


校正間隔を最適化する方法
多すぎる校正と少なすぎる校正の間で適切なバランスと取ることは、重要な測定を信頼している人にとって、常に課題となっています。
この白書では、校正の根底にあるニーズと、校正間隔を決定するために適用される従来の方法について検討が行われます。
このカタログについて
| ドキュメント名 | 校正手法の進化 - 校正間隔を最適化する方法 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | エンドレスハウザー ジャパン株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Products Solutions Services
校正手法の進化
校正間隔を最適化する方法
Page2
2 校正手法の進化
データサイエンスを利用した
校正手法の進化
校正理由および校正時期
概要 1. はじめに
多すぎる校正と少なすぎる校正の間で適切なバランスと 他の方法ではアクセスできない配管や容器から重要なプロ
取ることは、重要な測定を信頼している人にとって、常に課 セスデータを提供する計測機器は、工業用プロセスエンジ
題となっています。この白書では、校正の根底にあるニーズ ニアリングにおいて重要な役割を果たします。 測定値は、製
と、校正間隔を決定するために適用される従来の方法につ 品の品質と安全性に直接影響するプロセス条件に関する情
いて検討が行われます。 さらに、いくつかのよく知られた 報を提供します。
間隔の最適化方法の長所と短所を評価し、これらの方法が
現在の慣行に対して実際的な代替手段を提供するもので ただし、最も正確な計測機器でさえ、測定誤差、つまり測定
はないことを示しています。 値とリファレンス値の差があることに注意する必要がありま
す。これらの誤差は、測定点のタイプ、機能、条件に応じて
次に、エンドレスハウザーが開発した 2 つの補完的な方法 異なり、通常は時間とともに増加します。そこで、使用目的
に関する説明があります。これらの方法は、併用することによっ に適合するよう測定値の信頼性が十分かどうかを確認する
て幅広いアプリケーションへの対応が可能であり、信頼できる ため、このような誤差を定期的に数値化することが一般的
結果を生み出すために十分な安定性を備えています。 要件となります。
これらの方法には、他の方法では実現できなかった、捉えど
ころのないコスト/リスクのバランスを取れる可能性が示され 簡単に言うと、校正とは、所定の測定量に対する計測機器
ています。さらに、可変の間隔アプローチを適用する場合 の出力値と既知の基準とを比較するプロセスです(VIM1
につきものの制限や複雑さが明記され、リスクの高い状況で の正確な定義を参照)。校正の目的は、しばしば UUT(Unit
使用できる追加のリスク管理機構が推奨されます。 Under Test、テスト対象のユニット)と呼ばれる、所定の機器
最後に、間隔の最適化と「予測信頼性」の未来についての結 の測定誤差を特定することです。測定誤差が判明したら、別
論があります。 の機器を校正するための基準として UUT を使用できます。
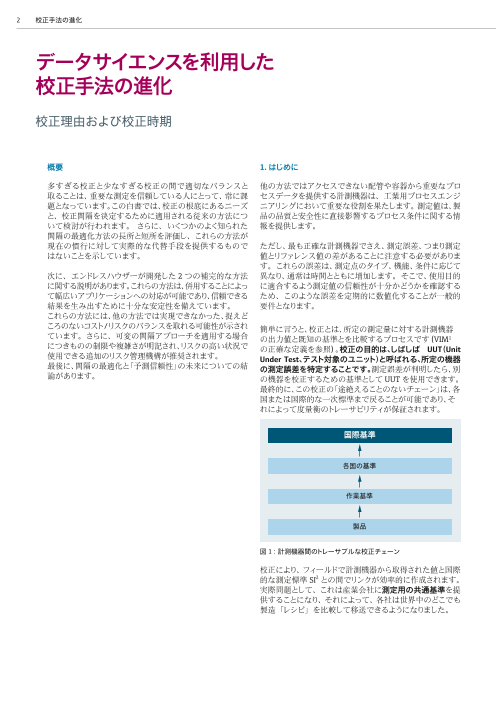
最終的に、この校正の「途絶えることのないチェーン」は、各
国または国際的な一次標準まで戻ることが可能であり、そ
れによって度量衡のトレーサビリティが保証されます。
国際基準
各国の基準
作業基準
製品
図 1:計測機器間のトレーサブルな校正チェーン
校正により、フィールドで計測機器から取得された値と国際
的な測定標準 SI2 との間でリンクが効率的に作成されます。
実際問題として、これは産業会社に測定用の共通基準を提
供することになり、それによって、各社は世界中のどこでも
製造「レシピ」を比較して移送できるようになりました。
Page3
校正間隔を最適化する方法 3
