


レーザ樹脂溶着のご提案をします
レーザ樹脂溶着とは
→レーザを熱源とし、非接触で樹脂同士を直接接合。接着剤等を用いない接合方法
加工原理
→レーザ透過樹脂側から当てたレーザ光が吸収樹脂を溶融し、加圧、密着されてることにより透過樹脂も溶融し、双方が溶着されます
アプリケーション例のご紹介
樹脂の分類・組み合わせ
適応機種のご紹介
このカタログについて
| ドキュメント名 | レーザ樹脂溶着のご提案 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アマダ(アマダグループ) (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
レーザ樹脂溶着のご提案
Page2
ご案内
・ご興味ご関心をお持ちになられた、製品・アプリケーションに関しましては詳細内容のご説明を
致しますのでお気軽にご相談ください
お問い合わせ先
㈱アマダ 微細溶接事業 商品・一般お問い合わせ
https://www.awt.amada.co.jp/ja/contact/awt/
上記へお問合せ頂ければ、最寄りの当社営業所担当スタッフからご連絡をさせて頂きます。
1
Page3
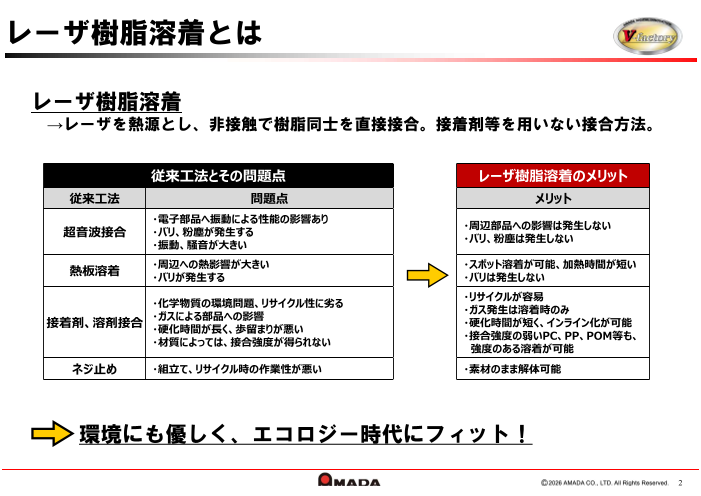
レーザ樹脂溶着とは
レーザ樹脂溶着
→レーザを熱源とし、非接触で樹脂同士を直接接合。接着剤等を用いない接合方法。
従来工法とその問題点 レーザ樹脂溶着のメリット
従来工法 問題点 メリット
・電子部品へ振動による性能の影響あり
超音波接合 ・バリ、粉塵が発生する ・周辺部品への影響は発生しない
・振動、騒音が大きい ・バリ、粉塵は発生しない
熱板溶着 ・周辺への熱影響が大きい ・スポット溶着が可能、加熱時間が短い
・バリが発生する ・バリは発生しない
・化学物質の環境問題、リサイクル性に劣る ・リサイクルが容易
・ガス発生は溶着時のみ
接着剤、溶剤接合 ・ガスによる部品への影響
・硬化時間が⾧く、歩留まりが悪い ・硬化時間が短く、インライン化が可能
・材質によっては、接合強度が得られない ・接合強度の弱いPC、PP、POM等も、
強度のある溶着が可能
ネジ止め ・組立て、リサイクル時の作業性が悪い ・素材のまま解体可能
環境にも優しく、エコロジー時代にフィット!
