


隅削り加工に最適化されたチップ形状と高精度なボディで優れた加工面品位を実現
●4コーナー使用可能なビス止め方式のカッタで、
理想的な刃形形状により良好な壁面精度が得られます。
●低切込み用途として「WFX08000」を拡充。
豊富なラインアップで幅広い加工用途に対応します。
関連メディア
このカタログについて
| ドキュメント名 | 高精度・高品位 隅削りカッタ SEC-ウェーブミル WFX型 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 住友電気工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ニュースNo.491
高精度・高品位カッタ
Global Support, Global Solutions. High Precision and High Quality Milling Cutter
SEC-ウェーブミルWFX型
SEC-WAVEMILL WFX Series 第11版
最適化されたインサート切れ刃形状と
高精度技術で優れた加工面品位
2012-005
Excellent surface finishing with the optimum insert (WFX12000)
cutting edge shape and the high precision technology.
2015-012
(WFX08000)
あらゆる被削材に適用可能な汎用材種
ACU2500がWFX型に新登場!!
Page2
SEC-ウェーブミル 切削動画
WFX 公開中型 VIDEO OF CUTTING
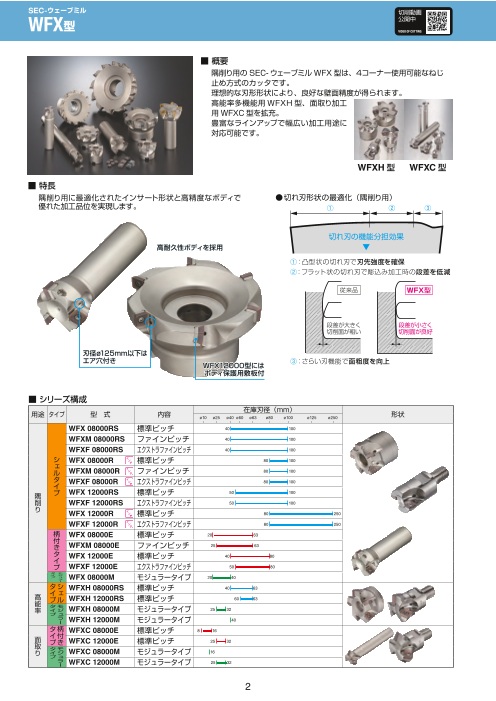
■ 概要
隅削り用のSEC-ウェーブミルWFX型は、4コーナー使用可能なねじ
止め方式のカッタです。
理想的な刃形形状により、良好な壁面精度が得られます。
高能率多機能用WFXH型、面取り加工
用WFXC型を拡充。
豊富なラインアップで幅広い加工用途に
対応可能です。
WFXH型 WFXC型
■ 特長
隅削り用に最適化されたインサート形状と高精度なボディで ●切れ刃形状の最適化(隅削り用)
優れた加工品位を実現します。 ① ② ③
切れ刃の機能分担効果
高耐久性ボディを採用
①:凸型状の切れ刃で刃先強度を確保
②:フラット状の切れ刃で彫込み加工時の段差を低減
従来品 WFX型
段差が大きく 段差が小さく
切削面が粗い 切削面が良好
刃径ø125mm以下は
エア穴付き
WFX12000型には ③:さらい刃機能で面粗度を向上
ボディ保護用敷板付
■ シリーズ構成
在庫刃径(mm)
用途 タイプ 型 式 内容 ø10 ø25 ø40 ø60 ø63 ø80 ø100 ø125 ø250 形状
WFX 08000RS 標準ピッチ 40 100
WFXM 08000RS ファインピッチ 40 100
WFXF 08000RS エクストラファインピッチ 40 100
シ WFX 08000R イ ン チ 標準ピッチ 80 100
ェ
ル WFXM 08000R
イ
ン
チ ファインピッチ 80 100
タ
イ WFXF 08000R
イ
ン
チ エクストラファインピッチ 80 100
隅 プ WFX 12000RS 標準ピッチ 50 100
削 WFXF 12000RS エクストラファインピッチ 50 100
り WFX 12000R イ ン 80 250 チ 標準ピッチ
WFXF 12000R イ ン チ エクストラファインピッチ 80 250
柄 WFX 08000E 標準ピッチ 20 63
付
き WFXM 08000E ファインピッチ 25 63
タ WFX 12000E 標準ピッチ 40 80イ
プ WFXF 12000E エクストラファインピッチ 50 80
タモ
イジ
プュ
ラ WFX 08000M モジュラータイプ 20 40
ー
タシWFXH 08000RS 標準ピッチ 40 63
高 イェプルWFXH 12000RS 標準ピッチ 60 63能 タモ
率 イジWFXH 08000M モジュラータイプ 25 32プュ
ラ
ーWFXH 12000M モジュラータイプ 40
タ柄WFXC 08000E 標準ピッチ 8 16
面 イ付プきWFXC 12000E 標準ピッチ 25 32取 タモ
り イジWFXC 08000M モジュラータイプ 16
プュ
ラ
ーWFXC 12000M モジュラータイプ 25 32
2
Page3
SEC-ウェーブミル
WFX型
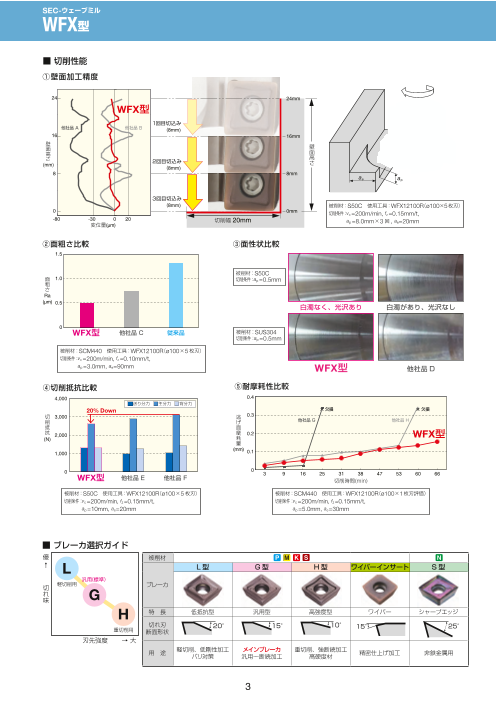
■ 切削性能
①壁面加工精度
24 24mm
WFX型
1回目切込み
他社品 A 他社品 B (8mm)
16 16mm
壁
面 壁
高 面
さ 高2回目切込み
(mm) さ(8mm)
8 8mm
ae ap
3回目切込み
(8mm) 被削材:S50C 使用工具: WFX12100R(ø100×5枚刃)
0 0mm 切削条件: vc = 200m/min, fz =0.15mm/t,
-80 -30 0 20 切削幅 20mm ap = 8.0mm×3回 , ae= 20mm 変位量(μm)
②面粗さ比較 ③面性状比較
1.5
被削材:S50C
面 1.0 切削条件: ap = 0.5mm
粗
さ
Ra
(μm) 0.5
白濁なく、光沢あり 白濁があり、光沢なし
0
WFX型 他社品 C 従来品 被削材:SUS304
切削条件: ap = 0.5mm
被削材:SCM440 使用工具: WFX12100R(ø100×5枚刃)
切削条件: vc = 200m/min, fz =0.10mm/t,
ap = 3.0mm, ae = 90mm WFX型 他社品 D
④切削抵抗比較 ⑤耐摩耗性比較
4,000 0.4
送り分力 主分力 背分力
20% Down 欠損 欠損
切 3,000 逃 0.3
削 げ 他社品 G 他社品 H
抵 面
抗 2,000 摩 0.2耗 WFX型(N)
量
(mm)
1,000 0.1
0 0
型 3 9 16 25 31 38 47 53 60 66WFX 他社品 E 他社品 F 切削時間(min)
被削材:S50C 使用工具:W FX12100R(ø100×5枚刃) 被削材:SCM440 使用工具: WFX12100R(ø100×1枚刃評価)
切削条件: vc = 200m/min, fz =0.15mm/t, 切削条件: vc = 200m/min, fz =0.15mm/t,
ap = 10mm, ae = 20mm ap = 5.0mm, ae = 30mm
■ ブレーカ選択ガイド
優 被削材 P M K S N
↑ L L 型 G型 H型 ワイパーインサート S型
汎用(標準)
切 軽切削用 ブレーカ
れ
味 G
H 特 長 低抵抗型 汎用型 高強度型 ワイパー シャープエッジ
切れ刃 20° 15° 10°
重切削用 15° 25°断面形状
刃先強度 → 大
用 途 軽切削、低剛性加工 メインブレーカ 重切削、強断続加工バリ対策 汎用~断続加工 高硬度材 精密仕上げ加工 非鉄金属用
3
Page4
SEC-ウェーブミル
WFX型
■ 材種適用領域
様々な被削材に適用可能な新開発汎用材種「 ACU2500」 が新登場。
新開発の超多層PVDコーティング膜(Absotech ® PVD)と
耐摩耗性、耐欠損性に優れる超硬母材の採用により様々な被削材で
安定長寿命を実現します。
また、鋼加工用材種「ACPシリーズ」、ステンレス鋼・難削材加工用
材種「ACMシリーズ」、鋳鉄加工用材種「ACKシリーズ」、非鉄金属
加工用材種「DL1000」、「H1」とフライス用サーメット材種 WFX08000型用インサート WFX12000型用インサート
「T4500A」をラインアップし幅広い被削材に対応します。 (汎用G型ブレーカ) (汎用G型ブレーカ)
被削材 高速・軽切削 中切削 粗切削 被削材 高速・軽切削 中切削 粗切削
ACP100 C
コ ACK200 C
ー
テ P ACU2500 コ
P ィ
ー
ン
グ P
ACP200 K ティ P ACU2500鋼 鋳鉄
P ACP300
ン
グ
サ
ー P ACK300
メ
ッ T4500A
ト
コ
コ P ACU2500 ーテ
ー ィ P DL1000
テ
M ィ ACM200
C ン
ン N グ
ステンレス鋼 グ
P ACM300
非鉄金属
超
硬
サ 合 H1
ー
メ
ッ T4500A 金
ト
材種端のC・Pはコーティング種類を表します。 C:CVD P:PVD
■ 材種の特長
ACU2500 PVD
耐摩耗性、耐チッピング性に優れる
新コーティング(Absotech®PVD)と 新組成超多層膜微細結晶組織の
耐摩耗性、耐欠損性に優れる超硬母材の AlTiCrBN系ナノ積層コーティング
採用により様々な被削材で安定長寿命を により高硬度化従来比 2倍以上の
実現 膜 耐摩耗性5nm
刃先被膜断面
TEM像 高密着強度
コーティングの
密着性を大幅に向上
従来比 2倍以上の
超硬 耐チッピング性
母材
ACP200/ACP300/ACK300/ACM300 NEW SUPER ZX COAT
鋼、ステンレス鋼、鋳鉄に最適化された超硬母材と耐チッピング性に優れるコーティングにより
抜群の安定性を実現
ACP100/ACK200/ACM200 SUPER FF COAT