また、企業は、計測機器を管理して、「レシピ」とそれに従っ つまり、間隔を決定して指定する必要があります。これに
て関連する生産を損なう可能性のある測定ドリフトを検出 は、各種の機器間で間隔が同じである必要性や、期間が
することが可能です。 1 年またはその倍数であるべきだとは示されていません。
校正間隔に関する ISO 9001 のその他の関連要件は、「目
上記の根拠に基づくと、ほとんどすべての産業会社にとって 的に対する継続的な適合性を確保すること」だけです。
校正の重要性が高いことは明白です。しかし、そうとも限ら
ない場合があります。多くの企業は事後対応型のアプロー
チを採用しており、各国の規制または品質要件に応じて強 校正コスト
制される場合にのみ校正が行われます。
シンプルなプロセスであっても、比較的小さな測定誤差
が時間の経過とともに多大なリソースの無駄(エネルギー、過剰
な原材料、無駄な生産)をもたらし、校正コストをはるかに超える
ことがあります。 安全性や環境問題を考慮すると、定期的
な校正は圧倒的なビジネスケースとなります。
残念ながら、校正は多くの場合、潜在的な価値の源泉では
なく、コストのかかる管理上の負担として認識されます。
生産リスクを低減して管理を強化するために規則を適合さ
せるのではなく、「確立された規則を盲目的に遵守」して実施
される校正が少なくないのも当然です。
ISO 90013 に記載されているように、校正は「要件に対する
製品やサービスの適合性を検証するために監視機能または
測定機能を使用する場合、有効かつ信頼性の高い結果を
保証する」必要があります。
本書は、製品の品質改善、エネルギーおよび原材料の使
用量削減、プラントの安全性と制御の全般的な改善を目指 OOT リスク
して、 確立された校正規則に挑戦する価値を理解している
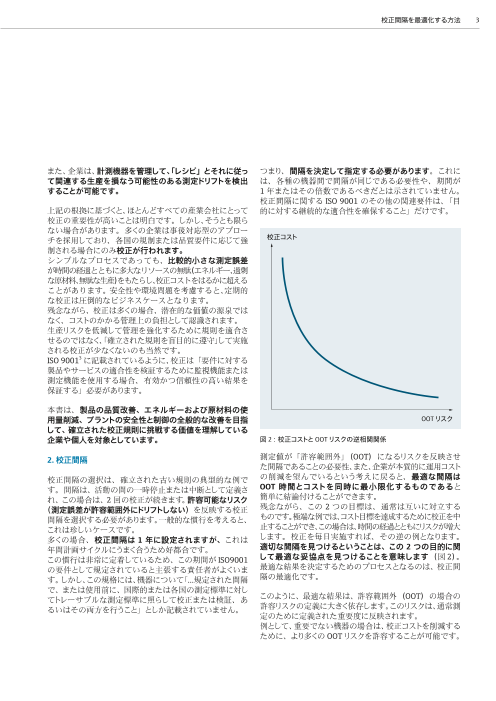
企業や個人を対象としています。 図 2:校正コストと OOT リスクの逆相関関係
2. 校正間隔 測定値が「許容範囲外」(OOT)になるリスクを反映させ
た間隔であることの必要性、また、企業が本質的に運用コスト
校正間隔の選択は、確立された古い規則の典型的な例で の削減を望んでいるという考えに戻ると、最適な間隔は
す。間隔は、活動の間の一時停止または中断として定義さ OOT 時間とコストを同時に最小限化するものであると
れ、この場合は、2 回の校正が続きます。許容可能なリスク 簡単に結論付けることができます。
(測定誤差が許容範囲外にドリフトしない)を反映する校正 残念ながら、この 2 つの目標は、通常は互いに対立する
間隔を選択する必要があります。一般的な慣行を考えると、 ものです。極端な例では、コスト目標を達成するために校正を中
これは珍しいケースです。 止することができ、この場合は、時間の経過とともにリスクが増大
多くの場合、校正間隔は 1 年に設定されますが、これは します。校正を毎日実施すれば、その逆の例となります。
年間計画サイクルにうまく合うため好都合です。 適切な間隔を見つけるということは、この 2 つの目的に関
この慣行は非常に定着しているため、この期間が ISO9001 して最適な妥協点を見つけることを意味します(図 2)。
の要件として規定されていると主張する責任者がよくいま 最適な結果を決定するためのプロセスとなるのは、校正間
す。しかし、この規格には、機器について「…規定された間隔 隔の最適化です。
で、または使用前に、国際的または各国の測定標準に対し
てトレーサブルな測定標準に照らして校正または検証、あ このように、最適な結果は、許容範囲外(OOT)の場合の
るいはその両方を行うこと」としか記載されていません。 許容リスクの定義に大きく依存します。このリスクは、通常測
定のために定義された重要度に反映されます。
例として、重要でない機器の場合は、校正コストを削減する
