




リーマの常識を覆す
切れ味と刃先強度を兼ね備えたバランス設計で送り量f=1.6mm/revの高能率加工を実現!!
●高精度穴加工
微小チッピングのない優れた刃先品位により、良好な穴面品位を実現
●安定長寿命 リーマ専用コーティング
高品位・高硬度・高強度膜で、優れた耐摩耗性、耐熱性を実現
●用途別クーラント機構
逃げ面側から穴内壁を介して、刃先にクーラントを供給。
切りくずの排出を妨げず、スムーズな切りくず排出を実現
●適用穴形状
貫通穴・止まり穴
このカタログについて
| ドキュメント名 | 超硬ソリッドリーマ SumiReamer SSR型 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 967.3Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 住友電気工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ニュースNo.533
超硬ソリッドリーマ
Global Support, Global Solutions. Carbide Solid Reamer
SumiReamerSSR型
SumiReamer SSR series
リーマの常識を覆す
SSR-H7型 SSR-J型
内部給油式 内部給油式
ø3.0~12.0mm ø2.97~12.0mm
切れ味と刃先強度を兼ね備えたバランス設計で
送り量 f=1.6mm/rev の高能率加工を実現!!
Page2
SumiReamer
SSR型
■特長
優れた刃先品位と弱右ねじれフルートにより高能率、
高精度穴加工を実現
リーマ専用コーティングにより、安定長寿命加工が
可能
●穴径安定
バックテーパ最適化により擦り抵抗を低減、
切削で仕上げるため穴径安定
●スムーズな切りくず排出
弱右ねじれフルートにより、切れ味と刃先強度を SSR型 従来
兼ね備えたバランス設計
SSR型 他社品 ●高精度穴加工
微小チッピングのない優れた刃先品位により、
良好な穴面品位を実現
5mm 5mm
●安定長寿命 リーマ専用コーティング
被削材:S50C切りくず 使用工具:刃径ø8mm 被削材:S50C切りくず 使用工具:刃径ø8mm 高品位・高硬度・高強度膜で、優れた耐摩耗性、
切削条件:vc=120m/min f=1.2mm/rev 切削条件:vc=20m/min f=0.09mm/rev 耐熱性を実現!
●用途別クーラント機構 切りくずの排出を阻害しない独自クーラント供給機構
(貫通穴用)
止まり穴用(センタークーラント) 貫通穴用 クーラント穴
クーラント穴 センタ穴
逃げ面側から穴内壁を介して、刃先にクーラントを供給
切りくずの排出を妨げず、スムーズな切りくず排出を実現
2
Page3
SumiReamer
SSR型
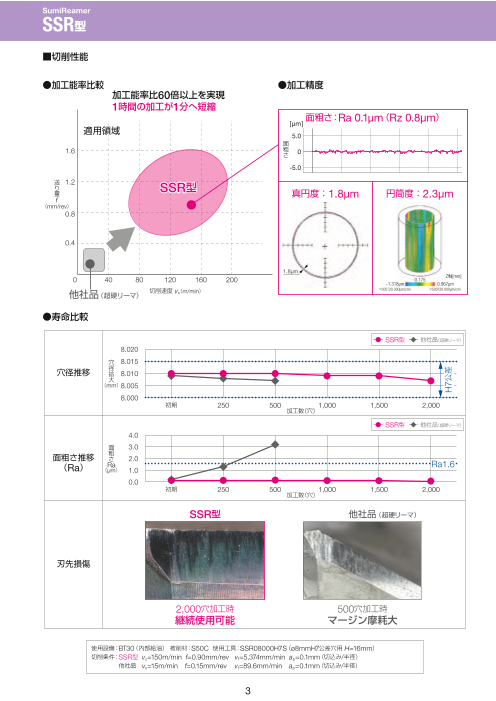
■切削性能
●加工能率比較 ●加工精度
加工能率比60倍以上を実現
1時間の加工が1分へ短縮
面粗さ:Ra 0.1μm(Rz 0.8μm)
[μm]
適用領域
5.0
面
1.6 粗
さ 0
-5.0
送 1.2
り
量 SSR型 真円度:1.8μm 円筒度:2.3μm
f
(mm/rev)
0.8
0.4
1.8μm
Z軸[mm]
0 40 80 120 160 200 -0.175
-1.318μm 0.967μm
他社品 切削速度 v(
×500(20.000μm/cm) ×500(20.000μm/cm)
c m/min)(超硬リーマ)
●寿命比較
‐●‐ SSR型‐‐◆ 他社品(超硬リーマ)
8.020
穴 8.015
穴径推移 径拡 8.010
大
(mm)8.005
8.000
初期 250 500 1,000 1,500 2,000
加工数(穴)
‐●‐ SSR型‐‐◆ 他社品(超硬リーマ)
4.0
面 3.0
面粗さ推移 粗さ 2.0
(Ra) Ra Ra1.6(μm) 1.0
0.0
初期 250 500 1,000 1,500 2,000
加工数(穴)
SSR型 他社品(超硬リーマ)
刃先損傷
2,000穴加工時 500穴加工時
継続使用可能 マージン摩耗大
使用設備:BT30(内部給油) 被削材:S50C 使用工具:SSR08000H7S(ø8mmH7公差穴用 H=16mm)
切削条件:SSR型 vc=150m/min f=0.90mm/rev vf=5,374mm/min ap=0.1mm(切込み/半径)
他社品 vc=15m/min f=0.15mm/rev vf=89.6mm/min ap=0.1mm(切込み/半径)
3
H7公差
Page4
SumiReamer
