



航空宇宙メーカー「Max Aerostructures社」が目標達成のために選んだ技術
事例紹介
HP-L-10.10で CMM 利用を増やして測定時間を短縮
レーザースキャンの高速化により、大型部品の測定時間が短縮され、CMM 利用が促進され、チームがより多くのプロジェクトを引き受けることができるようになります。
Max Aerostructures社は、特に
・大型部品の長時間稼働の削減
・接触測定から非接触測定への置き換え
という、さらなる成長・発展を支える 2 つの大きな目標があります。
これらの目標を達成するために、Max Aerostructures社が導入した“HexagonのCMM検査技術”について紹介いたします。
このカタログについて
| ドキュメント名 | 航空宇宙メーカー「Max Aerostructures社」が目標達成のために選んだ技術 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 664.8Kb |
| 取り扱い企業 | Hexagon Manufacturing Intelligence (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Case study
HP-L-10.10 で CMM 利用を増やして測定時間を短
縮
Max Aerostructures, 米国カンザス州、ウィチタ
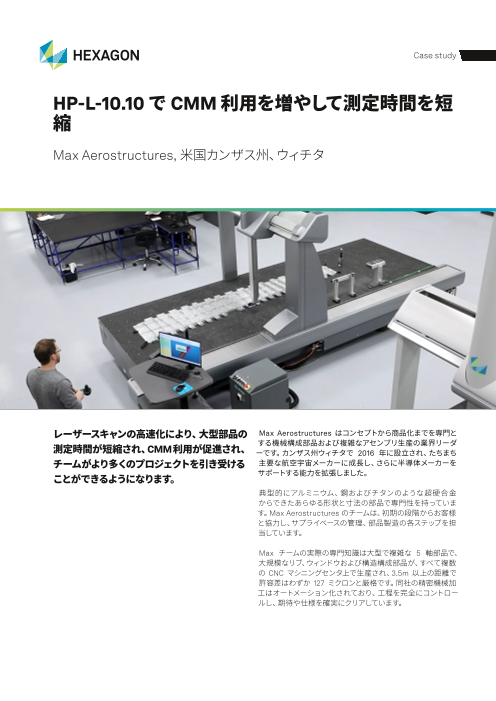
レーザースキャンの高速化により、大型部品の Max Aerostructures はコンセプトから商品化までを専門と
測定時間が短縮され、CMM 利用が促進され、 する機械構成部品および複雑なアセンブリ生産の業界リーダ
ーです。カンザス州ウィチタで 2016 年に設立され、たちまち
チームがより多くのプロジェクトを引き受ける 主要な航空宇宙メーカーに成長し、さらに半導体メーカーを
ことができるようになります。 サポートする能力を拡張しました。
典型的にアルミニウム、鋼およびチタンのような超硬合金
からできたあらゆる形状と寸法の部品で専門性を持っていま
す。Max Aerostructures のチームは、初期の段階からお客様
と協力し、サプライベースの管理、部品製造の各ステップを担
当しています。
Max チームの実際の専門知識は大型で複雑な 5 軸部品で、
大規模なリブ、ウィンドウおよび構造構成部品が、すべて複数
の CNC マシニングセンタ上で生産され、3.5m 以上の距離で
許容差はわずか 127 ミクロンと厳格です。同社の精密機械加
工はオートメーション化されており、工程を完全にコントロー
ルし、期待や仕様を確実にクリアしています。
Page2
多くの場合 Max Aerostructures で加工を行う大型で複雑な部品は、複雑な測定プログラムを生成し、CMM の検査で丸一日を要していましたが、HP-L-10.10 でこ
の作業負荷はわずか 8 分間のスキャンに短縮されています。
この事業には、特に大型部品の長時間稼働の削減と、接触測定 「ここ数年私たちは非接触検査に注目していました。」プライス
から非接触測定への置き換えという、さらなる成長・発展を支え 氏は言います。「数分で数百万ポイントを捕らえることができま
る 2 つの大きな目標があります。その一部は既存の生産および す。検査過程にこの技術を実装する方法を見つけなければなり
検査プログラムの最適化により達成することができます。しかし ませんでした。これは計測学において無視できないほどの飛躍
これらの目的を完全に達成するために、Max 社は Hexagon か であり、計測戦略における次の大きな課題であることは明らかで
らの新しい CMM 検査技術を導入しました。 す。」
「新規プロジェクトでは、必ず事前に CMM がどれくらいの時間 2020 年、Maz はそのツールキットに Hexagon の HP-L-10.6 レ
で実行できるか、いくつの位置や特別な固定具が必要かを試し ーザーを追加し、たちまち全数センサースキャン検査時間は 70
ます。」Max Aerostructures 品質保証部品質管理スーパーバイ パーセントと著しく縮小されました。次のステップは Hexagon
ザーのマット・プライス氏は説明します。「通常部品が大きいほ が 2021 年 9 月にリリースした画期的な HP-L-10.10 のレーザー
どマシンは長時間拘束されますが、これは業界全体にわたる問 スキャンセンサーとともに、わずか 1 年後に起こりました。Max