鋼、ステンレス鋼、鋳鉄に最適化された超硬母材と耐摩耗性に優れるコーティングにより
高能率加工で抜群の安定性を実現
DL1000 AURORA COAT(DLC:Diamond Like Carbon)
ダイヤモンドに次ぐ高硬度かつ平滑なコーティングにより摩擦係数が小さく耐溶着性に優れ
加工面品位向上
4
Page5
SEC-ウェーブミル
WFX型
■ 隅削りカッタ 選択ガイド
TSX型 WEZ型
両面4コーナー仕様 片面2コーナー仕様
壁面精度
面粗さ 切削抵抗
刃先強度 切りくず処理
コーナー数
DFC型 WFX型
両面6コーナー仕様 片面4コーナー仕様
★★★:第一推奨
面粗さ 壁面精度 切削抵抗 切りくず処理 コーナー数 刃先強度
WEZ型 ★★★ ★★★ ★★★ ★★★ ★
TSX型 ★★★ ★★★ ★★ ★★ ★★★
DFC型 ★ ★ ★★★ ★★★
WFX型 ★★ ★★ ★★★ ★★ ★★
*各製品詳細は、 WEZ型(イゲタロイニュースNo.528) TSX型(イゲタロイニュースNo.523) DFC型(イゲタロイニュースNo.513)をご覧ください。
5
Page6
SEC-ウェーブミル
WFX 08000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -6°
すくい角
軸方向 12°
Fig 1 Fig 2 Fig 3
DCSFMS
DCSFMS DCB DCSFMS
DCB
KWW DCB
KWW KWW
D1
D2 ø17
D2 DCD1
DC D1 DC
■ 本体(標準ピッチ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 重量 DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数 (kg) Fig
メWFX 08040RS ● 40 33 40 16 8.4 5.6 18 14 9 3 0.2 1
トWFX 08050RS ● 50 41 40 22 10.4 6.3 20 18 11 4 0.3 1
リWFX 08063RS ● 63 50 40 22 10.4 6.3 20 18 11 5 0.6 1
ッWFX 08080RS ● *80 55 50 27 12.4 7 22 20 14 6 1.0 1
クWFX 08100RS ● 100 70 50 32 14.4 8 32 46 Q 8 1.4 3
イ
ンWFX 08080R ●
*80 55 50 25.4 9.5 6 25 20 14 6 1.0 1
チWFX 08100R ● *100 70 63 31.75 12.7 8 32 46 27 8 1.9 2
本体にインサートは組み込んでありません。カッタを選択する際、保持具取付サイズ(DCB)をご確認ください。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K N
適用
加工 中切削 K N Fig 1
粗切削 K P RE
型 番 コーナー半径RE Fig
SOMT 080304PZER-L ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0 3.175
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080312PZER-G ● ● ● ● ● ● ● ● Q Q 1.2 1 Fig 2 ワイパーインサート
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
SOET 080302PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.2 1 3.3 R0.8 3.175
SOET 080304PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
XOEW 080308PZTR-W ● Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
■ 型番の呼び方 ■ 推奨切削条件
WFX 08 040 R S ISO 被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)切込みap インサート
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
型式記号 インサート 刃径 勝手 メトリック
サイズ 仕様 一般鋼 180~ 280HB 150-200-250 0.08- 0.12 -0.18 <6
ACU2500
■ 部品 P 軟鋼 ≦ 180HB 180-250-350 0.10- 0.15 -0.20 <6 ACP200ACP300
インサート用皿ねじ レンチ ダイス鋼 200~ 220HB 100-150-200 0.08- 0.12 -0.18 <4
M ステンレス鋼
ACU2500
Q 160-200-250 0.10- 0.15 -0.20 <6
ACM300
N m
ACU2500
K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <6 ACK200BFTX0306IP 2.0 TRDR08IP ACK300
N m 推奨締付けトルク(N・m) 非鉄金属 H1N Q 300-500-1,000 0.10- 0.15 -0.20 <6 DL1000
焼付防止剤SUMI-Pを付属しています。
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
6
ACU2500
ACP100
ACP200
CBDP
ACP300
KDP
ACK200
ACK300
ACM200
ACM300 LF
H1
DL1000
T4500A
CBDP
KDP
LF
8.1 8.0
CBDP
KDP
LF
Page7
SEC-ウェーブミル
WFXM 08000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -6°
すくい角
軸方向 12°
Fig 1 Fig 2 Fig 3
DCSFMS
DCSFMS DCB DCSFMS
DCB
KWW DCB
KWW KWW
ø17 D1D2
D1 D2
DC
DC D1 DC
■ 本体(ファインピッチ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 重量 DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数 (kg) Fig
メWFXM 08040RS ● 40 33 40 16 8.4 5.6 18 14 9 4 0.2 1
トWFXM 08050RS ● 50 41 40 22 10.4 6.3 20 18 11 5 0.3 1
リWFXM 08063RS ● 63 50 40 22 10.4 6.3 20 18 11 6 0.5 1
ッWFXM 08080RS ● *80 55 50 27 12.4 7 22 20 14 8 1.0 1
クWFXM 08100RS ● 100 70 50 32 14.4 8 32 46 Q 10 1.4 3
イWFXM 08080R ● *ン 80 55 50 25.4 9.5 6 25 20 14 8 1.0 1
チWFXM 08100R ● *100 70 63 31.75 12.7 8 32 46 27 10 1.9 2
本体にインサートは組み込んでありません。カッタを選択する際、保持具取付サイズ(DCB)をご確認ください。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット
高速・軽切削 P K N
適用
加工 中切削 K N Fig 1
粗切削 K P RE
型 番 コーナー半径RE Fig
SOMT 080304PZER-L ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0 3.175
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1
Fig 2
SOMT 080312PZER-G ● ● ● ● ● ● ● ● ワイパーインサートQ Q 1.2 1
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
SOET 080302PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.2 1 3.3 R0.8 3.175
SOET 080304PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
XOEW 080308PZTR-W ● Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
■ 型番の呼び方 ■ 推奨切削条件
WFX M 08 040 R S 切削速度 v(c m/min)送り量 f(z mm/t)切込みap インサートISO 被削材 硬度
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
型式記号 ファインピッチ インサート 刃径 勝手 メトリック