SSR 炭素・合金鋼 炭素・合金鋼 調質 高硬度鋼型 H7公差穴用(貫通穴用) ~0.28% 0.29%~ 鋼 ~45 鋳鉄 ダクタイル HRC 鋳鉄
Fig 1 Fig 2
L PL
PL LH
LH LPR
LPR OAL
OAL
■本体 刃径 ø3.0~ 12.0mm
刃径 刃径 在 寸法(mm)
DC 公差 型番 全長 シャンク径 首下長 刃長 食付長 先端
刃
Fig
(mm)(mm) 庫 OAL DCON LPR LH PL L 数
3.0 +0.008 +0.004 D SSR 03000H7T 68 4 40 12 0.5 0.7 4 1
3.5 D SSR 03500H7T 68 4 40 12 0.5 0.9 4 1
4.0 D SSR 04000H7T 76 5 40 12 0.5 1.0 4 1
4.5 +0.010 D SSR 04500H7T 76 5 40 12 0.5 1.2 4 1
5.0 +0.005 D SSR 05000H7T 76 6 40 12 0.5 1.3 4 1
5.5 D SSR 05500H7T 76 6 40 12 0.5 1.5 4 1
6.0 D SSR 06000H7T 76 7 40 16 1.0 Q 4 2
6.5 D SSR 06500H7T 76 7 40 16 1.0 Q 4 2
7.0 D SSR 07000H7T 101 8 65 16 1.0 Q 6 2
7.5 D SSR 07500H7T 101 8 65 16 1.0 Q 6 2
8.0 +0.012 D SSR 08000H7T 101 9 65 19 1.0 Q 6 2
8.5 +0.006 D SSR 08500H7T 101 9 65 19 1.0 Q 6 2
9.0 D SSR 09000H7T 101 10 65 19 1.0 Q 6 2
9.5 D SSR 09500H7T 101 10 65 19 1.0 Q 6 2
10.0 D SSR 10000H7T 130 11 85 22 1.0 Q 6 2
10.5 D SSR 10500H7T 130 11 85 22 1.0 Q 6 2
11.0 +0.015 D SSR 11000H7T 130 12 85 22 1.0 Q 6 2
11.5 +0.008 D SSR 11500H7T 130 12 85 22 1.0 Q 6 2
12.0 D SSR 12000H7T 130 13 85 22 1.0 Q 6 2
材種 ACR40
推奨切削条件 P8
■型番の呼び方
SSR 03500 H7T
型式記号 刃径 加工穴公差 貫通穴用
D印:標準在庫品
4
DC H7
30゚
DCON h6
DC H7
30゚
DCON h6
Page5
SumiReamer
SSR 公差穴用(止まり穴用) 炭素・合金鋼 炭素・合金鋼 調質 高硬度鋼 鋳鉄 ダクタイル型 H7 ~0.28% 0.29%~ 鋼 ~45 鋳鉄 HRC
Fig 1
PL
LH
LPR
OAL
■本体 刃径 ø3.0~ 12.0mm
刃径 刃径 在 寸法(mm)
DC 公差 庫 型番 全長 シャンク径
刃
首下長 刃長 食付長 Fig
(mm)(mm) OAL DCON LPR LH PL 数
3.0 +0.008 +0.004 D SSR 03000H7S 68 4 40 12 0.5 4 1
3.5 D SSR 03500H7S 68 4 40 12 0.5 4 1
4.0 D SSR 04000H7S 76 5 40 12 0.5 4 1
4.5 +0.010 D SSR 04500H7S 76 5 40 12 0.5 4 1
5.0 +0.005 D SSR 05000H7S 76 6 40 12 0.5 4 1
5.5 D SSR 05500H7S 76 6 40 12 0.5 4 1
6.0 D SSR 06000H7S 76 7 40 16 1.0 4 1
6.5 D SSR 06500H7S 76 7 40 16 1.0 4 1
7.0 D SSR 07000H7S 101 8 65 16 1.0 6 1
7.5 D SSR 07500H7S 101 8 65 16 1.0 6 1
8.0 +0.012 D SSR 08000H7S 101 9 65 19 1.0 6 1
8.5 +0.006 D SSR 08500H7S 101 9 65 19 1.0 6 1
9.0 D SSR 09000H7S 101 10 65 19 1.0 6 1
9.5 D SSR 09500H7S 101 10 65 19 1.0 6 1
10.0 D SSR 10000H7S 130 11 85 22 1.0 6 1
10.5 D SSR 10500H7S 130 11 85 22 1.0 6 1
11.0 +0.015 D SSR 11000H7S 130 12 85 22 1.0 6 1
