


概要
アナログ・デバイセズは、バッテリのフォーメーションに使用する制御システム向けに包括的なソリューションを提供してい
ます。その中核にあるのは、「AD8452」という 1 つのシリコンIC です。このソリューションを採用すれば、精度/性能が高い
製造プロセスを実現し、各バッテリ・セルのフォーメーション時間を最適化することができます。また、エネルギーを再利用
する機能を使用すれば、電力効率が高まり、大規模なバッテリを製造する際の消費エネルギーを大幅に削減することが可能に
なります。
このカタログについて
| ドキュメント名 | バッテリのフォーメーション工程の 電力効率を高める |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| 取り扱い企業 | アナログ・デバイセズ株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
技術記事
Share on Twitter Facebook LinkedIn Email
バッテリのフォーメーション工程の
電力効率を高める
著者:XSeraphXHu X
アナログ・デバイセズ、マーケティング・エンジニア
概要 しょうか。そのための解の1つが、AD8452を使用する方法で
アナログ・デバイセズは、バッテリのフォーメーションに使用 す。同製品は、高精度のアナログ・フロント・エンドとPWM(
する制御システム向けに包括的なソリューションを提供してい パルス幅変調)方式の昇降圧コントローラを搭載しています。
ます。その中核にあるのは、「AD8452」という 1 つのシリコン これを活用したフォーメーション/グレーディング用のシステ
IC です。このソリューションを採用すれば、精度/性能が高い ム(以下、テスト・システム)であれば、0.02%以内の精度と
製造プロセスを実現し、各バッテリ・セルのフォーメーション 90%を超える電力効率を達成することができます。また、バッ
時間を最適化することができます。また、エネルギーを再利用 テリのフォーメーション/グレーディングにおいて、バッテリ
する機能を使用すれば、電力効率が高まり、大規模なバッテリ から放電されるエネルギーを他のバッテリで再利用することが
を製造する際の消費エネルギーを大幅に削減することが可能に 可能になります。多くの場合、既存のテスト・システムでは、
なります。 バッテリからの放電は、抵抗性の負荷に対して行われます。こ
のエネルギーは、建物の暖房に利用されることもありますが、
はじめに 単に熱として外部に放出されてしまうこともあります。確か
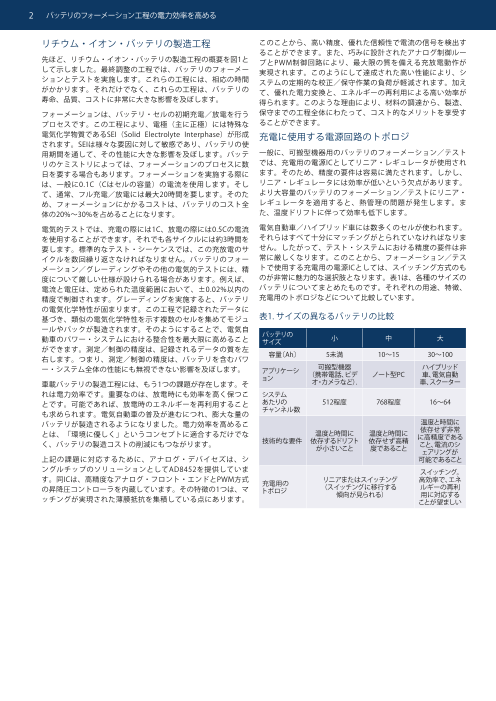
図1に、リチウム・イオン・バッテリの製造プロセスを示しまし に、バッテリを放電する方法としては、抵抗性負荷に対して放
た。この図からわかるように、同バッテリの製造には多大な時 電するのが最も簡単です。しかし、数多くのバッテリの充放電
間がかかります。この製造プロセスは、大きく4つに分かれて を繰り返さなければならない場合、それに伴うコストは瞬く間
います。最初の3つの工程では、基本的な材料(電極、電解液、 に膨れ上がってしまいます。本稿で紹介するテスト・システム
セパレータなど)を用意し、それらをバッテリ・セルの形状に であれば、シングルチャンネルにおける高い効率が実現されま
組み立てます。そして、4つ目の工程では、セルを活性化し、そ す。その真価は、複雑さの増大を最小限に抑えつつ、バッテリ
の電気的機能を実行できるようにします。このバッテリを活性 から放電されるエネルギーを再利用できる点にあります。テス
化するプロセスのことをフォーメーションと呼びます。また、 ト・システムにそのアーキテクチャを採用した場合、消費され
