


部品設計者が知っておきたいプロファイル研削加工に関する基礎知識が掴めます。
プロファイル研削加工とはどんな加工なの?
いまさら聞けない基礎知識がわかる短編レポート集です。
部品設計者や加工者なら必ず知っておきたい、
プロファイル加工機の基礎が学べます!
Q.どんな研削加工なの?
Q.どんな形状が加工できるの?
Q.砥石の形状や砥石の選び方(粒度、材質、結合剤)…?
プロファイル加工の基礎をちょっと知っておくだけで、
加工現場の視点がわかるようになるレポート集です。
年間10,000種類の部品加工を行う国内トップクラスの部品加工屋が
研削加工についてまとめたレポートです。
ぜひ、この機会にダウンロードください!!
~検索タグ欄~
#研磨 #外径研削 #内径研削 #プロファイル研削 #倣い研削
#狭ピッチ #プログラム #溝入れ #テーパー研削 #R研削 #工具研削
#コンタリング加工 #砥石 #砥粒 #部品加工 #精密加工 #コネクタ
#焼入れ鋼 #超硬 #ピン #金型部品 #パンチ #ダイス #カッター
#細ピン #極細ピン #針 #テーパーピン #シャフト #芯金 #成型 #ローレット #ホーン
#くし歯 #かき上げ #TF #トリム&フォーム #半導体 #超音波接合 #職人技
関連メディア
このカタログについて
| ドキュメント名 | いまさら聞けない!良くわかるプロファイル研削加工 技術レポート集 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 2.9Mb |
| 登録カテゴリ | |
| 取り扱い企業 | プラスエンジニアリング株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
プロファイル研削表紙、Slide 1
プロファイル加工って何?
倣い研削
溝入れ研削
いまさら聞けない!
よくわかる?
プロファイル
研削加工
~精密部品VE設計製作レポート集~
発行元:プラスエンジニアリング株式会社
Page2
■レポート目次
■レポート目次
1.円筒コンタリング(倣い)加工事例
プロファイル加工機を用いた円筒コンタリングの加工事例
2.プロファイル加工の砥石とは
砥石選定の方法 材質、粒度、結合剤、ホイール形状…ほか
3.プロファイルを活用したVE事例
プロファイル研削による精密カッター、パンチなど
4.プロファイルによるかき上げ加工
プロファイル研削によるかき上げ形状加工、加工の流れ
Page3
PEC 発行:プラスエンジニアリング株式会社
Technical Report 2017/5 Vol.24 無断転載を禁ず
〒171-0014 東京都豊島区池袋2-47-3
精密部品VE設計製作レポート TEL : 03-3985-3221
FAX : 03-3986-0770
「精密部品VE設計製作レポート」は、開発・設計者向けの技術情報をお伝えする技術レポートです。印刷の上、ぜひ貴社内でご回覧ください。
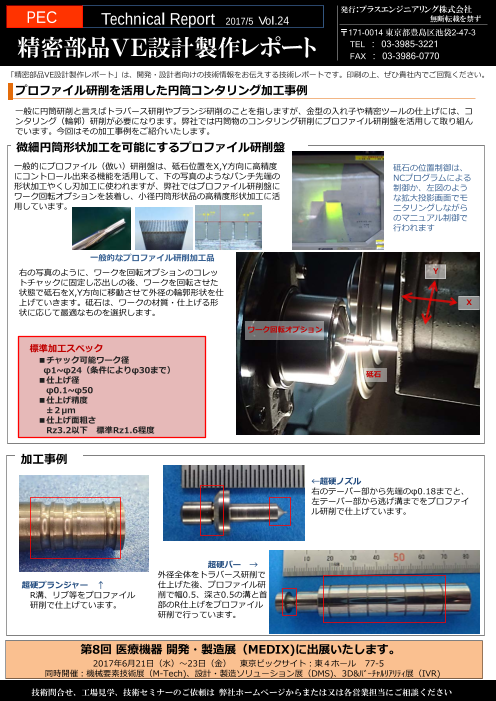
プロファイル研削を活用した円筒コンタリング加工事例
一般に円筒研削と言えばトラバース研削やプランジ研削のことを指しますが、金型の入れ子や精密ツールの仕上げには、コ
ンタリング(輪郭)研削が必要になります。弊社では円筒物のコンタリング研削にプロファイル研削盤を活用して取り組ん
でいます。今回はその加工事例をご紹介いたします。
微細円筒形状加工を可能にするプロファイル研削盤
一般的にプロファイル(倣い)研削盤は、砥石位置をX,Y方向に高精度 砥石の位置制御は、
にコントロール出来る機能を活用して、下の写真のようなパンチ先端の NCプログラムによる
形状加工やくし刃加工に使われますが、弊社ではプロファイル研削盤に 制御か、左図のよう
