


【工作機械メーカー&ユーザー向け】Hexagonテクノロジーを使った工作機械の補正と検証
ホワイトペーパー
標準化の概要、フィールド関連テクノロジー、利点および数値補正の制約を紹介
数値補正は、機械加工部品の精度を高めるため、産業で工作機械で慣例的に使用されています。
計測側とコントローラー側の両方のテクノロジーの発展により、工作機械メーカーとユーザーにとって、数値補正についての知識はますます不可欠なものとなってきています。
重要な様相は数多くあります。
この白書では、
・標準化の概要
・フィールド関連テクノロジー
・利点および数値補正の制約
を提示します。
これは基礎的事項についての記述によりアプリケーションを支援し、最良の結果を達成するために実際的助言となるものです。
この論文はHexagonの連続的多辺測量テクノロジーに特に焦点をあてています。これは、従来のアプローチとは著しく異なる、10年間以上市場で実績にある方法です。
このカタログについて
| ドキュメント名 | 【工作機械メーカー&ユーザー向け】Hexagonテクノロジーを使った工作機械の補正と検証 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.8Mb |
| 取り扱い企業 | Hexagon Manufacturing Intelligence (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
White paper
Hexagonテクノロジーを使った工作機械の
補正と検証
アプリケーション | 標準化 | テクノロジー | 利点 | 制約
Dr.-Ing.Heinrich Schwenke
Page2
目次
1 はじめに . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2 工作機械の正確さの要素とは? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3 工作機械精度の標準化 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
4 工作機械の形状誤差 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
5 数値補正のタイプ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.1 特定のラインに沿った直進軸配置誤差補正、L-POS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.2 特定のラインに沿った直進軸真直度誤差補正、L-STR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.3 直進軸の空間補正、L-VOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.4 工具姿勢変化を含む直進軸の空間補正、L-VOL+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.5 回転軸に対する配置角度誤差補正、R-POS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.6 回転軸に対する位置と向きの誤差補正、R-LOC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5.7 工具姿勢変化を含めた回転軸誤差に対する空間補正、R-VOL+ . . . . . . . . . . . . . . . . . . . . . . . 6
5.8 直進軸または回転軸に対する工作機械特有の補正、L-SPEC、R-SPEC . . . . . . . . . . . . . . . 6
6 補正の利点と制約 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
7 直進軸の回転誤差補正 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
8 従来の幾何誤差計測方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
9 Hexagonの方法:多辺測量 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9.1 工作機械計測用レーザー . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9.2 Hexagonソリューション . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9.3 LASERTRACER-NG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
9.4 X-AX LASERBAR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
10 達成可能な精度範囲 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
10.1 温度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
10.2 繰り返し精度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
10.3 ワークまたはツール質量 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 11
10.4 最小増分ステップ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 11
11 工作機械コントローラー補正の実装 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
12 空間精度と空間的なパフォーマンス . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
13 補正済み工作機械のテスト . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 12
14 例 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
14.1 直進軸:X-AX LASERBARで測定した小型5軸機械 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
14.2 直進軸:LASERTRACER-NGで測定した大型機械 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
14.3 回転軸: LASERTRACER-NGで測定した中型回転ヘッド . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
15 座標測定機として使用する工作機械(CMM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
16 サマリーと見通し . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
17 文献 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Page3
目次 1.はじめに 3.形状工作機械精度の標準化
数値補正は、機械加工部品の精度を高めるため、産業で工作機 工作機械の精度は、いくつかの国際規格によってカバーされて
1 はじめに . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 械で慣例的に使用されています。計測側とコントローラー側の おり、これにより工作機械の製造業者、ユーザー、計測技術者
2 工作機械の正確さの要素とは? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 両方のテクノロジーの発展により、工作機械メーカーとユーザ が、購入段階や受け入れ手続き、そして工作機械の精度をライ
ーにとって、数値補正についての知識はますます不可欠なもの フサイクル全体で監視する際のやり取りを簡素化することがで
3 工作機械精度の標準化 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 となってきています。重要な様相は数多くあります。この白書で きます。次の表は、この白書で最も重要な標準化ドキュメントの
4 工作機械の形状誤差 は、標準化の概要、フィールド関連テクノロジー、利点および数 概要を提示します。
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 値補正の制約を提示します。これは基礎的事項についての記述
5 数値補正のタイプ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 によりアプリケーションを支援し、最良の結果を達成するため
に実際的助言となるものです。
5.1 特定のラインに沿った直進軸配置誤差補正、L-POS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.2 特定のラインに沿った直進軸真直度誤差補正、L-STR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 この論文はHexagonの連続的多辺測量テクノロジーに特に焦点
をあてています。これは、従来のアプローチとは著しく異なる、
5.3 直進軸の空間補正、L-VOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 10年間以上市場で実績にある方法です。
5.4 工具姿勢変化を含む直進軸の空間補正、L-VOL+ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.5 回転軸に対する配置角度誤差補正、R-POS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5.6 回転軸に対する位置と向きの誤差補正、R-LOC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 2.工作機械の正確さの要素は?
