



プラスチックの蘊蓄です。
プラスチックはVEの常套手段。高和電氣は、高い技術力で、デザインとコストの最適化を図ります。
関連メディア
このカタログについて
| ドキュメント名 | プラスチックの基礎知識 |
|---|---|
| ドキュメント種別 | その他 |
| ファイルサイズ | 1.5Mb |
| 取り扱い企業 | 高和電氣工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
スライド 1
Kowa Electric Industry Co., Ltd.
プラスチックの
お話
プラスチックはVEの常套手段。高和電氣は、高い
技術力で、デザインとコストの最適化を図ります。
Page2
スライド 2
1.プラスチックとは?
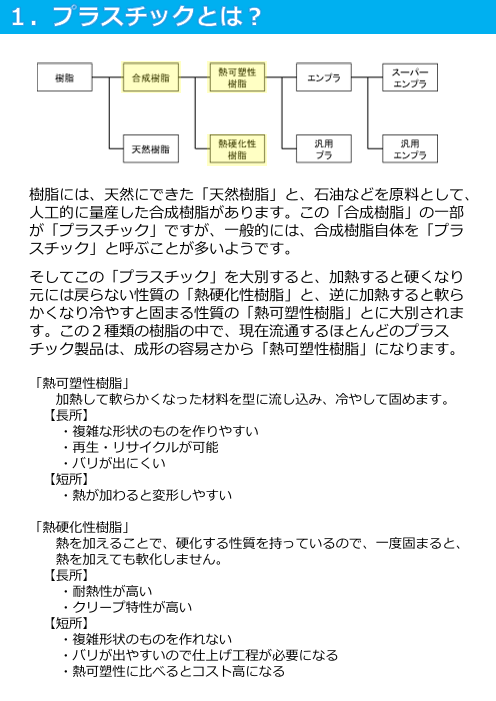
樹脂には、天然にできた「天然樹脂」と、石油などを原料として、
人工的に量産した合成樹脂があります。この「合成樹脂」の一部
が「プラスチック」ですが、一般的には、合成樹脂自体を「プラ
スチック」と呼ぶことが多いようです。
そしてこの「プラスチック」を大別すると、加熱すると硬くなり
元には戻らない性質の「熱硬化性樹脂」と、逆に加熱すると軟ら
かくなり冷やすと固まる性質の「熱可塑性樹脂」とに大別されま
す。この2種類の樹脂の中で、現在流通するほとんどのプラス
チック製品は、成形の容易さから「熱可塑性樹脂」になります。
「熱可塑性樹脂」
加熱して軟らかくなった材料を型に流し込み、冷やして固めます。
【長所】
・複雑な形状のものを作りやすい
・再生・リサイクルが可能
・バリが出にくい
【短所】
・熱が加わると変形しやすい
「熱硬化性樹脂」
熱を加えることで、硬化する性質を持っているので、一度固まると、
熱を加えても軟化しません。
【長所】
・耐熱性が高い
・クリープ特性が高い
【短所】
・複雑形状のものを作れない
・バリが出やすいので仕上げ工程が必要になる
・熱可塑性に比べるとコスト高になる
Page3
スライド 3
2.エンプラとは?
