



超音波システム(音圧測定解析、発振制御)を利用した機械加工技術
超音波システム研究所は、
音圧測定解析装置(超音波テスター)と
メガヘルツの超音波発振制御プローブにより
物(工具・対象物・・・)の
音響特性(振動の応答特性・非線形現象)を利用する、
「超音波発振制御(加工)技術」を開発しました。
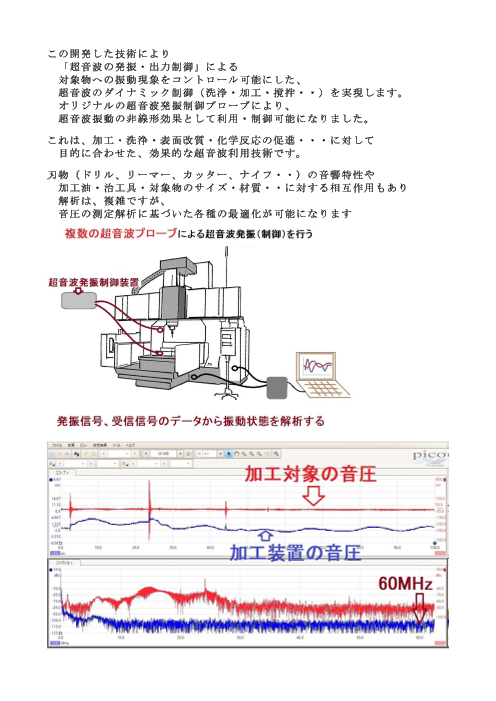
この開発した技術により
「超音波の発振・出力制御」による
対象物への振動現象をコントロール可能にした、
超音波のダイナミック制御(洗浄・加工・撹拌・・)を実現します。
オリジナルの超音波発振制御プローブにより、
超音波振動の非線形効果として利用・制御可能になりました。
これは、加工・洗浄・表面改質・化学反応の促進・・・に対して
目的に合わせた、効果的な超音波利用技術です。
刃物(ドリル、リーマー、カッター、ナイフ・・)の音響特性や
加工油・治工具・対象物のサイズ・材質・・に対する相互作用もあり
解析は、複雑ですが、
音圧の測定解析に基づいた各種の最適化が可能になります
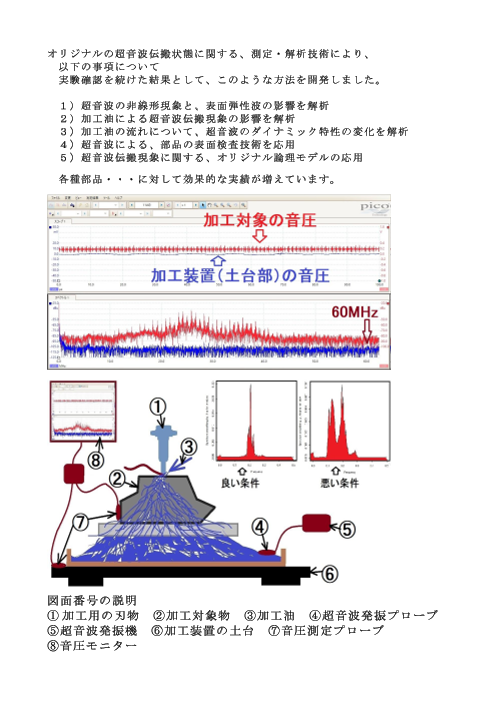
オリジナルの超音波伝搬状態に関する、測定・解析技術により、
以下の事項について
実験確認を続けた結果として、このような方法を開発しました。
1)超音波の非線形現象と、表面弾性波の影響を解析
2)加工油による超音波伝搬現象の影響を解析
3)加工油の流れについて、超音波のダイナミック特性の変化を解析
4)超音波による、部品の表面検査技術を応用
5)超音波伝搬現象に関する、オリジナル論理モデルの応用
各種部品・・・に対して効果的な実績が増えています。
このカタログについて
| ドキュメント名 | 音圧測定・解析に基づいた、超音波加工技術 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 超音波システム研究所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
音圧測定・解析に基づいた、超音波加工技術
超音波システム研究所は、
音圧測定解析装置(超音波テスター)と
メガヘルツの超音波発振制御プローブにより
物(工具・対象物・・・)の
音響特性(振動の応答特性・非線形現象)を利用する、
「超音波発振制御(加工)技術」を開発しました。
Page2
この開発した技術により
「超音波の発振・出力制御」による
対象物への振動現象をコントロール可能にした、
超音波のダイナミック制御(洗浄・加工・撹拌・・)を実現します。
オリジナルの超音波発振制御プローブにより、
超音波振動の非線形効果として利用・制御可能になりました。
これは、加工・洗浄・表面改質・化学反応の促進・・・に対して
目的に合わせた、効果的な超音波利用技術です。
刃物(ドリル、リーマー、カッター、ナイフ・・)の音響特性や
加工油・治工具・対象物のサイズ・材質・・に対する相互作用もあり
解析は、複雑ですが、
音圧の測定解析に基づいた各種の最適化が可能になります
Page3
オリジナルの超音波伝搬状態に関する、測定・解析技術により、
以下の事項について
実験確認を続けた結果として、このような方法を開発しました。
1)超音波の非線形現象と、表面弾性波の影響を解析
2)加工油による超音波伝搬現象の影響を解析
3)加工油の流れについて、超音波のダイナミック特性の変化を解析
4)超音波による、部品の表面検査技術を応用
5)超音波伝搬現象に関する、オリジナル論理モデルの応用
各種部品・・・に対して効果的な実績が増えています。
図面番号の説明
① 加工用の刃物 ②加工対象物 ③加工油 ④超音波発振プローブ
⑤超音波発振機 ⑥加工装置の土台 ⑦音圧測定プローブ
⑧音圧モニター
Page4
基礎実験
基礎実験
超音波による工作油の流動性の改善
原理
低周波(50KHz以下)の超音波あるいは循環ポンプによる、
キャビテーションと音響流は、工作油の乳化促進
高周波(1MHz以上)のキャビテーションと音響流は、
工作油の乳化分離促進