題です。作業台の大半を占める部品が数千点ある場合、接触プ Aerostructures はリリースと同時にセンサーを導入しまし
ローブを使用した CMM プログラムの実行に一日中かかること た。HP-L-10.6 で 45 分かかった検査時間が HP-L-10.10 で 8 分に
があります。このため私たちは、部品全体を検査し、かつ検査時 減りました。結果はまさに、劇的なものでした。
間を改善する方法を捜していました。」
Max は、品質管理研究所で、部品のサイズにかかわらず、CMM HP-L-10.10 は Hexagon の革新的な SHINE 技術(系統的な高い
検査を必要とするすべての製品について 2 時間未満で検査を完 知能雑音除去)を統合し、表面を非常に速く移動する青色光レー
了することを目指しています。積極的な目標に立ち向かうのは大 ザーで、さまざまな色と仕上げの表面から信じられないほどにク
変なことですが、このような野心的な目標を達成することで、ビ リーンで高密度点群データを収集することを可能にします。スキ
ジネスは一貫して成果をあげてきました。 ャナーにはポイントごとに自動露出調節を使用する用途の広い
既定の測定プロファイルがあるため、自動検査システム内の統
私たちが知ったことの一つは、接触プローブではこの目標の達成 合に理想的です。
が困難だということです。測定ポイントおよび形状の数そのもの
が大きいため、別の方法を求めていました。
チームは、CMM とポータブル測定アームの両方でレーザースキ
ャン測定の経験を持っていましたが、特に測定およびデータ雑
音の速度に関してこれらのソリューションは必要条件を満たすこ
とができないことがわかりました。ビジネスを前進させるために “ 数千ポイントの大部品である場合接
は野心的な目標を達成しなければならず、Price 氏は Hexagon
の最新世代の CMM レーザースキャナーシステムの将来性に確 触プローブでは数時間かかるでしょ
信を持ちました。 う。他に方法はありません。」
マット・プライス、
品質管理スーパーバイザー
Max Aerostructures 品質保証部
2 Manufacturing Intelligence hexagon.com
Page3
「当時は、次の小さなステップを進め、以前の製品より多少よい
性能を期待しただけでした」とプライス氏が言います。「しか
し、10.10 は高速でした。レーザーがどれほど高速にスキャンで
きるか驚くばかりです。Hexagon エンジニアはさまざまな人にサ
ンプルスキャンを示しました。検査室に入るとみな同じことを言
います。「今ちょうどスキャンしているのですか」と。「文字通りマ
シン速度の上限でスキャンしていました。」
HP-L-10.10 の速度およびパフォーマンスで、CMM は製造過程
のチェックに採用されまました。第 1 部品の検査のボトルネック
が解消されるためです。一つの部品のみをロードすつ場合、これ
は製造過程のプログラム・チェック削減を可能にします。少数の
セクションがスキャンされ、カラーマップがチェックされ、生産
Hexagon の独自の SHINE スキャン技術により、高度リフレクターも、複雑な設
機会は、QA フィードバック上で応対する必要なしに稼働を続け 定調節の必要なしで、自動的に処理されます。
ることができます。
レーザースキャンが最も役立ち最も大きな収益を得られる部分
です。これほど多くのデータを直ちにキャプチャできます。した
がって、現場でフィードバックに応対するために生産の休止時間
を発生させることはありません。接触プローブのみでもプログラ
ミングではプロセスを加速するために多くのことができるので
す。」
「いくつかのビジネスでは、検査が生産の大きなボトルネックとな
ります。したがって顧客は多くの場合私たちの CMM キャパシテ
ィーに大きな関心を持っています。お客様に話したり、現場を見
学してもらう場合は常に、検査グループを隠すのではなく、実際
に使用している技術をお見せします。10.10 で、私たちは「これは
ほとんどの人々が使う方法です;このようにして、私たちは検査を
HP-L-10.10 で収集された高度にクリーンで高密度のデータは、すべての主要な
しています。キャパシティー制約、休止時間は発生しません。待 計測ソフトウェア・プラットフォームと互換性をもちます。
機時間はこのとおりです。すべては 2 時間以内に済みます。私た
ちは、この過程を非常に誇りにしています。」
“ HP-L-10.10 ならキャパシティーの制
約がなくなります。ランタイムもなくす