ワーク回転オプションを装着し、小径円筒形状品の高精度形状加工に活 な拡大投影画面でモ
用しています。 ニタリングしながら
のマニュアル制御で
行われます
一般的なプロファイル研削加工品
右の写真のように、ワークを回転オプションのコレッ Y
トチャックに固定し芯出しの後、ワークを回転させた
状態で砥石をX,Y方向に移動させて外径の輪郭形状を仕
上げていきます。砥石は、ワークの材質・仕上げる形 X
状に応じて最適なものを選択します。
ワーク回転オプション
標準加工スペック
■チャック可能ワーク径
φ1~φ24(条件によりφ30まで) 砥石
■仕上げ径
φ0.1~φ50
■仕上げ精度
±2µm
■仕上げ面粗さ
Rz3.2以下 標準Rz1.6程度
加工事例
←超硬ノズル
右のテーパー部から先端のφ0.18までと、
左テーパー部から逃げ溝までをプロファイ
ル研削で仕上げています。
超硬バー →
外径全体をトラバース研削で
超硬プランジャー ↑ 仕上げた後、プロファイル研
R溝、リブ等をプロファイル 削で幅0.5、深さ0.5の溝と首
研削で仕上げています。 部のR仕上げをプロファイル
研削で行っています。
第8回 医療機器 開発・製造展(MEDIX)に出展いたします。
2017年6月21日(水)~23日(金) 東京ビックサイト:東4ホール 77-5
同時開催:機械要素技術展(M-Tech)、設計・製造ソリューション展(DMS)、3D&バーチャルリアリティ展(IVR)
技術問合せ、工場見学、技術セミナーのご依頼は 弊社ホームページからまたは又は各営業担当にご相談ください
Page4
PEC 発行:プラスエンジニアリング株式会社
Technical Report 2018/1 Vol.32 無断転載を禁ず
〒171-0014 東京都豊島区池袋2-47-3
精密部品VE設計製作レポート TEL : 03-3985-3221
FAX : 03-3986-0770
「精密部品VE設計製作レポート」は、開発・設計者向けの技術情報をお伝えする技術レポートです。印刷の上、ぜひ貴社内でご回覧ください。
プロファイル研削加工における砥石選定について
プロファイル研削加工は倣い(ならい)研削とも呼ばれ、素材の外形を砥石でなぞるように研削し高精度に形状を仕上げる
加工で、精密加工には欠かせない加工技術です。そのカギとなるのが砥石の選定です。素材の材質、求める形状・精度に応
じて多種多様な砥石が必要となります。多品種少量生産を行なう弊社では、常に100種を超える様々な砥石を常備して対応
しています。今回はその砥石の分類と選定のポイント、加工例をご紹介いたします。
砥石の分類と選定ポイント
砥石は大分類として、「砥石素材」と「形状」で分類されますが、プロファ 砥石外径の色々
イル研削に使用する砥石はそれぞれに以下のような小分類となります。
<砥石素材の分類>
砥粒材質 合成ダイヤ(SD)、金属被覆合成ダイヤ(SDC)、
立方晶窒化ほう素(CBN)
粒度 #170(平均粒径88µm)~#800(20µm)
結合度 砥粒と結合剤の結合度合。
P(硬め)、N(標準)、H(柔らかめ)等
集中度(砥粒率) 砥粒層中の砥粒の容積パーセント25%で集中
度100 左からφ150、φ70、φ30
結合剤 レジンボンド、メタルボンド、ビトリファイド
ボンド、電着法 先端形状の色々
砥粒層厚み 3~10mm
<形状の分類>
ホイール形状 加工機の取り付け仕様に応じる
外径 φ30 ~ φ200mm
砥石幅 0.24 ~ 3mm
先端形状 ストレート、角度付き、R付き ストレート 右角度付き 左角度+R付き
上記の小分類で無数の組み合わせが存在することになりますが、加工品の素材、仕上げ形状、必要精度、仕上がり面粗さの
必要要件に合わせて最適な砥石を選定することになります。ここには様々なノウハウが有り、過去の加工実績の積み重ねが