11.5 +0.008 D SSR 11500H7S 130 12 85 22 1.0 6 1
12.0 D SSR 12000H7S 130 13 85 22 1.0 6 1
材種 ACR40
推奨切削条件 P8
■型番の呼び方
SSR 03500 H7S
型式記号 刃径 加工穴公差 止まり穴用
D印:標準在庫品
5
DC H7
30゚
DCON h6
Page6
SumiReamer
SSR 高硬度鋼(貫通穴用) 炭素・合金鋼 炭素・合金鋼 調質 鋳鉄 ダクタイル型 ~0.28% 0.29%~ 鋼 ~45HRC 鋳鉄
Fig 1 Fig 2
L PL
PL LH
LH LPR
LPR OAL
OAL
■本体 刃径 ø2.97~ 8.99mm ■本体 刃径 ø9.00~ 12.00mm
刃径 刃径 在 寸法(mm) 刃 刃径 刃径 在 寸法(mm) 刃
DC 公差 型番 全長 シャンク径 首下長 刃長 食付長 先端 Fig DC 公差 型番 全長 シャンク径 首下長 刃長 食付長 先端 Fig
(mm)(mm) 庫 OAL DCON LPR LH PL L 数 (mm)(mm) 庫 OAL DCON LPR LH PL L 数
2.97 D SSR 02970JT 68 4 40 12 0.5 0.7 4 1 9.00 D SSR 09000JT 101 10 65 19 1.0 Q 6 2
2.98 +0.005 D0 SSR 02980JT 68 4 40 12 0.5 0.7 4 1 9.01 D SSR 09010JT 101 10 65 19 1.0 Q 6 2
2.99 D SSR 02990JT 68 4 40 12 0.5 0.7 4 1 9.02 D SSR 09020JT 101 10 65 19 1.0 Q 6 2
3.00 D SSR 03000JT 68 4 40 12 0.5 0.7 4 1 9.03 +0.005 D0 SSR 09030JT 101 10 65 19 1.0 Q 6 2
3.01 D SSR 03010JT 68 4 40 12 0.5 0.8 4 1 9.97 D SSR 09970JT 130 11 85 22 1.0 Q 6 2
3.02 D SSR 03020JT 68 4 40 12 0.5 0.8 4 1 9.98 D SSR 09980JT 130 11 85 22 1.0 Q 6 2
3.03 +0.005 D0 SSR 03030JT 68 4 40 12 0.5 0.8 4 1 9.99
D SSR 09990JT 130 11 85 22 1.0 Q 6 2
3.97 D SSR 03970JT 76 5 40 12 0.5 1.0 4 1 10.00 D SSR 10000JT 130 11 85 22 1.0 Q 6 2
3.98 D SSR 03980JT 76 5 40 12 0.5 1.0 4 1 10.01 D SSR 10010JT 130 11 85 22 1.0 Q 6 2
3.99 D SSR 03990JT 76 5 40 12 0.5 1.0 4 1 10.02 D SSR 10020JT 130 11 85 22 1.0 Q 6 2
4.00 D SSR 04000JT 76 5 40 12 0.5 1.0 4 1 10.03 +0.005 D0 SSR 10030JT 130 11 85 22 1.0 Q 6 2
4.01 D SSR 04010JT 76 5 40 12 0.5 1.0 4 1 10.97 D SSR 10970JT 130 12 85 22 1.0 Q 6 2
4.02 D SSR 04020JT 76 5 40 12 0.5 1.0 4 1 10.98 D SSR 10980JT 130 12 85 22 1.0 Q 6 2
4.03 +0.005 D0 SSR 04030JT 76 5 40 12 0.5 1.0 4 1 10.99
D SSR 10990JT 130 12 85 22 1.0 Q 6 2
4.97 D SSR 04970JT 76 6 40 12 0.5 1.3 4 1 11.00 D SSR 11000JT 130 12 85 22 1.0 Q 6 2
4.98 D SSR 04980JT 76 6 40 12 0.5 1.3 4 1 11.01 D SSR 11010JT 130 12 85 22 1.0 Q 6 2
4.99 D SSR 04990JT 76 6 40 12 0.5 1.3 4 1 11.02 D SSR 11020JT 130 12 85 22 1.0 Q 6 2
5.00 D SSR 05000JT 76 6 40 12 0.5 1.3 4 1 11.03 +0.005 D SSR 11030JT 130 12 85 22 1.0 Q 6 2
