



アマダ微細溶接事業 抵抗溶接機器ラインナップ
【直流インバーター式溶接電源】
精密な波形制御による高品質な大電流溶接を実現
【交流インバータ式溶接電源】
既存な交流トランスの活用、磁化を抑制
【交流式溶接電源】
【交流タイマー】
【ウエルドチェッカー】
【ウエルルドテスター】
【サーボモータ式溶接ヘッド】
【エア式溶接ヘッド】
【加圧追従機構部】
【下電極ホルダー】
【電極】
【2次導体】
【パルスTIG溶接機】
【パルスTIGウエルドチェッカー】
【パルスヒートコントローラー】
このカタログについて
| ドキュメント名 | 抵抗溶接機器ラインナップ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 6.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アマダ(アマダグループ) (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
フィールドは世界 GLOBAL NETWORK
中国(上海、大連、天津、広州、蘇州、深圳) アマダ微細溶接事業
AMADA WELD TECH SHANGHAI CO., LTD.
イギリス(ミルデンホール) 中国(上海)
AMADA WELD TECH SHANGHAI MANUFACTURING CO., LTD. アメリカ(ロサンゼルス)
フランス(パリ) AMADA WELD TECH INC.
オランダ(アイントホーフェン) 韓国(ソウル) アメリカ(エル・パソ)
ドイツ(ミュンヘン) AMADA WELD TECH KOREA CO., LTD.
AMADA WELD TECH GmbH
日本(富谷、野田、伊勢原、名古屋、大阪) 抵抗溶接機ラインナップ
AMADA CO., LTD.
台湾(台北) FINE SPOT WELDER LINEUP
AMADA WELD TECH TAIWAN CO., LTD.
アメリカ(デトロイト)
ハンガリー(ブダペスト) ベトナム(ハノイ)
AMADA VIETNAM CO., LTD. アメリカ(ハイポイント) Fine Spot Welding
イタリア(トリノ) インド(バンガロール) タイ(バンコク)
AMADA WELD TECH INDIA PVT., LTD. AMADA THAILAND CO., LTD. 製造・販売・サービス拠点 販売・サービス拠点
SAMPLEAMADA WELD TECH
AMADA WELD TECH GmbH AMADA WELD TECH INDIA SHANGHAI AMADA WELD TECH KOREA AMADA WELD TECH TAIWAN AMADA WELD TECH INC.
国内営業拠点
微細溶接東北営業所 〒981-3329 宮城県富谷市大清水1-31-8 微細溶接中部営業所 〒453 - 0013 愛知県名古屋市中村区亀島2丁目31番30号
TEL.022-348-1040(代) FAX.022-348-1050 TEL.052-453-2050(代) FAX.052-453-2060
微細溶接北関東営業所 〒278-0016 千葉県野田市二ツ塚95-3
TEL.04-7125-9920(代) FAX.04-7125-9921 微細溶接西日本営業所 〒532-0004 大阪府大阪市淀川区西宮原1-5-12
TEL.06-6394-9881(代) FAX.06-6394-9882
微細溶接南関東営業所 〒259-1196 神奈川県伊勢原市石田200
TEL.0463-96-3578(代) FAX.0463-96-3558
本社・事業所
本 社 〒259-1196 神奈川県伊勢原市石田200
主な関連子会社
米 国 AMADA WELD TECH INC. 台 湾 AMADA WELD TECH TAIWAN CO.,LTD.
TEL.+1-626-303-5676 FAX.+1-626-358 -8048 台灣天田焊接股份有限公司
欧 州 AMADA WELD TECH GmbH TEL.+886-2-2585-0161 FAX.+886-2-2585-0162
TEL.+49-89-839403-0 FAX.+49-89-839403-68 タ イ AMADA THAILAND CO., LTD.
中 国 AMADA WELD TECH SHANGHAI CO., LTD. TEL.+66-2170-5900 FAX.+66-2170-5909
天田焊接技术(上海)有限公司 イ ン ド AMADA WELD TECH INDIA PVT., LTD.
TEL.+86-21-6448-6000 FAX.+86-21-6448-6550 TEL.+91-80-4092-1749 FAX.+91-80-4091-0592
韓 国 AMADA WELD TECH KOREA CO.,LTD. ベ ト ナ ム AMADA VIETNAM CO., LTD.
TEL.+82-31-8015-6810 FAX.+82-31-8003-5995 TEL.+84-4-6261-4583 FAX.+84-4-6261-4584
ラ ボ か ら 始 ま る か し こ い 選 択
当社はアプリケーション・ラボを各営業所
に併設しております。最新のレーザ溶接
機、レーザ加工機、抵抗溶接機に加えて各
種測定機器も取り揃え、専門エンジニアが
お客さまをサポート致します。
導入前のサンプルテストを随時受け付けて
いるほか、溶接の基礎や実技を学ぶことが
できる溶接スクールでもご利用頂けます。
ぜひお気軽にお問い合わせ下さい。
注)本カタログに掲載した仕様および外観は、改良等のため予告なく変更する場合がありますので、あらかじめご了承ください。
お問い合わせ
微細溶接事業
本社 〒259-1196 神奈川県伊勢原市石田200
www.awt .amada.co.jp 11W904202
Sep. 2024
Page2
身近なところでアマダの微細溶接技術が役立っています
抵抗溶接機器
開発から製造、プレサービス、販売、アフターサービスに至るまで、一貫体制のもと「品質の安定」「環境負荷の低減」を目指します。
確たる信頼でモノづくりを支える モーター端子 スマートフォン
ヒュージング接合
抵抗溶接技術! 直流インバーター式
溶接電源 P10 自動車
用途に応じた抵抗溶接機ラインナップを揃えています 平角線のヘアピン溶接
ECUのバスバー溶接 モーターコアの積層溶接
パルスTIG溶接機 P20
パルスTIG溶接機 P20
SAMPLE
冷却用配管部品の
熱かしめ
直流インバーター式
溶接電源 P11
抵抗溶接機器 P8~P19 電池 太陽電池 メディカル
P8~P12
溶接電源 溶接トランス
抵抗溶接に必要な大電 溶接電源から出力
流または電圧を、任意の される電流を、抵抗 タブ付け溶接
波形プロファイルに従っ 溶接に必要な大電 トランジスタ式電源 P9 パイプ端末の封止溶接
てフィードバック制御し出 流に変換します。 パルスTIG溶接機 P20
力します。
バスバーと
P13~P15 P16~P19 積層接合(電池内部) 缶底溶接 インターコネクターの接合
パルスヒート
トランジスタ式電源 P9 トランジスタ式電源 P9 コントローラー P22
ウエルドチェッカー 溶接ヘッド
ウエルドテスター 抵抗溶接において
抵抗溶接において重要な 被溶接物へ電極を 幅広い業界でアマダの微細溶接技術が使われています
パラメーターである電流・ 適切に加圧し、溶接
電圧・通電時間・加圧力・変 電流を流す通電加
位量を測定し、溶接の品質 圧機構です。 自動車 電装部品 太陽電池
管理を行います。 ● HV用モーターの端末処理ヒュージング接合 ● ECUモジュールの溶接 ● セル間のリボン溶接
● EV用車載バッテリーのタブ溶接 ● カーナビの液晶パネルとFFCの接合 ● ジャンクションBOX内の端子同士の溶接
● 車載リレーのカバー封止溶接 ● ヘッドライトの溶接 ● インターコネクターの接合
● スターター、オルタネーターのヒュージング接合 ● 電池モジュールのタブ溶接
● 基板と樹脂ケースの熱かしめによる固定
パルスTIG溶接機 P20~P22 ● ワイヤー先端丸め
直流タイプのTIG溶接機(アーク溶接機)です。熱影響
の少ない溶接品質が得られるため、精密部品・極小部
品のTIG溶接が可能です。
家電 メディカル その他
● ICリード端子とセンサー部品の溶接 ● カテーテルメッシュの溶断 ● メガネフレームの抵抗ろう付け
● 携帯電話用振動モーターの端末溶接 ● ガイドワイヤの先端処理溶接 ● 万年筆のペン先の溶接
システムソリューション ● フープ材の溶接 ● パイプ端末の封止溶接 ● 燃料棒の溶接
P23 ● 各種ヒューズと端子の溶接
● 家電製品筐体
当社のシステムソリューションと加工アプリケーション技術で、お客さまの困りごとの解決策を
提案します。自動車電装品、電池、さまざまな業界のアプリケーションに特化した専用システ
ムや標準システム、お客さま仕様へのカスタマイズにも対応します。
2 3
Page3
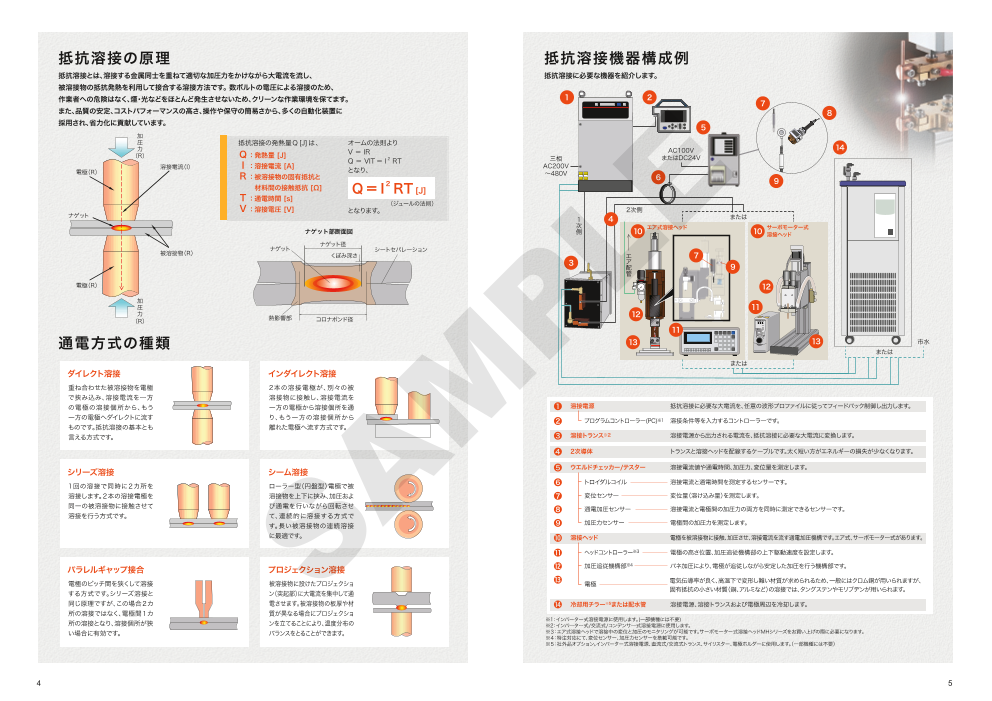
