャビティの数(取り数)を考慮した生産スケジュールを作成する必要が
あります。一部のキャビティが使えなくなると、一度に作れる個数が減
るため、生産速度の調整が必要です。
4.多工程の有限能力スケジューリング
上記の制約を考慮しながら、機械や人員の能力を考慮して、複数工程のスケジューリングを
行う必要があります。
これは、巨大なパズル解きで人間が解くのは困難です。近年では最適化AIを用いた生産スケ
ジューラが有効な手段として活用が進んでいます。
Page12
生産スケジューラに関することなら、何でもお問い合わせください
生産スケジューラに関することなら
何でもお問い合わせください
生産計画に関するご質問やお悩みがございましたら、
どんな事でも遠慮なくお問い合わせください。
www.asprova.jp
japan_sales@asprova.com