2
Page4
加工原理
→レーザ透過樹脂側から当てたレーザ光が吸収樹脂を溶融し、加圧、密着されてることに
より透過樹脂も溶融し、双方が溶着されます。
①レーザ照射 ②吸収側で発熱 ③透過側へ熱伝播 ④溶着完了
透過し 吸収側から
透過樹脂 発熱せず 熱が伝播、溶融
加圧 吸収樹脂
吸収し発熱
加圧
実際の冶具例
密着が必須 透過側 断面写真
→吸収側から透過側へ
熱伝播し互いが溶融。
レーザ溶接以上に、
ギャップの解消が加工
品質に直結します。
吸収側樹脂 透過側樹脂 吸収側
透過樹脂の色
透過と吸収の組み合わせが →透過樹脂は人間の目から見た、透明な素材で
できた樹脂だけだと思われがちですが、
必要
黒色あるいは着色されていても、
→上からガラス等を使い、押さえ込む方法があります レーザ光を透過する樹脂もあります。
3
Page5
アプリケーション例
様々な形状で加工出来ます
溶着部分拡大
アマダウエルドテック レーザ樹脂溶着のメリット
①一括供給
(光学系や搬送機を含めたカスタム提案が可能)
②幅広い出力帯
(20W×2chと120W、様々なサイズに対応可能)
③高い生産性
(2点同時加工を実現、タクト向上)
4
Page6
アプリケーション例:スマホ
レーザ光
押さえ
(耐熱ガラス) 樹脂(透過)
AMADAMIYACHI LTE 100%
溶融部 樹脂(吸収)
スキャナーで走査
溶融時追従の為、加圧(↓)
【弊社適合機種】
DDL溶接機
ML-5120A(120W)
裏側(予想) DDL用スキャニングシステム
ホームボタン構成部品 GWM-DDL
5
Page7
②樹脂構成部品-1:レーザ樹脂溶着
イメージ
インパネまわり
【弊社適合機種】
DDL溶接機
ML-5120A
DDL用スキャニングシステム
透過性樹脂側から吸収性樹脂へ GWM-STD2
レーザ照射し界面を溶融
550万円~ 480万円~
6
Page8
アプリケーション例:その他
溶着部(イメージ)
隙間をシリコンゴム
で押さえる
ガスメーター
押さえガラスをエアで加圧
レーザ照射
押さえガラス
加圧
加圧
【弊社適合機種】
DDL溶接機
表示窓 ML-5120A(120W)
DDL用スキャニングシステム
受け治具
GWM-DDL
外装ケース
7
Page9
樹脂の分類
【熱硬化性樹脂】:エポキシ、シリコン、ポリウレタン樹脂等/レーザ樹脂溶着に適さない
【熱可塑性樹脂】:レーザ樹脂溶着に適している
※1 ※1 ※2
①汎用プラスチック ②エンジニアリングプラスチック ③スーパーエンジニアリングプラスチック
(=エンプラとの異種材接合の可能性有り) (=汎用プラスチックとの異種材接合の可能性有り) (=異種材同士では、接合が非常に困難)
→耐熱性や機械的強度がやや劣るが、 →一般的な樹脂に比べ耐熱性や機械的強度に優れ、 →汎用エンプラよりも特に耐熱性と強度に優れ、
製造が容易で流通量も多い 「エンプラ」と略される 「スーパーエンプラ」と略される
名称 融点 名称 融点 名称 融点
ABS 100 PC 150 PEI 215
(エービーエス) ~125 (ポリカーボネート) (ポリエーテルイミド) ~217
PMMA 90 PA6 225 PPS
(アクリル) ~105 290
(6ナイロン) (ピーピーエス)
PS 100 PA66 265 PES 225
(ポリスチレン) (66ナイロン) (ポリエーテルスルホン)
PE 95 POM 181 PTFE 327
(ポリエチレン) ~140 (ポリアセタール) (ポリテトラフルオロエチレン)
PET
PP 255
168 (ポリエチレンテレフタレート)
(ポリプロピレン)
PBT 232
※1:共通する組成が多く、異種材でも接合可能な場合が
あります。 (ポリブチレンテレフタレート) ~267 ※2:電気・熱・薬品等の特性に特化させたことで組成が
大きく異なるため、スーパーエンプラの中でも異種同士の
接合は極めて困難。
注意:上記分類は一例です。
8/1282
Page10
組み合わせ表①(参考データ)
汎用プラスチック エンジニアリングプラスチック スーパーエンジニアリングプラスチック
:レーザ溶着可能な組み合わせ
一覧表 ABS PMMA PS PE PP PC PA※1 POM PET PBT※2
ポリエチレン PEI PPS
ABS樹脂 アクリル ポリスチレン ポリエチレン ポリプロピレン ポリカーボネイト ナイロン ポリアセタール ポリブチレン ポリフェニレン