凝縮しています。
加工事例
角度付き砥石を
使用した精密
ローレット加工
プロファイル研削盤全景 ワークセッティング状態 角度付き砥石での溝加工
このような薄肉の微細仕上げ
ストレート砥石 が必要な場合は、切れ味のよ
を使用した微細 い荒くてやわらかい結合度の
外形形状加工 低い)砥石を使用する。この
場合は合成ダイヤ、#200、レジ
ンボンド、φ125、T=3を使用。
仕上がり:先端幅0.15mm
ストレート砥石
での粗加工と角
度付き砥石での
仕上げ形状加工
の組み合わせ例
← ストレート砥石による粗加工 → ←角度付き砥石による仕上げ加工(右左2方向)→
技術問合せ、工場見学、技術セミナーのご依頼は 弊社ホームページからまたは各営業担当にご相談ください
Page5
発行:プラスエンジニアリング株式会社
PEC Technical Report 2015/11 Vol. 6 無断転載を禁ず
〒171-0014 東京都豊島区池袋2-47-3
精密部品VE設計製作レポート TEL : 03-3985-3221
FAX : 03-3986-0770
「精密部品VE設計製作レポート」は、開発・設計者向けの技術情報をお伝えする技術レポートです。印刷の上、ぜひ貴社内でご回覧ください。
設計者のための精密部品VE事例(プロファイル加工による精密部品の製作例)
精密部品設計に役立つ、精密部品のVE・コストダウンに関わる情報をご紹介いたします。
プロファイル加工による精密カッター、パンチ、の製作事例
プロファイル加工は主に平面研削や円筒研削を用いることのできない微細形状や自由曲面の研削に用いられます。特にプロファイル加工が
用いられる製品のひとつには、工業用の特注精密カッター、パンチがあり、これらはプロファイル加工が必須となる製品です。
かき上げ加工パンチ くし歯パンチ くし歯パンチ②
自由曲面の研削 くし歯先端のエッジ研削 くし歯先端のエッジ研削
精度:±2μm以下 精度:±2μm以下 精度:±2μm以下
平板カッター 微細形状パンチ プラスエンジニアリングのプロファイル加工の特徴
薄板端部のエッジ研削 先端の微細形状の研削 標準加工スペック
精度:± 2μm以下 精度:±0.01
■対応サイズ
角:W80×H110× L140
丸:φ100xL100
■加工精度
プラスエンジニアリングはプロファイル 寸法精度目安 ±2μm
プラスエンジニアリングが手掛ける特注カッターは、ユーザーの生 加工機を10数台という規模で揃え、そ ■対応材料
産設備独特の形状や精度、材料で製作することが求められます。 れぞれの機械に専任の熟練オペレータが
超硬合金、各種工具鋼、
ユーザーの生産製品が微細・精密になればなるほど、プロファイル 付きます。高い技術力と品質保証体制で
加工を行う必要があり、エンジニアに必須の要素技術となります。 精密カッターの生産を行っています。 SUS、一般鋼材ほか
設計者のための加工技術の基礎知識 「プロファイル加工の基礎②」
精密部品設計に必要な加工技術についてご紹介します。今回はプロファイル加工についてプラスエンジニアリングの設備を例にご説明します。
微細形状を
加工 ワーク ワーク
50μm 砥石
プロファイル加工の基本と原理 成形した砥石を用いて手作業で加工
プロファイル加工は単純な幾何形状である、平面を研削する「平面研削 プロファイル加工機にはNC機能もありますが、砥石の形状に
加工」や円筒を研削する「円筒研削加工」と異なり、専用に用意した成形 よって加工内容が大きく変わってしまうため、職人による調整
砥石を用いて、微細形状やR形状、自由曲面、非球面といった形状を研 が不可欠です。拡大投影したワークと砥石形状を見ながらの