抵抗溶接の原理 抵抗溶接機器構成例
抵抗溶接とは、溶接する金属同士を重ねて適切な加圧力をかけながら大電流を流し、 抵抗溶接に必要な機器を紹介します。
被溶接物の抵抗発熱を利用して接合する溶接方法です。 数ボルトの電圧による溶接のため、
作業者への危険はなく、煙・光などをほとんど発生させないため、クリーンな作業環境を保てます。 1 2
7
また、品質の安定、コストパフォーマンスの高さ、操作や保守の簡易さから、多くの自動化装置に 8
採用され、省力化に貢献しています。 5
加
圧 抵抗溶接の発熱量Q [J]は、 オームの法則より
力 AEC100V 14
(R) Q : 発熱量 [J] V = IR
I : 溶接電流 [A] Q = VIT = I 2 RT 三相 またはDC24V
溶接電流(I) AC200V
電極(R) R となり、
: 被溶接物の固有抵抗と ~480V 6
材料間の接触抵抗 [Ω] Q=I2 RT 9
[J]
T : 通電時間 [s]
V (ジュールの法則)
: 溶接電圧 [V] となります。 2次側
ナゲット 1 4 または
次
ナゲット部断面図 L10 エア式溶接ヘッド 10 サーボモーター式
側 溶接ヘッド
ナゲット径
ナゲット
被溶接物(R) シートセパレーション
くぼみ深さ エ 7
3 ア
配 9
管
電極(R) 12
加
圧 11
力
(R) 熱影響部 12
コロナボンド径 P 11
通電方式の種類 13 13 市水
または
M または
ダイレクト溶接 インダイレクト溶接
重ね合わせた被溶接物を電極 2本の溶接電極が、別々の被
で挟み込み、溶接電流を一方 溶接物に接触し、溶接電流を
の電極の溶接個所から、もう 一方の電極から溶接個所を通 溶接電源 抵抗溶接に必要な大電流を、任意の波形プロファイルに従ってフィードバック制御し出力します。
一方の電極へダイレクトに流す り、もう一方の溶接個所から プログラムコントローラー(PC)※1 溶接条件等を入力するコントローラーです。
ものです。抵抗溶接の基本とも 離れた電極へ流す方式です。
言える方式です。
SA 溶接トランス※2 溶接電源から出力される電流を、抵抗溶接に必要な大電流に変換します。
2次導体 トランスと溶接ヘッドを配線するケーブルです。太く短い方がエネルギーの損失が少なくなります。
シリーズ溶接 シーム溶接 ウエルドチェッカー/テスター 溶接電流値や通電時間、加圧力、変位量を測定します。
1回の溶接で同時に2カ所を ローラー型(円盤型)電極で被 トロイダルコイル 溶接電流と通電時間を測定するセンサーです。
溶接します。2本の溶接電極を 溶接物を上下に挟み、加圧およ 変位センサー 変位量(溶け込み量)を測定します。
同一の被溶接物に接触させて び通電を行いながら回転させ 通電加圧センサー 溶接電流と電極間の加圧力の両方を同時に測定できるセンサーです。
溶接を行う方式です。 て、連続的に溶接する方式で
す。長い被溶接物の連続溶接 加圧力センサー 電極間の加圧力を測定します。
に最適です。 溶接ヘッド 電極を被溶接物に接触、加圧させ、溶接電流を流す通電加圧機構です。エア式、サーボモーター式があります。
ヘッドコントローラー※3 電極の高さ位置、加圧追従機構部の上下駆動速度を設定します。
パラレルギャップ接合 プロジェクション溶接 加圧追従機構部※4 バネ加圧により、電極が追従しながら安定した加圧を行う機構部です。
電極のピッチ間を狭くして溶接 被溶接物に設けたプロジェクショ 電極 電気伝導率が良く、高温下で変形し難い材質が求められるため、一般にはクロム銅が用いられますが、
する方式です。シリーズ溶接と ン(突起部)に大電流を集中して通 固有抵抗の小さい材質(銅、アルミなど)の溶接では、タングステンやモリブデンが用いられます。
同じ原理ですが、この場合2カ 電させます。被溶接物の板厚や材 14 冷却用チラー※5または配水管 溶接電源、溶接トランスおよび電極周辺を冷却します。
所の溶接ではなく、電極間1カ 質が異なる場合にプロジェクショ
所の溶接となり、溶接個所が狭 ンを立てることにより、温度分布の ※1:インバーター式溶接電源に使用します。(一部機種には不要)
※2:インバーター式/交流式/コンデンサー式溶接電源に使用します。
い場合に有効です。 バランスをとることができます。 ※3:エア式溶接ヘッドで溶接中の変位と加圧のモニタリングが可能です。サーボモーター式溶接ヘッドMHシリーズをお買い上げの際に必要になります。
※4:特注対応にて、変位センサー、加圧力センサーを搭載可能です。
※5:社外品オプション。インバーター式溶接電源、直流式/交流式トランス、サイリスター、電極ホルダーに使用します。(一部機種には不要)
4 5
Page4
各種溶接電源の特長 ヒュージングとは
■トランジスタ式溶接電源 ■直流インバーター式溶接電源 絶縁被膜のあるワイヤーと端子を通電し発熱しながら加圧することにより電気的な導通を確保し、なおかつカシメ強度を得る工法です。
電流の制御速度が速いので微細な精密溶接が可能です。トランジスタ 交流式のような電流の休止時間がなく、連続的に電流を流すことがで
により大電流を制御できるため、スプラッシュの発生を抑えることがで きるため熱効率が良く、短時間で溶接が可能です。そのため、熱影響が
きます。短時間大電流通電に重要なプロジェクション溶接や、溶接によ 少なく、電力消費を抑えることができます。さらに、高速フィードバック
るワークのつぶれを嫌う細線の溶接などに最適です。 制御により、スプラッシュの発生を抑え安定した溶接品質を保ち、微細 電極
な精密溶接が可能です。交流式と比較しトランスを小型化できるため、
■交流インバーター式溶接電源 自動機への搭載も容易です。 加圧力
抵抗溶接でもっとも普及しているといわれる交流式の溶接トランスを 被膜線 発
生かして、交流式よりさらに高精度・高分解能な電流制御を実現、容易 ■単相交流式溶接電源 熱
に熱効率の良い溶接が可能です。 交流電流の通電角を制御するベーシックな抵抗溶接電源です。しかし、
ワークの磁化とペルチェ効果の抑制にも有効です。直流インバーター式 熱効率に優れず、被溶接物に熱影響が出やすいため、精密溶接には不 電流 端子
のように電流の流れが+側一方向であると、溶接電流のまわりに磁界 向きとなります。比較的容易に溶接できる鉄系に多く使用されます。 電極
が発生し周辺の磁性材が磁化されたり、異種金属の溶接において片方
の電極に熱が偏って発生する(ペルチェ効果)場合があります。電流が ■コンデンサー式溶接電源
+/-交互に流れる交流インバーター式により磁化を抑制し鉄粉等の コンデンサーに電荷を充電し、1度に放電することにより大電流を流
付着を防ぎます。またペルチェ効果を抑制し電極の片減りや溶融部の します。アルミや銅などの固有抵抗が小さく熱伝導の良い材質の溶接 1 加圧、通電開始 2 被膜剥離、導通確保 3 最終接合、カシメ強度確保
不揃いを軽減します。交流で通電しつつも、ピークを抑えられるので に最適です。また、任意の電圧で充電できるため、電源電圧が変動し
スパッタを大幅に軽減することが可能です。 ても安定した溶接が可能です。ただし、放電された大電流は無制御の
為、安定性に難があります。 ヒュージング形状例
各種電源の溶接波形 溶接部の温度モデル あらかじめ端子と被覆線の予備かしめを行うと、より安定したヒュージングが可能です。
※詳細については担当営業にご相談ください。
i トランジスタ式 直流インバーター式
コンデンサー式
コンデンサー式 スプラッシュ限界温度 フックタイプ スリットタイプ スリーブタイプ
トランジスタ式
直流インバーター式 温
度
交流インバーター式 ナゲット形成温度 電流
(250Hzの場合)
20(msec) 交流インバーター式
t
単相交流式
単相交流式(50Hz)
通電時間
各種電源の比較 抵抗溶接の金属組み合わせ表
◎ 非常に良い、 ○ 良い、 △ やや劣る、 ー 不可
ト イ直 イ交 単 コ S 銅 ア 黄 リ ニ 銅 鉄 タモ チ
U ル 銅 ン ッ ニ MPLE
ラ ン
バ流
ン
バ流 相 ン
ン
ジ 交 デ
ー ー S 錫 ッ ンリ タ
め ミ 青 ケ ケ グブ ン
っ ニ 銅 ル ル スデ
ス 流 ン
タ タ サ
タ ー ー ー き ウ 合 テン
) ム 金 ン コンパクティングとは
SUS ◎ A,B,C
熱効率 ◎ ○ ○ △ ○ A,B,C 行側材質電極 評価
評価 より線を通電し発熱させながら加圧成形し、一つにまとめる工法です。
銅(錫めっき) △ △ D,E 列側材質電極 ◎ 簡易 ワイヤーハーネスなどの端子と撚り線の接合時にバラけないで接合ができます。
溶接速度(タクト) ○ ◎ ○ △ △ D,E
× A,B
A,B
電源変動安定性 ◎ ○ ○ △ △ ○ A,B
D,E
スプラッシュ対策
(スロープ制御) ◎ ◎ ◎ ○ △ △ D,E △ D,E D,E
A,B D,E
最小設定通電時間 ◎ A,B
◎ ○ ○ △ ー A,B
△ A,B
制御フィードバック応答 ◎ ○ ○ △ ー A,B ○
A,B
D,E
◎ A,B
A,B S ○ 可
アルミニウム × ○ △ 拡散接合により可
× 不可
黄銅 △ × ○ A,B
A,B 電極
リン青銅 × ○ A = クロム銅
A,B ○
D,E 電極ホルダー