5.01 D SSR 05010JT 76 6 40 12 0.5 1.3 4 1 11.97 0 D SSR 11970JT 130 13 85 22 1.0 Q 6 2
5.02 D SSR 05020JT 76 6 40 12 0.5 1.3 4 1 11.98 D SSR 11980JT 130 13 85 22 1.0 Q 6 2
5.03 +0.005 D0 SSR 05030JT 76 6 40 12 0.5 1.3 4 1 11.99 D SSR 11990JT 130 13 85 22 1.0 Q 6 2
5.97 D SSR 05970JT 76 7 40 16 1.0 Q 4 2 12.00 D SSR 12000JT 130 13 85 22 1.0 Q 6 2
5.98 D SSR 05980JT 76 7 40 16 1.0 Q 4 2 材種 ACR40
5.99 D SSR 05990JT 76 7 40 16 1.0 Q 4 2 推奨切削条件 P8
6.00 D SSR 06000JT 76 7 40 16 1.0 Q 4 2
6.01 D SSR 06010JT 76 7 40 16 1.0 Q 4 2
6.02 D SSR 06020JT 76 7 40 16 1.0 Q 4 2 ■型番の呼び方
6.03 +0.005 D0 SSR 06030JT 76 7 40 16 1.0 Q 4 2
6.97 D SSR 06970JT 101 8 65 16 1.0 Q 6 2 SSR 03030 JT
6.98 D SSR 06980JT 101 8 65 16 1.0 Q 6 2 型式記号 刃径 貫通穴用
6.99 D SSR 06990JT 101 8 65 16 1.0 Q 6 2
7.00 D SSR 07000JT 101 8 65 16 1.0 Q 6 2
7.01 D SSR 07010JT 101 8 65 16 1.0 Q 6 2
7.02 D SSR 07020JT 101 8 65 16 1.0 Q 6 2
7.03 +0.005 D0 SSR 07030JT 101 8 65 16 1.0 Q 6 2
7.97 D SSR 07970JT 101 9 65 19 1.0 Q 6 2
7.98 D SSR 07980JT 101 9 65 19 1.0 Q 6 2
7.99 D SSR 07990JT 101 9 65 19 1.0 Q 6 2
8.00 D SSR 08000JT 101 9 65 19 1.0 Q 6 2
8.01 D SSR 08010JT 101 9 65 19 1.0 Q 6 2
8.02 D SSR 08020JT 101 9 65 19 1.0 Q 6 2
8.03 +0.005 D0 SSR 08030JT 101 9 65 19 1.0 Q 6 2
8.97 D SSR 08970JT 101 10 65 19 1.0 Q 6 2
8.98 D SSR 08980JT 101 10 65 19 1.0 Q 6 2
8.99 D SSR 08990JT 101 10 65 19 1.0 Q 6 2
材種 ACR40
D印:標準在庫品
6
DC
30゚
DCON h6
DC
30゚
DCON h6
Page7
SumiReamer
SSR 高硬度鋼(止まり穴用) 炭素・合金鋼 炭素・合金鋼 調質 鋳鉄 ダクタイル型 ~0.28% 0.29%~ 鋼 ~45 HRC 鋳鉄
Fig 1
PL
LH
LPR
OAL
■本体 刃径 ø2.97~ 8.99mm ■本体 刃径 ø9.00~ 12.00mm
刃径 刃径 在 寸法(mm) 刃 刃径 刃径 寸法(mm)型番 全長 シャンク径 首下長 刃長 食付長 在 型番 全長 シャンク径 首下長 刃長 食付長 刃DC 公差 庫 Fig DC 公差 Fig(mm)(mm) OAL DCON LPR LH PL 数 (mm)(mm) 庫 OAL DCON LPR LH PL 数
2.97 D SSR 02970JS 68 4 40 12 0.5 4 1 9.00 D SSR 09000JS 101 10 65 19 1.0 6 1
2.98 +0.005 D0 SSR 02980JS 68 4 40 12 0.5 4 1 9.01 D SSR 09010JS 101 10 65 19 1.0 6 1
2.99 D SSR 02990JS 68 4 40 12 0.5 4 1 9.02 D SSR 09020JS 101 10 65 19 1.0 6 1
3.00 D SSR 03000JS 68 4 40 12 0.5 4 1 9.03 +0.005 D0 SSR 09030JS 101 10 65 19 1.0 6 1
