


NASAのスペースシャトルプロジェクトでも採用。リアルタイム洗浄度検査装置の決定版!
金属表面の洗浄度を一瞬にして検査可能な深紫外線励起光電子により、取り残した油分、有機物質、無機物質、その他の汚れを数値化。
【使用用途】
電気自動車部品の溶接前検査
飛行機部品の検査
ハードディスクに塗布する潤滑油有無の検査
メッキ前工程
金属とラバーの接着面検査
プリンターの部品検査
洗浄機の選定基準管理
コーティング面の前処理工程
化粧品や医薬品などの攪拌ボトルの検査
【特徴】
タッチパネルで直感的に操作でき、SDカードを介してデータをコンピュータにダウンロードできます。
OSを使用していないため、瞬時に起動・終了が可能です。
関連メディア
このカタログについて
| ドキュメント名 | 洗浄度検査装置 サーフェースクオリティモニタ SQMX |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 715.1Kb |
| 登録カテゴリ | |
| 取り扱い企業 | ホロニクス・インターナショナル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page3
変わる「洗浄」の常識、
汚れを可視化しデータ管理
⾒えない汚れでトラブル増加
⾼まる洗浄度検査の重要性
加⼯後のワーク表⾯に付着した⼩さな切粉などの異物が、組み⽴てや塗装への悪影響、
摩耗、動作不良や導通不良の原因になるのはよくあること。それを取り除くために⾏う
のが、いわゆる「洗浄」だが、実はそこにも落とし⽳がある。洗浄後の洗浄剤や油、微
⼩な異物の残留だ。
表⾯に何もないように⾒えても、実はごくわずかな成分が除去されずに残り、それが異
物となってトラブルを引き起こすケースが多発していることが最近分かってきた。そう
した事態を防ぐため、洗浄後のワーク表⾯の残留異物を計測する、洗浄度を測る重要
性が⾼まっている。
これまでの洗浄の常識と新たなトラブル
これまでの洗浄⼯程では、パワフルな洗浄機や、環境に優しく洗浄⼒が強い洗浄剤を
使うことが良しとされ、「何を使って洗ったか」が洗浄の良しあしをはかる基準となって
きた。しかし近年、洗浄後に表⾯に残った成分が原因となるトラブルが相次ぎ、洗浄に
対する⾒⽅が変化してきている。
例えばある⾃動⾞部品で、想定寿命よりもはるか前に故障が相次ぎ、原因不明の経
年劣化が問題視された事件があった。
出荷時点では品質検査をクリアし、外観上は何も問題なかったが、数年後に回収し
た時には、⼀部の接着部分が著しく劣化。詳しく調べると、劣化が特に進んでいた
部分から接着剤とは別の成分が検出され、実はそれが洗浄剤であることが分かっ
た。洗浄後のすすぎが不⼗分で、成分が残ったまま接着剤を塗布して貼り付けたた
め、その部分の劣化が早まって強度を下げ、結果として故障が相次いだというトラ
ブルだった。
Page4
⼤⼿メーカーを中⼼に⾒直しが始まる洗浄⼯程
これはあくまで氷⼭の⼀⾓。トラブルにこそなっていないが予備軍は数多く存在する。
ワークへの付着物を除去することばかりに⽬が向き、「加⼯前と同じ状態まで戻して次
の⼯程に渡す」という基本が押さえられていないことが多く、それが微⼩な異物や成分
の残留が起きてしまう最⼤の原因となり、⼤⼿企業を中⼼に洗浄⼯程の⾒直しが始まっ
ている。