D,E B = アルミナ分散銅
ニッケル △ × ○ A,B C = ベリリウム銅
A,B ○
A,B A,B
D,E ○ 加圧力 電極
A,B D = タングステン
銅ニッケル × ○ A,B ○ A,B ○ A,B ○ A,B E = モリブデン D
合金 D,E D,E A,B A,B
鉄 △ × ○ A,B ◎ A,B セラミックガイド H
A,B A,B
防溶接焼け、圧痕 ◎ ◎ ◎ △ ○ モリブデン
タングステン × × × ○ A,B 電流
○ A,B,D,E W
A,B ×
A,B,D,E
極細線や箔の溶接 ◎ ○ △ △ △ チタン ○ A,B
A,B
ヒュージング ー ◎ ◎ ○ ー ※条件環境等により電極べたつきあり
1 セラミックガイドで左右を押さえ、 通電を開始し、ワイヤー寸法設定に
溶接ヘッド(電極)で加圧をかける 2 3 指定サイズのコンパクティング
到達したところで通電をストップ ワイヤーが完成
6 7
(
Page5
溶接電源・溶接トランス トランジスタ式溶接電源
WELDING POWER SUPPLY
複数台パラレル接続することで短時間大電流溶接が可能
MD-A10000A/B5000A
溶接電源電流設定範囲表 特 長
(実際の最大電流は溶接トランスで決定します) ● 複数台接続することにより短時間大電流溶接が可能
0 1kA 2kA 3kA 4kA 5kA 10kA 20kA 40kA 80kA 120kA ・MD-A10000A:最大12台(マスター1台+スレーブ1~11台)
・MD-B5000A:2台(マスター1台+スレーブ 1台)
MD-A10000A 0.00~120.0kA※
● 標準型と極性切り替え型をラインナップ
MD-B5000A 0.00~10.0kA※ 標準型:電流が+側⇒-側に向かって一方向に流れる
MD-A8000B 0.00~9.99kA 極性切り替え型:電流が+側⇔-側双方に流れる
MD-A4000B 0.00~5.00kA ● 電源をパラレル接続
トランジスタ式 必要な溶接電流に合わせて増設することも可能です
MD-A1000B 0.00~1.50kA
MD-B4000B 0.00~5.00kA
MD-B2000B 0.00~3.00kA
MD-C2000B 0.00~3.00kA 極性切り替え型とは 図1 図2
+ ー + ー 波形イメージ
電池のタブ付け溶接のような異種金属のシリーズ溶接の場合、標準型では図1の 溶接電流 通
IS-1400A 0.05~80.0kA 様に→の方向だけに電流が流れるため、ペルチェ効果により、どちらか一方の電極 ナゲット タブ ナゲット タブ 電
+ 時
IS-800A 0.05~40.0kA に熱が偏って発生してしまいます。これにより、+側と-側でナゲット径が均一になら 間
ず、片方の電極の消耗も激しくなります。これに対して、極性切り替え型では図2の様
IS-600A 0.20~20.0kA に+側-側双方に電流を流すため、ほぼ均一なナゲットを形成することができます。 電池 電池 ー
ナゲットが不均一 ナゲットが均一
IS-300A 0.05~20.0kA
直流インバーター式
IPB-5000A 0.40~4.00kA 機種名 MD-A10000A MD-B5000A
IP-400B 0.80~5.00kA 電源タイプ 標準型 極性切り替え型
電源(出荷時固定) V 単相AC100 -10%~120 +10%/単相AC200 -10%~240 +10%( 50/60Hz)
IP-200D 0.40~2.50kA 最大溶接電流 kA 10.0~120.0( マスター1台+スレーブ11台) ※例)50.0(マスター1台+スレーブ4台) 10.0( マスター1台+スレーブ1台) ※+側-側それぞれ10.0
IP-100D 0.10~1.30kA 溶接電流制御 定電流制御/定電圧制御/定電流・定電圧の組み合わせ制御
最大消費電力 W 430(マスターおよびスレーブ1台あたり)
0.05~40.0kA 条件数 31条件
交流インバーター式 冷却 空冷
SAMPLE
MIB-600A
MIB-300A 0.05~20.0kA 外形寸法(W×D×H)・突起含まず mm マスター:174×636×350、 スレーブ:174×614×350
交流式 MEA-100B 0.20~9.99kA 質量 kg 37
CT-110D 1.00~80.0kA
交流タイマー
CY-210D 1.00~80.0kA
※複数台接続して、大きな電流を流すことができます。MD-A10000A: 最大12台 MD-B5000A: 最大2台
短時間で、高品質な微細溶接が可能
制御方式 標準型
制御方式 特 長 用 途 制御の仕組み MD-A1000B/A4000B/A8000B
極性切り替え型
1次定電流 トランス2次側にトロイダルコイルの接続が不要。 ロボットなど、溶接ヘッドが移動してトロイ 電源内部に搭載されている電流センサーにより1次電流を
実効値制御 インバータートランスの巻数比を設定しなければ ダルコイルやそのケーブルが移動により断 検出し、制御周波数ごとに演算して求めた測定電流と、「設
ならない。トランス内部での損失は考慮されない。 線しやすい環境で行う溶接に使用される。 定電流÷巻数比」から求めた1次電流を比較して、その誤差 MD-B2000B/B4000B
がゼロになるようにパルス幅制御を行う。 2チャンネル型
2次定電流 トランス2次側の溶接電流を直接検知しながら 溶接電流をトロイダルコイルで検出し、制御周波数ごとに
実効値制御 通電制御するので、繰り返しの電流精度が1次定 一般的な溶接で、多用される。 演算して求めた測定電流と設定電流を比較して、その誤差 MD-C2000B
電流制御に比べて高い。 がゼロになるようにパルス幅制御を行う。
2次定電力 電極間の電力が一定になるように制御するため、 通電初期の爆飛を減らしたい場合、溶接 溶接電流をトロイダルコイルで検出し、制御周波数ごとに演算
実効値制御 入熱が一定となり、溶接中のワークの状態変化 時に分流が生じる場合、発熱を一定にし して求めた測定電流を元に電力を求め、設定電流と比較し、そ 2チャンネル型 MD-C2000B
に対応する。 たい場合の溶接に使用される。 の差がゼロになるようにパルス幅制御を行う。
1台の電源で2台の溶接ヘッドに流す電流をそれぞれ
トランス巻数比を設定しなければならないが、トラ 制御できるので、時間差のある溶接では2台分の働き
1次定電流 ンス2次側にトロイダルコイルを接続しないで良 設定電流とトランス巻数比から求めた1次電流を電流リ
ピーク値制御 い。トランス内部での損失は考慮されないが、実効 めっきされた金属や異種金属の溶接等に ミッターとして、電源内部に搭載されている電流センサー をします。コスト低減と省スペース化が実現できます。
値制御と比較し、電流の立ち上がりは速くなるた 使用される。 により検出された1次電流が、その電流リミッターに到達 銅箔の積層溶接 電池のタブ付け 缶底溶接
め、短時間溶接に適する。 したときにスイッチングをOFFにするパルス幅制御を行う。
機種名 MD-A1000B MD-A4000B MD-A8000B MD-B2000B MD-B4000B MD-C2000B
2次定電圧 電極間の電圧によって制御するので、立ち上がり 固有抵抗の高い材質の溶接、クロスワイヤ
からの電圧を一定にし、電流を少なくすることで などの接触抵抗の高いワークの溶接、通電 電極間電圧を電圧センスケーブルにより検出し、制御周波
電源タイプ 標準型 極性切り替え型 2チャンネル型
実効値制御 スプラッシュのない溶接が可能。微細溶接向け。 初期の抵抗変化が大きいプロジェクション 数ごとに演算して求めた測定電圧と設定電圧を比較して、
溶接等で爆飛を抑えるために使用される。 その誤差がゼロになるようにパルス幅制御を行う。 電源(出荷時固定 ) V 単相AC100 -10%~120 +10%/単相AC200 -10%~240 +10% (50/60Hz)
最大溶接電流 A 1500 5000 9990 3000 5000 3000
定位相制御 固定のパルス幅で通電する。 溶接機の能力を見る等の特別な場合に使 溶接電流制御 定電流制御/定電圧制御/定電流・定電圧の組み合わせ制御
フィードバック制御ではない。 用し、通常の溶接では使用しない。 設定したパルス幅でスイッチング制御を行う。
最大消費電力 W 300 300 350 300 350 300
クロスワイヤなど通電初期の接触面積が小 条件数 31条件
定電圧と定電流 溶接電流と電極間電圧を検知しながら通電を さい場合の溶接に使用される。先に電圧が 電極間電圧を設定電圧と比較かつ溶接電流を設定電流と 冷却 空冷
組み合わせ制御 行う。 立ち上がり、追って電流が立ち上がる。短時 比較してどちらか一方か双方ともその設定値を超えないよ
間微細溶接向け。 うにパルス幅制御する。 外形寸法(W×D×H)・突起含まず mm 172×390×269 172×390×399 172×390×269 172×390×399 172×390×269
質量 kg 15 19 30 19 30 19
8 9
Page6
直流インバーター式溶接電源 5kHzの制御周波数により微細溶接に最適!