3.01 D SSR 03010JS 68 4 40 12 0.5 4 1 9.97 D SSR 09970JS 130 11 85 22 1.0 6 1
3.02 D SSR 03020JS 68 4 40 12 0.5 4 1 9.98 D SSR 09980JS 130 11 85 22 1.0 6 1
3.03 +0.005 D SSR 03030JS 68 4 40 12 0.5 4 1 9.99 D0 SSR 09990JS 130 11 85 22 1.0 6 1
3.97 D SSR 03970JS 76 5 40 12 0.5 4 1 10.00 D SSR 10000JS 130 11 85 22 1.0 6 1
3.98 D SSR 03980JS 76 5 40 12 0.5 4 1 10.01 D SSR 10010JS 130 11 85 22 1.0 6 1
3.99 D SSR 03990JS 76 5 40 12 0.5 4 1 10.02 D SSR 10020JS 130 11 85 22 1.0 6 1
4.00 D SSR 04000JS 76 5 40 12 0.5 4 1 10.03 +0.005 D0 SSR 10030JS 130 11 85 22 1.0 6 1
4.01 D SSR 04010JS 76 5 40 12 0.5 4 1 10.97 D SSR 10970JS 130 12 85 22 1.0 6 1
4.02 D SSR 04020JS 76 5 40 12 0.5 4 1 10.98 D SSR 10980JS 130 12 85 22 1.0 6 1
4.03 +0.005 D0 SSR 04030JS 76 5 40 12 0.5 4 1 10.99
D SSR 10990JS 130 12 85 22 1.0 6 1
4.97 D SSR 04970JS 76 6 40 12 0.5 4 1 11.00 D SSR 11000JS 130 12 85 22 1.0 6 1
4.98 D SSR 04980JS 76 6 40 12 0.5 4 1 11.01 D SSR 11010JS 130 12 85 22 1.0 6 1
4.99 D SSR 04990JS 76 6 40 12 0.5 4 1 11.02 D SSR 11020JS 130 12 85 22 1.0 6 1
5.00 D SSR 05000JS 76 6 40 12 0.5 4 1 11.03 +0.005 D SSR 11030JS 130 12 85 22 1.0 6 1
5.01 D SSR 05010JS 76 6 40 12 0.5 4 1 11.97 0 D SSR 11970JS 130 13 85 22 1.0 6 1
5.02 D SSR 05020JS 76 6 40 12 0.5 4 1 11.98 D SSR 11980JS 130 13 85 22 1.0 6 1
5.03 +0.005 D0 SSR 05030JS 76 6 40 12 0.5 4 1 11.99 D SSR 11990JS 130 13 85 22 1.0 6 1
5.97 D SSR 05970JS 76 7 40 16 1.0 4 1 12.00 D SSR 12000JS 130 13 85 22 1.0 6 1
5.98 D SSR 05980JS 76 7 40 16 1.0 4 1 材種 ACR40
5.99 D SSR 05990JS 76 7 40 16 1.0 4 1 推奨切削条件 P8
6.00 D SSR 06000JS 76 7 40 16 1.0 4 1
6.01 D SSR 06010JS 76 7 40 16 1.0 4 1
6.02 D SSR 06020JS 76 7 40 16 1.0 4 1 ■型番の呼び方
6.03 +0.005 D0 SSR 06030JS 76 7 40 16 1.0 4 1
6.97 D SSR 06970JS 101 8 65 16 1.0 6 1 SSR 03030 JS
6.98 D SSR 06980JS 101 8 65 16 1.0 6 1 型式記号 刃径 止まり穴用
6.99 D SSR 06990JS 101 8 65 16 1.0 6 1
7.00 D SSR 07000JS 101 8 65 16 1.0 6 1
7.01 D SSR 07010JS 101 8 65 16 1.0 6 1
7.02 D SSR 07020JS 101 8 65 16 1.0 6 1
7.03 +0.005 D0 SSR 07030JS 101 8 65 16 1.0 6 1
7.97 D SSR 07970JS 101 9 65 19 1.0 6 1