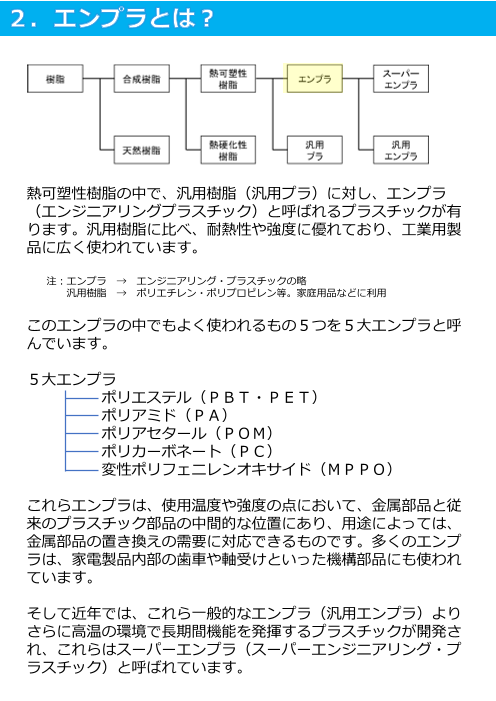
熱可塑性樹脂の中で、汎用樹脂(汎用プラ)に対し、エンプラ
(エンジニアリングプラスチック)と呼ばれるプラスチックが有
ります。汎用樹脂に比べ、耐熱性や強度に優れており、工業用製
品に広く使われています。
注:エンプラ → エンジニアリング・プラスチックの略
汎用樹脂 → ポリエチレン・ポリプロピレン等。家庭用品などに利用
このエンプラの中でもよく使われるもの5つを5大エンプラと呼
んでいます。
5大エンプラ
ポリエステル(PBT・PET)
ポリアミド(PA)
ポリアセタール(POM)
ポリカーボネート(PC)
変性ポリフェニレンオキサイド(MPPO)
これらエンプラは、使用温度や強度の点において、金属部品と従
来のプラスチック部品の中間的な位置にあり、用途によっては、
金属部品の置き換えの需要に対応できるものです。多くのエンプ
ラは、家電製品内部の歯車や軸受けといった機構部品にも使われ
ています。
そして近年では、これら一般的なエンプラ(汎用エンプラ)より
さらに高温の環境で長期間機能を発揮するプラスチックが開発さ
れ、これらはスーパーエンプラ(スーパーエンジニアリング・プ
ラスチック)と呼ばれています。
Page4
スライド 4
3.スーパーエンプラとは?
エンプラの出現後、金属代替品としてのニーズが高まり、さらな
る耐熱性、難燃性などが求められるようになり、極めて機能性の
高いスーパーエンプラの開発が相次いでいます。
スーパーエンプラの明確な定義は無いようですが、概ね150℃以
上の耐熱性を持つプラスチックを指しています。また、難燃性に
ついては、UL規格によって定義され、用途や利用目的により、そ
の基準が定められています。
また耐熱性、難燃性に限らず、耐薬品性、寸法安定性などに優れ
たものもあります。
スーパーエンプラの種類としては、
PEEK(ピーク)/PSU(ポリスルホン)/PES(ポリエーテルサル
~)/PPS(ピーピーエス)/PTFE/PVDF/PEI/PAI/PARLCP(液
晶ポリマー)等
がありますが、電子部品、自動車部品、医療器具など、様々な用
途で使われています。
Page5
スライド 5
4.そしてモールド化
VEの常套手段
デザインとコストの最適化
板金/プレス板金の持つ量産性・コストパフォーマンスの限界を
超えるものはモールド化!です。
外観は性能の一部です。
デザインの要求をコストUPと捉えるのではなく、商品性という
性能向上策として考えます。
その為の製造工法が、モールド化です!
しかし
「モールド化したいが、プラスチックなんかではムリだ!」
との声をもよく聞きます。
しかしコストダウンは今や死活問題です。
なぜムリなのか?その問題解決のポイントは、
要求性能にマッチする材質選択と
モールド化の形状設計
そこで、スーパーエンプラの出番です。
Page6
スライド 6
5.モールド化で重要なのは?
スーパーエンプラの出現により従来の金属部品から置き換え不可
能であったものまで、対応が可能となりました。
しかしながら、スーパーエンプラの性能を最大限に引き出す為に
は、次の三要素が不可欠となります。
①製品要求性能を満足する為のスーパーエンプラ選択
スーパーエンプラと言っても、材料によって、色々な特性があります。
お客様の要求する製品にどんな特性が求められるのかが重要です。
②スーパーエンプラの特性に応じた製品設計
材料の選定が出来たと言っても、すぐに製品化できるわけではあり
ません。③の製造方法に対応する製品設計が必要になります。
③スーパーエンプラの特性に応じたモールディング/マシン
材料が決まったら、材料の特性に応じた、製造工法を選定し、製造
装置を選択します。金型が必要な場合、金型設計も必要になります。
モールド化のコストは
①材料価格
②初期費用(設計費用、金型費用)
③製造コスト(マシンローディング、人件費他)
で決まります。
当社は長年に渡るノウハウの蓄積により、スーパーエンプラの性
能を最大限に引き出す、モールド化によるコストダウン製品をお
客様に提供致します。
Page7
スライド 7
6.熱硬化性樹脂
熱硬化性樹脂は、電気材料、日用品材料として熱可塑性樹脂に先行