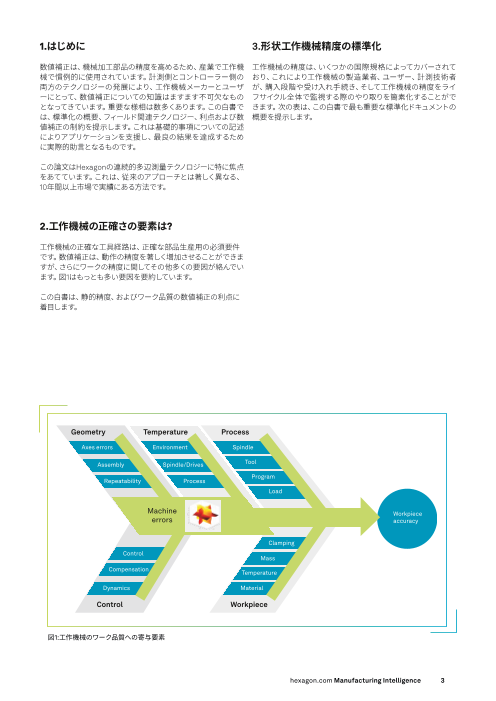
5.7 工具姿勢変化を含めた回転軸誤差に対する空間補正、R-VOL+ . . . . . . . . . . . . . . . . . . . . . . . 6 工作機械の正確な工具経路は、正確な部品生産用の必須要件
5.8 直進軸または回転軸に対する工作機械特有の補正、L-SPEC、R-SPEC . . . . . . . . . . . . . . . 6 です。数値補正は、動作の精度を著しく増加させることができま
すが、さらにワークの精度に関してその他多くの要因が絡んでい
6 補正の利点と制約 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 ます。図1はもっとも多い要因を要約しています。
7 直進軸の回転誤差補正 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
この白書は、静的精度、およびワーク品質の数値補正の利点に
8 従来の幾何誤差計測方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 着目します。
9 Hexagonの方法:多辺測量 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9.1 工作機械計測用レーザー . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9.2 Hexagonソリューション . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
9.3 LASERTRACER-NG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
9.4 X-AX LASERBAR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
10 達成可能な精度範囲 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
10.1 温度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
10.2 繰り返し精度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Geometry Temperature Process
10.3 ワークまたはツール質量 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 11
10.4 最小増分ステップ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 11 Axes errors Environment Spindle
11 工作機械コントローラー補正の実装 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 Assembly Spindle/Drives Tool
12 空間精度と空間的なパフォーマンス . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 Program
Repeatability Process
13 補正済み工作機械のテスト . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 12 Load
14 例 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 Machine Workpiece
14.1 直進軸:X-AX LASERBARで測定した小型5軸機械 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 errors accuracy
14.2 直進軸:LASERTRACER-NGで測定した大型機械 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Clamping
14.3 回転軸: LASERTRACER-NGで測定した中型回転ヘッド . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 Control
Mass
15 座標測定機として使用する工作機械(CMM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Compensation Temperature
16 サマリーと見通し . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Dynamics Material
17 文献 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Control Workpiece
図1:工作機械のワーク品質への寄与要素
hexagon.com Manufacturing Intelligence 3
Page4
識別 タイトル コメント
(日付)
ISO 負荷なしまたはほぼ静的な状態下で作動する機械 静的精度、用語および計測の基本要素についての包括的なドキュメント。これはこの
230-1 の形状精度 分野で作業を行うすべての人に強く推奨されます。
(2012) [1]
ISO 数値制御軸の位置決め精度と再現性の測定 国際的に、工作機械の受入試験に使用される標準です。通常レーザー干渉計によって
230-2 実行され、機械軸に沿った位置測定について記述します
(2014) [2]
ISO 熱的影響の決定 作業条件下の工作機械の熱的安定性をテストする方法についての専門文書
230-3
(2020) [3]
ISO 数値制御工作機械の循環テスト 産業内で工作機械の形状および動的パフォーマンスを評価する簡易チェックとして
230-4 広く使用されます
