



高生産・低環境負荷型ダイカストマシン DC-Rシリーズ
超高速油圧サーボ射出・電動型締機構搭載のRシリーズ。スタンダードモデルは70G、ハイグレードモデルは100Gの加速性能を実現。射出機構と型締機構の組み合わせ、射出上下機構の搭載など豊富なバリエーションでニーズにお応えします。また、全ての機種に新制御装置(TOSCAST‐888)を標準搭載し、IoTを活用した品質管理項目の拡張等のトレーサビリティシステムの強化、さらにリモートメンテナンス、予防保全等にも対応します。
このカタログについて
| ドキュメント名 | 高生産・低環境負荷型ダイカストマシン DC-Rシリーズ |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 8.7Mb |
| 取り扱い企業 | 芝浦機械株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
la
astn ac
n
ss
ctc
loc n ystm s
https://www.shibaura-machine.co.jp
東京本社 〒100-8503 千代田区内幸町2-2-2 富国生命ビル TEL:03-3509-0200
沼津本社 〒410-8510 静岡県沼津市大岡2068-3 TEL:055-926-5141
芝浦机械株式会社
东京总公司 〒100-8503 千代田区内幸町 2-2-2 富国生命大厦 TEL:03-3509-0200
沼津总公司 〒410-8510 静冈县沼津市大冈 2068-3 TEL:055-926-5141
2020年4月1日より東芝機械株式会社は「芝浦機械株式会社」に社名変更しました 拠点情報はこちら
从2020年4月1日起,东芝机械株式会社改名为"芝浦机械株式会社" 据点情报请从这里查询
CJ
SM21013-1000-MP
Printed in Japan DCRE00110-JCD-01
Page2
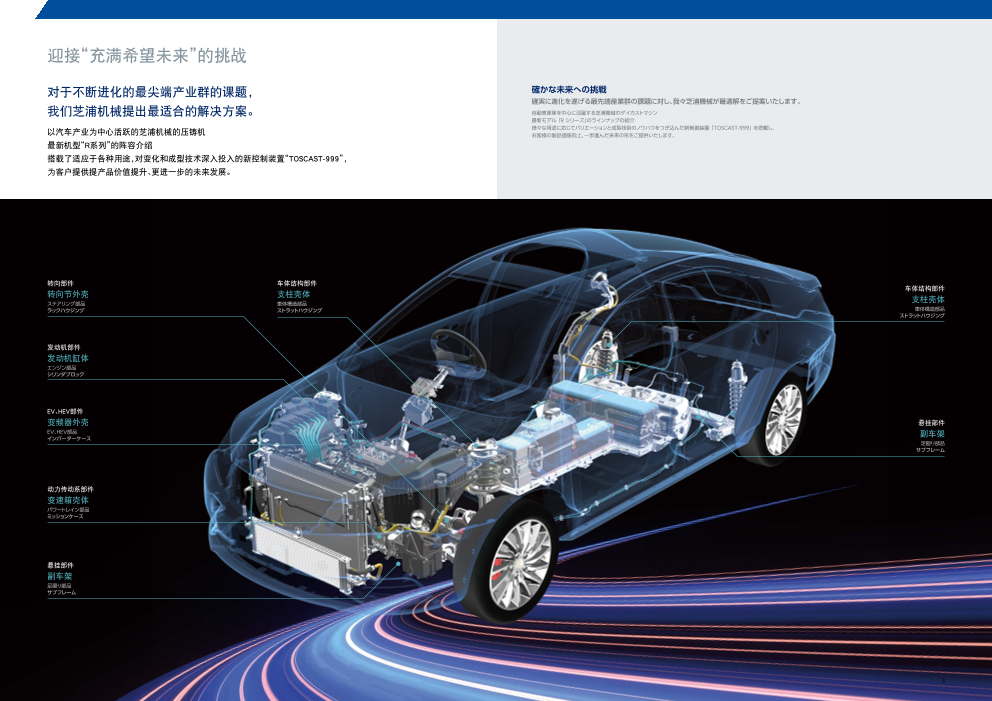
迎接“充满希望未来”的挑战
对于不断进化的最尖端产业群的课题, 確かな未来への挑戦
確実に進化を遂げる最先端産業群の課題に対し、我々芝浦機械が最適解をご提案いたします。
我们芝浦机械提出最适合的解决方案。 自動車産業を中心に活躍する芝浦機械のダイカストマシン
最新モデル「 R シリーズ」のラインナップの紹介
様々な用途に応じてバリエーションと成型技術のノウハウをつぎ込んだ新制御装置「 TOSCAST-999」 を搭載し、
以汽车产业为中心活跃的芝浦机械的压铸机 お客様の製品価値向上、一歩進んだ未来の形をご提供いたします。
最新机型“R系列”的阵容介绍
搭载了适应于各种用途,对变化和成型技术深入投入的新控制装置“TOSCAST-999”,
为客户提供提产品价值提升、更进一步的未来发展。
转向部件 车体结构部件
车体结构部件
转向节外壳 支柱壳体
ステアリング部品 車体構造部品 支柱壳体
ラックハウジング ストラットハウジング 車体構造部品
ストラットハウジング
发动机部件
发动机缸体
エンジン部品
シリンダブロック
EV、HEV部件
变频器外壳 悬挂部件
EV、HEV部品
インバーターケース 副车架
足廻り部品
サブフレーム
动力传动系部件
变速箱壳体
パワートレイン部品
ミッションケース
悬挂部件
副车架
足廻り部品
サブフレーム
2 3
Page3
世界首台真正电动化大型压铸机 大型压铸机全系列升级
大型機ダイカストマシンフルラインアップ
基于在中小型机器中积累的丰富经验以实现 以高级别机型为基础的电动化合模。实现了快速循环的电动肘节机型
“新3S”为目标 ハイグレードモデルをベースに型締を電動化。ハイサイクルを実現した電動トグルモデル
世界初の本格電動化大型ダイカストマシン
小~中型マシンで培った豊富なノウハウを元に「新3S」の実現を目指します
什么是“新3S”?