サイズ 仕様 一般鋼 180~ 280HB 150-200-250 0.08- 0.12 -0.18 <6
ACU2500
■ 部品 P 軟鋼 ≦ 180HB 180-250-350 0.10- 0.15 -0.20 <6 ACP200ACP300
インサート用皿ねじ レンチ ダイス鋼 200~ 220HB 100-150-200 0.08- 0.12 -0.18 <4
M ステンレス鋼
ACU2500
Q 160-200-250 0.10- 0.15 -0.20 <6
ACM300
N m ACU2500
K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <6 ACK200
BFTX0306IP 2.0 TRDR08IP ACK300
N m 推奨締付けトルク(N・m) N 非鉄金属
H1
Q 300-500-1,000 0.10- 0.15 -0.20 <6
DL1000
焼付防止剤SUMI-Pを付属しています。
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
7
ACU2500
ACP100
ACP200
ACP300 CBDP
ACK200 KDP
ACK300
ACM200
ACM300 LF
H1
DL1000
CBDP
T4500A
KDP
LF
8.1 8.0
CBDP
KDP
LF
Page8
SEC-ウェーブミル
WFXF 08000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -6°
すくい角
軸方向 12°
Fig 1 Fig 2 Fig 3
DCSFMS
DCSFMS DCB DCSFMS
DCB
KWW DCB
KWW KWW
D1
D2 ø17
D2 DCD1
DC D1 DC
■ 本体(エクストラファインピッチ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数
重量
(kg) Fig
メWFXF 08040RS ● 40 33 40 16 8.4 5.6 18 14 9 6 0.2 1
トWFXF 08050RS ● 50 41 40 22 10.4 6.3 20 18 11 7 0.3 1
リWFXF 08063RS ● 63 50 40 22 10.4 6.3 20 18 11 8 0.5 1
ッWFXF 08080RS ● *80 55 50 27 12.4 7 22 20 14 10 0.9 1
クWFXF 08100RS ● 100 70 50 32 14.4 8 32 46 Q 12 1.4 3
イ
ンWFXF 08080R ●
*80 55 50 25.4 9.5 6 25 20 14 10 1.0 1
チWFXF 08100R ● *100 70 63 31.75 12.7 8 32 46 27 12 1.9 2
本体にインサートは組み込んでありません。カッタを選択する際、保持具取付サイズ(DCB)をご確認ください。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K N
適用
加工 中切削 K N Fig 1
粗切削 K P RE
型 番 コーナー半径RE Fig
SOMT 080304PZER-L ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0 3.175
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080312PZER-G ● ● ● ● ● ● ● ● Q Q 1.2 1 Fig 2 ワイパーインサート
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
SOET 080302PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.2 1 3.3 R0.8 3.175
SOET 080304PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
XOEW 080308PZTR-W ● Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
■ 型番の呼び方 ■ 推奨切削条件
WFX F 08 040 R S ISO 被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)切込みap インサート
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
型式記号 M :ファインピッチ インサート 刃径 勝手 メトリック
F : エクストラ サイズ 仕様 一般鋼 180~ 280HB 150-200-250 0.08- 0.12 -0.18 <6
ファインピッチ ACU2500
P 軟鋼 ≦ 180HB 180-250-350 0.10- 0.15 -0.20 <6 ACP200
■ 部品 ACP300ダイス鋼 200~ 220HB 100-150-200 0.08- 0.12 -0.18 <4
インサート用皿ねじ レンチ
M ステンレス鋼
ACU2500
Q 160-200-250 0.10- 0.15 -0.20 <6
ACM300
ACU2500
N m K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <6 ACK200
ACK300
BFTX0306IP 2.0 TRDR08IP H1N 非鉄金属 Q 300-500-1,000 0.10- 0.15 -0.20 <6
N m 推奨締付けトルク(N・m) DL1000
焼付防止剤SUMI-Pを付属しています。 ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
8
ACU2500
ACP100
ACP200
ACP300
CBDP
ACK200
KDP
ACK300
ACM200
ACM300
LF
H1
DL1000
T4500A
CBDP
KDP
LF
8.1 8.0
CBDP
KDP
LF
Page9
SEC-ウェーブミル
WFX 12000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -8°
すくい角
軸方向 8°
Fig 1 Fig 2 Fig 3 Fig 4 Fig 5
DCSFMS
DCSFMS DCSFMS
DCSFMS DCSFMS ø101.6DCB
DCB DCB DCB DCBKWW KWW KWW
4-ø18
KWW KWW
ø17 D1 D1 D1D2
D1 D2
DC DC DC
DC D1 DC
■ 本体(標準ピッチ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 重量DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数 (kg) Fig
メWFX 12050RS ● 50 41 40 22 10.4 6.3 20 18 11 3 0.3 1
ト
リWFX 12063RS ● 63 50 40 22 10.4 6.3 20 18 11 4 0.5 1
ッWFX 12080RS ●
*80 55 50 27 12.4 7 22 20 14 4 0.9 1
クWFX 12100RS ● 100 70 50 32 14.4 8 32 46 ― 5 1.3 3
WFX 12080R ● *80 55 50 25.4 9.5 6 25 20 14 4 0.9 1
WFX 12100R ● *100 70 63 31.75 12.7 8 32.5 46 27 5 1.7 2
イ
ンWFX 12125R ● 125 80 63 38.1 15.9 10 35.5 55 30 6 2.4 1
チWFX 12160R ● 160 100 63 50.8 19.1 11 38 72 ― 8 3.6 4
WFX 12200R ● 200 160 63 47.625 25.4 14 35 130 ― 10 6.8 5
WFX 12250R ● 250 180 63 47.625 25.4 14 35 160 ― 12 9.6 5
本体にインサートは組み込んでありません。ø160mm 以上のサイズにはエアー穴は付いておりません。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット Fig 1
高速・軽切削 P K N RE
適用
加工 中切削 K N
粗切削 K P
型 番 コーナー半径RE Fig 12.7 4.76
SOMT 120408PDER-L ● ● ● ● ● ● ● ● Q Q Q 0.8 1 Fig 2 ワイパーインサート
SOMT 120404PDER-G ● ● ● ● ● ● ● ● Q Q Q 0.4 1 12.8
SOMT 120408PDER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOMT 120412PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.2 1