(2022) [4]
ISO 空間及び面の対角線における位置決め精度の測定 さらにISO230-2を補完し、工作機械の空間精度測定を考慮します。特に大型機械上
230-6 (対角線変位試験) で、加工空間の「真の」精度を評価する場合に推奨されます。
(2002) [5]
ASME コンピューター数的制御工作機械の評価の方法 ISO 230-2、ISO 230-4、ISO 230-6の適用をサポートするアメリカの規格で、
B5-54 ユーザー向けに追加情報が提供されています。
(2005) [6]
VDI 数的制御された工作機械 ― 精度と用語 軸に沿った位置決め測定の旧標準ドイツ規格。公式に取消され、
3441 ISO230-2が現行版ですが、産業内ではまだ旧版も使用されています。
(取取取取)
ISO 工作機械。幾何誤差の数値補正 用語を定義し、数値補正の利点と制約を示し、さまざまな測定テクノロジーおよび
TR 16907 補正能力を導入する情報ドキュメント。
(2015) [7]
ISO /TR 座標測定機として使用される工作機械の受入試験用 このドキュメントは、国際委員会TC39によって現在準備されています。これは、
TR 230-13 [8] ガイドライン 部品計測で工作機械の使用を支援するものです(セクション15を参照)
テーブル1:工作機械精度についての重要な標準化ドキュメント
4.工作機械の幾何誤差
工作機械の幾何誤差の用語はISO230-1[1]で定義されています。
モデルはそれぞれの軸方向に沿った一定経路で、キネマティッ
クチェーンのすべてのリンクを剛体とみなす、いわゆる「剛体仮
定」に基づきます。6つの関数によって理想的な運動からの偏差
は記述され、それぞれが運動誤差のうち1つの自由度(DOF)につ
いて記述します。単一の直進軸について、3つの並進誤差および
3つの回転誤差があります。典型的には、これらは次のように呼
ばれています:
• 1つの位置決め誤差運動:動作軸に沿った並進誤差
• 2つの真直度誤差:動作軸に対して側面から並進誤差
• 3つの角度誤差:ピッチとヨーおよびロール運動
図2は、直進軸の用語を要約したものです。回転軸にも同じ概
念が適用されます。詳細はISO230-1をご確認ください。一部の
コントローラでは、ドイツ標準規格VDI2617に従った別の用語
が使用されています
図2:[ISO230-1]用語の3軸機械のキネマティック誤差
4 Manufacturing Intelligence hexagon.com
Page5
5.数的補正のタイプ 5.2 特定のラインに沿った直進軸の真直度誤差
に対する補正、L-STR
さまざまなCNC が、補 正のさまざまな能 力を提 供していま
す。補正能力は、さらに回転式の軸の有無にも依存していま この補正は、特定のラインに沿った真直度誤差運動のみを補正
す。ISO16907は、共通の幾何誤差補正の包括的な分類を提供 します。角度誤差(ロール)は、このラインに対する平行線上の真
します。表2は、これらの補正オプションのサブセット一覧で、 直度誤差に影響を与えます。特定のライン上のロール・誤差以
最新のコントローラーの能力を網羅しています。 外の角度誤差運動の影響の補正は行われません。これは、軸の
配置誤差を減少させません。補正(またその測定)は、一般に軸
ストロークの中心または最も頻繁に使用される個所で実行され
ます。特定平面での直角度誤差に対する補正には、真直度補正
値に線形の要素(傾斜)を加える、数値制御の真直度補正オプシ
頭字語 説明 ョンも使用できます。
L-POS 特定のラインに沿った直進軸位置決め誤差補正
5.3 直進軸の空間補正、L-VOL
L-STR 特定のラインに沿った直進軸真直度誤差補正
この補正の適用により、配置と加工空間全体の真直度誤差を
L-VOL 直進軸の空間補正 最小限に抑えることができます。これは物理的な工具姿勢変化
には影響しません。しかしながら、小さなツールあるいはボール
エンドミルを使用する場合、 物理的な工具姿勢変化・誤差は
L-VOL+ 工具姿勢変化を含む直進軸の空間補正 ワークの品質に影響しません。大きなコンタクト面(例えばフラ
イカッター、大きなミーリングツール、ドリル)のあるツールを使
R-POS 回転軸に対する角度位置決め誤差補正 用する場合、角度誤差運動の影響が現れます(セクション7も参
照)。
R-LOC 回転軸に対する位置と向きの誤差補正
R-VOL 回転軸誤差に対する空間補正 5.4 工具姿勢変化を含む直進軸の空間補正、L-
VOL+
R-VOL+ ツールの工具姿勢変化を含む回転軸誤差の空間補正
この補正にはL-VOLが含まれますが、工具の回転軸に平行でな
L-SPEC 直進軸に対する工作機械特有の幾何誤差補正 い少なくとも2つの数値制御された回転軸が必要です。検査で
は工具長とそのオフセット値を数値制御装置に入力します。軸
と工具の角度誤差は物理的に補正されます。ツールとワークの
R-SPEC 回転軸に対する工作機械特有の幾何誤差補正 間の相対的な角度誤差を直接測定することで、補正された角度
運動が示されます。軸と工具姿勢変化の角度誤差運動が補正
テーブル2:数値補正の一般的なタイプの(ISO16907[7]に基づく) されます。特異点姿勢(セクション7を参照)の近くでは、操作挙
動に問題が発生する可能性があります。
5.1 特定のラインに沿った直進軸位置決め誤差 5.5 回転軸に対する角度位置決め誤差補正、R-
に対する補正、L-POS POS
この補正では、特定のラインのみに沿った位置決め誤差運動を この補正は、回転軸角度の位置決め誤差を補正します。この補
補正します。角度誤差(ピッチとヨー)は、このラインに平行な他 正では、回転軸の半径方向、傾き、および面の誤差運動は改善
の軸の位置決め誤差に影響します。これは、軸の真直度誤差を されません。
減少させません。さらに、ロール誤差の影響の補正は行われず、
特定のラインに沿ったピッチと揺首の誤差のみの補正が行わ
れます。補正(またその測定)は、一般に軸ストロークの中心また
は機械加工空間内で最も頻繁に使用される個所で実行されま