「新3S」とは?
Save Cycle
生产节拍缩短
采用电动肘节、根据往复动作,进一步缩短循环时间
サイクルタイム削減
電動トグル採用、ラップ動作により、さらにサイクル短縮
射出大容量液压伺服阀的高速射出机型
射出の油圧サーボ容量が大きい高速射出ハイグレードモデル
Save Space
节省空间
采用新设计,比以往机型全长缩短
省スペース
新設計により従来機より全長短縮
Save Maintenance
节省维护
采用电动肘节,实现液压油零泄露
省メンテナンス
電動トグル採用により油圧油漏れゼロ化 射出部搭载液压伺服阀的标准机型
射出に油圧サーボを搭載したスタンダードモデル
综合设备开动率
総合設備稼働率
品质 性能 开动率 综合设备开动率
品質 性能 稼働率 総合設備稼働率
公益社团法人日本工厂维修协会提倡。
公益社団法人日本プラントメンテナンス協会が提唱しております。
4 5
Page4
DC1100/1300R-E的特征 生产节拍缩短 サイクル短縮
■ 采用电动伺服电机驱动的肘节机构,缩短了合模时间。 改为电动合模
与液压合模相比,通过更高的响应和更精确的位置控制,操作更稳定。 ■ 在开模的同时可以进行中子动作。
此外,通过电动合模和液压往复运动气缸的同时动作,实现了快速循环!
■ 可以通过喷涂动作和合模动作的联动,
■ 通过合模电动化,减小机架内的油箱,并重新调整油压用马达布局,节省空间! 缩短喷涂时间。 选项
可以安装在和小一型号机器同等的空间里。 電動型締にしたことで・・・
■ 随着液压部件的减少,降低液压引起的故障,维护性能得到了提高! ■ 型開きと同時に中子動作が可能に。
■ スプレイ動作と型締動作を連動させることができ、
■ 通过标准采用大容量油压泵,以蓄能器填充为首的油压动作也高速化! スプレイ時間の短縮が図れます。 オプション
■ 标准搭载上部2根自动抽大杆装置。
■ 由于搭载了新开发的2画面UI的TOSCAST-999,操作性提高到各个阶段!
电气回路、使用说明书、系统图等用户需要的资料也可以显示出来,无纸作业提高操作性!
DC1100/1300R-Eの特徴
■ 電動サーボモータ駆動のトグル機構の採用により型締時間を短縮。 循环(时间)比较
油圧型締に比べて高応答、精密な位置制御による安定した動作。 サイクル比較
また電動型締と油圧アクチュエータの同時動作によりハイサイクルを実現!
■ 型締を電動化することでフレーム内タンクを小さくし、また油圧用モータレイアウトを見直し省スペースに!
1サイズ小さいクラスの機械と同等のスペースに設置ができます。
■ 油圧部の減少に伴い、油圧トラブルが減りメンテナンス性UP!
■ 大容量油圧ポンプを標準採用することで、アキュムレータ充填をはじめとした油圧動作も高速化! 合模时间(s) 型締時間(s) 5.0 3.2 3.3
■ 上部タイバー2本引抜装置を標準搭載。
■ 新開発の2画面UIのTOSCAST-999を搭載したことで、操作性が各段に向上! 开模时间(s) 型開時間(s) 4.5 2.9 3.0
ラダー回路や取扱説明書、系統図といったユーザが必要な資料も表示させることができ、ペーパーレスになり作業性UP! 顶出前进时间(s) 押出前進時間(s) 1.3 0.9 1.0
安全插销动作时间(s) 安全フック動作時間(s) 0.1 0.1 0.1
循环时间(s) サイクルタイム(s) 10.9 7.1 7.4
循环缩短效果 サイクル短縮効果 0 34.9% 32.1%
环境关怀 環境配慮
生产能力大幅提高
生産性大幅向上
作为每个产品对环境的负荷,预计DC1100R-MX约减少19%,DC1300R-MX约减少12%。
製品1個当たりの環境負荷としては、DC1100R-Eは約19%、DC1300R-Eは約12%の低減が見込まれます。
合模时间
32.1%缩短 型締時間(s)
差
差 32.1% 短縮 开模时间
型開時間(s)
油压肘节机 电动肘节机 电动肘节机
油圧トグル機 電動トグル機 差 電動トグル機 差 顶出前进时间
34.9%缩短 押出前進時間(s)
循环 サイクル 58.9 sec 48.2 sec -10.7 sec 48.8 sec -10.1 sec 34.9% 短縮 安全插销动作时间
安全フック動作時間(s)
电力 電力 0.917 kWh 0.741 kWh -0.176 kWh 0.811 kWh -0.106 kWh
-0.083 CO -㎏ -0.050 CO -㎏
CO₂ 0.433 CO -㎏ 0.350 CO -㎏ 2 0.383 CO -㎏ 2
排放量 CO₂排出量 2 2 (19% 2
减少 19%低減) (12%减少 12%低減)