ために、より多くの OOT リスクを許容することが可能です。
Page4
4 校正手法の進化
一方、 非常に重要な機器の場合は、OOT リスクを低減 事後対応型の方法は、「時間の経過に伴う測定信頼性の挙
させて、このリスクに対応するためのさらなる投資を容認す 動をモデル化または『予測』することなく、以前の校正で取得し
ることになります。これは、機器の重要度が適切に定義されて たデータに応じて校正間隔を調整するという方法」です。
いる場合にのみ、間隔の最適化が意味をなすという、私た
ちの最初の結論につながります。 GAMP5 に示されている方法は、事後対応型の良い例です。
これらの方法の欠点は、NCLSI によって以下のステートメ
機器が許容範囲外(OOT)になる場合の定義も、同様に考 ントで詳しく説明されています。「 一般的に、ほとんどの事
慮すべき重要な点です。この場合「、最大許容誤差」(MPE)は、測定 後対応型の方法は、信頼性の目標を達成するための間隔を確
偏差が運転要件を超過した場合の指標となります。 立するという点で、統計的な方法よりも効果が低くなります。
一部の企業 / 業界では、 校正適合性の結果を改善する さらに、事後対応型の方法では、通常は平均許容誤差率が
ために、MPE 値を高めることが一般的になっています。 望ましいレベルに達した、定常状態になるまで長い時間
他の極端な MPE では、時に、MPE が理想的な条件下で (最大 60 年)が必要です」。
の機器の理論的な能力に従って定義されることがあります。
それは、この値に簡単にアクセスできるためです。 統計的方法は、いわゆる「最尤推定」を特定するために
これにより、運転要件が反映されなくなるため、間隔の最適 複素数学に依存しています。 この方法は、事後対応型の
化に使用するには非常に限定的な MPE になります。 方法に比べていくらかの改善が見られるものの、NCLSIはこれ
これは、機器の MPE が適切に定義されている場合にのみ、 が「設計と実装には費用がかかる」ことを認めています。
間隔の最適化が意味をなすという、私たちの 2 つ目の結 通常は、実行可能性および / またはコスト効率を高めるに
論につながります。 は、大規模なインストールベースと大量のデータが必要になり
ます。
3. 校正間隔の決定方法
NCSLI-RP1 は、間隔選択に対するより科学的なアプローチ
適切な校正間隔を決定するにはいくつかの方法がありま に向けて大きな進歩を遂げました。残念ながら、1979 年に
すが、そのほとんどは「、リスクベースのアプローチ」である共通の 最初の間隔最適化文書がリリースされて以来、上記の制限によ
基本原理に基づきます。 前述のように、コストとリスクのバランス り、その方法の実用化は限定的なものでした。しかし、NCSLI-
を取る必要がありますが、リスクベースのアプローチの場合、通常 RP1 の取組みによって、利点をさらに最大化し、欠点を減ら
は許容リスクを定義して、結果として生じるコストを導き出すことか す、より高度な方法を開発するための強固な基盤が形成されま
ら始めます。その逆ではありません。許容リスクまたは機 した。
器の重要度を評価するための方法が多数ありますが、最も一般
的な方法は、故障モード影響致命度解析(FMECA)4 です。 4. エンドレスハウザーのアプローチ
校正間隔に関して、ILAC5 および ISO 100126 には明確な コストとリスクの最適な妥協点を見つけるために、間隔を
指針が示されませんが、リスクと選択した校正間隔の関係に 最適化する必要性のあることが実証されています。
ついては、さらに深い理解をもたらすものになっています。 ただし、 機器が許容範囲外(OOT) で操作されるリス
より詳細な方法は、自動化製造実践規範または GAMP57 で クが排除されないことに注意してください。以下に記載され