SOMT 120416PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.6 1
SOMT 120408PDER-H ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOET 120408PDFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1 6.5 R0.8 4.76
XOEW 120408PDTR-W ● Q Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
インサート用皿ねじ インサート 敷板用皿ねじ ■ 型番の呼び方
敷板 WFX 12 050 R S
型式記号 インサート 刃径 勝手 メトリック
サイズ 仕様
■ 推奨切削条件
a インサート
ISO 被削材 硬度 切削速度 v(c m/min) 送り量 f(z mm/t)切込み p
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
■ 部品 一般鋼 180~280HB 150-200-250 0.10- 0.15 -0.20 <10 ACU2500
適用 敷板用 インサート用 脱着式レンチ P 軟鋼 ≦ 180HB
180-250-350 0.10- 0.15 -0.20 <10 ACP200
ACP300
カッタ 敷板 皿ねじ レンチ 皿ねじ レンチ ハンドルグリップ ビット ダイス鋼 200~220HB 100-150-200 0.10- 0.15 -0.20 <6
DCø50~125 N m ― HPS1015 TRB15IP ステンレス鋼 ACU2500WFXS4R BW0507F LH035 BFTX03512IP M Q 160-200-250 0.10- 0.15 -0.20 <10
上記以外 3.0 TRDR15IP ― ― ACM300
ACU2500
N m 推奨締付けトルク(N・m) K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <10 ACK200ACK300
焼付防止剤SUMI-Pを付属しています。 N 非鉄金属 Q 300-500-1,000 0.10- 0.15 -0.20 < H110 DL1000
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
9
CBDP
KDP
ACU2500
ACP100
ACP200 LF
ACP300 CBDP
ACK200
KDP
ACK300
ACM200
ACM300
LF
H1
CBDP
DL1000 KDP
T4500A
LF
CBDP
KDP
13.0 12.7 LF
CBDP
KDP
LF
Page10
SEC-ウェーブミル
WFXF 12000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -8°
すくい角
軸方向 8°
Fig 1 Fig 2 Fig 3 Fig 4 Fig 5
DCSFMS
DCSFMS DCSFMS
DCSFMS DCSFMS ø101.6DCB
DCB DCB DCB
KWW DCB KWW KWW
4-ø18
KWW KWW
D2 ø17
D1 D1 D1
D1 D2
DC DC DC
DC D1 DC
■ 本体(エクストラファインピッチ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 重量DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数 (kg) Fig
メWFXF 12050RS ● 50 41 40 22 10.4 6.3 20 18 11 4 0.3 1
ト
リWFXF 12063RS ● 63 50 40 22 10.4 6.3 20 18 11 5 0.5 1
ッWFXF 12080RS ●
*80 55 50 27 12.4 7 22 20 14 6 0.9 1
クWFXF 12100RS ● 100 70 50 32 14.4 8 32 46 Q 7 1.3 3
WFXF 12080R ● *80 55 50 25.4 9.5 6 25 20 14 6 0.9 1
WFXF 12100R ● *100 70 63 31.75 12.7 8 32.5 46 27 7 1.7 2
イ
ンWFXF 12125R ● 125 80 63 38.1 15.9 10 35.5 55 30 8 2.3 1
チWFXF 12160R ● 160 100 63 50.8 19.1 11 38 72 Q 12 3.5 4
WFXF 12200R ● 200 160 63 47.625 25.4 14 35 135 Q 16 6.7 5
WFXF 12250R 250 180 63 47.625 25.4 14 35 160 Q 18 9.5 5
本体にインサートは組み込んでありません。ø160mm 以上のサイズにはエアー穴は付いておりません。
*印の本体ø80、ø100mmサイズのアーバへの締付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット
高速・軽切削 Fig 1P K N RE
適用
加工 中切削 K N
粗切削 K P
型 番 コーナー半径RE Fig 12.7 4.76
SOMT 120408PDER-L ● ● ● ● ● ● ● ● Q Q Q 0.8 1 Fig 2 ワイパーインサート
SOMT 120404PDER-G ● ● ● ● ● ● ● ● Q Q Q 0.4 1 12.8
SOMT 120408PDER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOMT 120412PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.2 1
SOMT 120416PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.6 1
SOMT 120408PDER-H ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOET 120408PDFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1 6.5 R0.8 4.76
XOEW 120408PDTR-W ● Q Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
インサート用皿ねじ インサート 敷板用皿ねじ ■ 型番の呼び方
敷板 WFX F 12 050 R S
型式記号 多刃仕様 インサート 刃径 勝手 メトリック
サイズ 仕様
■ 推奨切削条件
ISO 被削材 硬度 切削速度 v(c m/min) 送り量 f(z mm/t)切込み
ap インサート
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
■ 部品 一般鋼 180~280HB 150-200-250 0.10- 0.15 -0.20 <10
ACU2500
適用 敷板 敷板用
脱着式レンチ
カッタ 皿ねじ レンチ
インサート用
皿ねじ レンチ ハンドル
P 軟鋼 ≦ 180HB 180-250-350 0.10- 0.15 -0.20 <10 ACP200
グリップ ビット ACP300
DCø50~125 ― HPS1015 TRB15IP ダイス鋼 200~220HB 100-150-200 0.10- 0.15 -0.20 <6
WFXS4R BW0507F LH035 BFTX03512IP N m
上記以外 3.0 TRDR15IP ― ― M ステンレス鋼 ACU2500Q 160-200-250 0.10- 0.15 -0.20 <10 ACM300
N m 推奨締付けトルク(N・m) ACU2500
K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 ACK200焼付防止剤SUMI-Pを付属しています。 <10 ACK300
N 非鉄金属 Q 300-500-1,000 0.10- 0.15 -0.20 < H110 DL1000
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
10
CBDP
KDP
ACU2500
ACP100
ACP200 LF
ACP300 CBDP
ACK200 KDP
ACK300
ACM200
ACM300
LF
H1 CBDP
KDP
DL1000
T4500A
LF
CBDP
KDP
13.0 12.7 LF
CBDP
KDP
LF
Page11
SEC-ウェーブミル
WFX(M) 08000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -6°
すくい角
軸方向 12°
モジュラータイプ P20
Fig 1
LH LS
LF
■ 本体(標準ピッチ) 寸法(mm) ■ 本体(ファインピッチ) 寸法(mm)