※1kWh 的 CO2 排放为 0.472kg 来计算(本数值是估算值,不是确定值) 0 2.0 4.0 6.0 8.0 10.0 12.0 [S]
※1kWh で CO₂ が 0.472kg 発生 として算出(本数値は試算値で保証値ではありません)
※本机含有选配 ※本机含有选配
※本機はオプションを含みます。 ※本機はオプションを含みます。
6 7
Page5
节省空间 省スペース
■ 射出机构采用中小型的R系列新开发的活塞控制方式,缩短调整时间 通过减少机架油箱容量,缩短机架。
■ 与传统大型机器一样,标准搭载了增压蓄能器,稳定增压射出性能 此外,通过将油压用马达配置在机加侧面,可实现节省空间
■ 射出機構は中小型のRシリーズで新開発したピストン制御方式を採用し、調整時間を短縮 フレームタンク用容量の減少によりフレームを短く。
■ 従来の大型機と同様に増圧用アキュムレータを標準搭載し、増圧射出性を安定 さらに油圧用モータをフレーム側面に配置することで省スペースを実現
封入氮气压力检测 减少漏油与损坏等不良现象
封入窒素ガス圧力検知 油漏れ・破損不具合の減少
计算铸造压力可自动调整的范围 调整时间缩短 调整时间缩短 缩短ACC启动调整时间
調整時間短縮 調整時間短縮
鋳造圧力自動調整の可能範囲算出 蓄能器缩短调整时间 ACC立上げ調整時間の短縮
有助于提高生产率
任意设定铸造压力值 アキュムレータ 缩短ACC充填压力变更时间
鋳造圧力値任意設定 調整時間の短縮 ACC充填圧力変更時間の短縮
生産性に寄与 ■
■
活塞控制(铸造压力自动调整) 缩短柱塞冲头的更换时间 5114 4285
ピストン制御 プランジャチップ交換時間の短縮
(鋳造圧力自動調整)
速度用蓄能器 增压用蓄能器
速度用アキュムレータ 増圧用アキュムレータ
氮气压控制
氮气瓶 N₂ガス圧制御
ガスボトル(窒素)
活塞控制(铸造压力自动调整)
活塞控制(铸造压力自动调整) ピストン
ピストン
作动油充填 作动油充填 5233 3974
充填作動油 充填作動油
↑固定模板模具安装面
固定ダイ金型取付面
1100t设备可以安装在800t设备的空间内 1100トンは800トンクラスのスペースに導入することが可能
■ 射出机构搭载与高级别机型相同的大容量伺服机构
■ 由于模板采用了加宽模板,可以对应大型模具 ■
■
■ 射出機構はハイグレードモデルと同じ大容量サーボを搭載。 5598 5005
■ ダイプレートはワイドプラテンを標準採用したことで、大型の金型にも対応が可能!
6845 5005
↑固定模板模具安装面
固定ダイ金型取付面
1300t设备可以安装在1250设备的空间内 1300トンは1250トンクラスのスペースに導入することが可能
8 9
4118
4022
2669
4324
Page6
控制系统 TOSCAST-999 增压控制 位置/速度/压力 可选择
増圧制御が、位置/速度/圧力から選択可能!
制御装置 TOSCAST-999
除了以往的位置启动控制外,追加了速度控制。开发了即使给
汤量量有变动,也会在同一时间启动增压的新控制方式。在高
在R系列中,大型压铸机所有机型均搭载了标准控制系统(TOCAST-999)。15英寸大屏幕提升操作人员的维护及管理环境。支持多种语言,实施输
速速度使用或减速使用时有效。
入限制管理,实现高效率全球化管理。此外,搭载了芝浦机械的自主技术-故障诊断功能。通过dPAQET(选配方式),可以提高维护及生产效率。
従来の位置発進制御に加え、速度制御を追加しました。給湯量に変動があっても、同
Rシリーズでは、大型機全ての機種に制御装置(TOSCAST-999)を標準搭載しました。大型画面でオペレーターの保全・管理環境が向上します。多言語対応、入力規制管理可能となりグローバル じタイミングで増圧が発進する新制御方式を開発。高速速度で使用する場合や、減
生産管理の効率化も図れます。また、芝浦機械独自技術の故障診断機能を標準搭載、dPAQET(オプション)により、保全性向上、生産効率向上に貢献します。 速を使用する場合などで有効です。
通过大画面、新硬件实现易用性和 扩展性
大画面、新ハードに よる使いやすさと拡張性を実現
TOSCAST-555/888/999 数据收集及监控软件「dPAQET」 选配
TOSCAST用データ収集・監視ソフト「dPAQET」 TOSCAST-555/888/999が対応可能です オプション
有关铸件的资料及运作状况等是否能够更简便地统计。
通过大画面提高操作性 "dPAQET"将解决此等困境!
大画面による操作性UP 鋳造品に関わるデータや稼働状況等をもっと手軽に集計できないか…そんなお悩みを「dPAQET」が解決します!