バッテリ・セルの整合性(consistency)を保証するためのプロ るエネルギー量を40%以上削減することができます。
セスは、グレーディングと呼ばれます。容量が5Ah未満のリチ AD8452をベースとするテスト・システムは、バッテリのフォ
ウム・イオン・バッテリは、ノート型PCや携帯電話端末などの ーメーション/グレーディングのプロセスに次のようなメリッ
可搬型機器で広く使用されています。それらについては製造コ トをもたらします。
ストが優先され、製造効率の問題は後回しにされている状態に XX バッテリに関するコストの削減
あります。一方、自動車では、それよりもはるかに容量が大き XX エネルギーの再利用の実現
いバッテリが使用されます。通常、その容量は数百Ahに達しま
XX
す。このようなバッテリは、数千個の小さなセルや、数個の大 電力効率の向上
容量のバッテリを統合することで実現されます。その場合、バ XX 高精度のテストの実現
ッテリ・セルの整合性が重要になるので、(セルの整合性を向
上させるための)グレーディングのプロセスが非常に重要な意
味を持ちます。加えて、バッテリのフォーメーションにかかる
コストにおいては、電力効率が特に重要な要素になります。当 電極の製造 電極対の組み立て セルの組み立て 最終調整
然のことながら、「環境に優しい」はずの自動車が、大量のエ
スラリーの混合 光沢処理 タブ/端子の溶接 フォーメーション
ネルギーを無駄に消費してしまう方法で製造されるのは避ける 塗工 切断 電解液の注入 エージング
べきです。 乾燥 巻き付け/積層 封止 電気的テスト
バッテリのフォーメーション/グレーディングのプロセスを、
より質が高く、効率に優れるものにするにはどうすればよいで
図1. リチウム・イオン・バッテリの製造工程
analog.com/jp
Page2
2 バッテリのフォーメーション工程の電力効率を高める
リチウム・イオン・バッテリの製造工程 このことから、高い精度、優れた信頼性で電流の信号を検出す
ることができます。また、巧みに設計されたアナログ制御ルー
先ほど、リチウム・イオン・バッテリの製造工程の概要を図1と プとPWM制御回路により、最大限の質を備える充放電動作が
して示しました。最終調整の工程では、バッテリのフォーメー 実現されます。このようにして達成された高い性能により、シ
ションとテストを実施します。これらの工程には、相応の時間 ステムの定期的な校正/保守作業の負荷が軽減されます。加え
がかかります。それだけでなく、これらの工程は、バッテリの て、優れた電力変換と、エネルギーの再利用による高い効率が
寿命、品質、コストに非常に大きな影響を及ぼします。 得られます。このような理由により、材料の調達から、製造、
フォーメーションは、バッテリ・セルの初期充電/放電を行う 保守までの工程全体にわたって、コスト的なメリットを享受す
プロセスです。この工程により、電極(主に正極)には特殊な ることができます。
電気化学物質であるSEI(SolidX ElectrolyteX Interphase)が形成 充電に使用する電源回路のトポロジ
されます。SEIは様々な要因に対して敏感であり、バッテリの使
用期間を通して、その性能に大きな影響を及ぼします。バッテ 一般に、可搬型機器用のバッテリのフォーメーション/テスト
リのケミストリによっては、フォーメーションのプロセスに数 では、充電用の電源ICとしてリニア・レギュレータが使用され
日を要する場合もあります。フォーメーションを実施する際に ます。そのため、精度の要件は容易に満たされます。しかし、
は、一般に0.1C(Cはセルの容量)の電流を使用します。そし リニア・レギュレータには効率が低いという欠点があります。
て、通常、フル充電/放電には最大20時間を要します。そのた より大容量のバッテリのフォーメーション/テストにリニア・