型 番 在庫 刃径 シャンク 頭部 シャンク 全長 刃数 Fig 型 番 在庫 刃径 シャンク 頭部 シャンク 全長DC DMM LH LS LF DC DMM LH LS LF 刃数 Fig
WFX 08020E-16 ● 20 16 30 80 110 2 1 WFXM 08025E ● 25 25 30 90 120 3 1
WFX 08020E ● 20 20 30 80 110 2 1 WFXM 08032E ● 32 32 30 90 120 4 1
WFX 08022E ● 22 20 30 90 120 2 1 WFXM 08040E ● 40 32 30 90 120 4 1
WFX 08025E-20 ● 25 20 30 90 120 2 1 WFXM 08050E ● 50 32 30 90 120 5 1
WFX 08025E ● 25 25 30 90 120 2 1 WFXM 08063E ● 63 32 30 90 120 6 1
WFX 08028E ● 28 25 30 90 120 2 1 本体にインサートは組み込んでありません。
WFX 08030E ● 30 25 30 90 120 3 1
WFX 08032E ● 32 32 30 90 120 3 1
WFX 08033E ● 33 32 30 90 120 3 1
WFX 08040E ● 40 32 30 90 120 3 1
WFX 08050E ● 50 32 30 90 120 4 1
WFX 08063E ● 63 32 30 90 120 5 1
本体にインサートは組み込んでありません。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K N
適用
加工 中切削 K N Fig 1
粗切削 K P RE
型 番 コーナー半径RE Fig
SOMT 080304PZER-L ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0 3.175
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080312PZER-G ● ● ● ● ● ● ● ● Q Q 1.2 1 Fig 2 ワイパーインサート
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
SOET 080302PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.2 1 3.3 R0.8 3.175
SOET 080304PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
XOEW 080308PZTR-W ● Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
■ 型番の呼び方 ■ 推奨切削条件
WFX M 08 025 E a インサートISO 被削材 硬度 切削速度 v(c m/min)送り量 f(z mm/t)切込み p
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
型式記号 多刃仕様 インサート 刃径 柄付き
サイズ タイプ 一般鋼 180~ 280HB 150-200-250 0.08- 0.12 -0.18 <6
ACU2500
■ 部品 P 軟鋼 ≦ 180HB 180-250-350 0.10- 0.15 -0.20 <6 ACP200ACP300
インサート用皿ねじ レンチ ダイス鋼 200~ 220HB 100-150-200 0.08- 0.12 -0.18 <4
M ステンレス鋼
ACU2500
Q 160-200-250 0.10- 0.15 -0.20 <6
ACM300
N m
ACU2500
BFTX0306IP 2.0 TRDR08IP K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <6 ACK200ACK300
N m 推奨締付けトルク(N・m) N 非鉄金属
H1
Q 300-500-1,000 0.10- 0.15 -0.20 <6
DL1000
焼付防止剤SUMI-Pを付属しています。
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
11
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
DC
T4500A
8.1 8.0
DMM
Page12
SEC-ウェーブミル
WFX(F) 12000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -8°
すくい角
軸方向 8°
Fig 1
LH LS
LF
■ 本体(標準ピッチ) 寸法(mm) ■ 本体(エクストラファインピッチ) 寸法(mm)
型 番 在庫 刃径 シャンク 頭部 シャンク 全長 重量 刃径 シャンク 頭部 シャンク 全長 重量DC DMM LH LS LF 刃数 (kg) Fig 型 番 在庫 DC DMM LH LS LF 刃数 (kg) Fig
WFX 12040E ● 40 32 30 90 120 3 0.68 1 WFXF 12050E ● 50 32 30 90 120 4 0.78 1
WFX 12050E ● 50 32 30 90 120 3 0.78 1 WFXF 12063E ● 63 32 30 90 120 5 0.96 1
WFX 12063E ● 63 32 30 90 120 4 0.94 1 WFXF 12080E ● 80 32 30 90 120 6 1.22 1
WFX 12080E ● 80 32 30 90 120 4 1.29 1 本体にインサートは組み込んでありません。
本体にインサートは組み込んでありません。ø40mm サイズには敷板はありません。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット
Fig 1
高速・軽切削 P K N RE
適用
加工 中切削 K N
粗切削 K P
コーナー
型 番 半径 Fig
RE 12.7 4.76
SOMT 120408PDER-L ● ● ● ● ● ● ● ● Q Q Q 0.8 1 Fig 2 ワイパーインサート
SOMT 120404PDER-G ● ● ● ● ● ● ● ● Q Q Q 0.4 1 12.8
SOMT 120408PDER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOMT 120412PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.2 1
SOMT 120416PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.6 1
SOMT 120408PDER-H ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOET 120408PDFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1 6.5 R0.8 4.76
XOEW 120408PDTR-W ● Q Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」を参照してください(取付注意)。
インサート用
皿ねじ インサート 敷板用皿ねじ(WFX12040E(ø40)除く) ■ 型番の呼び方
WFX F 12 050 E
敷板
(WFX12040E(ø40)除く) 型式記号 多刃仕様 インサート 刃径 柄付き
サイズ タイプ
■ 推奨切削条件
ISO 被削材 硬度 切削速度 v(c m/min) 送り量 f(z mm/t)切込み
ap インサート
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
■ 部品 一般鋼 180~280HB 150-200-250 0.10- 0.15 -0.20 <10
敷板 敷板用皿ねじ レンチ インサート用皿ねじ レンチ ACU2500
P 軟鋼 ≦ 180HB 180-250-350 0.10- 0.15 -0.20 <10 ACP200
ACP300
ダイス鋼 200~220HB 100-150-200 0.10- 0.15 -0.20 <6
ステンレス鋼 ACU2500N m M Q 160-200-250 0.10- 0.15 -0.20 <10 ACM300
WFXS4R BW0507F LH035 BFTX03512IP 3.0 TRDR15IP ACU2500
K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <10 ACK200
N m 推奨締付けトルク(N・m) ACK300
焼付防止剤SUMI-Pを付属しています。 N 非鉄金属 Q 300-500-1,000 0.10- 0.15 -0.20 <
H1
10 DL1000
ø40mmサイズには敷板はありません。
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
12