す。
hexagon.com Manufacturing Intelligence 5
Page6
5.6 回転軸に対する位置と向きの誤差補正、R-
LOC
さらに他方では、数値補正の限界に言及する必要があります:
この補正は、回転軸の位置と姿勢誤差を修正します。典型的に
は、回転の軸平均ラインが指定されます。回転軸の位置および • 動作の再現性は、精度の限界値として残存します。機械欠
方向の誤差の測定は、直線軸の補正が有効になった後に行う 陥および/または機械安定に大きな問題が生じている場合
べきです。 は、著しく改善しないことがあります
• 工作機械の長期的な安定性は改善されません。
5.7 工具姿勢変化を含めた回転軸誤差に対する • 熱弾性変形は、引き続き幾何形状変化の大きな原因となり
空間補正、R-VOL+ ます。
この補正を行うにはCNCの回転誤差の空間補正機能を有効化 • 工作機械構成部品および組立の幾何形状要件は、工作機
する必要があります。軸とツール角度の誤差は物理的に補正さ 械の剛性、繰り返し精度および耐久性に重要となる場合が
れます。さらにこれは、大きな接触面積による残余誤差を最小 あります。例としてガイドレールの公差が大幅に緩和される
化することができます。特異点姿勢(セクション7を参照)の周囲 と剛性や再現性の低下を招き、またスピンドルのアライメン
では、操作挙動に問題が発生する可能性があります。 ト不良は工具摩耗の増加につながる可能性があります。
数値 補 正の利点と限界を理 解することで、機械メーカーと
ユーザーは、機能の実装による恩恵を最大限受けることが出来
5.8 線形または回転軸に対する工作機械に特有 ます。
の補正、L-SPEC、R-SPEC
一部の工作機械メーカーでは、直進軸の特定の誤差補正戦略
を適用していることがあります。テストに対する要件、考慮事項 7 直進軸の回転誤差の補正
および限界は、工作機械メーカーによって指定します。
直進軸の回転誤差には2つの影響があります:
(1) 工具の中心の動きは、軸の位置や工具の長さに応じて、理想
6 補正の利点と制約 的な動きから逸脱します。
工作機械の数値補正の利点は次のとおりです: (2) 工具の向きは、理想的な向きから逸脱します。
• この補正は、生産部品に対する工作機械の幾何誤差の影 空間補正は、工具の中心点に補正値を適用することで、最初の
響を緩和することで、生産ワークの品質をより高めることが 効果を完全に補正します。これは加工された部品の偏差に対す
できます。 る主要な効果です(図3参照)。しかし、工具の向きも特定の条
件下では影響を与えることがあります。これは、工具が広い範囲
• 再検証とその後の補正の適用により、工作機械のライフサ で加工物と接触する場合、例えば大径のエンドミルやフライカ
イクル全体にわたって精度が維持されます。また、経年劣 ッターツールの場合です。
化、摩耗、衝突、工作機械の再配置、熱環境の変化、基礎
の安定化による幾何学的な変化は、部分的または完全に補 しかしながら、工具姿勢の誤差を補正(L-VOL+)するには、理想
正することができます。 的には3つの直交する回転軸が必要ですが、これを提供する
工作機械は非常にわずかです。典型的な5軸加工機において
• 工作機械で部品測定を行う場合、補正によって、測定の不 は、1つの回転軸がスピンドル軸と理論的に平行となる一定の
確実性を縮小できますが、測定の計測のトレーサビリティー 軸姿勢が存在します。その回転軸姿勢は特異点姿勢と呼ばれ
を保証する必要があります(セクション15を参照) ます。これらの特異点姿勢の近くでは(例えば主軸軸線がC-軸
と平行な場合)、工具姿勢における誤差補正に必要な運動は、
• 案内面、位置決めシステムおよび/または工作機械構成部品 数的制御では直接利用できないことがあり、その結果その他の
の物理的な調整の精度要求を緩めることで、工作機械生産 軸で強い加速運動が生じる場合があります。これは機械の動
の全費用を下げられる可能性があります。 的剛性と操作に、大きな負荷をかけます。したがって、L-VOL+
によるツール姿勢誤差補正は、十分注意して扱う必要があり、
工具経路のプログラムあるいはその他手段により、特異点姿
勢近くでの使用を回避できる場合のみ使用されるべきです。
6 Manufacturing Intelligence hexagon.com
Page7
Tool centre point
Tool centre motion
Resulting surface
L-VOL
L-VOL+
図3:L-VOLなしの場合、工作機械の幾何誤差は、基本的に部品に転写されます。L-VOLで、工具中心点は理想的なパスに従い、ツ工具
の接触面の向きの変化によるわずかな偏差のみが残ります。工具姿勢(L-VOL+)の追加補正では、大きな接触域のツールでも、理想的
な表面を生成できます。
8 幾何誤差を測定するための従来の計測技術
今日、幾何誤差を測定する一般的な方法として、レーザーを用
いた光学測定技術があります。この方法では、各軸の個々の偏
差を順番に記録します。これらのソリューションは、位置決め、
真直度、ピッチ、ヨーを取得するための干渉計ヘッドと複数の
光学部品で構成されています。追加の傾斜計によって、水平
軸のロール誤差運動も検知できます。直進軸間の角度の偏差
は、物的な直角度標準器あるいは特殊な光学素子、ペンタプ
リズムによる追加の測定が必要です。垂直軸の回転運動は、
従来のテクノロジーでは検知が困難です。これは重力に基づ
いた方法によっては測定できないためです。異なるオフセット
での差分真直度測定がこの解決策となり得ます。
3軸運動の剛体誤差運動をすべて取得する為に、従来の技術 図4:従来型マシンツール計測機器
では、全体として、18-30回の測定が必要となります(テーブル3
、8ページを参照)。
さらに、検証測定が同じ位置で行われた場合、測定機セットア
それぞれの測定では測定機のアライメントが必要となり、通常 ップのアライメント不備が検出できないことがあります。これ
手動でデータを取得します。各測定結果は、光学部品の正確 らの従来方式の制約をふまえたうえで、ドイツ国立物理工学