して開発され使用されてきましたが、成形加工の能率に劣るため
徐々に市場が減ってきています。しかし熱可塑性樹脂に比べて生産
量は小さいものの、その物性が着目され、構造材料、電気絶縁材料、
耐食材料、耐熱材料、積層材料として活用されています。
主な熱硬化性樹脂の種類としては
PF(フェノール)/UF(ユリア)/MF(メラミン)/EP(エポキシ)
/UP(不飽和ポリエステル)/PUR(ポリウレタン)
などがあります。
製品例としては、航空機の構造材料、化粧板、浴槽、シート用クッ
ション材、鍋の取っ手、車の灰皿等があります。
スーパーエンプラをはじめ、熱特性に優れた樹脂も開発されていま
すが、やはり熱硬化性樹脂には熱硬化性樹脂の長所があり、製造に
手間はかかるものの、社会に必要不可欠な樹脂と言えます。
実は、当社の製品では、この熱硬化性樹脂によるものが多く、電力
用の高圧絶縁体、鉄道用の地上子など、社会インフラ製品として長
年にわたり使われています。
Page8
スライド 8
7.シールド性能
近年、高密度実装等の実現の為、シールド性能に対する要求が高
まっております。その為、従来からシールド用各素材及び、関連製
品がメーカーより市場に供給されております。
しかし、実際に設計に応用する場合は、実装設計上のノウハウが必
要となり、電気絶縁とシールドの兼ね合いに悩まされた事が、一度
は在るかと思います。
当社はFRP製造に関して、日本に紹介された初期の頃より自社技
術として取り込み、この過程で各種の複合積層を経験し、現在に
至っております。
それらの製品事例から取り扱いの容易なシールド材として、FRP
とシールド金属の複合積層品を、皆様のご要望によりカスタム製造
をおこなっております。
事例)高密度実装の為、微力出力アナログ信号処理回路とトランスを
接近しなければならず対策を施した。磁気遮断性と回路基板間
のショート保護を含めシールド材薄板を多層構造とし、FRP
により絶縁機能を持たせたシールド部品とした。
また近年では、可塑性樹脂のケースに機能性メッキ加工を行う事で、
金属ケースの代わりになる軽量化及びシールド性を両立させたプラ
スチックケースなども実現させています。
基板実装用のケースにプラスチックを採用、
機能性メッキでシールド性を確保すると共に
大幅な軽量化を実現
Page9
スライド 9
8.当社の成形技術(対応範囲)
当社は国家資格技術(成形技術)保有者も大勢在籍し、高い技術力
で、お客様のニーズにお応えしております。
1)コンプレッション成形(圧縮成形)
① 一般熱硬化性樹脂成形(フェノール・エポキシ・プリミックス・他)
② SMC/BMC樹脂成形
③ プリプレグ使用成形
2)インジェクション成形
① 一般熱硬化性樹脂成形(フェノール・エポキシ・プリミックス・他)
② 一般熱可塑性樹脂成形(ABS・PC・PBT)
③ スーパーエンプラの成形(PPS・PES・PEEK)
3)シート成形(圧空成形/真空成形)
当社ではインジェクション成形の金型がコスト的に困難な小ロット品を
圧空/真空成形により製作し、ご要望に応えております。
4)ディップ成形
5)注型(キャスティング・ポッティング)
6)ハンドレイアップ/コールドプレス(FRP)
7)その他複合成形
Page10
スライド 10
9.コンプレッション
当社は、昭和12年の創業以来、コンプレッション成形(圧縮成
形)を事業の一つの柱として継承し続け、その高度な技術と安定し
た品質は、お客様より高い評価を頂いてきました。
いわゆる3K業種の一つに数えられるコンプレッション成形は、オ
ペレーターの不足により、年毎に生産規模の縮小余儀なくされてお
りますが、当社では、積極的に、この技術とオペレーターの継承を
行っています。
特に当社は(株)新潟高和を、コンプレッション成形のハブ工場と
位置付け、大型の成形機を導入し、主に電力・鉄道市場向けのお客
様の製品を作り続けています。
また最近では、お客様の外注先廃業による、コンプレッション成形
製品の転注案件の引き合いも多くなってきております。
当社では万全の態勢で、お客様のご用命をお待ちしております。
■取り扱い成形材料
フェノール、エポキシ、プリミックス、メラニン、