め、フォーメーションにかかるコストは、バッテリのコスト全 レギュレータを適用すると、熱管理の問題が発生します。ま
体の20%~30%を占めることになります。 た、温度ドリフトに伴って効率も低下します。
電気的テストでは、充電の際には1C、放電の際には0.5Cの電流 電気自動車/ハイブリッド車には数多くのセルが使われます。
を使用することができます。それでも各サイクルには約3時間を それらはすべて十分にマッチングがとられていなければなりま
要します。標準的なテスト・シーケンスでは、この充放電のサ せん。したがって、テスト・システムにおける精度の要件は非
イクルを数回繰り返さなければなりません。バッテリのフォー 常に厳しくなります。このことから、フォーメーション/テス
メーション/グレーディングやその他の電気的テストには、精 トで使用する充電用の電源ICとしては、スイッチング方式のも
度について厳しい仕様が設けられる場合があります。例えば、 のが非常に魅力的な選択肢となります。表1は、各種のサイズの
電流と電圧は、定められた温度範囲において、±0.02%以内の バッテリについてまとめたものです。それぞれの用途、特徴、
精度で制御されます。グレーディングを実施すると、バッテリ 充電用のトポロジなどについて比較しています。
の電気化学特性が固まります。この工程で記録されたデータに
基づき、類似の電気化学特性を示す複数のセルを集めてモジュ 表1.Xサイズの異なるバッテリの比較
ールやパックが製造されます。そのようにすることで、電気自
動車のパワー・システムにおける整合性を最大限に高めること バッテリのXサイズ 小 中 大
ができます。測定/制御の精度は、記録されるデータの質を左
右します。つまり、測定/制御の精度は、バッテリを含むパワ 容量〔Ah〕 5未満 10~15 30~100
ー・システム全体の性能にも無視できない影響を及ぼします。 アプリケーシ 可搬型機器X ハイブリッド
ョン (携帯電話、ビデ ノート型PC 車、電気自動
車載バッテリの製造工程には、もう1つの課題が存在します。そ オ・カメラなど). 車、スクーター
れは電力効率です。重要なのは、放電時にも効率を高く保つこ システムX
とです。可能であれば、放電時のエネルギーを再利用すること あたりのX 512程度 768程度 16~64
も求められます。電気自動車の普及が進むにつれ、膨大な量の チャンネル数
バッテリが製造されるようになりました。電力効率を高めるこ 温度と時間にX
とは、「環境に優しく」というコンセプトに適合するだけでな 温度と時間にX 温度と時間にX 依存せず非常に高精度である
く、バッテリの製造コストの削減にもつながります。 技術的な要件 依存するドリフト 依存せず高精が小さいこと 度であること こと、電流のシェアリングがX
上記の課題に対応するために、アナログ・デバイセズは、シ 可能であること
ングルチップのソリューションとしてAD8452を提供していま スイッチング。
す。同ICは、高精度なアナログ・フロント・エンドとPWM方式 充電用のX リニアまたはスイッチングX 高効率で、エネ
の昇降圧コントローラを内蔵しています。その特徴の1つは、マ トポロジ (スイッチングに移行するX ルギーの再利
ッチングが実現された薄膜抵抗を集積している点にあります。 傾向が見られる) 用に対応するXことが望ましい
Page3
3 バッテリのフォーメーション工程の電力効率を高める
標準的な12Vのパワー・モジュール(DC入力は10V~20V)
イネーブル FETドライバADuM7223
10 V
DH DL CL+ CL– CS+ CS–
DC出力
DC入力
(10V~30V) +
+ 補助電源 AD8452(アナログ・フロント・エンド、 VS +ADP1612 コントローラ、PWM回路)
ADP7102
ADM8829 VS–
–
EN MODE VSET ISET VMEAS IMEAS –