IPB-5000B
精密な波形制御による 特 長
高品質な大電流溶接を実現! ● 5kHzの周波数でリップルの少ない溶接波形を実現
● トランジスタ式より通電時間が長くかつ熱影響を抑えたい溶接時に最適
IS-600A/800A/1400A 機種名 IPB-5000B
特 長 電源(出荷時固定) V 3相AC200~240 ±10%/380~480 ±10%( 50/60Hz)
最大出力電流 A 200
IS-600A 制御方式 定電流制御/定電圧制御/定電力制御/定電流・定電圧の組み合わせ制御
● 255の溶接条件で多品種溶接に対応 最大溶接電流 A 6000(ITB-780B6使用時)
● 6種類の制御方式 制御周波数 kHz 5
● 選べる3つのモニター内容(電力、電流、電圧) 定格容量 kVA 17.4(ITB-780B6使用時)
● 選べる通電時間の設定単位( ms設定、サイクル設定) 圧着端子と被覆線の 条件数 127条件
ヒュージング接合 冷却 空冷
IS-800A/1400A ブレーカー容量 A 40
● 電源電圧補償機能付き電流リミット制御搭載 外形寸法(W×D×H)・突起含まず mm 172×470×269
● 地絡・短絡保護回路を搭載 質量 kg 15
● 通電周波数の600~3000Hz間を100Hzステップで、調整可能です 対応トランス ITE-360C6/ITB-780C6
● プログラムプロテクト機能の搭載により誤作動を防止
機種名 IS-600A IS-800A IS-1400A
電源(出荷時固定) V 3相AC200~240 ±10%(50/60Hz) 3相AC200~240±10%/380~480 ±10%(50/60Hz)
最大出力電流 A 600(使用率3%) 800(使用率3%) 1400(使用率3%) トランス内蔵インバーター式溶接電源!
制御方式 1次定電流実効値制御/2次定電流実効値制御/2次定電力実効値制御/1次定電流ピーク値制御/2次定電圧実効値制御/定位相制御
制御周波数 Hz 1000 600~3000(100Hzステップ)
パルセーション設定 1~19 IP-400B
通電数 3段
ブレーカー容量 A 125 150 225 ※右記写真はIP-200Dです。
条件数 255条件 IP-400Bでは外部トランスを使用します。
冷却 空冷 水冷、流量2リットル/分、水温35℃以下
通信 RS-232C/RS-485 機種名 IP-400B
外形寸法(W×D×H)・突起含まず mm 電源電圧 V 3相AC180~240(50/60Hz)
質量 kg 最大溶接電流 A 5000(使用率4.5%) IT-513B使用時
対応トランス 制御方式 定電流制御方式
制御周波数 kHz 4
冷却 空冷
外形寸法(W×D×H)・突起含まず mm 142×480×269
質量 kg 9.5
対応トランス IT-513B
小型で強制空冷ながら、高い使用率を達成!
IS-300A 直流インバーター式溶接電源用溶接トランス仕様
特 長
● 選べる6つの制御方式
● 選べる3つのモニター内容(電力、電流、電圧のモニター可能)
● 選べる通電時間の単位(ms設定、サイクル設定が可能)
● インタラプト機能により、安定した変位量が得られる
ヒュージングが可能です
● トランス切り替え機能付き(最大5台)※
● 3段通電。波形設定は全WELDにおいてアップ、ダウンともに コイル端子のヒュージング接合
スロープ設定が可能です
● 第1~第3通電すべてにインタラプト対応
機種名 IS-300A
電源(出荷時固定) V 3相AC200~240 ±10%/AC380~480 ±10% (50/60Hz)
最大出力電流 A 300(使用率4.4%)
制御方式 1次定電流実効値制御/2次定電流実効値制御/2次定電力実効値制御/1次定電流ピークSAMPLE
232×608×457 280×481×490 303×489×658
31 38 60
MIR83-34560/MIR77-64560/IT-H1062A3W MIR83-34560/MIR77-64560/IT-H1062A3W MIR115-39060/MIR109-69060/
MIR83-34560/MIR77-64560/IT-H1062A3W
機種名 ITE-360C6 IT-513B IT-512C ITB-780C6
定格容量 kVA 10.2 15 15.8 17.4
入力電圧 V 300 600 300 300 300 600
無負荷2次電圧 V 9 10 10.7/12.5 13
ファン V DC24 AC200 AC200 DC24
トランス巻数比 33:1 66:1 30:1 28:1/24:1 23:1 46:1
入力周波数 kHz 5 4 1 5
最大溶接電流 A 4000 5000 4000 6000
使用率 % 4 4.5 5 2.5
冷却 空冷 空冷 空冷 空冷
※MA-650Aが必要です。 外形寸法(W×D×H)・ mm 183×401×186 189.9×400×182.7 183×403.5×184 190×455×183
突起含まず
質量 kg 11 15 17.5 13
機種名 IT-H930A6W MIR83-34560 MIR77-64560 IT-H1062A3W MIR115-39060 MIR109-69060
定格容量 kVA 32.5 45 45 31.2 90 90
値制御(パルス幅制限機能付)/2次定電圧実効値制御/定位相制御 入力電圧 V 300 600 300/325 600/650 300 300/325 600/650
出力周波数 Hz 600~3000(100Hz刻み) 無負荷2次電圧 V 9.3 4.6 8.3/9.0 8.3/9.0 12.5 11.5/12.5 10.9/11.8
パルセーション設定 1~19 ファン V DC24 - - - - -
通電数 3段 トランス巻数比 32:1 64:1 36:1 72:1 24:1 26:1 55:1
ブレーカー容量 A 60 入力周波数 Hz/kHz 1 600/1 600/1 1 600/1 600/1
条件数 255条件 最大溶接電流 A 10000 13000 13000 8500 18000 18000
冷却 空冷 使用率 % 8.5 10 10 8.6 10 10
通信 RS-232C/RS-485 冷却 水冷 水冷 水冷 水冷 水冷 水冷
外形寸法(W×D×H)・突起含まず mm 172×573×269 外形寸法(W×D×H)・ mm 150×363×185
突起含まず 96×213.5×155 96×213.5×155 190×470×175 167×435×155 167×365×155
質量 kg 16.5
対応トランス IT-H1062A3W/IT-H930A6W/IT-512C 質量 kg 13 12 12 25 23 21
10 11
Page7
交流インバーター式溶接電源 ウエルドチェッカー®
既存の交流トランスの活用、磁化を抑制 WELD CHECKER
MIB-300A/600A
特 長
● 交流式溶接電源の溶接トランスを使用できるため置き換えが可能
● インタラプト機能搭載
● 選べる2つのモニター内容(電流、電圧のモニター可能)
● 電極の片減りやナゲットの不揃いを軽減
異種金属溶接において片方の電極に熱が偏って発生する(ペルチェ効果)現象を ウエルドチェッカーの必要性
抑制し、電極の片減りや溶融部の不揃いを軽減します。
● 電極近傍部ワークの磁化を抑制 抵抗溶接における溶接品質管理の必要性。抵抗溶接の品質は、次の7つの要素で決まります。
溶接電流近辺の磁性材の磁化を抑制し、ワークへの鉄粉等の付着を防ぎます。
機種名 MIB-300A MIB-600A 常に安定した溶接品質を維持するためには、この7つの要素を定期的に1つひとつ確認
電源(出荷時固定) V 3相AC200~240±10%/380~480±10%(50/60Hz) 1. 溶接電流[kA] する必要があります。中でも溶接電流、溶接時間および加圧力は目で見て確認することが
最大出力電流 A 300(使用率4.4%) 600(使用率7%) 2. 通電時間[ms]
制御方式 1次定電流ピーク値制御/2次定電流ピーク値制御/2次定電流実効値制御 できないため、ウエルドチェッカーで計測・監視し、正しく管理することが必要となります。
通電周波数 Hz 50~500(20パターン設定可能)※ 3. 加圧力[N]
パルセーション設定 01~20(WELD1~3 各々で設定可能) ヒュージングの場合は変位量を管理することも重要な要素です。
条件数 255 条件 4. 電流密度(ナゲットの大小)
冷却 強制空冷 強制水冷、流量 2 リットル/分、水温 35℃以下
通信 RS-485/RS-232C 5. 電極の材質(温度分布)
外形寸法(W×D×H)・突起含まず mm 172×573×269 280×481×490 安定した溶接を常に保つために溶接品質決定要因のパラメーターを同時に、複数測定
質量 kg 16.5 38 6. 追従性(スプラッシュ、鍛造)
対応トランス MT-25/MT-530A/MT-520AC/MT-510AC WT-A56241-220 できるウエルドチェッカーの使用を推奨いたします。設定パラメーターの測定だけでは
7. 通電方向(ペルチェ効果)
※50、53、56、59、63、67、71、77、83、91、100、111、125、143、167、200、250、294、417、500(出荷時は63Hz)
MPLEなく、設定範囲を超えた場合、NG信号を出力し、良否判定を行うことができます。交流式溶接電源 ヘッド組み込み式
トロイダルコイル 通電加圧センサー ロードセル(加圧力センサー) 加圧力センサー 変位センサー
MEA-100B 機種名 MEA-100B Pユニット
電源(出荷時固定) V 単相AC200/220/230/240/380/400/460/480 +13% -20%( 50/60Hz)
特 長 最大出力容量 kVA 60(AC200V入力時)/72(AC400V入力時)/86(AC480V入力時)
制御方式 2次定電流制御/電源電圧変動補償制御
● サイクル数、電流値設定で簡単操作 通電方式 多サイクル通電/シングルサイクル通電/ハーフサイクル通電
● 幅を取らない卓上タイプ 条件数 31条件 ロードセル
冷却 空冷 上: MA-522B 下: MA-521B
制御速度 半サイクル MB-400P MA-770A/MA-771A 加圧追従機構部 MA-520B LG200/LG100
オプション トロイダルコイル MB-35E(2次定電流制御時に必要)
外形寸法(W×D×H) mm 142×418×269(突起含まず)
質量 kg 6.5
対応トランス MT-25/MT-530A/MT-520AC/MT-510AC
機種別計測項目
交流タイマー 機種名 CT-110E(縦型) CY-210E(横型)
