


工場建築から装置開発、省エネまで、各種ソリューションをご提案します!
掲載内容
◆製造実行(MES)ソリューションマップ
◆MESソリューション導入イメージ
◆見える化システム(MES)導入メリット
◆事例 など
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 製造実行システム(Joyシリーズ)を活用した「見える化」ソリューション 概要&事例紹介編 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 2.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | ビス株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
製造実行システム(Joyシリーズ)を活用した
「見える化」ソリューション
概要&事例紹介編
ビ ス 株式会社
Page2
3
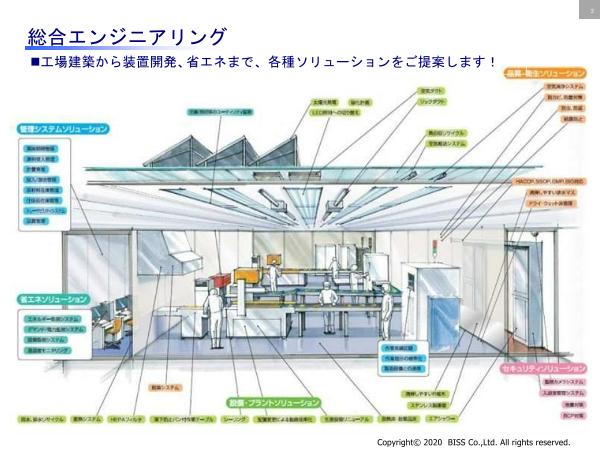
総合エンジニアリング
◼工場建築から装置開発、省エネまで、各種ソリューションをご提案します!
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page3
4
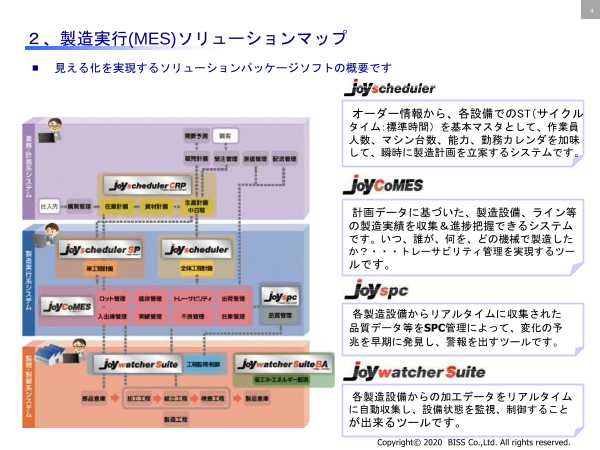
2、製造実行(MES)ソリューションマップ
◼ 見える化を実現するソリューションパッケージソフトの概要です
オーダー情報から、各設備でのST(サイクル
タイム:標準時間)を基本マスタとして、作業員
人数、マシン台数、能力、勤務カレンダを加味
して、瞬時に製造計画を立案するシステムです。
計画データに基づいた、製造設備、ライン等
の製造実績を収集&進捗把握できるシステム
です。 いつ、誰が、何を、どの機械で製造した
か?・・・トレーサビリティ管理を実現するツー
ルです。
各製造設備からリアルタイムに収集された
品質データ等をSPC管理によって、変化の予
兆を早期に発見し、警報を出すツールです。
各製造設備からの加工データをリアルタイム
に自動収集し、設備状態を監視、制御すること
が出来るツールです。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page4
5
3、MESソリューション導入イメージ
◼このような悩みを解決できます
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page5
6
4、見える化システム(MES)導入メリット
◼製造実行システムによる定性的な効果をシミュレートすると、
1、正確な情報収集
どのような作業者でも簡単・正確に入力できる仕組み
⇒ 様々な入力方法を駆使して、作業をしながら、誰でも簡単に漏れなく入力できる結果、
①正確な実時間・正確な報告となる
リアルタイム性
⇒ 作業の遅れをリアルタイムに把握できることにより、②リカバリー・計画の見直しを早期に図れる
⇒ 事務所から工場現場での③トラブルに対する的確な指示が打てる
2、作業者の意識向上・モラル向上
作業者の時間意識を高めながら、PDCA サイクルを繰り返す
⇒ 日々、入力端末から作業時間を登録していく事で、常に見られている意識を持つとともに、個々の
④生産性に対する意識・モラルの向上が図れる
⇒ 業務の定型化 (パターン化) を進め、業務範囲を明確化すると共に、再教育が必要な作業者を特定できる
3、情報の有効活用
精度の高い実工数から、利益を鑑みた生産活動に活かす
⇒ 精度の高い実工数を受注 Lot 単位で集計し、予定工数と対比して今後の生産活動に活かす
蓄積した情報を活用することによる様々な効果
⇒ 作業者へのマネジメントにより、改善活動を推進する
⇒ 新製品の標準時間を、過去の類似品から推測できる
⇒ 実績値から設備故障率を割り出し、⑤ST 稼働率の向上を図れる
などが想定できます。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page6