使用说明书的显示 通过简单的开始,之后逐渐降低成本
取扱説明書の表示 簡単スタートで導入コスト削減にお役立ち
可以显示客户制作的PDF!
也可以部分扩展!
お客様作成のPDFの表示も可能! …
部分拡張も可能!
dPAQET DIE CASTING MACHINE DIE CASTING MACHINE DIE CASTING MACHINE
曲线显示 on PC 第1台 第2台 第64台
波形表示 1台目 2台目 64台目
可以直接切换到相关画面
显示射出曲线,
可以根据状态进行设定变更! 1套软件最多可支持64台压铸机
関連画面へダイレクト切替も可能 1ライセンスで最大64台のダイカストマシンをサポート
射出波形を表示し、状態を見ながら設定変更可能!
设定显示 dPAQET的3个特征
設定表示 dPAQETの3つの特徴
全面可追溯性 简单集中管理 良好成本体现
自动存储与铸件有关的数据,例如压射波 由于我们使用了Ethernet技术,我们可以简单 不需要专用服务器,只需普通的电脑相当
射出曲线显示(最大20个) 周边设备的测量值行表示数据显示(最大第48项)
形及监控数据。 地建立集中式管理体系。 实惠。此外,一个法人只需一个账号,之后
射出波形表示(最大20本) 周辺設備の計測値ラインデータ表示(最大48項目)
再追加机器也不需要另买账号。
徹底したトレーサビリティ 簡単に集中管理 優れたコストパフォーマンス
射出波形やモニタリングデータ等の鋳造品に関わる 汎用のEthernet技術を用いているので簡単に集中管理体 専用サーバ等は必要なく、汎用のPCを使っている為安価
データを自動保存。 制を構築できます。 です。また、1法人1ライセンスご購入いただければ管理
するマシンが増えても追加ライセンスは不要です。
将与铸造品质量有关的数据自动保存到PC中
鋳造品の品質に関わるデータをPCへ自動保存
曲线用模拟电压传感器 周边设备测量值 部件更换管理功能
波形用アナログ電圧センサー 周辺設備計測値 部品交換管理機能
可追溯性是必须的
在真空传感器、型内压传感器、应变传感器等射出 通过冷却管道的流量传感器,把水流导入到PLC, 比如··· トレーサビリティは必須です
过程中,可以通过安装在模具上的销压传感器,绘 可以检测! 当射出传感器损坏时,可以确认模次记数,测量寿
制金属压曲线! ■ 流量传感器、水压传感器、温度传感器等 命!
■ 通过通信计算测周边装置的测量值
真空センサ、型内圧センサ、ひずみセンサなど射出中、金型に 冷却配管の流量センサーにより、水の流れをPLCへ取り込み、 例えば・・・
取り付けられたピン圧センサーにより、メタル圧波形を描画可 計測可能! 射出センサが壊れた時、ショットカウンタを確認でき、寿命を計
能! ■ 流量センサ、水圧センサ、温度センサなど 測!
■ 通信による周辺装置からの計測値
10 11
Page7
选配
オプション
液压单元(中子端口) 油圧ユニット(中子ポート) 冷却水管道 冷却水配管
通过将液压部件单元化来节省空间和提高维护性 标准·选配式样 可选择
油圧部品をユニット化により省スペース・メンテナンス性の向上 標準・オプション仕様として選択可能。
蓝色部 分为标准式样范围, 黄色部 分为选配式样
青色部 が標準仕様。 黄色部 がオプション仕様になります。
标准冷却式样 標準冷却仕様
固定/移动板配备与以往机器相同的供水侧10个接口、
排水侧10接口。
従来機と同等の給水側10口、排水側10口を、固定/移動ダイ
プレートに備えています。
反操作侧 操作侧
反操作側 操作側
集中冷却式样 集中冷却仕様
除标准冷却规格外,还配备了集中冷却用接口。
固定模板液压接口配置 可以对应各种各样的模具。
「反操作测中子1组为标准式样」 標準冷却仕様に加え、集中冷却用ポートを備えています。
固定ダイプレート油圧ポート配置 様々な金型に対応できる仕様となっています。
[反操作側中子1組標準仕様]
センシング冷却仕様
操作侧 反操作侧 测量冷却式样
操作側 反操作側
在标准冷却规格的供水侧2接口,
配置具备可控制功能的电磁阀、
排水侧配置流量计,可以控制模具的温度,
使产品质量稳定。
標準冷却仕様の給水側2口に制御可能な電磁弁、排水側に
流量計を備えたことで、金型の温度制御ができるようにな
り、製品品質の安定化となります。
移动模板液压接口配置
「反操作测中子2组为标准式样」
移動ダイプレート油圧ポート配置
[反操作側中子2組標準仕様]
12 13
Page8
主要规格 标准规格·选配规格
主要仕様 標準仕様・オプション仕様
・
规格项目 仕様項目
规格项目 仕様項目
标准 选配
標準 オプション
合模力 型締力 kN 11000 13000 1 模板(固定·移动)T型槽机械加工 ダイプレート(固定・移動)T溝機械加工 ●
模板尺寸(竖x横) ダイプレート寸法(タテ×ヨコ) mm 1710×1750 1895×2205 2 曲轴部自动润滑装置(定量分配方式、带报警回路)トグル部自動潤滑装置(定量分配方式、警報回路付) ●