溶接電源(出荷時固定) V 単相AC220/230/240/380/400/415/440/460/480 +10% -25%( 50/60Hz) MM-400B MM-410B MM-123B MU-100A MM-601B MM-315B
制御電源(出荷時固定) V AC100/120/220/230/240 ±20%( 50/60Hz)
CT-110E/ 制御方式 サイリスタ位相制御による1次または2次電流フィードバック式定電流制御、電源電圧変動補償制御 測定 ● ● ● ● ● ●
パルセーション設定 0~9回 オフモードと切り替えて使用
条件数 15条件 機
CY-210E+SC-181C 冷却 空冷
外形寸法(W×D×H) mm 110×250×355(取付金具含まず) 355×250×122
良否判定 ● ● ● ● ─ ─
特 長 質量 kg 4.5
ウエルドチェッカー 能
● パネル面をオイルミストから守るカバー付き サイリスタ仕様 印字 ● ─ ─ ─ ─ ─
● 縦置き、横置きタイプをラインナップ
機種名 SC-181C センサー各種
● ハイテン材に最適な溶接モードを新たに追加
溶接電圧 V AC200~240/AC380~480(50/60Hz)
溶接1次電流 A 使用率100%時 1050、使用率10% 20サイクル 1588 電流 ● ● ● ─ ─ ●
冷却 水冷、6リットル/分、水温30℃ トロイダルコイル
外形寸法(W×D×H) mm 352×380×551 通電加圧センサー
質量 kg 14 通電時間 ● ● ● ─ ─ ● ※1
交流インバーター式/単相交流式用溶接トランス仕様 電圧検出ケーブル 電圧 ● ● ● ─ ─ ─
機種名 MT-510AC MT-520AC MT-530A MTS-25 MT-25A(CE対応) WT-A56241-220 加圧力センサー
定格容量 kVA 1.0 3.2 6.0 11.1 56 ヘッド組み込み式ロードセル(加圧力センサー) 加圧力 ● ● ─ ● ●※2 ─
定格1次電圧 V AC200 ±10%(50/60Hz) AC200 ±10%(50/60Hz) AC200 ±10%(50/60Hz) AC200 ±10%(50/60Hz) 220(50Hz) 通電加圧センサー
無負荷2次電圧 V 1.2 1.8 2.5 3.5 2.5 3.2 4.0 5.0 2.7 3.4 4.3 5.3 2.6(並列接続) 4.0(並列接続) 5.3(直列接続) 8.0(直列接続) 9.1
トランス巻数比 167:1 111:1 80:1 57:1 80:1 63:1 50:1 40:1 74:1 59:1 47:1 38:1 77:1 50:1 38:1 25:1 24:1
最大溶接電流 A 1600 3700 6600 8000 16000 変位センサー 変位 ● ─ ─ ● ─ ─
使用率 % 1.5以下 1.5以下 1.5以下 1.5以下 7.5
冷却 空冷 空冷 空冷 水冷 水冷
外形寸法(W×D×H)突起含まず mm 193×284×175 182.5×358×197 228×370×244 180×370×240 180×463×200 125×515.3×200 外部センサー 温度 /空気圧等 ● ● ─ ─ ─ ─
質量 kg 20 35 52 60 45.5
※1 MM-315Bは、トロイダルコイルのみの対応となります。 ※2 MM-601Bは、加圧力センサーのみの対応となります。
12 13
Page8
ウエルドチェッカー(据え置き型) ウエルドチェッカー(据え置き型)
電流・電圧・通電時間・加圧力・変位量の測定が可能 取付場所を選ばない小型・軽量タイプ
MM-400B インタラプト(通電停止)機能 MM-123B 機種名 MM-123B
インタラプト機能とは、被溶接物を通電中、あらかじめ設定した変位 測定範囲 kA 0.100~2.000 / 01.00~1.00~20.00 / 010.0~10.0~200.0
特 長 量に達すると通電最中でも電流を停止し、次のステップに移行する 電流
測定項目 ピーク値/実効値※/相加平均実効値
機能です。これにより過度な溶接電流によるつぶれこみを防ぐことが 特 長
● 単相交流式/直流・交流インバーター式/ でき、ワークを毎回適切な仕上がり寸法にすることが可能です。 ● 溶接電流の測定規格ISO17657準拠のトロイダルコイルを採用。 測定範囲 V 0.30~6.00/1.0~20.0
電圧
トランジスタ式/コンデンサー式全ての溶接機に対応 インタラプト対応の溶接電源とウエルドチェッカーMM-400B、ヘッ ISO17657に準拠した測定と、従来の測定方式が選択できます。 測定項目 ピーク値/実効値/相加平均実効値
測
ドコントローラーMU-100Aおよび変位センサーで使用可能です。 定 測定時間:最大3秒(交流) / 2秒(直流)
● ISO17657(ISO国際規格抵抗溶接の電流測定)に ● 単相交流式/直流・交流インバーター式/ 仕
様 単相交流式:0.5~150CYC(50Hz)/0.5~180CYC(60Hz)
準拠した測定モードを搭載 コンデンサー式/トランジスタ式の溶接機に対応 通電時間 測定範囲 ACインバータ式:0.5~最大1500CYC(溶接電流周波数による)
● エンベロープ機能により、許容範囲波形をつくりモニ ● 電流・通電時間・電圧を測定。
ター波形と比較。 測定データはイーサネット通信で
溶接プロセス内の部分的な時間軸における上下限判 一元管理が可能
定が可能
変位量
● 長時間測定が可能 : MM-400B-02-05
直流溶接、交流溶接ともに最大10 秒で電流・電圧を
測定します。
溶接電流を流し始めると あらかじめ設定した変位に
ワークが熱でつぶれはじめ・・・ 達した時点で通電を停止します。
MPLE
DCインバータ式:0~2000ms
トランジスタ式:0.50~25.00ms(0.02ms単位)
コンデンサ式:0.50~9.99ms(短時間測定) / 5.0~99.9ms(長時間測定)
通電角 測定範囲 ° 0~180
判
定 溶接電流/電圧/通電時間 上下限31条件 設定範囲0~最大測定範囲、無通電判定
電源 V 単相AC90~250 (50/60Hz) / DC24V ±10%
消費電力 W 12以下
本
体 外部データ出力 イーサネット(プロトコル:TCP/IP)
仕 対応トロイダルコイル MB-400P※様 /MB-800P※
外形寸法(W×D×H) 突起含まず mm 70×248×187
質量 kg 2
※ISO17657準拠
機種名 MM-400B-00-00/MM-400B-00-01 MM-400B-02-05
測定範囲 kA 1倍コイル : 0.100~2.000/0.30~6.00/1.00~20.00/3.0~60.0/10.0~200.0
電流 10倍コイル : 0.010~0.200/0.030~0.600/0.100~2.000/0.30~6.00/01.00~20.00 電流センサ:1.00~20.00 ウエルドテスター(ハンディ型)
測定項目 ピーク値/実効値※2/相加平均実効値 ピーク値/相加平均実効値
測定範囲 V 0.30~6.00/1.0~20.0
電圧
測定項目 ピーク値/実効値/相加平均実効値 ピーク値/相加平均実効値
測定範囲 mm 変位ステップが1μmの場合 : ±30.00/変位ステップが10μmの場合 : ±300.00 現場で活躍するハンディタイプ。用途に合わせて選択ください
変位※1
測 測定項目 溶接前/各通電後/連続
定 測定範囲 N 4.90~98.06(MA-520B)、49.0~980.6(MA-521B)、245~4903(MA-770A※3)、490~9806(MA-522B、MA-771A※3仕 )
様 加圧力※1
測定項目 平均値/ピーク値 溶接前/通電後/連続 MM-601B 加圧力計 MM-315B 電流計
AC LONG CYC-AC : 0.5~500.0CYC(50Hz)、0.5~600.0CYC(60Hz) CYC-AC : 0.5~500.0CYC(50Hz)、0.5~600.0CYC(60Hz)
測定時間 DC ms-DC : 1~2000ms ms-DC: 1~10000ms 特 長 特 長
加圧力※1・外部 ms 10~10000 ● 別売りのロードセルをセンサーに利用。 ● 溶接電流、通電時間を測定。
通電角 測定範囲 ° 0~180 センサーの種類を自動的に判別し 通電角も測定可能、多機能な電流計
条件数 127条件 使い勝手に優れた1台
電源 V 単相AC100~240(50/60Hz) またはDC24
消費電力 W 40(プリンタ動作時は最大50)
本
体 外部データ出力 RS-232C/RS-485/イーサネット(プロトコル : TCP/IP)
仕
様 対応トロイダルコイル MB-400P/MB-800P/MB-45G※3
言語 日本語/英語/ドイツ語/フランス語/スペイン語/中国語/韓国語 MM-601B 測定仕様 MM-315B 測定仕様
外形寸法(W×D×H)/質量 mm/kg 172×288×266/約5 MA-520-01 0.20~9.50kg/0.20~9.31daN 測定範囲 kA 1.00~9.99(Loレンジ)/5.00~49.9(Hiレンジ)
※1. 変位・加圧力機能はMM-400B-00-01とMM-400B-02-05の搭載となります。 ※2. ISO17657準拠 電流
加圧力 測定範囲 MA-521-01 2.00~95.0kg/2.00~93.1daN 測定項目 相加平均実効値
※3. MA-770A/MA-771A/MB-45GはMM-400B-02-05では使用できません。 MA-522-01 20.0~950kg/20.0~931daN
測定範囲 AC:1~99サイクル
通電時間 DC:1~40サイクル/0.01~0.80s
本体仕様(共通)
測定項目 全通電サイクル数もしくは時間
電源:ニッケル水素電池 1.2V×4 本 (4.8V)
ウエルドテスター(ハンディ型) 外形寸法:W74×D30×H164mm 突起含まず 通電角 測定範囲 ° 30~180
質量:500g 多段通電 9段(記憶機能付き)
抵抗溶接の品質管理に! 機種名 MM-410B
持ち運びに便利なハンディタイプ 測定範囲 kA 1倍コイル:0.100~2.000/0.30~6.00/1.00~20.00/3.0~60.0/10.0~200.0 ヘッドコントローラー(据え置き型)
電流 10倍コイル:0.010~0.200/0.030~0.600/0.100~2.000/0.30~6.00/01.00~20.00
測定項目 ピーク値/実効値※1/相加平均実効値
MM-410B 測定範囲 V 0.30~6.00/1.0~20.0
電圧
測定項目 ピーク値/実効値/相加平均実効値 MU-100A 特 長
測定範囲 N 4.90~98.06(MA-520B)、49.0~980.6(MA-521B)、 ● 抵抗溶接の品質管理に不可欠な加圧力・変位量を測定