7
事例1:設備稼働のリアルタイム可視化例
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page7
8
事例1 :概要
1. お客様の概要 (某ナット製造様)
業種 :金属加工業
資本金 :3000千万円
2. 製造工程
伸線 圧造 切削 検査 梱包 出荷
3. 当初の問題
・設備の稼働状態は現場に行かないとわからない。
・設備の稼働実績は、人手の記録に頼っているため、漏れなどのミスが
ある。(生産数カウントや稼働/停止時間、停止要因など)
・各種評価指標のための集計に手間がかかる。
(設備稼働時間集計、日産/月産 生産数集計など)
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page8
9
事例1 :導入後効果
①事務所で工場全体の 設備稼働状態がわかるようになったため、
異常停止などが発生した時に、どのようなエラーで止まっているのか
その場でわかり、対応が迅速化した。
②各設備の稼働時間の集計の手間がなくなった。
③問題が発生した際の各測定データを調査することで、原因の追究が
行えるようになった。
④各設備の生産数が確認できるようになったため、作業指示の調整が
正確に行えるようになった。
⑤各種評価指標の集計が自動化や半自動化された
<<今後の改善>>
①工場内での水平展開を行い、他部署に関しても見える化を進める
②基幹システムとのシステム連携により、正確な原価管理を実現する。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page9
10
事例1 :システム構成
◼各設備の信号をPLCやリーモートI/Oを受けて、そのデータをマスタ盤に
集めます。マスタ盤のデータをJoyWatcherSuiteを使って収集/配信します。
事務所
JWS-DB
工程監視確認用 サーバ
(新規:1台)
(既設:20台)
オフィス内イーサネット
マスタ盤
マスタPLC
伸線工程 圧造工程 切削工程 タップ工程 検査工程
2台 58台 25台 58台 5台
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page10
11
事例1 :監視画面イメージ
◼工場全体の全体監視画面に加え、各ブロック/設備グループ単位での詳細な情報
表示を行います。
また、アラーム情報をサマリ表示したり、温度や生産数、稼働時間をトレンドグラフ
やタイムチャートにグラフ化し視認性を高めています。
各ブロック/設備の詳細情報表示
工場全体図
トレンドグラフ/タイムチャート画面
アラームのサマリ画面
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page11
12
事例2:加工・組立工程全体最適
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page12
13
事例2 :概要
1.お客様の概要
業種 :電力用機器関連
資本金 :40億円 年商:≒340億円
2.製造工程
乾燥
鉄心 焼鈍 巻線 内装 外装 注油 完成 出荷
炉 検査 検査
外装
絶縁紙 焼付
塗装
3.問題
・生産指示が工程別に人計画によってなされるため、工程ごとに仕掛
在庫が滞留していた。(各工程の能力差によるアンバランス状態)
・組込み工程に払出すパーツ材のピッキング待ちで、ラインが止まる
ことが多々あった。
・組込まれた部品のロット追跡は、各工程日報を紙ベースで調べる
しか情報がなかった。
・乾燥炉(10時間乾燥)の設備増設を行っても、日産能力数が
伸び悩んでいた。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page13
14
事例2 :改善効果
①各工程計画を一元作成し、材料プレ加工にもスケジューラによる
工程計画データから作業指示(バーコード付:BC)が自動で
発行出来るようになった。