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
DC
T4500A
13.0 12.7
DMM
Page13
SEC-ウェーブミル
WFXH型
■ 概要
SEC-ウェーブミルWFXH型は、WFX型シリーズ用インサートを使用し
高送りでの粗加工と多彩なツーリングに対応する高能率・多機能カッタ
です。
■ 特長
①優れた切れ味により、安定した高能率加工を実現
②多彩な加工に対応(ランピング、ヘリカル加工)
③WFX型シリーズ用の多様なインサートを使用可能
切削抵抗:高い切れ味により安定加工を実現 切りくず:小さくカールし、切削温度も低い
2,000 WFXH型
(R1.6-G型ブレーカ)
切
削1,500
抵
抗
(N) 1,000
500
0 WFXH型 他社品A 他社品BWFXH型 他社品
被 削 材:S50C
使用工具: 被 削 材 : S 50CWFXH12063RS(5枚刃)
切削条件:v f a 使用工具 : W FXH12063RS, SOMT120416PDER-G(ACP200)c=200m/min, z=1.0mm/t, p=0.5mm, v f a a
a 切削条件 : c=200m/min, z=1.0mm/t, p=1mm, e=35mm Drye=44mm Dry
■ 使用上の注意① コーナー部加工時の注意点
※コーナー部には、想定した隅R形状に対して削り残しや食い込みが生じます。
食い込み量
Fig 1 Fig 2
インサート インサート
削り残し量 削り残し量
隅R 隅R
WFXH08000RS型
SOMT08○○04-□ SOMT08○○08-□ SOMT08○○12-□
隅R 削り残し量 食い込み量 形状 削り残し量 食い込み量 形状 削り残し量 食い込み量 形状
2.0 1.41 0 Fig 1 1.30 0 Fig 1 1.21 0 Fig 1
2.5 1.30 0.02 Fig 2 1.19 0.01 Fig 2 1.09 0 Fig 1
3.0 Q Q Q Q Q Q 0.98 0.05 Fig 2
WFXH12000RS型
SOMT12○○04-□ SOMT12○○08-□ SOMT12○○12-□ SOMT08○○16-□
隅R 削り残し量 食い込み量 形状 削り残し量 食い込み量 形状 削り残し量 食い込み量 形状 削り残し量 食い込み量 形状
2.0 2.58 0 Fig 1 2.48 0 Fig 1 2.37 0 Fig 1 2.25 0 Fig 1
2.5 2.47 0 Fig 1 2.37 0 Fig 1 2.25 0 Fig 1 2.14 0 Fig 1
3.0 2.36 0 Fig 1 2.26 0 Fig 1 2.14 0 Fig 1 2.11 0 Fig 1
3.5 2.24 0.01 Fig 2 2.14 0 Fig 1 2.03 0 Fig 1 1.91 0 Fig 1
4.0 Q Q Q 2.03 0.04 Fig 2 1.91 0.03 Fig 2 1.8 0.01 Fig 2
■ 使用上の注意② 使用するインサートにより最小加工径DCNが異なります。
WFXH型にはコーナー半径の大きいインサートの使用を推奨致します。
DCSFMS
DCB 本体型番 呼び径
DCN
R0.4 R0.8 R1.2 R1.6
KWW WFXH 08025M12Z2 25 10.4 10.9 11.5 Q
08032M12Z3 32 17.4 17.9 18.5 Q
WFXH 08040RS 40 25.4 25.9 26.5 Q
08050RS 50 35.4 35.9 36.5 Q
08050RS-Z6 50 35.4 35.9 36.5 Q
08063RS 63 48.4 48.9 49.5 Q
WFXH 12040M12Z3 40 16.6 17.1 17.5 18.1
D2 WFXH 12050RS 50 26.6 27.2 27.7 28.2
DCN
D1 12063RS 63 39.5 40.0 40.4 41.1
DC
13
CBDP
KDP
LF
Page14
SEC-ウェーブミル
WFXH型
■ 傾斜加工とヘリカル加工
最小径の場合 最大径の場合
傾斜角
最小径、最大径 傾斜角
ヘリカル加工 傾斜加工 ヘリカル加工(mm) 傾斜加工インサート型番 呼び径 インサート型番 呼び径 (mm)
最小径 最大径 最大傾斜角 最小径 最大径 最大傾斜角
25 35 49 1°30’ 40 56 79 1°
32 49 63 0°30’ SOMT12○○04-□ 50 76 99 0°30’
SOMT08○○04-□ 40 65 79 0°30’ 63 不可 不可 不可
50 不可 不可 0°30’ 40 56 78 1°30’
63 不可 不可 不可 SOMT12○○08-□ 50 76 98 1°
25 35 48 3° 63 102 124 0°30’
32 49 62 1°30’ 40 55 77 2°30’
SOMT08○○08-□ 40 65 78 1° SOMT12○○12-□ 50 75 97 1°30’
50 85 98 0°30’ 63 101 123 1°
63 111 124 0°30’ 40 55 76 3°30’
25 34 47 4°30’ SOMT12○○12-□ 50 75 96 2°
32 48 61 2°30’ 63 101 122 1°30’
SOMT08○○12-□ 40 64 77 1°30’
50 84 97 1°
63 110 123 0°30’
■ プランジ加工時の最大切込み量
インサート 最大切込み
型番 ae(max)
SOMT08 6mm
SOMT12 10mm
ae(max)
プランジ加工時は送り量を下げてご使用ください。
■ 推奨切削条件
被削材 インサート 切削速度 インサート
ø25 ø32 ø40 ø50 ø63
材種 v(m/min) 型番 ap fz ap fz ap fz ap fz ap fzc (mm)(mm/t)(mm)(mm/t)(mm)(mm/t)(mm)(mm/t)(mm)(mm/t)
P 一般鋼 SOMT08 0.8 0.8 0.8 0.8 Q Q 0.8 0.8 0.8 0.8
200HB以下 ACP200 100-150-200 SOMT12 Q Q Q Q 1.0 1.0 1.0 1.0 1.0 1.0
P 合金鋼 SOMT08 0.7 0.8 0.7 0.8 Q Q 0.7 0.8 0.7 0.8
45HRC以下 ACP200 80-130-180 SOMT12 Q Q Q Q 0.8 1.0 0.8 1.0 0.8 1.0
M ステンレス鋼 SOMT08 0.8 0.7 0.8 0.7 0.8 0.7 0.8 0.7
SUS304等 ACM300 80-120-150
Q Q
SOMT12 Q Q Q Q 1.0 0.8 1.0 0.8 1.0 0.8
K 鋳鉄 SOMT08 0.8 1.0 0.8 1.0 Q Q 0.8 1.0 0.8 1.0
FC,FCD ACK300 100-150-200 SOMT12 Q Q Q Q 1.0 1.2 1.0 1.2 1.0 1.2
H 焼入鋼 SOMT08 0.5 0.5 0.5 0.5 Q Q 0.5 0.5 0.5 0.5
50HRC以下 ACK300 40- 80-100 SOMT12 Q Q Q Q 0.6 0.8 0.6 0.8 0.6 0.8
・上記推奨切削条件は、機械剛性やワークの剛性に応じて調整が必要です。
上記はBT50の工作機械を使用した場合の目安です。
・上記推奨切削条件は、工具の突き出し長さが L/D= 3(工具径の3倍)以下を基準としています。
L/D= 3をこえ~5以下の場合は、上記推奨切削条件(ap、fz)の 70~ 80%を目安に設定してください。
L/D= 5をこえ~8以下の場合は、上記推奨切削条件(ap、fz)の 50~ 60%を目安に設定してください。
14
Page15
SEC-ウェーブミル
WFXH 08000RS型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -6°
すくい角
軸方向 6°
Fig 1 DCSFMS
DCB
KWW
D2
D1
DC
■ 本体(WFXH08000RS) 適用インサート SOMT08タイプ 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 重量DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数 (kg) Fig
メWFXH 08040RS ● 40 33 40 16 8.4 5.6 18 14 9 4 0.2 1
ト
リWFXH 08050RS ● 50 41 40 22 10.4 6.3 20 18 11 5 0.3 1
ッWFXH 08050RS-Z6 ● 50 41 40 22 10.4 6.3 20 18 11 6 0.3 1
クWFXH 08063RS ● 63 50 40 22 10.4 6.3 20 18 11 6 0.5 1
本体にインサートは組み込んでありません。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K N
適用
加工 中切削 K N
粗切削 K P
型 番 コーナー半径RE Fig
Fig 1
SOMT 080304PZER-L ● ● ● ● ● ● ● ● Q Q 0.4 1 RE