中間周波数は、相互作用
以上により、工作油の流動性の改善・向上が実現します
Page5
<<超音波伝搬状態の測定・解析>>
超音波プローブによる音圧測定システムです。
測定データについて、弾性波動を考慮した解析で、
各種の振動状態(モード)として検出します。
音圧測定解析システム:超音波テスターの特徴
*測定(解析)周波数の範囲
仕様 0.1Hz から 10MHz(標準タイプ)
仕様 0.01Hz から 100MHz(特別タイプ)
*超音波発振
仕様 1Hz から 100kHz(標準タイプ)
仕様 1Hz から 1000kHz(特別タイプ)
*表面の振動計測が可能
*24 時間の連続測定が可能
*任意の2点を同時測定
*測定結果をグラフで表示
*時系列データの解析ソフトを添付
超音波プローブによる測定・解析システムです。
測定したデータについて、
位置や状態と、弾性波動を考慮した解析で、
各種の音響特性として検出します。
SSP 仕様書 verNA40 抜粋
http://ultrasonic-labo.com/wp-content/uploads/e38cc1cf12893769f473033b
9b703a5f.pdf
Page6
メガヘルツの超音波発振制御プローブ:概略仕様
測定範囲 0.01Hz~100MHz
発振範囲 100Hz~25MHz
材質 ステンレス、LCP樹脂、シリコン、テフロン、ガラス・・・
発振機器 例 ファンクションジェネレータ
目的に合わせた特殊超音波プローブを開発・製造対応します
超音波発振プローブ(タイプ RA1) 仕様書
http://ultrasonic-labo.com/wp-content/uploads/4c9100118b9aa86086e88491
ad35c228.pdf
Page7
この技術の基礎事項は、表面弾性波に関する、非線形現象の利用です
表面弾性波の利用技術
http://ultrasonic-labo.com/?p=7665
超音波を利用した「振動計測技術」
http://ultrasonic-labo.com/?p=16046
非線形振動現象をコントロールする超音波技術
http://ultrasonic-labo.com/?p=15147
<<特許申請>>
特開2021-171909 超音波加工
(特願2020-90080 超音波加工)
超音波発振制御プローブの製造技術の一部は
特開2021-125568 に記載しています
この技術を、コンサルティング提供します
興味のある方はメールでお問い合わせください
基礎実験 NC機械::低い周波数と高い周波数の振動現象
現実の振動現象は、より複雑である(高周波と低周波が同時に伝搬している)
振動への対応は、高周波・低周波を同時に考慮しなければならない
Page8
参考
超音波制御技術 http://ultrasonic-labo.com/?p=16309
超音波発振制御プローブ http://ultrasonic-labo.com/?p=14570
メガヘルツの超音波システム技術 http://ultrasonic-labo.com/?p=14350
超音波プローブによる制御技術 http://ultrasonic-labo.com/?p=1811
結果例1:加工時の刃物・加工油・加工物への超音波追加
超音波ON 良好な加工振動データ
超音波OFF 問題のある加工振動データ
Page9
超音波の非線形現象をコントロールする技術
http://ultrasonic-labo.com/?p=14878
超音波発振システム(20MHz)の製造販売
http://ultrasonic-labo.com/?p=1648
超音波発振システム(1MHz、20MHz)
http://ultrasonic-labo.com/?p=18817
200MHz以上の超音波伝搬現象による表面改質処理
http://ultrasonic-labo.com/?p=2433
結果例2:超音波無 1画面50秒(最大周波数150Hz)の測定
説明:振動は小さいが、
複雑に変化する振動モード(加工バラツキの要因)