⇒工程間アンバランスを改善し、仕掛在庫が減少した。
また、各工程の職制による調整の必要性が低減した。
②各工程で作業指示№コードと各現物に添付されたBCラベルおよび
担当名札BCにより、作業日報を割愛し、製造実績の集計を自動化した。
③トレーサビリティ情報(どの部品、どの仕掛がどの製品に組付けられたか)を
すべて紐付て収集するため、完成検査や出荷前検査のシリアル№と照合が
瞬時にできるようになった。
④10時間掛かる乾燥炉への内装仕掛ワークの投入/払出をLGVにより自動で
行えるように対応し、内装⇒外装での人手組立が順調に流れるようになった。
(乾燥炉の処理能力:ネック工程のスループットアップ)
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page14
15
事例2 :運用重視のベストチョイス
◼メーカーを問わない適材適所の入力機器をベストチョイスしました。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page15
16
事例2 :トレーサビリティ画面イメージ例
◼多岐に渡る、「サブ加工工程」 から 「組立⇒検査工程」までを現物管理し、進捗、
トレース管理を実現しました。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page16
17
事例2 :全体システムイメージ図
◼「自動ライン工程」 と 「人手工程」を工程能力に基づく平準化された計画データを
基準とし、予実管理の徹底を実現をしました。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page17
18
事例3:金属加工における作業者意識改革
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page18
19
事例3
1. お客様の概要
業種 :精密機械加工
資本金 :1000万円 年商:≒4億円
2. 製造工程
切削
長尺材 メッキ 外径 仕上 振れ
圧接 目視
受入 コマ (外注) 加工 加工 検査 検査
切断
3. 問題
・見積から、材料手配、作業指示、外注加工、納期管理は、
すべて生管課長の頭の中で行われる。
(納期遅れは無いが、常にすべてが特急扱い)
・実績集計、在庫管理(材料、仕掛、製品)、原価管理は、優秀な女性
スタッフが1人でEXCEL集計管理をしている。
しかしながら、総在庫金額は?億円。
・現場は、24時間(2直)で、管理職は毎日15時間以上フル稼働状態。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page19
20
事例3 :導入後効果
①手書きの工程管理票からスケジューラによる指示となったので、
指示忘れや遅れが少なくなり、特急対応が少なくなった。
②外注加工(メッキ等)で急ぎのロットが指定できるようになった。
③生管課長の頭の中から、標準サイクルタイムがマスタ化され、
予定/実績時間が管理出来るようになった。 ⇒作業標準化
④昼夜勤:50名(パートを含む)の作業者が日々記入していた日報が
廃止され、作業着/完(間接、直接作業)の都度入力するので、
日報集計作業が自動化された。
⇒事務所から「見られている意識」のシナジー効果 ⇒評価との連動
⑤検索、評価分析が円滑に行えるようになった。
<<今後の改善>>
①材料、仕掛、製品の在庫減および端材の有効活用を徹底する。
②客先からの問い合わせに対して、納期回答の迅速化を図る。
Copyright© 2020 BISS Co.,Ltd. All rights reserved.
Page20
21
事例3 :標準(加工/組立)テンプレートの機能アップ
◼「製造管理機能」から「材料管理機能」および「在庫管理機能」(材料、仕掛、製品)を標準
テンプレートとしてブラッシュアップ ⇒そのまま使えるモデル⇒廉価導入
Copyright© 2020 BISS Co.,Ltd. All rights reserved.