15Vの補助電源 DAC ADC
(オプション) EEPROM AD5689R AD7173-8
SPI
アナログ・インターフェース・ボード I²C
USB アナログ・デバイセズのSDP-Sボード
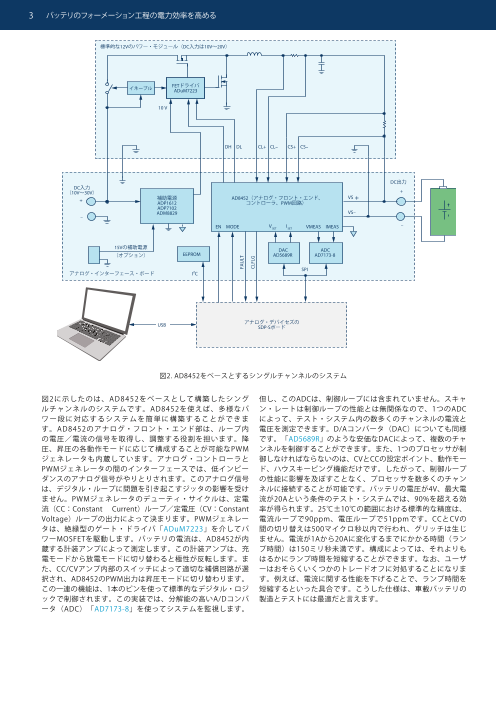
図2. AD8452をベースとするシングルチャンネルのシステム
図2に示したのは、AD8452をベースとして構築したシング 但し、このADCは、制御ループには含まれていません。スキャ
ルチャンネルのシステムです。AD8452を使えば、多様なパ ン・レートは制御ループの性能とは無関係なので、1つのADC
ワー段に対応するシステムを簡単に構築することができま によって、テスト・システム内の数多くのチャンネルの電流と
す。AD8452のアナログ・フロント・エンド部は、ループ内 電圧を測定できます。D/Aコンバータ(DAC)についても同様
の電圧/電流の信号を取得し、調整する役割を担います。降 です。「AD5689R」のような安価なDACによって、複数のチャ
圧、昇圧の各動作モードに応じて構成することが可能なPWM ンネルを制御することができます。また、1つのプロセッサが制
ジェネレータも内蔵しています。アナログ・コントローラと 御しなければならないのは、CVとCCの設定ポイント、動作モー
PWMジェネレータの間のインターフェースでは、低インピー ド、ハウスキーピング機能だけです。したがって、制御ループ
ダンスのアナログ信号がやりとりされます。このアナログ信号 の性能に影響を及ぼすことなく、プロセッサを数多くのチャン
は、デジタル・ループに問題を引き起こすジッタの影響を受け ネルに接続することが可能です。バッテリの電圧が4V、最大電
ません。PWMジェネレータのデューティ・サイクルは、定電 流が20Aという条件のテスト・システムでは、90%を超える効
流(CC:ConstantX Current)ループ/定電圧(CV:ConstantX 率が得られます。25℃±10℃の範囲における標準的な精度は、
Voltage)ループの出力によって決まります。PWMジェネレー 電流ループで90ppm、電圧ループで51ppmです。CCとCVの
タは、絶縁型のゲート・ドライバ「ADuM7223」を介してパ 間の切り替えは500マイクロ秒以内で行われ、グリッチは生じ
ワーMOSFETを駆動します。バッテリの電流は、AD8452が内 ません。電流が1Aから20Aに変化するまでにかかる時間(ラン
蔵する計装アンプによって測定します。この計装アンプは、充 プ時間)は150ミリ秒未満です。構成によっては、それよりも
電モードから放電モードに切り替わると極性が反転します。ま はるかにランプ時間を短縮することができます。なお、ユーザ
た、CC/CVアンプ内部のスイッチによって適切な補償回路が選 ーはおそらくいくつかのトレードオフに対処することになりま
択され、AD8452のPWM出力は昇圧モードに切り替わります。 す。例えば、電流に関する性能を下げることで、ランプ時間を
この一連の機能は、1本のピンを使って標準的なデジタル・ロジ 短縮するといった具合です。こうした仕様は、車載バッテリの
ックで制御されます。この実装では、分解能の高いA/Dコンバ 製造とテストには最適だと言えます。
ータ(ADC)「AD7173-8」を使ってシステムを監視します。
FAULT
CLFLG
Page4
4 バッテリのフォーメーション工程の電力効率を高める
図3に、電流がそれぞれ10A、20Aの場合のCC放電モードにおけ テリのチャンネルは、充電モードではエネルギーをDCバスから
る効率を示しました。完全なテスト結果は、アナログ・デバイ 引き込み、放電モードではエネルギーをDCバスに返します。最
セズから直接入手することができます。 もシンプルなテスト・システムは、AC主電源からDCバスの方