7.98 D SSR 07980JS 101 9 65 19 1.0 6 1
7.99 D SSR 07990JS 101 9 65 19 1.0 6 1
8.00 D SSR 08000JS 101 9 65 19 1.0 6 1
8.01 D SSR 08010JS 101 9 65 19 1.0 6 1
8.02 D SSR 08020JS 101 9 65 19 1.0 6 1
8.03 +0.005 D0 SSR 08030JS 101 9 65 19 1.0 6 1
8.97 D SSR 08970JS 101 10 65 19 1.0 6 1
8.98 D SSR 08980JS 101 10 65 19 1.0 6 1
8.99 D SSR 08990JS 101 10 65 19 1.0 6 1
材種 ACR40
D印:標準在庫品
7
DC
30゚
DCON h6
Page8
SumiReamer
SSR型
■推奨切削条件
機械構造用炭素鋼
被削材 機械構造用合金鋼 鋳鉄 ダクタイル鋳鉄 高硬度鋼
一般構造用鋼 ~45HRC 切込み
ap
(mm/半径)
切削速度 80~180m/min 60~140m/min 60~180m/min 20~60m/min
刃径 回転速度 送り量 回転速度 送り量 回転速度 送り量 回転速度 送り量
DC 刃数
(mm) (min-1) (mm/rev) (min-1) (mm/rev) (min-1) (mm/rev) (min-1) (mm/rev)
ø3 4 8,400-19,100 0.5-0.8 6,300-14,800 0.5-0.8 6,300-19,100 0.5-0.8 2,100-6,300 0.12-0.3
ø4 4 6,300-14,300 0.5-1.0 4,700-11,100 0.5-1.0 4,700-14,300 0.5-1.0 1,500-4,700 0.16-0.3
0.05-0.075
ø5 4 5,000-11,400 0.6-1.0 3,800-8,900 0.6-1.0 3,800-11,400 0.6-1.0 1,200-3,800 0.16-0.4
ø6 4 4,200-9,500 0.6-1.0 3,100-7,400 0.6-1.0 3,100-9,500 0.6-1.0 1,000-3,100 0.2-0.4
ø7 6 3,600-8,100 0.6-1.8 2,700-6,300 0.6-1.8 2,700-8,100 0.6-1.8 900-2,700 0.25-0.6
ø8 6 3,100-7,100 0.6-1.8 2,300-5,500 0.6-1.8 2,300-7,100 0.6-1.8 800-2,300 0.25-0.6
0.05-0.10
ø9 6 2,800-6,300 0.6-1.8 2,100-4,900 0.6-1.8 2,100-6,300 0.6-1.8 700-2,100 0.3-0.6
ø10 6 2,500-5,700 0.6-1.8 1,900-4,400 0.6-1.8 1,900-5,700 0.6-1.8 630-1,900 0.3-0.6
ø11 6 2,300-5,200 0.6-2.0 1,700-4,000 0.6-2.0 1,700-5,200 0.6-2.0 570-1,700 0.3-0.8
0.10-0.15
ø12 6 2,100-4,700 0.6-2.0 1,500-3,700 0.6-2.0 1,500-4.700 0.6-2.0 530-1,500 0.3-0.8
1.上記推奨条件表は、水溶性切削油剤使用時を示すものです。 3.断続加工がある場合、断続部の送り量を30%程度下げてください。
2.水溶性切削油は切刃に十分に供給してください。 4.外部給油で使用することもできますが、切りくず処理性が低下する可能性が
あります。
■使用上の注意
●刃振れ 刃振れが悪い状態で加工した場合、穴精度、工具寿命に悪影響を与えます。
精度の良いツールホルダ及びコレット等で保持し、刃先の振れを極力ゼロに近づける様に
してください。(少なくとも10μm以下が必要です。)
ツールホルダはハイドロチャック、シュリンクフィット、刃振れ調整機構付ホルダを推奨します。
●適用穴形状
貫通穴 止まり穴
※底刃はついておりませんので底面の仕上げ加工はできません。
●クーラント 内部給油を推奨します。
クーラント圧力は切りくずの排出性も考慮し、1.5MPa以上を推奨します。
外部給油で使用する場合、切りくずの排出性能が低下して加工面品位が悪化する可能性が
あります。
●抜け穴 貫通穴に通じる止まり穴を加工する際は、貫通穴用を
ご使用ください。(止まり穴用使用不可)
また、その際は切りくずの排出性能に問題がないことを
確認してください。