特 長 加圧力 245~4903(MA-770A)、490~9806(MA-522B, MA-771A)
測 ● エア式溶接ヘッドのコントロール機能およびシーケンス機能を搭載
定 測定項目 平均値/最大値(ピーク値)
● 溶接電流の測定規格ISO17657準拠のトロイダルコイルを採用。 仕 入力電圧/電流範囲 ー10~+10Vまたは4~20mA ● 溶接前変位モニターおよび変位ゼロリセット、溶接前の加圧モニターなど
様
ISO17657に準拠した測定と、従来の測定方式が選択できます。 外部 測定範囲 ±0.5~10Vまたは4.8~20mA(定格設定の5~100%) 9つの測定モード機能を搭載
● 単相交流式/直流・交流インバーター式/トランジスタ式/ 測定項目 平均値/最大値(ピーク値) ● 溶接中の加圧力と変位量の同時モニタリングが可能です
コンデンサー式の溶接機に対応 AC LSONG CYC-AC 0.5~500.0CYC(50Hz)、0.5~600.0CYC(60Hz)
● 内部フラッシュメモリー・外部USBに測定値や波形を記録。 測定時間 DC ms-DC 1~2000ms
イーサネット、USB通信によりパソコンで測定データを管理 加圧力・外部 ms 1~10000
通電角 測定範囲 ° 0~180 構成例 機種名 MU-100A-00-00(1軸2センサー)
MU-100A-00-01(2軸4センサー)
条件数 127条件 ヘッドコントローラー 電源 V 単相AC100~240 ±10%( 50/60Hz)、0.5A
MU-100A-00-00 RS-232Cケーブル パソコンもしくは
電源 V 単相AC90~250(50/60Hz)ACアダプタ出力DC9V PLCなど 変位量測定範囲 mm 0~±50
消費電力 W 通常時 7.8 充電時 30(2個電池搭載時)
本 外部データ出力 USB/イーサネット(プロトコル:TCP/IP) 加圧測定範囲 N 1.00~20.00、2.50~50.00(0.01N単位)、10.0~200.0、25.0~500.0(0.1N単位)、
体 100~2000、250~5000(1N単位)、500~10000(10N単位)※1
仕
様 対応トロイダルコイル MB-400P※/MB-800P※/MB-45G スタート信号 インタラプト信号(変位) ロードセル 条件数 127条件
言語 日本語/英語/ドイツ語/フランス語/スペイン語/中国語/韓国語 通信 イーサネット/RS-232C/RS-485
外形寸法(W×D×H) リミットスイッチ
・突起含まず/質量 mm/kg 224×47×157/約0.9 外形寸法(W×D×H)・突起含まず mm 200×268×109
※ISO17657準拠 変位センサー 質量 kg 3.3
インバーター式抵抗溶接電源 IPB-5000A 溶接ヘッド ※1. 10000N以上はご相談ください。
14 15
Page9
溶接ヘッド・電極・2次導体 エア式溶接ヘッド
WELDING HEAD 自動化が容易な汎用性の高い溶接ヘッド!
ZH-32/50+加圧追従機構部
特 長
● 量産自動機に対応
精度維持と耐久性に優れています。
溶接ヘッドの役割 追従性について ● 多種多様な被溶接物に対応
加圧追従機構部※1との組み合わせにより通電方式と最適な加圧力を選択可能です。
溶接ヘッドと電極は、次のような役割を持っています。 追従性とは、被溶接物の膨張・収縮に素早く反応し溶接 機種名 ZH-32+加圧追従機構部 ZH-50+加圧追従機構部
❶ 被溶接物の加圧 時に常に安定した加圧力を加えることです。追従性が悪 駆動方式 エア駆動
❷ 溶接電流を供給 い場合、スプラッシュや過度な表面圧痕や溶接不良が発 使用流体 MPa ドライエア(0.2~0.7)
❸ 熱引き(被溶接物に発生した熱を吸収し冷却する) 使用推力 N 181(0.3MPa)~422(0.7MPa) 495(0.3MPa)~1155(0.7MPa)
生します。溶接時には被溶接物の板厚がわずかですが極 使用速度 mm/s 50~200
❹ 鍛造(被溶接物を押さえつけ形を整える) めて短時間に変動するため、追従性が重要になります。ま シリンダーストローク mm 0~30 0~50
❺ ヒートバランス 電磁弁の電源電圧 V DC24
❻ 被溶接物の熱による膨張、収縮に合わせた追従 た、可動部分の質量は軽く、摺動抵抗を小さくすることに 外形寸法(W×D×H) mm 150×320×510.5 150×350×635.5
質量(ヘッド本体) kg 8 15
抵抗溶接における加圧力は、溶接電流および通電時間とともに極めて重要な制御 より追従性が良くなります。当社の溶接ヘッドは追従性を 「ZH-50」+「VPW-M」(加圧追従機構部) 「ZH-32」+「VPDW-S-P」(加圧追従機構部)
組み合わせ可能 VP-SS/VPW-S/VPDW-S/VBW-S/
要素です。溶接時の発熱は電極や被溶接物の接触抵抗によって大きく左右されます。 重視し、高品質な溶接を実現します。 加圧追従機構部 VT-SS/VTW-S/VTDW-S VPW-M/VPDW-M/VTW-M/VTDW-M +「XY-60」(下部ホルダー) +「XY-30」(下部ホルダー)組み合わせ例
組み合わせ例 ※特注仕様になります
加圧範囲 N 0.5~120 40~600
※1. 変位センサー、ロードセル(加圧力センサー)を搭載可能です。(オプション)
加圧力範囲表
加圧追従機構部
加圧力[N] 0 5 10 50 100 300 600 1000 2000 4000
サーボ MH-108B 5~70N
モーター式 MH-109B 5~35N MHサーボシリーズ、ZHシリーズの性能をフルに発揮する加圧追従機構部
ZH-32 5~120N
ZH-50 30~400N
AH-100 200~1000N VPシリーズ/VTシリーズ/VBシリーズ
500~2000N
500~2000N 2000~4000N
SAMPLE
エア式 AH-200
FH-400
BH-30 60~300N VPシリーズ VTシリーズ VBW-S
BH-60 100~600N
シーム用 TU 70~150N 1軸タイプ 2軸タイプ 2軸タイプ
溶接ヘット FT 70~200N 被溶接物に直接電流を流す方法で 2軸それぞれに加圧力を独自に バランス機構によ
足踏み式 MH-21AC 20~140N 最もポピュラーなダイレクト溶接に 設定できます。厚みが大きく異な り均一に加圧し
MH-31AC 50~280N
ハンドヘッド GS-2 15~50N 使用します。 る被溶接物、インダイレクト溶接 ます。
PU-G 10~90N やシリーズ溶接に使用します。
サーボモーター式溶接ヘッド 機種名 VP-SS VPW-S VPDW-S VPW-M VPDW-M VT-SS VTW-S VTDW-S VTW-M VTDW-M VBW-S
加圧範囲 N 0.5~6.9 5~120 40~600 0.5~6.9 5~120 40~600 5~120※2
電極の位置決めやヘッドの上昇&下降速度をデジタルで設定! 標準電極ホルダー 偏芯型 偏芯型 平行移動型 平行移動型
標準電極径 mm φ3 φ3/φ5/φ8 φ5/φ8 □3.2 φ3/φ5 φ5 φ3/φ5
MH-108B/109B φ3:3~10 φ3:3~10
電極間ピッチ mm - - 6~18
φ5:5~9.5 φ5:5~9.5
変位センサー※1 - - ● - ● - - ● - ● -
特 長 Pユニット※1 - ● ● ● ● - ● ● ● ● ●
〈設定可能点〉
エア式溶接ヘッド ZH-32 ZH-50 ZH-32 ZH-50 ZH-32
● ソフトタッチ加圧 原 点 モータ駆動ユニット対応 MK-108B/MK-109B MK-110B MK-109B MK-110B MK-109B
電極が設定された速度で始点から中点まで一気に移動した後、被溶接物に 始 点 ※1.ウエルドチェッカーMM-400B、ヘッドコントローラーMU-100A対応のオプションセンサーを取り付けることができます。
ゆっくり接触し、被溶接物への衝撃を低減します。 中 点 ※2.1点あたりにかかる加圧力は1/2となります。
● ムダのない電極の動き 溶接点 オプション 抵抗溶接に不可欠な加圧力と変位量をデジタル判定します。 加圧力範囲表
連続して溶接する場合、電極は始点まで戻らず中点と溶接点の間だけを移動 ● 変位センサー ● Pユニット Pユニット ● プリセット式電極ホルダー 0.98N 9.8N 98N 980N
するので溶接時間が短縮できます。 (ロードセル
変位量を測定 加圧力を測定 内蔵型加圧 電極ホルダー先端が着脱 VP-SS
● 簡易な設定操作 します。 します。 ツマミ) 可能です。あらかじめ電極 VPシリーズ VPW-S / VPDW-S
VPW-M / VPDW-M
動作条件設定は「回す」「押す」の簡単操作です。 の出代を合わせたホルダー
VBシリーズ VBW-S
を複数用意することで電極
機種名 MH-108B MH-109B 交換時間を短縮可能です。 VT-SS
VTシリーズ VTW-S / VTDW-S
追従機構部の形態 ダイレクト溶接用 シリーズ溶接用/ダイレクト溶接用 LG200/LG100 ロードセル(加圧力センサー) ※水冷対応(一部特注)もございます。 VTW-M / VTDW-M
駆動方式 サーボモーター
最大加圧力 N 70 片側35(シリーズ溶接)/70N(ダイレクト溶接)
ストローク mm 50 下電極ホルダー
条件選択数 31条件(外部切り替え可)
電極の移動速度 始点↔中点間、溶接点→中点間:8段階(条件ごとに設定可) 中点→溶接点間:4段階(条件ごとに設定可) 特 長
保持時間の設定 7段階 ● 電極平行度調整機構付き
通信 RS-232C/RS-485 9600bps(転送速度)
電源 V AC100~240 ±10%( 50/60Hz) 溶接ヘッド組み合わせ表
外形寸法 本体 mm 92×198×303 124×406×460 電極ホルダー部が取り外し可能な
(W×D×H) コントローラー mm 70×245.5×185 プリセット式電極ホルダーもございます。※ 機種名 ZH-32 ZH-50 MH-109B
質量 kg 約3.5(本体)/3(コントローラー) 約7(本体)/3(コントローラー) 電極交換時間を短縮します。 XY-30 ● - ●
組み合わせ可能加圧追従機構部 VP-SS/VPW-S/VPDW-S VP-SS/VPW-S/VPDW-S/VT-SS/VTW-S/VTDW-S/VBW-S XY-60(φ5、φ8、φ12) XY-30(φ3、φ5、φ8) ※特注仕様となります。 XY-60 - ● -
16 17
Page10
エア式溶接ヘッド 電極
最大加圧力4000Nの卓上型溶接ヘッド 豊富なラインナップ!被溶接物に合わせた最適な電極をご用意!