なアラインメントに依存します。これは非常に経験を積んだ計 研究所(PTB)および英国国立測定研究所(NPL)は、革新的な
測技術者によって行う必要があります。市場には1度のセットア アプローチを共同開発しました。これは、いわゆる多辺測量
ップで、1軸上での複数の測定を組み合わせて行う製品が存在 法の原理を適用し、多軸機の誤差を干渉測長値のみを基にし
します。 て決定[9]します。このアプローチは、Etalonによって商業化さ
れ、2019年以来Hexagonのグループ企業となっています。
しかしながら、これらの方法は、次の点から注意深く調査が必
要です:
• 精度、特に長距離にわたる真直度およびロール測定
• 実行可能性:多数の構成部品を取り付ける必要
• 一貫した空間補正データの生成に関するソフトウェアサ
ポート
hexagon.com Manufacturing Intelligence 7
Page8
パラメータ 測定テクニック 必要なセットアップ
位置決め レーザー干渉計または基準スケール 1軸当たり1つのセットアップ
真直度 真直度標準機とインジケーター、またはレーザーと位置検出ダイオー 1軸当たり1~2つのセットアップ
(2方向で) ド、またはレーザーとWallaston光学器
ピッチ 差分レーザー測定あるいは重力に基づいた傾斜計 1軸当たり1~2つのセットアップ
ヨ- 差分レーザー測定あるいは重力に基づいた傾斜計 1軸当たり1~2つのセットアップ
(水平軸での適用不可)
ロール 傾きセンサー(垂直軸には作用しない)あるいは差分真直度測定 1軸当たり1~2つのセットアップ
直角度 直角度標準器または真直度光学器とペンタプリズム: 3つのセットアップ
円運動測定(ISO 230-4)から抽出
テーブル3:従来の幾何誤差測定方法
9 Hexagonテクノロジー:逐次多辺測量 (B)真直度基準として:理想的な条件下(例えば真空中)では、レー
ザー光は完全な真直度基準となる直線です。しかしながら、産
Hexagonのテクノロジーは高精度の干渉計を使用した空間変 業環境では、特に長距離での測定の場合、空気中の温度勾配が
位測定に基づいています。これは、従来方式とは対照的に、 この仮定に大きく反します。次の計算例を考慮すると、水平真直
工具位置での誤差を直接観察し、計算モデルに基づいた手法 測定にて、空気中の温度の1K/mの垂直勾配は、10m以上の距
にて、検出された空間誤差を各軸に関連する誤差関数に分割 離で100μmの誤差を引き起こします。加えて、妥当な結果を得
します[9]。この方法の利点は次のとおりです: るにはビーム形状が限りなく安定していて、対称的であることが
求められます。例えば、光学系に付着した微小な粒子が、装置に
• 高精度:この方法は今日、レーザーの波長に基づいた最も正 よっては大きく結果を乱すことがあります。
確なCMMのキャリブレーションに使用されます
より長距離で最も高い精度を達成するために、Hexagonのアプ
• 高速のパフォーマンスとユーザーによる影響の抑制に ローチでは、レーザー光の真直度情報を使用していません。代
よって、高度の自動化が可能 わりに非常に正確な干渉計測定の変位測定にのみ基づいてい
ます。
• 異なるタイプの機械およびサイズの拡張性
このテクノロジーのハードウェア構成部品は、次のセクション内
で簡潔に説明されています。
9.1工作機械計測用レーザー 9.2 Hexagonソリューション
レーザーは計測でよく知られたツールです。用途 :(A)距離変 H e x a g o n は 工作 機 械 校 正 のため の 強 力 なソフトウェア
位 測定 用のレーザー干渉計 :これは産 業と科 学 界で最も正 および 2 つのハードウェア・ソリューションを提 示していま
確な変 位 計 測ツールです。これは適 切な条 件下では、、空 す:LASERTRACER-NG と X-AX LASERBARです。いずれも同じ
気中で1m当たりfU(95%) < 0.3 µm の測定不確かさを達成 測定原理に基づく:2点間レーザーに基づいた変位測定で、一つ
します。その不 確かさは、主としてビーム中の気温測定と補 は作業テーブル、もう一つは機械主軸に固定します。両者は異な
正 がどれくらい正 確 かによって制 限されます。気 温 感 度は る種類の機械を対象としており、中型の工作機械に関しては一
およそ 1 µm/(K*m)です。したがって、1 m で0.3 µm または 部重複があります。この2つのツールは、次のセクションで簡潔
10 m で 3 µm の精度をそれぞれ達成するためには、U(95%)=0.3K に説明されています。
で気温を測定する必 要があります。レーザー干渉計の分解
能 は、通常、工 業 環 境 で 達 成 可 能 な 精 度を制 限するもの
ではありません。Hexagonの干渉計 分解能は<2nmです。
8 Manufacturing Intelligence hexagon.com
Page9
9.3 LASERTRACER-NG
LASERTRACER-NGは、中型から大型の工作機械、および座
標測定機(CMM)校正をデザインされています。測定中、測定
機が機械の動作に自動追従することで、干渉測定ビームがリ
フレクタ上にロックオンされます。
距離は、U(95%) = 0.2 µm + 0.3 µm/mの不確かさで記録され
る、主としてビーム中の正確な気温の読み取り値によって制
限を受けます。図5は主な用途を示します。
最も高い精度を達成するため、LASERTRACER-NGは真円度
誤差<50nmの内部固定基準球を持ちます。これはビームが回
転しているときのレーザー測定の光学的な基準として機能す
るため、機械的なベアリングに依存せずに精度を実現するこ
とが出来ます。最大測定距離は20メートルです。 図6は原理を
示します。
LASERTRACER-NGは、軸長さ > 1 mの機械に最も適してい
ます。装置のサイズや取り付け要件が、小型機械に対する実
用性を制限する可能性があります。特に、典型的な軸長さが