止まり穴用使用不可
8
Page9
SumiReamer
SSR型
■加工のトラブルと対策
トラブル 対策
・刃振れを極力小さくする。
( ハイドロチャック、シュリンクフィット、刃振れ調整機構付ホルダを使用する)
・切削速度を下げる。
・送り量を上げる。
加工穴径拡大
・取り代を減らす。
・刃先損傷を確認する。
・刃径を変更する。
・切削油濃度を上げる。
・刃振れを極力小さくする。
( ハイドロチャック、シュリンクフィット、刃振れ調整機構付ホルダを使用する)
・切削速度を下げる。
・送り量を下げる。
穴がテーパ形状になる ・前加工を改善する。(下穴との芯ずれ)
・ワーククランプを改善する。
・ワーククランプ時とアンクランプ時の穴径を比較する。
・切りくずの排出を改善する。(クーラント吐出圧を上げる)
・切削油濃度を調整する。
・刃振れを極力小さくする。
( ハイドロチャック、シュリンクフィット、刃振れ調整機構付ホルダを使用する)
・切削速度を下げる。
加工面にびびりマークが出る
・送り量を上げる。
・ワークのクランプを改善する。
・刃先の食いつき角度を特型設計し変更する。
・刃振れを極力小さくする。
( ハイドロチャック、シュリンクフィット、刃振れ調整機構付ホルダを使用する)
・切削速度を上げる。
仕上げ面粗さが悪い
・刃先損傷を確認する。
・切削条件が推奨範囲内か確認する。
・切削油濃度を上げる。
・刃振れを極力小さくする。
( ハイドロチャック、シュリンクフィット、刃振れ調整機構付ホルダを使用する)
リターンマークが付く ・刃先損傷を確認する。
・取り代を減らす。
・加工後の戻り速度を下げる。
・刃先損傷を確認する。
・取り代を増やす。
切削異常音がする
・切削油濃度を下げる。
・刃先の食いつき角度を特型設計し変更する。
・切削速度を上げる。
・送り量を下げる。
加工径が小さくなる。 ・刃先損傷を確認する。
・取り代を増やす。
・切削油濃度を下げる。
9
Page10
SumiReamer
SSR型
SumiReamer SSR型 特型設計問い合わせシート
L mm
LPR mm
OAL mm
■設備情報 ■ワーク形状
メーカー :
タイプ : □✓MC □✓NC旋盤 □✓複合加工機
ツールフォルダ : □✓BT □✓HSK □✓その他
クーラント : □✓水溶性 □✓油性 □✓MQL
給油方法 : □✓内部給油 □✓外部給油
■ワーク情報
部品名 :
被削材 :
被削材硬度 :
穴種類 : □✓貫通穴 □✓止まり穴
断続 : □✓あり □✓なし
穴深さ :
■要求精度
穴径公差 :
面粗さ :
真円度 : ご希望の寸法など情報をご記入の上
円筒度 : 最寄りの当社営業所または取り扱い
販売店までご連絡ください。
その他 : その他ご要望がおありでしたら、お気軽にお問い
合わせください。
■現行工具 貴社名 / ご連絡先
刃数 :
切削条件 :vc= m/min f= mm/rev ap= mm
工具寿命 :
寿命判断基準 :
■備考
10
H7□✓
DC ø J□✓
30゚
DCON ø h6
Page11
M E M O
11
Page12
■使用実例
鋼 S45C 自動車部品 当社品 他社品 鋳鉄 FCV420 油圧部品 当社品 他社品
横形M/C 刃径 (mm) 7 7 立形M/C 刃径 (mm) 11 11
刃数 6 3 刃数 6 6
vc (m/min) 110 50 vc (m/min) 110 15
f (mm/rev) 0.55 0.36 f (mm/rev) 0.66 0.12
vf (mm/min) 2,752 819 vf (mm/min) 2,101 52
ap(mm) 0.05 0.15 ap(mm) 0.1 0.1
クーラント Wet Wet クーラント Wet Wet
加工能率40倍以上、寿命2.3倍
要求精度 結果 加工能率3倍以上、寿命4倍 要求精度 結果 達成
穴径: +0.020 達成 穴径: +0.018 加工サイクルタイムを17.3秒ø7 0 ø11 0
(加工穴深さ:23mm) (加工穴深さ:
から 秒に削減
15mm) 0.4
面粗さ:Ra1.0μm 面粗さ:Ra1.6μm
鋼 S45C 自動車部品 当社品 他社品 鋼 SCM440(45HRC) 自動車部品 当社品 他社品
NC旋盤 刃径 (mm) 5.5 5.5 NC旋盤 刃径 (mm) 8 8
刃数 4 4 刃数 6 6
vc (m/min) 90 90 vc (m/min) 40 20
f (mm/rev) 1.0 1.0 f (mm/rev) 0.14 0.09
vf (mm/min) 5,211 5,211 vf (mm/min) 223 72
ap(mm) 0.1 0.1 ap(mm) 0.15 0.15
クーラント Wet Wet クーラント Wet Wet