向にしか電流を流せない単方向のAD/DC電源を使用するという
100 ものになります(図4)。この場合、AC/DC電源からの電流が
必ず正になるよう、テスト・システムにおいて慎重にバランス
95 をとる必要があります。充電チャンネルで消費される以上のエ
ネルギーをDCバスに放出すると、バスの電圧が高まり、一部の
90 部品が破損する恐れがあります。
85
220V~380V DCバスAC/DCコンバータ 充電/ リチウム・
V (12V、 イオン・AC 24Vなど) 放電システム バッテリ/
セル
80
力率改善 DC/DC
(PFC)段 コンバータ 充電/ リチウム・イオン・
放電システム バッテリ/
75 セル
10A
20A
70
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 充電/ リチウム・イオン・
VOUT 〔V〕 放電システム バッテリ/
セル
図3. システムの電力効率のテスト結果 充電/ リチウム・イオン・
放電システム バッテリ/
セル
バッテリのコストの削減
バッテリのコストを削減するという課題に対処するには、製造 図4. セル間でエネルギーを再利用できるX
工程の全体を見直す必要があります。本稿で示したソリューシ シンプルなテスト・システム
ョンであれば、性能を損なうことなくフォーメーション/テス
トに使用するシステムのコストを低減することができます。ま 上記の問題は、双方向のAC/DCコンバータを採用し、AC主電源
ず、精度が向上することから、校正に必要な時間が短縮されま にエネルギーを返すようにすることで解決できます(図5)。こ
す。また、校正を実施する回数も減らせるので、システムの稼 の場合、最初にすべてのチャンネルを充電モードに設定し、続
働時間が長くなります。スイッチング周波数を高めれば、設計 いて放電モードに設定することで、電源に電流を返すことがで
を簡素化でき、より小型の部品を使用できるようになります。 きます。より複雑なAC/DCコンバータが必要になりますが、こ
こうしたことが、テスト・システムのコスト低減につながりま の方法であれば、テスト・システムの構成に柔軟性が生まれま
す。加えて、より多くの電流を出力するためのチャンネルの接 す。また、電源からの電流が必ず正になるよう配慮する必要が
続も、最小限の作業で行うことができます。すべての制御はア なくなります。
ナログ領域で実行されるので、複雑なアルゴリズムは必要あり
ません。そのため、ソフトウェア開発にかかるコストも最小限 220V~380V 双方向の DCバス リチウム・(12V、 充電/ イオン・
で済みます。更に、エネルギーの再利用もコスト削減につなが V AC/DCコンバータAC 24Vなど) 放電システム バッテリ/セル
ります。エネルギーの再利用と高いシステム効率の相乗効果に 力率改善 DC/DC リチウム・
より、継続的な運用コストが大幅に削減されます。 (PFC)段 コンバータ 充電/ イオン・放電システム バッテリ/
セル
エネルギーの再利用
AD8452をベースとして構築したテスト・システムでは、バッ リチウム・充電/ イオン・
テリの電圧と電流を制御しつつ、放電されたエネルギーを共通 放電システム バッテリ/セル
のバスに放出します。そのエネルギーは、他のバッテリ・バン
リチウム・
クを充電する際に再利用することができます。この点が、バッ 充電/ イオン・放電システム バッテリ/
テリから抵抗性負荷に対して放電するアーキテクチャとの大き セル
な違いになります。本稿で紹介したシステムにおいて、各バッ
図5. 双方向のAC/DCコンバータを使用してX
エネルギーを再利用するテスト・システム
効率〔%〕
Page5
エネルギーを再利用する場合の効率
著者について
