



展開図は板金加工の基点であり、展開図をもとに様々な加工機械のNCプログラムができあがります
図面は製品をつくるための原点であり、命令書でもあります。加工に
あたっては、まずじっくりと図面を"読む"ことが基本です。読図が終わったら、
加工用図面の作成となる展開作業に入り、NCプログラムを作成します。
当資料では、「読図・展開・NCプログラム作成」をはじめ、「図面を
読むときのポイント」「展開に必要な知識」などをご紹介。
ぜひ、ダウンロードしてご覧ください。
【掲載内容】
■読図・展開・NCプログラム作成
・読図・展開
・NCプログラムの作成
■図面を読むときのポイント
■展開に必要な知識
※詳しくはPDF資料をご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 【技術資料】板金基礎講座 第3回 読図・展開・NCプログラム作成 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アマダ(アマダグループ) (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
板金基礎講座
第 3 回
読図・展開・NCプログラム作成
Page2
板金基礎講座 第3回 読図・展開・NCプログラム
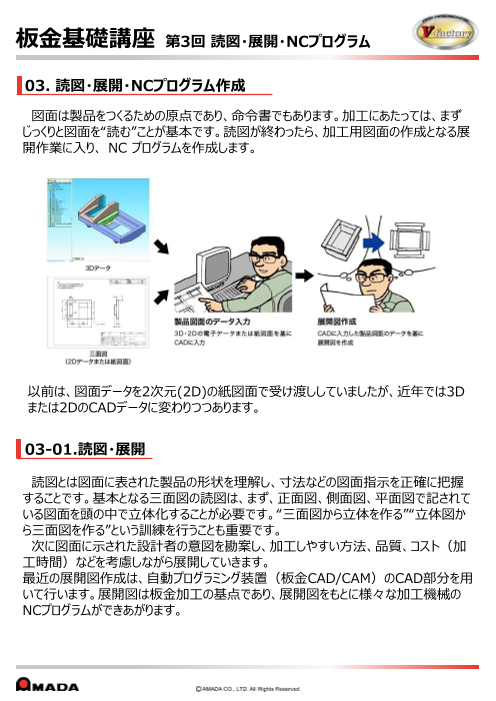
03. 読図・展開・NCプログラム作成
図面は製品をつくるための原点であり、命令書でもあります。加工にあたっては、まず
じっくりと図面を“読む”ことが基本です。読図が終わったら、加工用図面の作成となる展
開作業に入り、 NC プログラムを作成します。
以前は、図面データを2次元(2D)の紙図面で受け渡ししていましたが、近年では3D
または2DのCADデータに変わりつつあります。
03-01.読図・展開
読図とは図面に表された製品の形状を理解し、寸法などの図面指示を正確に把握
することです。基本となる三面図の読図は、まず、正面図、側面図、平面図で記されて
いる図面を頭の中で立体化することが必要です。“三面図から立体を作る”“立体図か
ら三面図を作る”という訓練を行うことも重要です。
次に図面に示された設計者の意図を勘案し、加工しやすい方法、品質、コスト(加
工時間)などを考慮しながら展開していきます。
最近の展開図作成は、自動プログラミング装置(板金CAD/CAM)のCAD部分を用
いて行います。展開図は板金加工の基点であり、展開図をもとに様々な加工機械の
NCプログラムができあがります。
Page3
板金基礎講座 第3回 読図・展開・NCプログラム
03-2. NCプログラム作成
板金加工で使用するNC加工機には、NCT(NCタレットパンチプレス)、レーザ加工
機、ベンディングマシンなどがあります。NC加工機とは、あらかじめ決められた指令に基づ
いて、コンピューターが機械の動きを制御し、ワークを加工していく機械のことです。NC加
工機を動かすためには、製品加工のためのNCプログラムを作成しなければなりません。
このNCプログラムを作成するのが自動プログラミング装置のCAM部分です。
(NC:Numerical Control 数値制御)
Page4
板金基礎講座 第3回 読図・展開・NCプログラム
03-3. 図面を読むときのポイント
1. 図面は随時変更されます(その都度、図番が改訂されるので注意しましょう)。
2. 板厚を確認してください(1つの製品に様々な板厚の材料が使われている場合が
あります。また、t2.3をt3.2に見まちがえることなどがあります)。
3. 図面中には注意事項が注1、注2などと記載されています。加工前に必ずチェックし
ておきましょう。
Page5
板金基礎講座 第3回 読図・展開・NCプログラム
先ほどの図面は左のような製品形状となります。
材質はSPCC、板厚 1.6mm に3.2mmの部品がス
ポット溶接されたカバーです。
4. ステンレスでヘアラインの指示がある場合、 その方向に
注意します。
5. 右図のように寸法公差が指示されているときは、公差の中
間の寸法を狙って53.1で製作します。
6. バーリングの凹凸の表示が見えにくい場合、必ず設計者に確認してください。
7. 下図のように重要寸法が記入されている場合は、部材を正確に位置決めして溶
接します。
8. 数字の見間違いに注意してください。(例.3と8、6と9、1と7など)
9. 見にくい部分は、勝手に判断しないで、必ず確認してください。
Page6
板金基礎講座 第3回 読図・展開・NCプログラム
03-4. 展開に必要な知識
■三角関数の基本公式
■展開長さの求め方
板材をV形の金型で挟んで曲げ加工すると、曲げられた部分の外側が引っ張られて伸
びます。展開計算では、伸び補正値を使って展開長さを計算します。
伸び補正値は、「曲げ角度」、「材質」、「板厚」、「金型のV幅」により値が変わります。
伸び補正値表 (α:両伸び) 90°
曲げ 材質:SPCC
αは左図のaとbの寸法を測定し、その合計
から元の寸法ℓを引いて求めます。
(α=a+b-ℓ)
Page7
アマダ公式商品情報サイトでは板金加工の基礎講座のほか、
課題解決、導入事例紹介など、皆さまのお仕事に役立つ情報を掲載し
ております。
「アマダ コラム」で検索 または 下記 QRコードよりアクセスください。
アマダ コラム