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080312PZER-G ● ● ● ● ● ● ● ● Q Q 1.2 1
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0 3.175
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
SOET 080302PZFR-S ※ Q Q Q Q Q Q Q Q ● ● Q 0.2 1
SOET 080304PZFR-S ※ Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S ※ Q Q Q Q Q Q Q Q ● ● Q 0.8 1
※非鉄金属の高能率加工時に刃先強度が不足する場合は、G型ブレーカ(ACK300)をお試しください。 推奨切削条件 P14 使用上の注意 P13
■ 型番の呼び方
WFX H 08 040 RS - Z6
型式記号 高能率 インサート 刃径 メトリック 多刃タイプ
加工用 サイズ 仕様 (数字は刃数)
■ 部品
インサート用皿ねじ レンチ
N m
BFTX0306IP 2.0 TRDR08IP
N m 推奨締付けトルク(N・m)
焼付防止剤SUMI-Pを付属しています。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
15
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
T4500A CBDP
KDP
LF
8.0
Page16
SEC-ウェーブミル
WFXH 12000RS型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 -6°
すくい角
軸方向 6°
Fig 1 DCSFMS
DCB
KWW
D2
D1
DC
■ 本体(WFXH12000RS) 適用インサート SOMT12タイプ 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト 重量DC DCSFMS LF DCB KWW KDP CBDP D1 D2 刃数 (kg) Fig
メ
トWFXH 12050RS ● 50 41 40 22 10.4 6.3 20 18 11 4 0.3 1
リ 12063RS ● 63 50 40 22 10.4 6.3 20 18 11 5 0.4 1
ッ
ク
本体にインサートは組み込んでありません。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K N
適用
加工 中切削 K N
粗切削 K P Fig 1
コーナー半径 RE型 番 RE Fig
SOMT 120408PDER-L ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOMT 120404PDER-G ● ● ● ● ● ● ● ● Q Q Q 0.4 1
SOMT 120408PDER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1 12.7 4.76
SOMT 120412PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.2 1
SOMT 120416PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.6 1
SOMT 120408PDER-H ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOET 120408PDFR-S ※ Q Q Q Q Q Q Q Q ● ● Q 0.8 1
※非鉄金属の高能率加工時に刃先強度が不足する場合は、G型ブレーカ(ACK300)をお試しください。 推奨切削条件 P14 使用上の注意 P13
■ 型番の呼び方
WFX H 12 050 RS
型式記号 高能率 インサート 刃径 メトリック
加工用 サイズ 仕様
■ 部品
インサート用 脱着式レンチ
皿ねじ ハンドルグリップ ビット
N m
BFTX03512IP 3.0 HPS1015 TRB15IP
N m 推奨締付けトルク(N・m)
焼付防止剤SUMI-Pを付属しています。
D印:標準在庫品 D印:標準在庫品(拡充品) Q印:製作いたしません
16
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
T4500A CBDP
KDP
LF
12.7
Page17
SEC-ウェーブミル
WFXC型
■ 概要
SEC-ウェーブミルWFXC型は、WFXシリーズ用のインサート
を使用した面取り加工用工具です。豊富な材種を利用して多様な
被削材に対応可能です。
■使用上の注意
面 取り加工はインサートの直線切れ刃部を用いて行うため、本体に取り付けるインサートのコーナー半径(RE)により、
面取り加工が可能な範囲が変わります。
加工径:下表で示したDC1以上、DC2以下の範囲で使用してください。
加工深さ:工具先端部から直線切れ刃までの距離aの部分からbで表す深さで加工が可能です。
寸法(mm)
インサート 最小加工径 最大加工径 最小深さ 最大深さ 最大刃径
本体
型番 RE DC1 DC2 a b DCX
SOMT080304 0.4 7.5 15.8 0.1 4.1 17.8
WFXC08008E SOMT080308 0.8 8.0 15.8 0.2 3.9 17.5
SOMT080312 1.2 8.5 15.8 0.4 3.6 17.2
SOMT080304 0.4 15.5 23.8 0.1 4.1 25.8
WFXC08016E SOMT080308 0.8 16.0 23.8 0.2 3.9 25.5 45°
SOMT080312 1.2 16.5 23.8 0.3 3.6 25.2
b
SOMT120404 0.4 24.6 38.3 0.1 6.8 41.3
SOMT120408 0.8 25.0 38.3 0.2 6.6 41.0
WFXC12025E
SOMT120412 1.2 25.6 38.3 0.4 6.3 40.7 a
SOMT120416 1.6 26.1 38.3 0.5 6.1 40.4 DC1
SOMT120404 0.4 31.6 45.3 0.1 6.8 48.3 DC2
SOMT120408 0.8 32.0 45.3 0.2 6.6 48.0
WFXC12032E
SOMT120412 1.2 32.6 45.3 0.4 6.3 47.7 DCX
SOMT120416 1.6 33.1 45.3 0.5 6.1 47.4
17
Page18
SEC-ウェーブミル
WFXC 08000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 0°
すくい角
軸方向 0°
Fig 1
45゚
LH LS
LF
■ 本体(標準ピッチ) 適用インサート 8mmタイプ 寸法(mm)
型 番 在庫 最小加工径 最大刃径 全長 頭部 シャンク シャンク 重量DC1 DCX LF LH LS DMM 刃数 (kg) Fig
WFXC 08008E ● 8 17.5 120 30 90 10 1 0.1 1
08016E ● 16 25.5 120 30 90 16 2 0.2 1
DC1、DCXは、コーナー半径 0.8 インサート装着時の寸法です。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット
高速・軽切削 P K N
適用
加工 中切削 K N
粗切削 K P
型 番 コーナー半径RE Fig
Fig 1
SOMT 080304PZER-L ● ● ● ● ● ● ● ● REQ Q 0.4 1
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080312PZER-G ● ● ● ● ● ● ● ● Q Q 1.2 1
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1 8.0 3.175
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
SOET 080302PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.2 1
SOET 080304PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
使用上の注意 P17
■ 型番の呼び方 ■ 推奨切削条件
WFX C 08 016 E ISO 被削材 硬度 切削速度 v(c m/min) 送り量 f(z mm/t)
下限- 推奨 -上限 下限- 推奨 -上限
型式記号 面取り用 インサート 刃径 柄付き
サイズ タイプ 一般鋼 180~280HB 150-200-250 0.05-0.10-0.15
P 軟鋼 ≦180HB 180-265-350 0.10-0.15-0.20
■ 部品 ダイス鋼 200~220HB 100-150-200 0.05-0.10-0.15