低周波の共振現象がダイナミックに変化している
結果例2:超音波有 1画面50秒(最大周波数150Hz)の測定
説明:振動は大きいが、安定した振動状態
共振現象の発生が起きていない
Page10
詳細に興味のある方は、メールでお問い合わせください。
【本件に関するお問合せ先】 超音波システム研究所
メールアドレス info@ultrasonic-labo.com
ホームページ http://ultrasonic-labo.com/
果例3:超音波効果
Page11
自己相関結果 左図音圧データ(なめらかな振動状態)
自己相関結果 右図音圧データ(不規則で複雑な振動状態)
Page12
参考 超音波溶接
Page13
特開 2021-171909 超音波加工
(特願2020-90080 超音波加工)
Page14
【書類名】 特許請求の範囲
【請求項1】
機械加工において、対象物の表面を伝搬するメガヘルツの超音波振動を利用
することで、刃物と加工対象物の接触部に加工油が均一に広がることが実現
し、加工面と刃物に対して急激な負荷(応力・温度)を発生させない(精度
の高い加工物と長寿命の刃物の状態を実現する)超音波加工方法
【請求項2】
【請求項1】の超音波加工に関して
複数あるいは一つの超音波発振部材は、加工油の流れる部分に取り付け、超
音波の発振設定に関して、加工油・加工対象物・刃物の振動モードを考慮し
て、低周波(100kHz以下)の共振現象を発生させないように超音波発
振制御する超音波加工方法
【請求項3】
【請求項2】の超音波加工方法に関して、
低周波の共振現象を発生させない超音波伝搬状態(音圧、周波数、変化)を、
音圧データ(周波数範囲 0.01Hz~1GHz)の測定解析
(自己相関、バイスペクトル、パワー寄与率、インパルス応答)に基づいて
超音波制御設定する超音波加工方法
【請求項4】
【請求項3】の超音波加工方法に関して、
複数の異なる、1メガヘルツ~数メガヘルツのスイープ発振により
非線形振動現象と各種部材(加工機械・加工対象・加工油・・)の
相互作用について、音圧データ(測定解析周波数範囲 0.1Hz~
1GHz)に基づいて、20メガヘルツ以上の超音波伝搬周波数が、
主要伝搬周波数成分となる状態を実現した超音波加工の最適化方法
【請求項5】
【請求項4】の超音波加工に関して、
超音波の発振部材を、加工油のタンクに取り付ける、あるいはタンク内に
超音波発振プローブを入れるようにしたことを特徴とする
超音波加工方法
【請求項6】
【請求項5】の超音波加工に関して、
加工以外に、研磨、コーティング・・・表面処理に適用させた
超音波利用方法
Page15
【書類名】 明細書
【発明の名称】超音波加工
【技術分野】
【0001】
本発明は、機械加工に関して、超音波振動現象を利用するための
超音波加工方法に関する。
【背景技術】
【0002】
機械加工の超音波利用に関して、従来は18~50kHz範囲の超音波を
加工時に伝搬させて超音波加工処理として利用している。
【0003】
実際に、加工対象物の加工部は、刃物と加工油と加工部が接触する瞬間の
各種(振動・接触面積・応力・温度・・・)変化・バラツキが大きく、サ
ブミクロンの加工では、超音波振動による共振現象が起きている。その結
果、表面に低周波の振動モードに応じた表面の不均一化・バラツキが発生
し、均一な加工面にならない原因となっている。
【0004】
本発明の、超音波加工は、周波数がメガヘルツの超音波発振制御を、利用
することで、加工部に、20MHz以上の超音波振動が
主要超音波伝搬成分となるようにする。
【0005】
特に、単純な超音波発振では、低周波の共振現象の発生により
より大きな接触面積のバラツキを発生させる原因になる。
加工システム全体の振動現象を超音波の音圧データ解析により
検出することで、超音波の非線形現象に基づいた
効率の良い超音波加工(伝搬)状態をコントロール(実現)できる。
【0006】
加工状態のコントロールに関して
従来では、加工と振動現象について、刃物や加工対象物の周波数成分の変
化について測定解析評価が行われていなかった。特に、非線形現象の解析