規定されていますが、提案された方法には多くの欠点もあ ている方法は、コストとリスクのバランスを取る際に、一般的
ります。 に使用される静的間隔アプローチよりもはるかに優れている
• 校正が失敗した場合、間隔の短縮は考慮されない ことが 実 証され て います が、 す べ て の ケ ー ス で OOT
• 事後対応型の方法であり、予測を提供するものではない 時間をゼロに減らすことができません。
• 最大間隔は 2 年間で任意に固定される
• 適合性ステータス(合否)のみが考慮され、測定誤差の大 確立された既存の統計的方法をベースとして使用し、エン
きさは考慮されない ドレスハウザーは、校正間隔を最適化するための強化された方法をいくつか開発しました。各方法には長所と短所があり、異な
現在までに行われた、間隔決定に関する最も全体的な取組 る入力が必要となります。
みは、推奨案 RP18 として NCSLI によって公開されています。 そのため、データの可用性、インストールベースのサイズ、
ここでは、事後対応型および統計的な方法という 2 つの方 機器タイプなどの条件に応じて最適な「ツール」を適用する
法について説明します。 最適化「ツールボックス」が開発されました。
Page5
校正間隔を最適化する方法 5
最も一般的に適用される 2 つの方法について、 以下で 最後に、適切なモデル(信頼性曲線の特定の設定)が使用され
詳しく説明します。 る場合、任意の機器タイプにこれを適用することが可能です。
9
信頼性目標 2 つ目の方法は、モンテカルロシミュレーション に基づき
ます。この方法は、最初の方法とは異なり、測定不確かさととも
1 < 25% に最新の 2 つの校正結果を計算に入れます。
RT = 0.95 < 50%
真の測定値を示すのに十分な精度を有する計測機器が
ないため、当然のことながら、リファレンス機器でさえも一定の
0.8
< 75% 不確実性を考慮すべきです。この方法は、最後に行われた
2 回の校正の実際の結果とそれに関連する測定不確か
0.6 さに基づいて、数百万回の校正とその潜在的なドリフトをシ
ミュレーションすることによって、最適な校正間隔を決定し
< 100% ます。
0.4
< 125% 誤差
0.2 EPDF
> 125% (α)
0 + MPE
標準化された校正間隔
図 3:標 準化された信頼性方法を用いた離散化スペースにおける
偏差と信頼性のターゲットマッピング
最初の方法は、NCSLI-RP1 によって定義された統計的方 t (α) t
法が強化されたものです。これは、より少ないデータに依存する t₀ t'
ように特別に適合されているため、予測を行うためには最後の
校正結果しか必要ありません(エンドレスハウザー特許)。
この方法は、機器タイプ、測定技術、豊富な経験に応じて選 - MPE
択されたさまざまな信頼性モデル(例:図 3)に依存しています。
このモデル選択により、信頼性曲線(色付きの線)を使用し 図 4: モンテカルロ法を使用して EDPF を決定するための
て、標準化された信頼性スペースをどのようにセグメント化する ドリフトシミュレーション
かが定義されます。そして、最後の校正からの測定誤差に基づい
て、関連する信頼性曲線が選択されます。 各シミュレーションの結果は、定義された許容値(MPE)を
次に、信頼性目標(機器の重要度によって決定)を適用し 測定誤差が超えるタイミングを特定するために、時間ごとに示さ
て、信頼性曲線と交差する点を見つけ、結果として生じる標準化さ れます(図 4)。すべての予測結果を考慮して、経験的確率
れた間隔を決定します。 最後に、標準化された間隔を日 / 密度関数(EPDF)が作成されます。
月に変換することによって、新しい校正間隔が計算されます。 信頼性目標(最初の方法)と同様に、重要度を使用して必要な信頼性レベルを決定し、これを EPDF に適用して、次に
この方法の大きな利点は、比較的簡単に適用できること 校正を実行する推奨時間を決定します。推奨間隔は、選択