要求精度 結果 寿命2倍達成 要求精度 結果 加工能率3倍以上、寿命2.9倍
穴径:ø5.5+0.030 穴径:ø8 +0.030
達成
0 0
(加工穴深さ:35mm) (加工穴深さ:33mm)
面粗さ:Rz6.3μm 面粗さ:Ra1.6μm
*刃径ø12mm以上のサイズは、SumiReamer SR型をご使用ください。( 詳しくはイゲタロイニュースNo.488をご覧ください。)
FSC アタリ
◆安全にお使いいただくために◆
高温の切りくずが飛散したり長く伸びた切りくずが排出 鋭い切れ刃を持っているため取扱いにご注意ください。 不水溶性の切削液をご使用になる場合は、
されることがありますので、安全カバーや保護メガネ等 使用方法を誤ったり、使用条件が不適切な場合、工具破損、 自動消火装置を設置するなどの対策を講じて頂き、
の保護具を使用し、防災・防火に十分ご配慮ください。 飛散を招きますので推奨条件の範囲内でご使用ください。 火災にくれぐれもご注意ください。
Very hot or lengthy chips may be discharged while the Please handle with care as this product has sharp edges. When using non-water soluble cutting oil, precautions
machine is in operation. Therefore, machine guards, safety Improper cutting conditions or mis-handling of the tool may result against fire must be taken and please ensure that a fire
goggles or other protective covers must be used. Fire safety in breakages or projectiles. Therefore, please use the tool within its extinguisher is placed near the machine.
precautions must also be considered. recommended conditions.
ハードメタル事業部 〒664-0016 兵 庫 県 伊 丹 市 昆 陽 北 1 - 1 - 1 TEL (072)772-4531 FAX(072)772-4595
Global Marketing Department 1-1-1, Koyakita, Itami, Hyogo 664-0016, Japan TEL +81-(72)-772-4535 FAX +81-(72)-771-0088
東京営業グループ 〒107-8468 東 京 都 港 区 元 赤 坂 1 - 3 - 1 3 TEL (03)6406-2635 FAX (03)6406-4006
名古屋営業グループ 〒451-6036 名 古 屋 市 西 区 牛 島 町 6 - 1 TEL (052)589-3873 FAX (052)589-3874
〒471-0835 愛 知 県 豊 田 市 曙 町 2 - 8 0 TEL (0565)26-4370 FAX (0565)26-4366
大阪営業グループ 〒541-0041 大 阪 市 中 央 区 北 浜 4 - 7 - 2 8 TEL (06)6221-3600 FAX (06)6221-3015
東京市販グループ TEL (03)6406-2636 苫小牧 ☎(0144)35-3322 北関東 ☎(0285)24-3627 富 士 ☎(0545)53-1152 岡 山 ☎(086)221-3052
名古屋市販グループ TEL (052)589-3873 仙 台 ☎(022)292-0128 熊 谷 ☎(048)525-8213 浜 松 ☎(053)451-4395 広 島 ☎(082)250-1022
大阪市販グループ TEL (06)6221-3700 福 島 ☎(0247)61-6337 横 浜 ☎(045)680-1780 北 陸 ☎(076)264-3822 九 州 ☎(092)481-8131
東京営業部 TEL(03)6406-2814 FAX(03)6406-4037
中部営業部 TEL(052)589-3840 FAX(052)589-3841
大阪営業部 TEL(06)6221-3900 FAX(06)6221-3015
>> 切削工具の最新情報を発信中 << フリーダイヤル いい工具 110番
0120-159110
技術相談サービス 9:00~12:00、13:00~17:00 (土・ 日・ 祝日を除く)
(2020.5)Ⅰ GR