ワーク表⾯の洗浄度を測定する洗浄度検査装置「 」を展開するホロニクス·インタ
ーナショナル(横浜市中区)によると、近年の⽇本メーカーの品質問題の発⽣以降、製
造業全般で品質管理の厳格化が強まっており、特に⾃動⾞や電⼦機器メーカー等では洗
浄⼯程へのチェックが厳しくなったという。
⾼橋邦明社⾧は「⼤⼿メーカーを中⼼に、この洗浄⽅法だから⼤丈夫とか、キレイに
洗っているとか、感覚的なものでは本当の品質管理にはならないことに気づき始め
た。汚れを可視化しデータ化して管理する重要性を感じ、対策が始まっている」とい
う。
洗浄度検査機への問い合わせ増加中
実際に同社の に対する引き合いも増加傾向。 は、洗浄後の表⾯に残った
異物はもちろん、洗浄剤や油分等の⽬に⾒えない汚れも数値化し、リアルタイムで汚れ
を判断できる測定装置。洗浄度の検査⽅法には、洗浄後の洗浄液から異物を抽出して
顕微鏡で観察するやり⽅もあるが、それだと時間も⼿間もかかることもあり、即時測定
ができる の評価は⾼い。
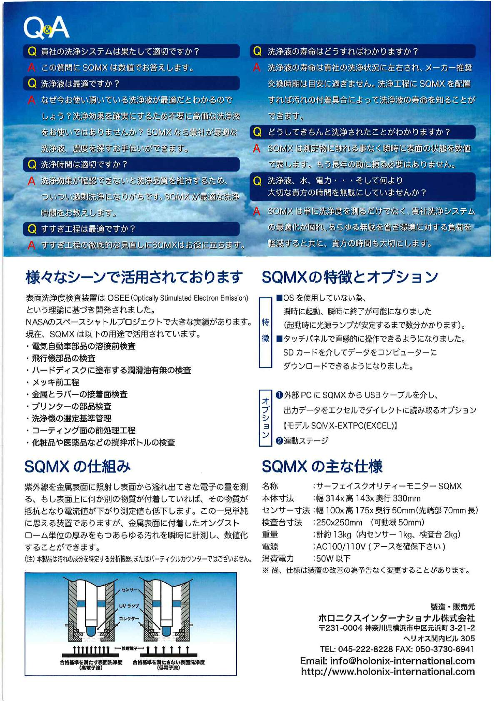
ワークに紫外線を照射し、光励起現象によって放出された電⼦の量を相対的に計測する
ことで表⾯の清浄度を計測。汚れていれば放出される電⼦量は少なく、測定値は低くな
り、これによって汚れの度合いを数値化し、結果をモニタリングできる。
インラインで⽣産ラインに組み込んで使え、価格は 万円から 万円程度。測
定は簡単で専⾨家のようなスキルがいらず、⼤⼿⾃動⾞メーカーなどがこっそりと
導⼊する例が増えているそうだ。
Page5
洗浄品質データの有無がビジネスを左右する
また、近年の 需要やデータ活⽤への関⼼度の⾼まりとともに、発注元企業が製造プロ
セスのデータを証拠(エビデンス)として求めるケースが出てきている。これまでは出荷
前の品質検査だけで良かったが、最近はプロセスの品質管理を重要視する⾵潮が強まり、
そのデータを添えることを義務付ける企業も出てきた。
洗浄⼯程では洗浄度測定がそれに当たり、「測定装置を所有し、検査を実施し、数値デー
タを提出して品質を証明できることで受注が有利に働く例も増えてきている」(⾼橋社⾧)
という。
さらに、欧⽶など海外企業に製品を売り込む場合、こうしたデータ提出は彼らのビジ
ネスの⼟俵に上がるための最低ライン。出荷前の品質検査と、製造プロセスでのデータ
が合わさって、そこではじめて⾼品質と認められる。数値管理はグローバルの常識であ
り、海外企業との取引を想定する場合、製造プロセス内における品質管理体制とデータ
によるエビデンスが重要になる。
変わる洗浄⼯程洗浄度測定の重要性
洗浄⼯程は、加⼯で⽣じた異物を除去し、原状復帰させることが主⽬的。ワークに付加
価値を与える⼯程ではないが、製品が完成するまでに何度も⾏われる重要な⼯程であ
り、そこで万が⼀、異物や成分が残留していると、それが何重にも積み重なり、最終的
には不具合を引き起こす原因となる。
それを防ぐためにも洗浄後のワークの清浄度の測定は不可⽋。また、加⼯能⼒を最⼤限
に引き出すためにもワークの状態を元通りにすることはとても重要だ。
洗浄は洗ったら終わりではない。洗った後、元通りになっているかを定量的に⽰す
ことが⼤切。⽇本品質をさらに⾼めるためには製造プロセス内における測定·検査の
体制を整えることがカギになる。