400-1000mmの間の旋回軸付きの5軸機では、一般にX-AX
LASERBARがもっとも適しています。
図5:Hexagon LASERTRACERのアプリケーション、上から:
中型工作機械、大型工作機械、ハイエンドCMM
図6:LASERTRACER-NG:測定不確かさの合計は U(95%) = 0.2 µm + 0.3 µm/m となrます。
回転式干渉計
内部基準球
スピンドルまたはプローブヘッドに
熱的に安定した台座 固定されたリフレクタ
hexagon.com Manufacturing Intelligence 9
Page10
9.4 X-AX LASERBAR
X-AX LASERBARは、小型から中型の工作機械の校正ツール
です。典型的な軸長さは、400-1000 mm の間となります。
これはLASERTRACER-NGと同様に、レーザー干渉計を使用
し、2点の間の距離の変化を測定します。一つは作業台に固
定され、もう一つは機械主軸に固定されます。レーザー干渉
計は、磁気ネストに取り付けられた2つの高精度球体を接続
する、カーボンファイバーのテレスコチューブの内部にあり
ます。これらのネストは、水平および垂直方向内の広角回転
を可能にします。図7は原理を示します。
LASERTRACER-NGと比較して、X-AX LASERBARは小型および
中型の工作機械に適用する際に以下の利点があります:
• 容易なセットアップ
• 取扱いと輸送の為の小さな質量
• 5軸工作機械上のスイベル軸測定アプリケーションが容易
• より低い投資額
X-AX LASERBARは、ISO 230-4に準じた円運動測定のほか、
線形・回転軸のキャリブレーションと検証が可能であり、工
作機械計測の汎用ツールとして設計されています。
図8:5軸工作機械上の
X-AX LASERBARのセットアップ
図7:X-AX LASERBARの原理:ファイバーベースの干渉計は、2つの高精度球体間の距離の変化を測定します。2枚のミラーの光学的配置
は、いわゆるアッベの原理を間接的に実装します:測定ビームは、2つの球体中心間を仮想的に測定し、U(95%)=1μmの測定不確実性を持
ちます。
アクティブ、内部レーザー追跡ユニット
レーザーパス
精度球体
(ネスト内の回転移動)
マグネット付き球体
レーザー追跡用炭素繊維テレスコー ネスト
プ(交換可能)
10 Manufacturing Intelligence hexagon.com
Page11
10 達成可能な精度範囲 10.3 ワークまたはツールの質量
工作機械で補正を適用する場合、達成可能な精度の範囲を考 一部の工作機械構成においては、ワーク質量(例えば回転テー
慮することが必要です。次のセクションは、最も重要な制約を ブル上の重量ワーク)およびツール質量(例えば大きな研削砥石)
要約しています。 が、直進軸、回転軸個別の幾何性能に影響を及ぼす場合があ
ります。工作機械の静的精度は、典型的に無荷重状態下で作動
する工作機械で決定されます。したがって特定の機械軸構造で
は、それぞれの静的負荷がある状態での追加試験が有効な場
10.1 温度 合があります。
温度と気温変動は、工作機械の形状誤差決定と、工作機械形
状パフォーマンスの両方に影響します。温度変化により発生す
る誤差の補正機能が工作機械に実装されている場合、幾何形 10.4 最小のインクリメント・ステップ
状の測定の際に有効化する必要があります。
個々の工作機械軸の最小インクリメント・ステップは、適用でき
しかしながら、温度も、引き続き達成精度の支配的な制約と る補正の最小量を決定します。ステップ応答テストはISO 230-1
なっています。3つの基本熱的誘導誤差の原因は、次のように識 で述べられています。ステップ応答は、エンコーダの分解能(典
別されます: 型的に現代の制御では < 0.1μm)、摩擦、バックラッシおよびコ
ントローラーのパラメータ設定によっても影響を受けます。しか
• 機械加工工程(プロセス・エネルギー) し、典型的な3軸または5軸の加工では、すべての直線軸が関与
して移動しているため、補正によって工具経路を追加修正して
• 内部熱源(駆動、機械主軸、ポンプ、ネジ伝動) も、最小ステップサイズに関する要件は発生しません。実際に
は、最小ステップサイズが、空間補正能力を制限することはまれ
• 環境温度の変化(空間内、および経時) です。
この白書は特に熱運動は扱いません。詳細な情報はISO230-3
およびそれぞれの文書を参照してください。
11 工作機械コントローラへの補正の実装
数値補正に対する工作機械制御能力は絶えず拡張を続けてい
10.2 繰り返し精度 ます。これは工作機械ユーザーの精度要求の高まりによって押
し上げられ、現代の制御の計算能力増大によって可能になった
工作機械経時繰り返し精度誤差にはいくつかの原因があり ものです。現在では、ほとんどの最新のコントローラがリアルタ
ます: イムで複雑な補正操作を実行でき、動的性能の低下を伴うこと
はありません。テーブル4は、一般的な現代の制御およびそれら
• 機械的遊び、摩擦あるいは摩耗によって引き起こされた の空間補正能力の概要を示します。
反転誤差
• 工作機械構成部品の熱的弾性の影響
• 工作機械構成部品あるいは基礎の経時塑性変形 コントローラータイプ 空間補正オプション
Siemens Sinumerik 840d, VCS, VCS+
工作機械繰り返し精度は、工作機械上で達成できる部品精度 ソリューションライン,
の制約となります。形状誤差測定中に、短期の繰り返し精度の Siemens Sinumerik One
影響は、多数の測定に関して平均を取ることで縮小できます。反
転誤差の平均化または分析は、通常少なくとも異なる動作方向 Heidenhain TNC 530, Kinematics Comp (オプション 52)
の複数回の測定で実施されます。反転動作は全ての幾何誤差 TNC 640, TNC 7
で観測される可能性があり、非常に多くの場合角度誤差運動が
影響を受けることが分かっています。反転誤差を明示的に修正 ファナック 30i, 31i 3次元回転誤差補正