合模 大杆间隔(竖x横) タイバー間隔(タテ×ヨコ) mm 1100×1100 1250×1525 3 合模力自动调整 型締力自動制御 ●
型締 大杆直径 タイバー直径 mm 220 250 4 模具厚度调整装置 ダイハイト調整装置 ●
模具厚度 金型厚さ mm 600~1200 700~1500 5 数字载荷表(1处, TOSCAST屏幕显示) デジタルロードメータ(1ケ所、TOSCAST画面に表示) ●
模板行程 ダイストローク mm 850 900 6 注汤开始LS 注湯開始LS ●
最大射出力 最大射出力 kN 950 1085 7 有关合模 搬出开始LS 搬出開始LS ●
增压比 増圧比 1:2.78 1:2.56 8 型締関係 开模中间停止 循环提高 型開中間停止サイクルアップ ●
柱塞行程 プランジャストローク mm 820 950 9 上部2根抽大杆装置 上部2本タイバー引抜装置 ●
冲头突出量 チップ突出量 mm 350 400 10 大杆电镀 タイバーガイドバーメッキ ●
射出 射出口位置(机器中心往下) 射出口位置(機械中心より下側へ) mm 300 300 11 顶出板 押出板クランプ ●
射出
射出速度 射出速度 m/s 0.10~9.0 0.10~9.0 12 模具承受台 金型受台 ●
冲头直径(标准) チップ直径(標準) mm 110 115 13 模具顶出油缸 金型突出シリンダ ●
铸造体积(标准冲头直径) 鋳造容積(標準チップ径) cm3 5840 7400 14 夹模装置(带滑动装置) 金型クランプ装置(スライド機構付き) ●
铸造面积(标准冲头直径) 鋳造面積(標準チップ径) cm2 3070~1100 3220~1240 1 伺服控制射出 サーボ制御射出 ●
铸造压力(标准冲头直径) 鋳造圧力(標準チップ径) MPa 35.8~100.0 40.4~104.5 2 射出条件自动控制 射出条件自動制御 ●
顶出 顶出力 押出力 kN 510 615 3 压力启动选择机能(位置, 压力, 速度) 増圧発進選択機能(位置、圧力、速度) ●
押出
顶出行程 押出ストローク mm 150 150 4 射出力调整机构(自动) 射出力調整機構(自動) ●
移动中子数 移動中子数 Set 3/4"×2Sets 3/4"×2Sets 5 铸造条件批量加载 鋳造条件一括ロード ●
有关射出
移动中子端口(每个电磁阀) 移動中子ポート(電磁弁1個当り) Set 1"×2Sets 1"×2Sets 6 射出関係 活塞式蓄能器 ピストン式アキュムレータ ●
固定中子数 固定中子数 Set 3/4"×1Set 3/4"×1Set 7 增加蓄能器射出规格 増圧アキュムレータ射出仕様 ●
油压
油圧 固定中子端口(每个电磁阀) 固定中子ポート(電磁弁1個当り) Set 1"×2Sets 1"×2Sets 8 中国标准蓄能器 中国規格アキュムレータ ●
系统压力 作動油圧 MPa 15 15 9 ASME标准蓄能器 ASME規格アキュムレータ ●
必要液压油量 必要作動油量 L 1700 2100 10 射出按钮开关追加 射出押釦スイッチ追加 ●
油箱容量 作動油タンク容量 L 1400 1880 11 射杆高速切换位置停止 射出高速切換位置停止 ●
模具冷却水入口连接管直径 ダイ冷却水入口接続管径 Rc 2" 2" 1 移动中子2组 移動中子2組 ●
模具冷却水出口连接管直径 ダイ冷却水出口接続管径 Rc 3" 3" 2 固定中子1组 固定中子1組 ●
油冷却器冷却水进水管直径 オイルクーラ冷却水入口管径 Rc 1+1/2" 1+1/2" 3 移动中子追加(最大2组追加、计4组) 移動中子追加(最大2組追加、計4組) ●
油冷却器冷却水出口管径 オイルクーラ冷却水出口管径 Rc 1+1/2" 1+1/2" 4 固定中子追加(最大1组追加、计2组) 固定中子追加(最大1組追加、計2組) ●
冷却水
冷却水 模具冷却调节阀(固定) ダイ冷却調整バルブ(固定) Rc×Set 1/2"×10Sets 1/2"×10Sets 5 有关中子 移动中子局部加压兼用回路及减压阀追加 移動中子スクイズ兼用回路及び減圧弁追加 ●
模具冷却调节阀(移动) ダイ冷却調整バルブ(移動) Rc×Set 1/2"×10Sets 1/2"×10Sets 6 中子関係 固定中子局部加压兼用回路及减压阀追加 固定中子スクイズ兼用回路及び減圧弁追加 ●
柱塞冲头冷却水调节阀 プランジャチップ冷却水調整バルブ Rc×Set 1/2"×1Set 1/2"×1Set 7 移动中子端口追加(模板操作侧) 移動中子ポート追加(ダイ操作側) ●
必要冷却水(用于油冷却器) 必要冷却水(オイルクーラ用) L/min 50 50 8 固定中子端口追加(模板操作侧) 固定中子ポート追加(ダイ操作側) ●
必要冷却水(用于模具) 必要冷却水(金型用) L/min 160~240 160~240 9 中子残压泄压回路(B回路) 中子残圧抜き回路(B回路) ●