最後に、エネルギーの再利用によって、どれだけのメリットが
得られるのか詳しく説明します。ここでは、3.2V/15A出力のバ SeraphX Hu(seraph.hu@analog.com)は、高精度のDAXCを担当するアプリケーション・エンジニアとして2011
ッテリが2個存在するケースを例にとります。これらのバッテ 年にアナログ・デバイセズに入社しました。中国で、技
リの容量は約48Whです。充電効率を90%とすると、完全に放 術系の事業開発に携わった後、計装事業のマーケティン
電したバッテリを充電するには、各バッテリに対して約53.3Wh グを担当しました。現在は主にバッテリのテストに関す
のエネルギーを供給する必要があります。放電モードでは、エ る業務に携わっています。将来的には、携帯電話のテス
ネルギーが抵抗で熱として消費される場合も、バスに返して再 ト・アプリケーションを開発したいと考えています。バ
利用する場合も、48Whのエネルギーが放出されます。再利用 ーミンガム・シティ大学で電子工学の学士号を、インペ
を行わない場合、2個のバッテリの充電には約107Whが必要で リアル・カレッジ・ロンドンでIC設計に関する修士号を取得しています。
す。一方、90%の効率でエネルギーを再利用できるとすると、1
つ目のバッテリが放電する全エネルギーのうち、43.2Whを2つ
目のバッテリの充電に使用できます。上述したように、システ
ムの充電効率が90%だとすると、充電には53.3Whが必要です。 オンライン・
そのうち43.2Whをバッテリの放電エネルギーで賄えるので、追 サポート・
加で供給しなければならないエネルギーは10.1Whに抑えられま
す。したがって、必要なエネルギーは計63.4Whとなります。こ コミュニティ
れは、消費エネルギーが40%以上削減されるということを意味 アナログ・デバイセズのオンライン・サポート・コミュ
します。なお、実際の製造工程では、数百個ものセルが複数の ニティに参加すれば、各種の分野を専門とする技術者
トレイに配置されて処理されます。各トレイを1つの単位として との連携を図ることができます。難易度の高い設計上の問題について問い合わせを行ったり、FAQ を参照し
充電/放電モードに設定すれば、製造時間が増加することもあ たり、ディスカッションに参加したりすることが可能
りません。 です。
まとめ
ez.analog.com にアクセス
最後スイッチング方式の電源は、今日の充電式バッテリの製造
に対する高性能で費用対効果の高いソリューションになり得ま
す。特に、AD8452を使用すれば、テスト・システムの精度を *英語版技術記事はこちらよりご覧いただけます。
0.02%以内に抑えつつ、90%を超える電力効率を実現すること
が可能です。しかも、テスト・システムの設計が簡素化されま
す。また、エネルギーを再利用する機能を使うことで、放電エ
ネルギーを無駄に消費するテスト・システムと比べて、消費エ
ネルギーを40%以上削減することが可能になります。更には、
充電式バッテリの製造時間の問題も解決されます。AD8452
は、電気自動車/ハイブリッド車の「環境に優しい」というコン
セプトに合致するソリューションです。
本 社 〒105-6891 東京都港区海岸1-16-1 ニューピア竹芝サウスタワービル10F
大阪営業所 〒532-0003 大阪府大阪市淀川区宮原3-5-36 新大阪トラストタワー10F
名古屋営業所 〒451-6040 愛知県名古屋市西区牛島町6-1 名古屋ルーセントタワー38F
©2019XAnalogXDevices,XInc.XAllXrightsXreserved.
本紙記載の商標および登録商標は、
各社の所有に属します。
AheadXofXWhat’sXPossibleXはX
アナログ・デバイセズの商標です。 www.analog.com/jp
TA21284-9/19