する場合には、誤差発生源を十分に理解し、1つの測定ライン 三菱 / Mazak Matrix 2 VEC(オプション75)
の変更が別のラインに影響しないよう注意します。
Bosch Rexroth MTX 14VRS VCP
注意事項:詳細な最小コントローラー要件や必要なオプションはここでは記載
されていません。
テーブル4:最新の工作機械操作の補正能力
Page12
図9:3つの平面の大型水平工作機械の空間測定の誤差ベクトル、および全領域での3平面上の誤差カラーマップ。
12 空間精度測定と空間測定パフォーマンス 提案しています。ISO230-6による対角線の試験では、ISO230-2
による直進軸に沿ったテストと、3軸機械の空間精度の良い近
空間測定の校正は、指定された作業ボリュームのいかなる場所 似値が得られます。HexagonのソフトウェアTRAC-CHECKは、
でも、任意の形状で、最も高い精度のワークの機械加工を保証 迅速で有効な測定法を提示します。これは、軸、空間対角線と
することを目標とします。ISO 230-1は空間精度を”X- Y- Z軸方向 平面対角線または任意のユーザー選択ライン測定をを支援し、
における実測と理論値の相対偏差の最大範囲と、関連する空間 必要な場合に、サンプル数を拡張します。
内におけるX- Y- Z-軸運動のA-B-C軸方向の姿勢誤差の最大範
囲、ここで偏差とは工作機械の工具側とワーク側の相対的な偏
差である[…]” として定義されていますとして定義しています。直
進軸は、図9に示されるように、空間誤差領域の形でもっとも正 13 補正後工作機械の試験
確に表現できます。
一般に、工作機械の数値補正はシステム固有の構成要素である
図9では、三つの平面の誤差ベクトルが示されています。補正は ため、機械加工のときと同様に、試験のためのアクティベートが
領域中心に「ゼロ点調整」され、Z軸(第一のアラインメント)お 必要です。しかし、補正された工作機械の動きの幾何誤差測定
よびX軸(第二のアラインメント)に整列されます。 においては、以下の点に特別な注意を払う必要があります。:
ISO230-1はさらに「空間測定のパフォーマンス」を曖昧に「機械 • 角度運動の補正を適用する場合、ツール側で機能点(工具中
加工領域全体内のいかなる場所でも工作機械が意図した多軸 心点)として、有効なオフセットを適切に指定する必要があり
機能を実行する能力「..」として定義しています。これは、「工作 ます。これは例えば、使用した光学リフレクタやインジケー
機械の空間測定の実行の完全な試験は困難かつ時間のかかる タの接触点を工具長として定義する必要があります。補正
手法である」と述べたうえで、空間測定性能試験とへの実現可 では、有効なポイントが適切に指定されている時にのみ、正
能な近似として対角線の変位を 確な補正値を適用できます。
12 Manufacturing Intelligence hexagon.com
Page13
• 角度誤差の測定:角度誤差の補正は、機能点に対する回転
の影響を補正します。ただし、VCS+のみについては、ツー
ルの物理的オリエンテーションが補正されます(図3を参照)
。VCSの試験機については、下記を考慮する必要があります:
• 角度誤差の直接測定(例えば電子レベルまたは角度の干
渉計による)も、補正されない物理角運動を示します。観
察された誤差は、補正では変更されません。
• 間接測定では(例えば多辺測量、Rテストあるいは差分位
置決め/真直度測定)、ツールまたは反射器が操作内で正
確に指定されている場合には、機能点に対する角度の補
正の影響を正確に測定できます。しかしながら、ツールの
物理的なオリエンテーションは変わらないことに注意が
必要です。
• 円形誤差(ボールバーテスト):VCS補正を適用する場合、
ツールの側の球状継手に対して、工具位置オフセットを
適切に指定する必要があります。
• 機械主軸アラインメント:工具側の全ての回転軸が0°の場
合、スピンドルは補正されたZ軸動作に平行になるよう調整
される必要があります。典型的に、機械主軸アラインメント
は、機械主軸中の精密シリンダーに沿った、インジケータを
使用したプローブ測定によってテストされます。Hexagonの
空間補正用ソフトウェアでは、補正された領域を物理的なZ
軸に合わせて、スピンドルの向きをZ軸の動きに追従できる
ようにします(セクション13を参照)。
14 例
次の例は、空間補正による精度向上を示しています。様々な視
覚化により、対象を複数の視点から示します。
14.1直進軸: X-AX LASERBARで測定した小型
5軸機械
この例は、小型5軸線形工作機械の空間精度測定の向上を示し
ています(図10)。
図10:小型5軸機械ツールの誤差、それぞれ補正なし(A)、線形補
位置決め誤差の並進補正(B)では、空間の中心から3つの軸に 正(B)、および空間補正(C)。
沿って従来型の干渉計で測定しています。空間補正(C)について
は、この機械はX-AX LASERBARで測定され、またコントローラ
ーには補正ファイルがインストールされています。2番目のステッ
プで、X-AX LASERBARによる測定を、両方の補正で繰り返しま
す。空間誤差ベクトルで観察された並進誤差補正で、補正の縮
小幅は30%、空間補正では縮小幅は90%となりました。典型的
には、直線的な補正のみを行う機械と比較して、空間誤差の追
加の減少幅は、60%から80%の間となります。
hexagon.com Manufacturing Intelligence 13
Page14
14.2 直進軸:LASERTRACER-NGで測定された
大型機械
セクション13に概説されるように、対角線の試験は、空間精度
測定を実際的に確認できる方法です。図11は、最長軸が8mの、
航空宇宙の大型ガントリー機械の対角線測定の結果を示しま
す。従来のキャリブレーション(位置誤差のみ)では、依然として
対角線は、最大で200μmの誤差を示しています。
空間測定の校正(シーメンスVCS)を加えることで、誤差は、機械
の繰り返し精度に近い20μmに減少します。