机器尺寸 マシンサイズ 机床占地面积(长×宽) 所要床面積(長さ×幅) mm 9400×3900 10300×3800 10 开模中子回退动作(开模中、中子先回退动作) 型開中子戻動作(型開き中、中子先戻し動作) ●
14 15
Page9
・
・
规格项目 仕様項目 规格项目 仕様項目
标准 选配 标准 选配
標準 オプション 標準 オプション
1 顶出位置自动控制 押出位置自動制御 ● 1 操作侧自立式手动安全门 操作側自立式手動安全ドア ●
2 难燃性液压油规格 難燃系作動油仕様 ● 2 操作侧自立式自动安全门(伺服驱动方式) 操作側自立式自動安全ドア(サーボ駆動方式) ●
3 矿物性液压油规格 鉱物系作動油仕様 ● 3 反操作自立式自动安全门(伺服驱动方式) 反操作側自立式自動安全ドア(サーボ駆動方式) ●
4 脂肪酸脂对策 脂肪酸エステル対策 ● 4 曲轴部护盖(操作侧, 反操作侧) トグルサイドカバー(操作側、反操作側) ●
5 模具冷却标准规格(供水点10个x2, 集水箱x2) 金型冷却標準仕様(給水10カ所×2、集水箱×2) ● 5 操作侧射出护盖(自立式) 操作側射出カバー(自立式) ●
6 模制冷却集中冷却规格 金型冷却集中冷却仕様 ● 6 反操作侧射出部护盖 反操作側射出カバー ●
7 有关油压 模具冷却测量规格 金型冷却センシング仕様 ● 7 反操作安全围栏联锁回路(控制柜端子台预留信号·1个接点) 反操作側安全柵用インターロック(制御盤端子台渡し・1接点) ●
8 冷却 机油滤清器安装(单独放置型) オイルクリーナ取付(別置型) ● 8 模开限安全钩 型開限安全フック ●
油圧冷却関係
9 安全化装置
磁铁分离器安装 マグネットセパレータ取付 ● 9 安全化装置 不可重复合模回路(合模按钮回路确认) 型締ノンリピート回路(型締押ボタン回路確認) ●
10 甘油压力计 グリセリン入圧力計 ● 10 控制柜门带锁把手 制御盤扉キーロック付ハンドル ●
11 油冷却器冷却水自动供水阀安装 オイルクーラー冷却水自動給水弁取付 ● 11 控制柜主断路器锁定功能追加 制御盤メインブレーカーロックアウト機能追加 ●
12 液压油油位下限报警追加 作動油油面下限警報追加 ● 12 操作箱主开关锁定功能追加 操作盤メインキースイッチロックアウト機能追加 ●
13 液压油隔测温度计(上线1点)安装 作動油隔測温度計(上限1接点付)取付 ● 13 紧急停止按钮(3个位置) 非常停止押ボタン(3か所) ●
14 液压油油位显示监控功能 作動油レベル表示モニタ機能 ● (用于操作箱/反操作侧固定模板/反操作侧安全围栏) (操作盤/反操作側固定ダイプレート/反操作側安全柵用)
15 液压油温度显示监控功能 作動油温度表示モニタ機能 ● 14 ACC自动排放功能(残压泄压油压回路) ACCオートドレーン機能(残圧抜き油圧回路) ●
1 压铸机总控制装置(TOSCAST-999) ダイカストマシントータル制御装置(TOSCAST-999) ● 15 增加紧急停止按钮 非常停止押ボタン追加 ●
2 文档显示功能 ドキュメント表示機能 ● 16 模具更换模式OK按钮 型替モードOKボタン ●
3 程序梯形图监视器(TC200) プログラムラダーモニタ(TC200) ● 1 涂装色(象牙色1种) 塗装色(アイボリー1色) ●
4 密码保护功能 パスワード保護機能 ● 2 涂装色制定 塗装色指定 ●
5 程序控制器(TC200)控制 プログラムコントローラ(TC200)制御 ● 3 地基(工字钢方式) 基礎(Iビーム方式) ●
6 LS异常显示 LS異常表示 ● 4 操作侧机架孔 操作側フレーム抜穴 ●
7 调试控制 立上制御 ● 5 操作侧机架孔 反操作側フレーム抜穴 ●
8 全自动回路 全自動回路 ● 6 附属工具(带工具箱) 付属工具(工具箱付き) ●
9 汤勺前进限微倾斜(采用弊司给汤装置时) ラドル前進限微傾斜(弊社給湯装置の場合) ● 7 氮气填充软管(3m) 窒素ガス充填ホース(3m) ●
10 舍弃信号出输出回路 捨打信号出力回路 ● 8 周边附带装置 自动给汤装置(DAL) 带汤勺轨迹槽 自動給湯装置(DAL) ラドル軌跡シュート付き ●
其他
11 其他公司真空LS信号输出回路 他社真空LS信号出力回路 ● 9 周辺付帯装置 汤勺轨迹槽(带给汤装置时) ラドル軌跡シュート(給湯装置取り付けの場合) ●
その他
12 操作箱简易显示器安装 操作箱に簡易表示器取付 ● 10 柱塞润滑装置(DPL, 泵排量5~15cc) プランジャ潤滑装置(DPL、ポンプ吐出5~15cc) ●
13 有关控制 控制柜上部3色表示灯安装 制御盤上部に3色表示灯取付 ● 11 柱塞润滑混合方法 プランジャ潤滑ミキシング方式 ●
14 制御関係 漏电断路器安装 漏電ブレーカー取付 ● 12 主机通信功能(安装HUB) ホスト通信機能(HUB取付) ●
15 温度监视器规格 温度モニタ仕様 ● 13 数据收集·监测软件(dPAQET) データ収集・監視ソフトウェア(dPAQET) ●