AH-100/200 ■溶接電極に適した特性を持つ材質
FH-400 特 長
● 高加圧でもしっかり追従 1. 導電率が高い
エアシリンダーと加圧追従機構部が一体化しているためコンパクトサイズ。 2. 機械的強度が大きく、 溶接時のヒートバランスを考慮
高加圧でも追従性にも優れています。 し、被溶接物に合わせた最適な
特に高温において硬度が高い
● φ20電極使用可能 電極を使用することが重要です。
φ 3. 熱伝導率が大きい 電極の材質、先端形状の選定に
20の電極が搭載できるため、多線ヒュージングに最適です。
はご相談ください。
● ウエルドチェッカーとつなげて加圧力、変位量の管理が可能 4. 被溶接物と合金化しにくい ついて
(HPでも販売中)
機種名 AH-100 AH-200 FH-400
加圧範囲 N 200~1000 500~2000 500~2000/2000~4000
電極径 φ8~φ20 ■材質の種類と特長 ■先端の形状例
外形寸法(W×D×H) mm 180×450×760 200×530×879
AH-100 FH-400 質量 kg 55 90 材質 主要成分 導電率 特長E対象金属材質(ワーク)
クロム銅 CrCu 80以上 析出強化型合金。熱伝導率、 軟鋼、低合金鋼等、鋼材一般と
導電率ともに大きく、経済的。 母材表面の保護(温度上昇防止)
水平方向の加圧に最適な 平面型
溶接ヘッド 特 長 アルミナ分散銅 分散強化型合金。CrCuより機 亜鉛めっき鋼板などの表面処理
(AL-60P)
Cu・Al2O3L78 械的強度が高い。 鋼板。Niの溶接等
● 自動車電装部品などの溶接に威力を発揮
BH-30/60 ケーシングされた狭い部位にある直立した端子形状の溶接に最適。 Cu・Be系の析出強化型合金。 ステンレス鋼、耐熱鋼などに使用
ベリリウム銅 Cu・Be 55 上記の2種類の電極材に比べて した場合の耐久性はCrCuに 球面型
● フローティング機構搭載 機械的強度が高い。 比べて非常に大きい。
フローティング機能によりずれたワークの位置に倣うことができ、被溶接物の破損を抑制します。
タングステン W 32 高融点金属で耐熱性が高く、 銅(特に銅撚り線)、銅合金の溶
溶接例 電極 電極 熱伝導、導電率は小さい。 接はタングステン電極の発熱を
電極 電極 電極 電極 電極 電極 利用。
ペンシル型
モリブデン Mo 31 タングステンに比べ耐久性は
劣るが加工性、コストで優れる。 同上
ン Cu・W 51 導電率、熱伝導率などはWと 微小溶接電極等、消耗を抑えた 埋め込み型+ろう付け仕様
銅タングステ
CrCuの中間。切削性は良い。 い場合。 W+銅
機種名 BH-30 BH-60 Mo+銅
導電率、熱伝導率などはCu・W Cu・W+銅
加圧範囲 N 60~300 100~600 銀タングステン Ag・W 53 とほぼ同じ。Cu合金電極が使え 同上 Ag・W+銅
加圧方式 バネ加圧 ない場合に使用。
駆動方式 エアシリンダー ※その他形状ご要望により製作いたします。
電極ホルダー プリセット型/L型電極(標準材料:W・CuW・AL-60)
外形寸法(W×D×H) mm 337×168×212.5 577×182×284
質量 kg 10 50
※ベース・スタンドは別売りです。 2次導体(溶接ケーブル)
※特注仕様となります。
BH-30 ※変位センサー、ロードセル(加圧力センサー)を搭載可能です。(オプション)
■2次導体選択方法
その他の溶接ヘッド
シーム用溶接ヘッド TU/FTヘッド 足踏み用溶接ヘッド 最大2次電流 × 使用率
SAM
断面積( mm2)
MH-21AC/31AC =
〈目安〉 4
熱収縮
機種名 MH-21AC MH-31AC 最適な2次導体の求め方
加圧力 N 20~140 50~280
加圧方式 バネ加圧 【例】 最大電流=3000A 使用率=1.0% で使用する場合 シリコン
電極径 φ6 φ8 断面積=3000× 0.01÷4 =75mm2
作業テーブル+ ※エア駆動ユニット(MK-105A) ゆえに 75sq(mm2)以上の断面積の2次導体 ナイロンスリーブ
が必要となります。
スイングペダル(オプション) シリンダ駆動ユニット(MK-106A)はオプションです。
MH-21AC+MA-11+MA-40
ハンド式ヘッド ※使用状況によっては調整が必要(可能)となります。
※2次ケーブルの容量は1mm2あたり4A(経験値)として計算しています。
TU型 FT型 PU-G/GS-2 種類 カーボン線(丸線) 平編銅線(平線)
機種名 TU-10-120 FT-2030/2060 断面積 sq 8、14、22、24、38、60 22、30、50、100、150、200
電極 mm φ120 上下円盤型電極 φ80 上:円盤型電極 下:板状電極 機種名 PU-G GS-2 絶縁被膜 ナイロンスリーブ、熱収縮チューブ、シリコンチューブ ナイロンスリーブ、熱収縮チューブ
加圧力 N 約70~150 約70~200 加圧力 N 10~90 15~50 2次導体長さ mm 200~3000(100mm単位で注文可能)
ストローク(溶接距離)mm 20 250/550 PU-G 電極径 φ5 φ3 圧着端子 M5、6、8、10 他
溶接速度 mm/s 手動 3~43 GS-2 質量 g 700 500 ※ケーブル長を長くする場合は、計算したsq数より太くする必要があります。
※コントローラーが別途必要です。 ※その他特注対応可能です。
※特注仕様となります。
18 19
Page11
パルスTIG溶接機 パルスTIG溶接電源
PULSE TIG WELDER 選べるスタート方式により、接合部の周辺まで配慮
MAWA-300B/050A 特 長
● 溶接時に発生するブローホールを低減するパルス変調機能搭載。
● 溶接電流モニター機能により、溶接の良否判定をサポート。
● 定電流制御により、安定した溶接品質を実現。
パルスTIG溶接機とは ● タッチパネルのメニュー選択方式により、各種設定が簡単。
● オプション専用ケーブルで操作パネルの分離可能です。
パルスTIG溶接の様子 自動機搭載時や設置スペースに制約がある際に有効。
パルスTIG溶接機とは、アークを放電して溶接するTIG溶接電源で、溶接電流値、通電時間をデジタ
ルで制御できる溶接機です。精密部品・微小部品に対してアーク溶接が可能です。
電極
トーチからシールドガスを流し、シールドガス雰囲気中で溶接電源より高電圧を発生させ、タングス
テン電極と被溶接物の間にアーク放電します。高温のアークを
熱源とし、金属を溶融接合します。熱伝導の影響を受けやすい抵 アーク放電
抗溶接や反射率の問題があるレーザ溶接と比較して銅の溶接 オプション専用ケーブル モーターコアの積層溶接
が当社のTIG溶接では容易に対応可能です。また、タングステン
などの高融点材料、異種金属同士の溶接からφ0.02mmの細 制御波形例 WELD 1 パルス変調あり WELD 2 パルス変調なし
線マグネットワイヤの溶接まで幅広く対応可能な溶接方法です。 被溶接物
パルスTIG溶接の事例
コイルの末端処理 貫通材の接合 平角線のヘアピン溶接 初期電流 ダウン ダウン
プリフロー 時間※1 アップスロープ 溶接時間 スロープ 冷却時間 アップスロープ 溶接時間 スロープ アフターフロー
トーチ ※WELD1、WELD2各々のアップスロープ時間/溶接時間/ダウンスロープ時間にパルス変調あり/なしの設定が可能です。
※1. 初期電流時間はタッチスタートのみとなります。
0.5~ 1~2mm
アーク 1~2mm
1.0mm 機種名 MAWA-300B MAWA-050A
スタート方式 タッチスタート/高電圧スタート(工場出荷時固定)
溶接部 電源 V 3相AC200 ±10%( 50/60Hz) 単相AC200 ±10%( 50/60Hz)
消費電力 kVA 13.2 1.3(タッチスタート)/1.7(高電圧スタート)
端子 条件数 127条件
制御方式 2次定電流制御インバーター式(制御周波数 約45kHz)
電流設定範囲 A 15~300(1A単位) 5~50(5~9.99Aまで0.01A 単位/10.0~50.0A まで0.1A 単位)
溶接時間設定範囲 ms 0~4000(1ms単位)
パルス変調設定 Hz 1~3000
構成図 ガスパージ時間 s 0.0~9.99(1ms単位、プリフロー/アフターフロー)
電流モニター設定範囲 A 0~360 0~60