Measurement length (mm) 図12:45°の傾きC-軸補正前後の運動学的誤差の幅 (シーメンスVCS)
15 座標測定機として使用する工作機械(CMM)
一部の場合には、CMMに部品を移動させるのではなく、工作機
械上で部品寸法を直接確認することが効果的となる場合があり
ます。これらの測定での前提条件は次のとおりです:
• メートルの定義にトレーサブルな形で機械の幾何形状校正
を行うこと
• 適切な特徴づけが行われたプローブ測定システム
図11:空間補正の前(赤)と後(緑)の航空宇宙産業の大型工作機械
の4つの空間対角線の測定。 • 形状仕様に従った測定とデータ評価を支援する測定ソフト
ウェア
14.3 回転軸: LASERTRACER-NGで測定した ISO委員会TC39内で、現在の作業項目は、部品測定での工作機
中型回転ヘッド 械使用を支援する、ドキュメント草案ISO230-13です。このドキ
ュメントは、次によって、工作機上でのトレーサブルな測定を保
回転軸の例として、ユニバーサルヘッド(45°傾いたヘッド軸)の 証する方法について記述します:
空間測定の校正結果が、図12に示されています。
(a)形状とプローブ測定でCMMのような検証を適用する方法
すべての運動学的誤差(ISO 230-1に基づく用語)は、大幅に改 (CMMのISO10360-2に類似[11])
善される可能性があります。重要なアプリケーションについての
注意: ヘッド側の回転軸を測定する場合、重力で引き起こされ (b)校正済みワークの使用
た変形により測定誤差を防ぐため、反射器ホルダーの剛性に特
に注意が必要です。回転軸で適正な補正結果を達成するには、 このドキュメントは、今後の工作機械上の部品検査を促進する
直進軸の繰り返し精度が必要です。 ためのものです。これは機械メーカー、工作機械ユーザー、計測
技術者および品質監査向けで、工作機械上のクリティカルな部
品の品質検査の技術的な基礎となります。
一般的に、特に空間補正と検証の重要性は、このアプリケーシ
ョンにおいて産業界でますます重要になるでしょう。
14 Manufacturing Intelligence hexagon.com
devitation (mm)
Page15
16 概要と見通し
産業界で空間補正は、工作機械の一般的な機能となっていま
す。これは機械加工部品の品質の重要な先行条件である、静
的精度を大幅に向上させることが出来ます。工作機械メーカー
にとってもユーザーにとっても、補正および工作機械計測に
ついての知識は重要です。この白書では、工作機械の性能検
証、使用およびメンテナンスに必要な基礎知識を提供するこ
とを意図しています。Hexagonのテクノロジーは、測定に必
要となる負担を軽減しつつ、最も高い精度を提供します。将
来的には、部品の計測にも工作機械を使用することが、空間補
正の適用をさらに推進するでしょう。
17 文献
[1] ISO 230-1:工作機械のテストコード – Part 1:負荷なしま [8] Schwenke, H., Franke, M., Hannaford, J., Kunzmann,
たは疑似固定・静的状態下で作動する機械の形状精度 H.:単一のトラッキング干渉計によるCMMおよび工作機械
(2012) 誤差マッピング CIRP記録― 生産技術(2005)
[2] ISO 230-2:工作機械のテストコード – Part 2:精度決定、お [9] Schwenke, H., Knapp, W., Haitjema, H., Weckenmann,
よび数値制御の軸ポジショニングの繰り返し精度(2014) A., Schmitt, R., Delbressine, F.:機械の形状誤差測定お
よび補正 – 更新CIRP記録 ― 生産技術(2008)
[3] ISO 230-3:工作機械のテストコード – Part 3:熱的運動の [10] ASME B89.4.19-2006 標準 — レーザーベース球体座標測
決定: (2020) 定システム, www.asme.org
ISO 230-4:工作機械のテストコード – Part 4:数値制御工
作機械の循環テスト(2022)
[4] ISO 230-6:工作機械のテストコード – Part 6:ボディ上の配 [11] ISO 10360-2:形状製品仕様(GPS) – 座標測定機の受け入
置、精度および面対角線の決定(対角線変位試験)(2002 れおよび再検証テスト(CMM) – Part 2:長さ寸法測定に使
試験) 用するCMM(2010)
[5] ASMEB5-54-2005、コンピューター数的制御工作機械の
評価の方法
[6] ISO/TR 16907:工作機械 – 形状誤差の数値補正 (2015)
[7] ISO/TR 230-13:工作機械のテストコード – Part 13:座標測
定機として使用される工作機械の測定パフォーマンス決定
のガイドライン;TC39/SC2の新しい作業項目未公表
hexagon.com Manufacturing Intelligence 15
Page16
Hexagon は、センサー、ソフトウェア、自律型テクノロジーを
組み合わせた、デジタルリアリティソリューションのグローバル
リーダーです。当社は産業、製造、インフラ基盤、公共、
モビリティの分野で効率、生産性、品質を高めるために
データを活用しています。
当社のテクノロジーは、生産エコシステムと人関連エコシステムを
形成、その繋がりと自律性を促進し、発展性のある持続可能な
未来を創造します。
Hexagon Manufacturing Intelligence事業部は設計から
エンジニアリング、製造、計測に至るまでデータを活用した
ソリューションを提供し、お客様のさらにスマートな製品製造を
支援します。
Hexagon (Nasdaq Stockholm: HEXA B)に関する詳細は
hexagon.com をご覧ください。
また、@HexagonAB のフォローをお願いします。
© 2025 Hexagon AB 及びその子会社、関連企業。All rights reserved.