16 给汤量不足信号输出回路 給湯量不足信号出力回路 ● 14 柱塞杆更换装置 プランジャロッド交換装置 ●
17 控制柜插座安装(100V) 制御盤にコンセント(100V)取付 ● 15 电源电压380/400/440V, 50/60Hz 電源電圧 380/400/440V,50/60Hz ●
18 控制柜热交换器安装 制御盤に熱交換器取付 ● 16 电源电压:200/220V对应(追加变压器) 電源電圧 200/220V対応(トランス追加) ●
19 控制柜空调安装 制御盤にクーラ取付 ●
20 控制柜内照明安装 制御盤内に照明取付 ●
21 挤压专用装置(SQM-3)安装对策 スクイズマスタ(SQM-3)取付対策 ●
22 其他公司自动化装置联锁回路 他社自動機インターロック ●
23 其他公司喷涂机器人联锁回路 他社スプレイロボットインターロック回路 ●
24 其他公司取件机器人联锁回路 他社搬出ロボットインターロック回路 ●
25 模具夹紧装置联锁回路 金型クランプインターロック回路 ●
26 模具编号输出回路 金型No.出力回路 ●
16 17
Page10
外形尺寸图
B P N B
D E S E D
外形寸法図 T R Q O
K K K K
・
G
H
29钻孔
29キリ
U-1 U-1
U-2 U-2
U-3 U-3
U-4 U-4
B P N B
D E S E D
I I I I T R Q O I I I I
G
H
J M
32钻孔、65锪孔
G 32キリ、65ザグリ
A
U-1 U-1
C B U-2 U-2
U-3 U-3
U-4 U-4
U-5 U-5
A 模板竖 ダイプレート 縦 1710 1895
B 模板横 ダイプレート 横 1750 2205
C 大柱间隔 竖 タイバー間隔 縦 1100 1250
D 大柱间隔 横 タイバー間隔 横 1100 1525
E 大柱直径 タイバー直径 220 250
F 射出口位置 射出口位置 300 300
G 射出行程 射出ストローク 820 950
H 射出突出量 射出突出し量 350 400
I T型槽尺寸(1) T溝寸法(1) 150 200
J T型槽尺寸(2) T溝寸法(2) 200 100
K T型槽尺寸(3) T溝寸法(3) 345 -
L T型槽数量 竖 T溝本数 縦 - 4
A 总长 全長 9399 10603 M T型槽数量 横 T溝本数 横 4 5
B 固定模至射出端 固定ダイ~射出端 4285 5005 N 最大模具厚度 最大ダイ厚 1200 1500
C 抽大柱尺寸(从固定模板端面起) タイバー引抜寸法(固定ダイ盤面から) 5114 5598 O 最小模具厚度 最小ダイ厚 600 700
D 射出蓄能器高度 射出アキュムレータ高さ 4254 4380 P 开模行程 ダイストローク 850 900
E タイバー引抜
机器中心高度 機械中心高さ 1889 2060 Q 大杆拉出 355 430
F 1589 1760 R 顶出行程 押出ストローク
射出中心高さ 150 150
射出中心高度
S 顶出油缸位置 押出シリンダ位置
G 830 790
全长(包括抽大柱尺寸) 全長(タイバー引抜寸法含む) 11713 13265
T 顶出孔 个数x孔径 押出穴 個数×穴径 30×φ38 28×φ44
H 操作侧门内侧 操作側ドア内のり 1997 2060
U-1 顶出孔尺寸(1) 押出穴寸法(1) 60 100
I 反操作侧尺寸 反操作側寸法 1750 1796 U-2 顶出孔尺寸(2) 押出穴寸法(2) 120 150
J 控制柜宽度 制御盤幅 3300 3300 U-3 顶出孔尺寸(3) 押出穴寸法(3) 200 250
K 控制柜深度 制御盤奥行 550 550 U-4 顶出孔尺寸(4) 押出穴寸法(4) 240 305
L 控制柜高度 制御盤高さ 1850 1850 U-5 顶出孔尺寸(5) 押出穴寸法(5) 100 360
M 给汤勺位置(从固定模板起) ラドル位置(固定ダイ盤面から) 2213 2295 U-6 顶出孔尺寸(6) 押出穴寸法(6) 180 -
N 给汤勺位置(从机器中心起) ラドル位置(機械中心から) 1795 1795 U-7 顶出孔尺寸(7) 押出穴寸法(7) 260 -
18 19
L K
I
E H
F N
D
A
C
I I I I
A
C
J I I J
U-1 U-1
U-2 U-2
U-3 U-3
U-4 U-4 U-5 U-5
U-5 U-5 U-6 U-6
U-7 U-7
F
F
J I I J
A
C
A
Page11
View the future with you
1875 1938 1949 1961 2020 压铸机 ダイカストマシン
■ハイブリッドダイカストマシン
明治8年 昭和13年 昭和24年 昭和36年 令和2年 ■混动压铸机 ■マルチインジェクションダイカストマシン
■多段射出压铸机
芝浦制作所 芝浦工作机械 芝浦工机 东芝机械 芝浦机械
1875年7月成立 1938年12月成立 1949年4月成立 1961年6月合并改称 2020年4月改称