です。入力データはほとんど必要なく、大量の機器に依存しま した信頼性レベルで誤差が許容範囲内にとどまる予測時間を
せん。 重要度や校正値など、すぐに利用可能なデータが使 反映しています(エンドレスハウザー特許)。
用されます。それに対して、前述の方法はすべて、合否結果のみ
を使用し、校正値は使用しません。 この方法には、追加情報(測定不確かさ、過去の校正値)を計算に入れられるという利点があります。 大規模な人口統
また、データが限られている場合でも、校正間隔を決定する 計に左右されることなく、各機器個別の「度量衡健全性」に
ための安定した予測アプローチを提供できるという利点が 効率的に適合させることが可能です。
あります。これは、活動を実施する前に、校正が失敗しないこ 追加の入力データが含まれるため、他の方法よりも迅速に
とを意味します。 計測機器の性能の変化に反応します。
Page6
6 校正手法の進化
ただし、これを適用するには、より多くの情報が必要となり、 これは、計算された間隔を「そのまま」適用するべきではな
追加の運用コストが発生するという欠点があります。 く、プロセス可用性、極端な条件、ならびに地理的な位置などの実
際的な考慮事項に基づいて間隔を調整する必要があることを意味
5. 方法の検証 します。 実際には、計算された間隔が適用された間隔とは
異なることがよくあります。
通常、校正間隔は 6〜36 ヶ月の範囲に収まるため、実際に
新しい方法を厳密にテストするには、かなりの時間(20 年 また、間隔最適化の結果は、入力変数(MPE、重要度、
以上)と校正結果(100 万回)の両方が必要になります。 偏差など)によって定義された制約に基づくことも注意してくだ
この問題を克服するために、エンドレスハウザーは詳細な さい。 これは、変数のいずれかの定義が不十分だった場合
理論モデルを使用して 220 億回の校正結果をシミュレーシ に(例:校正の適合性を改善するため、意図的に MPE を増
ョンすることによって、検証プロセスを迅速に追跡する方法 加)、計算結果の精度、さらには校正最適化計画に悪影響を及
を選択しました。 ぼすことも意味します。
この校正シミュレーションは、リスク、コスト、およびプロセ
ス可用性への影響を判断するために、間隔最適化の有無にかかわ 7. 間隔最適化を超えて
らず、12 の異なるドリフト状況で行われました。 極端な間
隔短縮(つまり、機器の故障)という結果を除外した後、一般的に適 校正最適化の有無にかかわらず、2 つの校正間において
用される固定間隔アプローチと比較すると、全体的な結果は極め 測定の問題を観察することは、 機器が故障しない限り、
て良好でした(図 5)。 課題として残ります。
採用されている方法に対して理論的な検証が、すでに強力
なサポートを提供している一方、さらなる実際的な検証により、 前述のように、間隔の最適化によって 2 つの校正間でプロ
依然として残る疑念を払拭することができます。実際の条件下 セスが許容範囲外(OOT)で実行されるリスクは減少しますが、
における間隔最適化方法の検証は 2018 年に開始され、初 このリスクがゼロになることはありません。 固定間隔方法に
期の指標は理論的な検証を裏付けるものになっています。 関連して大幅に改善された場合でも、最も重要な機器におい
ては、依然としてリスク管理が不十分な可能性があります。
リスク 可用性 コスト このニーズに対応するため、エンドレスハウザーは
-46% -53% -53% TrustSens や Heartbeat などの技術を開発しました。
これにより、IIoT 接続機器は正式な校正の間に、センサの
度量衡健全性の自己診断を行うことが可能です。 将来的に
は、多くの機器が人工知能を使用して、自らの校正ニーズを
図 5: 固定間隔アプローチに対する校正間隔最適化の利点 決定することになります。