時間モニター設定範囲 ms 0~5000
最大使用率 % 50(80A以下) 50(12A以下)
パルスTIG溶接電源 外形寸法(W×D×H)・突起含まず mm 210×603×408 169×440×294
タッチスタート 高電圧スタート 質量 kg 約45 約13
AC200V
流 AC100V~
量 入 240V
計 力 スタート方式の比較
ケ SAMPLE
トーチ
ー 入 トーチ付属 (電極1本付き)
力 パワーケーブル ◆ タッチスタート: 溶接部近傍の電子機器の誤動作を抑制。電極がワークにタッチした個所からアーク放電を開始するので、任意ポイントを確実に溶接。
減圧弁 ブ
ル フ ケ ◆ 高電圧スタート: 非接触のため狭小部への溶接時に最適。
ッ ー 凡例: ◎ =優位 ○ =やや優位 △ =やや劣る(検証要)
ガ
ス 溶 ト ブ
接 ス ル 溶 加工特性 装置仕様
チ
ュ 電 イ ヘッド 接
ー 源 ッ
チ コントローラー 電 スタート方式 スタート時の様子 失火※2 周辺機器への
源 横飛び※3 ノイズ影響 電極寿命 微小ワーク 設置コスト
ま MAWA-050A
ブ ケ
た ー
は パルスTIG溶接電源 ブ
シ ル シ
AC200V リ ◎ △ △ ※4
アルゴン ー サーボヘッド リ タッチスタート ◎ ◎
ー トーチ
ズ ズ
ガスボンベ 入 へ へ スタンド
力
ケ
ー
ブ 絶縁材 ファインウエルド※1
ル ◎ ◎ ◎ ○ △ ※4
トーチ
ケーブル フットスイッチケーブル アースケーブル
アースケーブル MH-TL01B/MH-109TB MHT-505-00 + トーチ 高電圧スタート △ △ △ ○ ○
または
MAWA-300B ※緑字. オプション 青字. お客さまにてご用意いただくもの ※1.タッチスタート機で選択可能なモードです。 ※2.アーク放電しない現象。 ※3.溶接したい場所とは別の場所にアークが飛んでしまう現象。 ※4.トーチを上下させる駆動ユニットが必要。
20 21
MAWA
MAWA
Page12
パルスティグウエルドチェッカー システムソリューション
パルスTIG溶接にも「目で見える管理」を! 型式 MM-140A SYSTEM SOLUTION
測定範囲 kA 【50Aレンジ】01.00~50.00 【300Aレンジ】015.0~300.0
MM-140A 電流
測定項目 ピーク値 / 実効値
測定範囲 V 001.0~120.0
電圧※1
測定項目 ピーク値 / 実効値
特 長 通電時間 測定範囲 0000~9999
測
● 電流・電圧・通電時間・ガス流量の測定、管理を1台で行い、 定 測定範囲 00.0~10.0(4-20mA)※2
仕 当社特有のコア技術とさまざまなアプリからなる要素技術を融合させて提供するシステムソリューションの紹介です。
トレーサビリティを構築 様 ガス流量 測定項目 プリフロー~アフターフローの平均値
測定時間 ms 00000~50000 (±3) お客さまのご要望にあわせたシステム開発で、ワンランク上のモノづくりを実現します。
● 各レンジ専用の50Aまたは300Aの電流センサーを使用 変調周波数 測定範囲 Hz 0000~3000(参考値)
し、ピーク値、実効値の測定と上下限判定を行います 測定精度 ±2% センサーの誤差は除く
● タッチスタート時には溶接電流と コンパクティングシステム
トーチ電圧の同時測定が可能 判定機能 電流値・電圧値・通電時間・ガス流量・
変調周波数の上下限判定(31条件) / 無通電判定
条件数 31条件 当社抵抗溶接機を使用したワイヤーコンパクティング装置です。コンパクティングとは撚り線の端末を加熱・加圧成形して固めます。
電源 V 単相AC90~250 (50/60Hz) / DC24 ±10%
本
体 消費電力 W 17 ワイヤーハーネスなどの端子と撚り線の接合時にバラけのない接合ができます。
仕
様 外部データ出力 イーサネット(プロトコル:TCP/IP)
外形寸法(W×D×H) 突起含まず mm 70×250×187 特 長
質量 kg 2.3 メイン筐体
● 高加圧溶接ヘッドを標準搭載、ケーブル径によっては低、中加圧ヘッドにも変更可能
※1:電圧の測定はタッチスタート機のみとなります ※2:ガス流量センサーの仕様に準じます ● 溶接電源は当社の豊富なラインナップから選択
● 業界スタンダードのウエルドチェッカーで全数管理 E 高加圧溶接ヘッド
タッチスタート専用サーボヘッド
ウエルドチェッカー
接続簡単なタッチスタートヘッド! ライトカーテン
MH-TL01B/ 機種名 MH-TL01B MH-109TB 加圧モニタ
銅撚り線のコンパクティング 断面写真 外観写真
対応パルスTIG溶接電源 MAWA-050A専用 MAWA-300B/050A
MH-109TB 電源 V 単相AC100~AC240±10%( 50/60Hz) 70VA 抵抗溶接電源
ストローク mm 最大50
SAMPL
EVをはじめ、脱炭素社会に向けた電動化に伴い、急速充放電の必要性が拡大しています。大電
電極引き上げ量 mm 0.1~9.9( 0.1mm単位) - 流を流す為の太径ワイヤーの端末処理として、このコンパクティングの手法があります。それらの需
特 長 両手押しスイッチ
電極加圧力 g Min.60 - 要拡大に応え、当社では高加圧型の抵抗溶接方式によるワイヤーコンパクティングの提案を行って
● トーチフローティングロック機能 外形寸法 本体 mm 120×406×460 おります。
ワーク高さにバラツキがあっても、電極/ワーク間 (W×D×H) コントローラー mm 70×245.5×185
距離を一定にキープ。 本体 kg 約8 約7
質量
安定した溶け込み量が得られます。 コントローラー kg 約3 約3
適用溶接機 タッチスタート専用 バッテリータブ付けシステム
パルスヒートコントローラー 当社抵抗溶接機を使用したバッテリー用タブ付け装置です。回転電極溶接ヘッドを標準搭載し、べたつき発生時の課題を解決します。
精密な温度と時間制御により、高品質なはんだ接合や樹脂の熱かしめが可能! 特 長 溶接ヘッドステージ(XZ軸)
MR-130B 機種名 MR-130B MHT-892-00 ● プロジェクションがあり電極とタブのべたつき現象が発生しない場合は標準溶接ヘッドも 操作用タッチパネル
電源タイプ トランス一体型 ZH-32+VPW-S+ヒーターホルダー 搭載可能。 メイン筐体
電源 V 単相AC200~240±10%( 50/60Hz) ● タブの材質により溶接電源を選択できます。
入力ブレーカー容量 A 15 機種名 MHT-892-00 ● 溶接前に製品情報をバーコードリーダーで読み取り、自動的に溶接条件を設定します。 抵抗溶接電源
設定温度範囲 ℃ 25~999 加圧範囲 N 4~12
設定2次側電圧 V ① 3.81,1.90,1.27,0.95 ② 7.62,3.80,2.54,1.90 ストローク mm 最大30 回転電極ヘッド
冷却方式 空冷 駆動方式 エア駆動 画像補正機能
ウエルドチェッカー
設定可能温度プロファイル数 63条件 外形寸法(W×D×H)mm 150×320×511 溶接前にカメラで画像処理を行い、 OK NG 溶接点
外形寸法(W×D×H)・突起含む mm 254×466×319 質量 kg 9 溶接位置合わせをします。 バーコードリーダー
質量 kg 27.2 電池 電池
ライトカーテン
タブ タブ 集塵機
標準ヒーターチップ ヒータージョイント 熱電対コネクター タブ、電池の位置がズレると溶接する位置も 両手押しスイッチ
ズレてしまい、不良が出てしまう・・・
Y軸ステージ
T
w 熱電対は標準でKタイプ。 回転電極ヘッドの特長
※その他Eタイプ、Jタイプは ダウンタイム削減
形状に関しては、特注にてご要望を受け付けます。 特注対応 べたつきによるライン停止を防ぎ、再セッティングの時間を
機種名 17BM070 17BM180 17BM360 17BM770 17BM400/90 17BM770/60 17BM1000 省きます。
コストダウン
W(mm) mm 1.9 5.6 10.2 20.6 10.2 20.6 25.4 べたつきによる溶接部の破損を防ぎ、ワークを無駄にしません。
T(mm) mm 0.76 2.29 1.52 0.76 電極寿命を延長
材質 モリブデン 再研磨により消耗度合いを抑えます。
熱電対種 Kタイプ 溶接電極を軸に、左右に「ひねる」 アプリケーション
22 23