芝浦製作所 芝浦工作機械 芝浦工機 東芝機械 芝浦機械
明治8年7月設立 昭和13年12月設立 昭和24年4月設立 昭和36年6月合併改称 令和2年4月改称
芝浦机械制作所
1949年3月成立
芝浦機械製作所
昭和24年3月設立
挤出成型机 押出成形機
■ 二軸混練押出機
■ 二轴混合挤出机
注塑机 射出成形機
■ 電動式射出成形機
■ 电动式注塑机 ■ 油圧式射出成形機
■ 油压式注塑机
超精密加工机·玻璃成型机 超精密加工機・ガラス成形機
■ 超精密非球面加工機
■ 超精密非球面加工机 ■ 超精密立形加工機
■ 超精密立形加工机 ■ 高精度光学ガラス素子成形装置
■ 高精度光学镜片素子成型装置
工作机床 工作機械
■ 横中ぐり盤
■ 卧式镗铣加工中心 ■ 門形マシニングセンタ
■ 龙门加工中心 ■ 立旋盤
■ 立式镗铣加工中心
铸造·加工 鋳造・加工
工业机器人·电子控制装置 産業用ロボット・電子制御装置
■ ロボット
■ 机器人 ■ FAコントロールシステム
■ FA控制系统
20 21
Page12
地点及工厂
拠点・工場
欧洲 东亚 东南亚 美洲
ヨーロッパ 東アジア 東南アジア 米州
销售及服务地点 销售及服务地点 生产基地 销售及服务地点 生产基地 销售及服务地点
営業・サービス拠点 営業・サービス拠点 生産拠点 営業・サービス拠点 生産拠点 営業・サービス拠点
● Milano head office(意大利()イタリア) ● 上海 Shangha(i 上海) ● 上海 上海工厂 ● 罗勇府(泰国) ● 罗勇府工厂(泰国) ● 芝加哥(美国)
● Milton Keynes head office(英国()イギリス) ● 深圳 Shenzhen head office(深せん) Shanghai plan(t 上海) Rayong head office(タイ) Rayong head office(タイ) Chicago head office(アメリカ)
● 北京 Beijing office(北京) ● Singapore head office(新加坡) ● 钦奈工厂(印度) ● 洛杉矶(美国)
● 天津 Tianjin office(天津) Singapore head office(シンガポール) Chennai head office(インド) Los Angeles office(アメリカ)
● 大连 Dalian office(大連) ● 吉隆坡(马来西亚) ● 夏洛特(美国)
● 重庆 Chongqing office(重慶) Kuala lumpur office(マレーシア) Charlotte office( アメリカ)
● 宁波 Ningbo office(寧波) ● 河内(越南) ● 亚特兰大(美国)
● 广州 Guangzhou office(広州) Hanoi head office(ベトナム) Atlanta office(アメリカ)
● 槟城(越南)
● 台湾 Taiwan head office(台湾) Penang office(ベトナム) ● 加拿大办事处(加拿大)
● 胡志明(越南)
Ho chi minh office(ベトナム) Canada branch(カナダ)
● 瓜纳华托(墨西哥)
● 雅加达(印度尼西亚)
Jakarta office(インドネシア) Guanajuato head office(メキシコ)
● 钦奈(印度) ● 圣保罗(巴西)
Chennai head office(インド) Sao Paulo head office(ブラジル)
● 德里(印度)
Delhi office(インド)
● 孟买(印度)
Mumbai office(インド)
沼津总公司 相模工厂 御殿厂工厂 钦奈工厂(印度) 上海工厂(中国) 罗勇府工厂(泰国)
■ 开设年月:1942年(昭和17年)4月 ■ 开设年月:1964年(昭和39年)9月 ■ 开设年月:1987年(昭和62年)10月 Chennai plan(t インド) Shanghai plan(t 中国) Rayong plan(t タイ)
■ 占地:约180,000平方米 ■ 从业员:约1,160名 ■ 占地:约139,000平方米 ■ 从业员:约170名 ■ 占地:约86,000平方米
■ 经营项目(集团): ■ 经营项目:压铸机 ■ 从业员:约230名
注塑机、挤出成型机、精密机械、电子控制装置及大型铸件 ■ 经营项目:机床
沼津本社 相模工場 御殿場工場
■ 開設年月: 1942年(昭和17年)4月 ■ 開設年月: 1964年(昭和39年)9月 ■ 開設年月: 1987年(昭和62年)10月
■ 敷地: 約180,000m2 ■ 敷地: 約139,000m2 ■ 敷地: 約86,000m2
■ 従業員: 約1,160名 ■ 従業員: 約170名 ■ 従業員: 約230名
■ 取扱品目(グループ): ■ 取扱品目: ダイカストマシン ■ 取扱品目: 工作機械
射出成型機・押出成型機・精密機器・電子制御装置・鋳物
22 23