削する加工であり、金型や精密カッターの製作には必須の加工です。 調整が必要なため、加工者の経験が必須となります。
昨今ではほとんどの加工機械が、CAD/CAM・NCを前提として 職人の手作業が不可欠となります。そのためプロファイル加工は
稼働するため、加工技術を如何にデジタル化、標準化するかとい 精密加工を行う業界の中では、「製造業の中で最後まで職人が残
うことが課題となっています。その一方で、プロファイル加工は り続ける加工」とも言われています。微細化、高精度化を志向す
職人の技能が必須とされる加工です。このプロファイル加工だけ るエンジニアには必須の加工技術とも言え、必ず知っておくべき
は砥石の研削やサブミクロンオーダーでの微妙な機械の操作が要 加工技術です。プロファイル加工についてご相談の際は、ぜひプ
求されるためデジタル化や自動化が極めて困難な領域であり、 ラスエンジニアリングまで。
技術問合せ、工場見学、技術セミナーのご依頼は 弊社ホームページからまたは又は各営業担当にご相談ください
Page6
発行:プラスエンジニアリング株式会社
PEC Technical Report 2015/06/01 無断転載を禁ず
〒171-0014 東京都豊島区池袋2-47-3
精密部品VE設計製作レポート TEL : 03-3985-3221
FAX : 03-3986-0770
「精密部品VE設計製作レポート」は、開発・設計者向けの技術情報をお伝えする技術レポートです。ぜひ貴社内でご回覧ください。
設計者のためのプロファイル加工による精密部品VE事例
プロファイラーによるR形状加工例 プロファイラーによるスリット加工例
写真のように小物部品で、
ミクロンオーダーの精度が
要求されるR形状部、スリッ
ト形状部の加工、またはか
き上げ加工が必要なものは、
一般的な平面研作盤等で加
工することはあまりありま
せん。形状を確認しながら プラスエンジニアリングでは、80種類以上の
の精密仕上げが必要になる 砥石を常時ストックしており、加工に最適な砥
ため、プロファイル加工の 石を選定、砥石成形を行い加工に移ります。プ
ロファイラーによる加工は、設備はもちろんで
プロファイラーによるかき上げ加工例 選択が必須です。 すが、精密機械加工の中でも特に加工者の知恵
と経験が必要となる分野です。
設計者のための加工技術の基礎知識 「プロファイル加工の仕組み(R形状加工)」
精密部品設計に必要な加工技術についてご紹介します。今回はプロファイル加工についてプラスエンジニアリングの設備を例にご説明します。
砥石の成形①(エッジ) 砥石の成形②(R形状) ワークの加工 計測からの仕上げ
R形状加工をするためには砥石の 次に、要求加工精度に応じて砥石 R形状加工の場合、まずNC加 ルーペ等を用いてスクリーンの像
成形が必要です。まず砥石先端 先端部にRを成形します。特に公差 工を行い、最終仕上げは、手作 の拡大率を計算し、細部の形状
をエッジを設けます。 が1μmオーダーの高精度R を加工 業で機械をコントロールしながら を機上で確認しながら1μmオー
する場合はこの作業が重要です。 行います。 ダーで仕上げていきます。
切削加工では加工できない微細・精密形状(高精度ピッチなど) 行います。形状の確認・測定を加工しながら随時行うことができ
の成形加工はプロファイラー加工機(光学投影式 成形研削盤)を るため、±1μmオーダーの極めて精度の高い加工が可能です。一
用いて行うことが一般的です。この機械では、スクリーン上に工 方でNCプログラムだけでは、より高精度な成形加工は難しいため、
具とワークの拡大投影(プロファイル)を行いながら研削加工を 作業者の高い技術と経験が要求される高難度加工でもあります。
技術問合せ、工場見学、のご依頼は Mail : cct@pluseng.co.jp または 各営業担当にご相談ください