ことができるのです。」
マット・プライス、
品質管理スーパーバイザー
Max Aerostructures 品質保証部
Page5
Max Aerostructures で検査チームが測定を行う最も大きな部 「マシンに問題が発生したとき、私は最初にこの機器を使用しま
品パッケージにはウィングリブが含まれます。マシンはこれらの した。根本的原因を決定するにあたり、私は PULSE を開き、そ
部品上で 24 時間体制で生産を実行しています。またその一貫生 の時に振動と気圧に大きな変動があったことがわかりました。
産の検査ニーズのサポートは品質研究所の主要な課題です。 その後私たちは問題を根絶することができました。気圧が少し
低下していましたが、迅速に修復できました。PULSE は持つべ
「部品は高速でチェックする必要があり、CMM に部品を置いて き素晴らしいツールです。」
から 1 時間未満で検査を完了できることは驚くべき速さです」と
プライス氏は説明します。「部品が大きいほど、HP-L-10.10 で検 プライス氏は、チームが Hexagon の専門知識とサポートに満足
査時間を全体的に縮小できることがわかりました。既にこの部 しており、将来のソリューションでその他メーカーに切り替えるこ
品で 10.6~10.10 の導入のメリットは明らかです。しかし、これ とはありません。
は 4 つのバッチで実行する 18 部品数のパッケージのため、チー
ムはより多くの業務を可能にするドアを開けることができました。 私は過去 15 年にわたって多くの異なる計測製品を使用してきま
」 した。「Hexagon は本当に信頼できるブランドです。ベースとな
る数学的技術、プログラム制御、衝突検出、使いやすさおよび正
HP-L-10.10 スキャナのほかに、Max Aerostructures はさらに 確さは、クラス最高です。私は、Hexagon から調達したソフトウ
単一の直観的なダッシュボード内のリアルタイム情報を提供す ェアまたはハードウェアに限界はないと常に言ってきました。フ
る、Hexagon の PULSE モニタリング・ソリューションも利用し ォーラムでもヘルプデスクでも、適した使い方を見つけられるか
ています。データ完全性を保証し現代の検査現場で安全性およ らです。」
びセキュリティをさらにより良くするために設計された PULSE
は、CMM の近くの温度、振動および湿度変化を記録するセンサ 「Hexagon は、これまで常に幅広い技術を提供しており、さらに
ーのネットワークを使用しています。設備ステータス・アラートお 絶えず新製品を開発しています。私は、彼らが計測の世界のリー
よびクラッシュ報告もあります。これは、最大の効率を維持する ダーであると確信しています。新しいソフトウェアおよびハードウ
ために必要情報を提供できる、包括的な CMM モニタリングシ ェアを調査する場合 Hexagon を最初に選ぶことには意味があ
ステムです。 ります。」
「マシンの健康診断カードがあるため、1 日 24 時間目を離さない
ことはできなくても、ログが維持され、何かが起こった場合はメ
ールで報告される」とプライス氏は説明します。「何が起こったか
を調査するために役立ち、また異変が何も起こらなかったこと
も確認できます。」
“ Hexagon は本当に信頼できるブランドです。」
マット・プライス、
品質管理スーパーバイザー
Max Aerostructures 品質保証部
hehxaegxoangomni.com Manufacturing Intelligence 5
Page6
Hexagon はセンサー、ソフトウェア、自律型テクノロジーを組み
合わせたデジタルリアリティのグローバルリーダーです。当社は産
業、製造、インフラ、公共部門、モビリティアプリの全域でデータ
を活用することで効率、生産性、品質および安全性を高めています。
当社のテクノロジーは生産と人に関連するエコシステムを形成し、
接続と自律化を拡大し続け、スケーラブルで持続可能な未来を保証
します。
HexagonのManufacturing Intelligence 事業部は、設計とエンジニ
アリング、製造、および計測分野のデータを活用し、製造をよりス
マートにするためのソリューションを提供しています。
Hexagon(ナスダック・ストックホルム HEXA B)についての詳細
は、hexagon.com をご覧ください。また @HexagonAB をフォロー
してください。
© 2024 Hexagon AB 及びその子会社、関連企業。All rights reserved.