インサート用皿ねじ レンチ M ステンレス鋼 Q 150-200-250 0.05-0.10-0.15
適用カッタ
N m K 鋳鉄 250HB 100-175-250 0.05-0.10-0.15
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
WFXC08000M BFTX0306IP 2.0 TRDR08IP
N m 推奨締付けトルク(N・m)
焼付防止剤SUMI-Pを付属しています。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
18
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
T4500A DCX
DC1
8.0
DMM
Page19
SEC-ウェーブミル
WFXC 12000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 アルミニウム合金 難削材
半径方向 0°
すくい角
軸方向 0°
Fig 1
45゚
LH LS
LF
■ 本体(標準ピッチ) 適用インサート 12mmタイプ 寸法(mm)
型 番 在庫 最小加工径 最大刃径 全長 頭部 シャンク シャンク 重量DC1 DCX LF LH LS DMM 刃数 (kg) Fig
WFXC 12025E ● 25 41.0 150 40 110 25 3 0.6 1
12032E ● 32 48.0 150 40 110 32 3 1.0 1
DC1、DCXは、コーナー半径 0.8 インサート装着時の寸法です。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLC サーメット
高速・軽切削 P K N
適用
加工 中切削 K N
粗切削 K P
Fig 1 RE
コーナー
型 番 半径 Fig
RE
SOMT 120408PDER-L ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOMT 120404PDER-G ● ● ● ● ● ● ● ● Q Q Q 0.4 1 12.7 4.76
SOMT 120408PDER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOMT 120412PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.2 1
SOMT 120416PDER-G ● ● ● ● ● ● ● ● Q Q Q 1.6 1
SOMT 120408PDER-H ● ● ● ● ● ● ● ● Q Q Q 0.8 1
SOET 120408PDFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
使用上の注意 P17
■ 型番の呼び方 ■ 推奨切削条件
WFX C 12 025 E ISO 被削材 硬度 切削速度 v(c m/min) 送り量 f(z mm/t)
下限- 推奨 -上限 下限- 推奨 -上限
型式記号 面取り用 インサート 刃径 柄付き
サイズ タイプ 一般鋼 180~280HB 150-200-250 0.05-0.10-0.15
P 軟鋼 ≦180HB 180-265-350 0.10-0.15-0.20
■ 部品 ダイス鋼 200~220HB 100-150-200 0.05-0.10-0.15
インサート用皿ねじ レンチ M ステンレス鋼 Q 150-200-250 0.05-0.10-0.15
適用カッタ
N m K 鋳鉄 250HB 100-175-250 0.05-0.10-0.15
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
WFXC12000M BFTX03512IP 3.0 TRDR15IP
N m 推奨締付けトルク(N・m)
焼付防止剤SUMI-Pを付属しています。
D印:標準在庫品 D印:標準在庫品(拡充品) Q印:製作いたしません
19
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
DCX
T4500A DC1
12.7
DMM
Page20
SEC-ウェーブミル
WFX 08000M型 モジュラーツール
半径方向 -6 ゚
すくい角
軸方向 12°
Fig 1
L11 CRKS
LS2
H
LF LS
OAL
■ ヘッド 寸法(mm)
型 番 在庫 刃径 取付部径 ねじ 全長 有効長さ 長さ シャンク 平取 幅DC DCON CRKS OAL LF LS2 LS L11 H 刃数 Fig
WFX 08020M10Z2 ● 20 10.5 M10 49 30 5 19 8 15 2 1
WFX 08022M10Z2 ● 22 10.5 M10 49 30 5 19 8 15 2 1
WFX 08025M12Z2 ● 25 12.5 M12 56 35 5 21 10 19 2 1
WFX 08028M12Z2 ● 28 12.5 M12 56 35 5 21 10 19 2 1
WFX 08030M16Z3 ● 30 17.0 M16 63 40 5 23 10 24 3 1
WFX 08032M16Z3 ● 32 17.0 M16 63 40 5 23 10 24 3 1
WFX 08040M16Z3 ● 40 17.0 M16 63 40 5 23 10 24 3 1
本体にインサートは組み込んでありません。
■ インサート 寸法(mm)
材種分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K N
適用
加工 汎用切削 K N
粗切削 K P Fig 1 RE
型 番 コーナー半径RE Fig
SOMT 080304PZER-L ● ● ● ● ● ● ● ● Q Q 0.4 1
8.0 3.175
SOMT 080308PZER-L ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080304PZER-G ● ● ● ● ● ● ● ● Q Q 0.4 1
SOMT 080308PZER-G ● ● ● ● ● ● ● ● Q Q 0.8 1 Fig 2 ワイパーインサート
SOMT 080312PZER-G ● ● ● ● ● ● ● ● Q Q 1.2 1
8.0
SOMT 080308PZER-H ● ● ● ● ● ● ● ● Q Q 0.8 1
SOMT 080312PZER-H ● ● ● ● ● ● ● ● Q Q 1.2 1
SOET 080304PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.4 1
SOET 080308PZER-G ● ● ● ● ● ● ● ● Q Q ● 0.8 1
SOET 080312PZER-G ● ● ● ● ● ● ● ● Q Q ● 1.2 1
R0.8
SOET 080302PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.2 1 3.3 3.175
SOET 080304PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.4 1
SOET 080308PZFR-S Q Q Q Q Q Q Q Q ● ● Q 0.8 1
XOEW 080308PZTR-W ● Q Q Q ● Q Q ● Q 2
P24「ワイパーインサート使用上の注意」参照してください(取付注意)。 アーバ P23
■ 型番の呼び方 ■ 推奨切削条件
WFX 08 020 M10 Z2 切削速度 v(c m/min) 送り量 f(z mm/t) 切込みap インサートISO 被削材 硬度
下限- 推奨 -上限 下限- 推奨 -上限 (mm) 材種
型式記号 インサート 刃径 取付けねじ 刃数
サイズ サイズ 一般鋼 180~280HB 150-200-250 0.08- 0.12 -0.18 <6
ACU2500
■ 部品 P 軟鋼 ≦180HB 180-250-350 0.10- 0.15 -0.20 <6 ACP200ACP300
インサート用皿ねじ レンチ ダイス鋼 200~220HB 100-150-200 0.08- 0.12 -0.18 <4
ACU2500
N m M ステンレス鋼 Q 160-200-250 0.10- 0.15 -0.20 <6 ACM300
ACU2500
BFTX0306IP 2.0 TRDR08IP K 鋳鉄 250HB 100-175-250 0.10- 0.15 -0.20 <6 ACK200ACK300
N m 推奨締付けトルク(N・m) N 非鉄金属 Q 300-500-1,000 0.10- 0.15 -0.20 < H16
焼付防止剤SUMI-Pを付属しています。 DL1000
ご注意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
20
ACU2500
ACP100
ACP200
ACP300
ACK200
ACK300
ACM200
ACM300
H1
DL1000
DC
T4500A
DCON
8.1 8.0