(バイスペクトル)により加工状態と振動現象(発振制御)に関する対応
が可能になる。
【0007】
本発明では、0.1Hz~100MHz範囲の振動現象(音圧データ)を
解析管理(自己相関、バイスペクトル、パワー寄与率、インパルス応答)
することで、各種の加工に関する超音波制御設定事項を最適化する。
100Hz以下の振動計測により、加工機械の振動状態を評価することで
機械の設計・設置方法に関する問題を検出・改善できる。
Page16
【先行技術文献】
【特許文献】
【0009】 【特許文献1】 特開 2014-037012
【特許文献2】 特許 5643882
【特許文献3】 特開 2006-281419
【発明の概要】
【発明が解決しようとする課題】
【0010】
機械加工現象について、メガヘルツの超音波振動を利用することで
加工結果と超音波発振制御の関係を明確にして
超音波を効率よく効果的に加工に利用できるようにすること。
【課題を解決するための手段】
【0011】
加工部(刃物・加工油・加工対象部)に超音波振動を伝搬させるために
加工機(作業台・加工油が流れる部分・・)に
超音波発振制御プローブを取り付ける。
【0012】
加工対象物の加工される部分に、
共振現象の発生を押さえたメガヘルツの超音波振動を伝搬させるために、
音響特性を確認している加工装置(加工対象物、加工機械、治具・・)に、
非線形現象(バイスペクトルのダイナミック変化)を発生させる、
超音波のスイープ発振制御設定を行う。
【0013】
【0012】の超音波発振制御により、加工部に、
20MHz以上の超音波が超音波伝搬振動の主要の伝搬成分になる状態
を実現し、音圧データを解析・管理することで、加工対象物の目的(精度、
効率、・・)に合わせて最適化する。
【発明の効果】
【0013】
【図1】加工時の音圧測定データ
グラフ上 縦軸:音圧 V 横軸:時間 μs
グラフ下 縦軸:パワー dBu 横軸:周波数 MHz
【図2】超音波加工時の音圧測定データ
【図3】超音波加工(イラストモデル)
【図4】超音波加工実施例
図面番号の説明
① 加工用の刃物 ②加工対象物 ③加工油 ④超音波発振プローブ
⑤超音波発振機 ⑥加工装置の土台 ⑦音圧測定プローブ
⑧音圧モニター
Page17
【書類名】 要約書
【要約】
【課題】
機械加工時・加工部(刃物・加工油・加工表面)の各種管理が難しく、加工後、
加工表面残留応力のバラツキにより、精度、強度(特に、金属疲労強度)の低下・
表面の不均一化・・が発生する。
【解決手段】
加工について、超音波の振動を、共振現象を押さえて伝搬するようにしたことで、
加工時の加工油の流動性を含めた加工時の温度変化が安定的になり、刃物と加工
表面の状態が安定する。特に、超音波制御設定により、表面振動のバラツキを押
さえ、加工表面の均一化向上が実現できる。
加工機・加工対象物・治工具・加工油・・・に、超音波発振制御プローブを取り
付け、20MHz以上の超音波振動が超音波伝搬主要周波数成分となるように、
加工システムの振動特性に合わせた、高周波(数メガヘルツ~10メガヘルツ)
のスイープ発振を行うことで、低周波(100kHz以下)の共振現象の発生に
よる精度や強度のバラツキを目的に合わせて最適化できる。
【選択図】図2
【書類名】 図面
【図1】
Page18
【図2】
【図3】
Page19
【図4】
参考
超音波の音圧測定解析システム「超音波テスターNA」
http://ultrasonic-labo.com/?p=16120
超音波の音圧測定解析システム(オシロスコープ 100MHz タイプ)
http://ultrasonic-labo.com/?p=17972
超音波発振システム(1MHz、20MHz)
http://ultrasonic-labo.com/?p=18817
超音波システム(音圧測定解析、発振制御)
http://ultrasonic-labo.com/?p=19422
超音波技術資料(アペルザカタログ)
http://ultrasonic-labo.com/?p=8496
以上