テレフタレート ポリエーテルイミド
テレフタレート スルフィド
ABS
ABS樹脂
PMMA
アクリル
PS
ポリスチレン
PE
ポリエチレン
PP
ポリプロピレン
PC
ポリカーボネイト
PA
※ナイロン
POM
ポリアセタール
PET
ポリエチレンテレフタレート
PBT
ポリブチレンテレフタレート
PEI
ポリエーテルイミド
PPS
ポリフェニレンスルフィド
※1 PA:ナイロン6,66,11,12 ※2 PBT:透過側板厚2mm以下を推奨(厚くなると吸収性に変わる場合有り)
注意:本表は加工結果を保証するものではありません。 9/1292
スーパー
エンジニアリング エンジニアリング
プラスチック プラスチック 汎用プラスチック
Page11
組み合わせ表②(参考データ:未分類)
レーザ溶着可能な組み合わせ
一覧表 PVC SAN HDPE COP FEP
ポリ塩化ビニール スチール アクリル 高密度ポリエチレン シクロオレフィンポリマ フッ化エチレンプロピレン
PVC
ポリ塩化ビニール
SAN
スチール アクリル
HDPE
高密度ポリエチレン
COP
シクロオレフィンポリマ
FEP
フッ化エチレンプロピレン
注意:本表は加工結果を保証するものではありません。 10/11022
Page12
ダイレクト・ダイオード・レーザ溶接機
樹脂溶着、レーザはんだ接合に最適。完全空冷方式で省エネルギー
特長
●高い変換効率
(オ(電気→光)
●アクティブヒートコントロール
(オ(レーザはんだ付けに最適)
●幅広い出力
(オ(20W×2ch、120 ダイレクト・ダイオード・レーザ溶接機
W)
ML-5020AW
●2点同時加工で生産性向上 ダイレクト・ダイオード・レーザ溶接機
(オ(ML-5020AWは標準対応) ML-5120A
ダイレクトダイオードレーザとは?
変換効率
レーザ(Laser)とは、光(電磁波)を増幅すること
により、強力な光を発生させる装置または (電気→光)
その光のことです。
ダイレクトダイオードレーザは、 YAG 結 励
ダイオードレーザ(LD)の光をYAG やYVO4 起 LD
といった結晶体を通さずに、直接、熱加工に 約3% 晶 源
応用することができます。またダイレクトなので 出射ユニット 出射ユニット
変換効率も高く、構造の簡素化を実現します。 ML-5120A
本装置で発生するレーザの波⾧は、人間の目には
見えない近赤外線の915nm です。 約45%
11
Page13
ファイバーレーザ加工機
ファイバーレーザ発振原理
深堀加工
FC-LD(励起用半導体レーザ)
QRコードマーキング ファイバーレーザ加工機
【ファイバ自体がレーザ発振器です】
ML-7320/50EL
レーザ発振媒体を⾧く引き伸ばすことで熱負荷を大幅に軽減し
高出力時の熱レンズ効果や複屈折によるビームの不安定性 当社ファイバーレーザがもたらす効果(※)
お
を解消するのと同時に、光ファイバのコア径、NA制御
により輝度の高いレーザ発振を実現できました。 ①微細加工
また励起光を光ファイバの中に閉じこめ効率的な発振を 細いファイバによる励起で微小スポットを形成。
可能とした構造により、変換効率(電気→光) ②省エネ
30%以上を実現しています。 低い消費電力と高い発振効率による省エネ化。
(ランプ励起式YAGレーザの約10倍以上高効率) ③省メンテナンス
発振器構造の最適化で、消耗品を削減。
適している材質:例)SUS、Fe、AL、Cu おお
※:当社YAGレーザ加工機と比較した際の効果です。
12
Page14
ご案内
・ご紹介したアプリケーションは弊社採用実績、加工実績例となります
・ご紹介したアプリケーション内容は特定のお客さまを指すものではありません
・ご興味ご関心をお持ちになられたアプリケーションに関しましては詳細内容のご説明を致しますので
お気軽にご相談ください
13
Page15
アプリケーション・ラボを設置
アプリケーション・ラボにて、専属の実験担当がお手伝い
アプリケーション・ラボ 設備
伊勢原、名古屋、大阪
3拠点
実験装置 測定用顕微鏡
アプリケーション・ラボ 検証
神奈川県伊勢原市
愛知県名古屋市
高速度カメラ撮影 3Dカメラ画像処理
大阪府大阪市
実験を随時受け付けております。
詳細は最寄の営業所までお問い合わせ下さい。
14
Page16
15