(校正シミュレーション 220 億回) このような開発の最前線にいるエンドレスハウザーは、
さまざまな「予測信頼性」プロトタイプをすでにテストしてい
6. 間隔最適化の考慮事項 ます。 すべての機器ラインナップに対応するために、各企
業は、既存の機器に関するソリューションを有し、将来への強い
間隔の最適化は、本質的にコストとリスクのバランスを改 ビジョンを持つベンダーと提携する必要があります。
善することを目的としていますが、可変の間隔は校正の管理と 敢然と変化を受け入れ、時代遅れになった過去の慣行から
スケジューリングの複雑さを増大させることに注意しなければ 脱却しようとするこれらの企業には、大きな利益がもたらされ
なりません。 校正活動の後に毎回新しくなる間隔を効果的 ると期待できます。
に処理できるようにプロセスが適合されていない場合、最
適化の利点が損なわれる可能性があります。 著者
Dr. Dimitri Vaissière、エキスパート データサイエンティスト、
この課題は方法に固有のものではなく、固定(例:毎年)校 Endress+Hauser(ドイツ)AG+Co. KG
正の方が絶えず変更され、時間的に分散している校正よりも管理 Gary Dreyer、製品マネージャー 最適化サービス、
が容易であるという事実に由来します。 たとえば、分散校正 Endress+Hauser(ドイツ)AG+Co. KG
の場合、生産停止やメンテナンス計画に合わせて実際的な
活動に分類するために、追加の手間が必要となります。
Page7
校正間隔を最適化する方法 7
略語リスト
OOT: 許容範囲外(Out of Tolerance)
VIM: 国際計量計測用語(International Vocabulary of
Metrology)
UUT: テスト対象のユニット(Unit under Test)
FMECA: 故障モード影響致命度解析(Failure, Mode,
Effect and Criticality Analysis)
MPE: 最大許容誤差(Maximum Permissible Error)
IIoT:インダストリアル・インターネット・オブ・シングス
Industrial Internet of Things)
EPDF: 経験的確率密度関数(Empirical Probability
Density Function)
参考文献
1 I SO/IEC ガイド 99, 国際計量計測用語 –
基本概念と一般概念および関連用語 (VIM) –
第 3 版 . 2012: JCGM 200.
2 BIPM, 国際単位系 (SI), Organization
Intergouvernementale de la Convention du Mètre. 2006.
3 ISO 9001, 品質マネジメントシステム – 要求事項 . 2015.
4 Robert Borgovini, S.P., Michael Rossi,
故障モード影響致命度解析 (FMECA).
1993: 信頼性分析センター . 134.
5 ILAC-G24, 計測機器の校正間隔を決定するための
ガイドライン . 2007.
6 ISO 10012, 計測マネジメントシステム –
測定プロセスおよび測定機器に関する要求事項 . 2003.
7 ISPE, GAMP グッドプラクティスガイド .
校正管理のためのリスクベースのアプローチ . 第 2 版 .
2010.
8 NCSLI. 校正間隔の確立と調整 - 推奨案 RP-1. 2010.
9 ISO/IEC ガイド 98–3/S1, 測定不確かさ –
第 3 部:測定不確かさを示すためのガイド(GUM:1995)–
モンテカルロ法を使用した分散伝播 . 2008: JCGM 101.
Page8
www.addresses.endress.com
PU01334H/33/JA/01.19