ポリエステル、BMC、SMC、PMC、
ジアリルフタレート、GFRP他
(株)新潟高和
Page11
スライド 11
10.保有成形機-1
当社がプラスチック成形会社として創業され80年。
共に事業を行ってきたグループ会社、協力工場で保有する設備は、
約100台になり、多くの種類のプラスチック成型に対応できます。
高和電氣工業 本社・事業所・グループ会社
No. 種類 型締力(t) 形式 台数 所在地 メーカー
1 26 - 1 登戸 王子機械㈱
2 26 - 1 山梨 王子機械㈱
3 37 - 1 山梨 王子機械㈱
4 50 - 1 山梨 日東精機㈱
5 70 - 1 新潟 日東精機㈱
6 100 - 1 新潟 王子機械㈱
7 100 - 1 新潟 王子機械㈱
8 100 - 1 桑名 王子機械㈱
9 100 - 1 桑名 川尻鉄工
10 130 - 1 山梨 日東精機㈱
11 150 - 1 桑名 ㈱丸七鉄工所
熱硬化性圧縮成形機
12 200 - 1 桑名 ㈱丸七鉄工所
13 200 - 1 山梨 ㈱丸七鉄工所
14 250 - 1 新潟 ㈱松田製作所
15 300 - 1 新潟 ㈱伸栄産業
16 300 - 1 新潟 ㈱松田製作所
17 300 - 1 新潟 ㈱江東工業
18 500 - 1 新潟 ㈱幸伸技研
19 500 - 1 新潟 ㈱小島鐵工所
20 500 - 1 新潟 ㈱小島鐵工所
21 1000 - 1 新潟 ㈱小島鐵工所
22 1000 - 1 新潟 ㈱小島鐵工所
Page12
スライド 12
11.保有成形機-2
高和電氣工業 本社・事業所・グループ会社
N 型締力
種類 形式 台数 所在地 メーカー
o. (t)
23 100 - 2 山梨 王子機械㈱, ㈱松田製作所
24 100 - 2 桑名 王子機械㈱
熱硬化性トランスファー
25 100 - 1 新潟 ㈱東邦プレス製作所
成形機
26 300 - 1 新潟 ㈱丸七鉄工所
27 350 - 1 新潟 ㈱丸七鉄工所
28 75 75F-36K 1 桑名 ㈱松田製作所
29 100 100N-TM45KS 1 桑名 ㈱松田製作所
30 100 MDT100XB 1 桑名 ㈱ニイガタマシンテクノ
31 130 IR130FA-10A 1 山梨 東芝機械㈱
熱硬化性射出成形機
32 150 150F2-50K 1 山梨 ㈱松田製作所
33 180 MD180W 1 桑名 ㈱ニイガタマシンテクノ
34 180 EC180SXⅢ-8A 1 桑名 芝浦機械
35 220 IR220F-19A 1 桑名 東芝機械㈱
36 18 SE 18DUZ 1 登戸 住友重機械工業㈱
37 30 SE30EV 1 福島 住友重機械工業㈱
38 50 SE 50DU 1 登戸 住友重機械工業㈱
39 75 IS75E-2A 1 山梨 東芝機械㈱
40 75 SG75M-HP 1 登戸 住友重機械工業㈱
41 100 SE100EV 1 福島 住友重機械工業㈱
42 100 IS100F1 2 桑名 東芝機械㈱
43 熱可塑性射出成形機 100 SG100 1 登戸 住友重機械工業㈱
44 100 SE100D 1 登戸 住友重機械工業㈱
45 100 EC100 1 福島 東芝機械㈱
46 100 SE100D 1 福島 住友重機械工業㈱
47 130 SE130DU 1 福島 住友重機械工業㈱
48 130 IS130F1 1 桑名 東芝機械㈱
49 180 SE180DU 1 登戸 住友重機械工業㈱
50 180 EC180SXⅢ-6A 1 桑名 芝浦機械
Page13
スライド 13
12.保有成形機-3
協力工場
No. 種類 型締力(t) 形式 台数 所在地 メーカー
1 20 PS-20 1 山梨 日精樹脂工業㈱
2 30 M30 1 山梨 住友重機械工業㈱
3 40 PS-40 1 山梨 日精樹脂工業㈱
4 40 HB40PC 1 東京 菱屋精工㈱
5 50 K-50c 1 東京 川口鉄工㈱
6 50 NN-50 1 山梨 ㈱新潟鉄工所
7 50 MD-50 1 山梨 ㈱新潟鉄工所
8 70 VP70PC 1 東京 菱屋精工㈱
9 75 CN-75 1 山梨 ㈱新潟鉄工所
10 80 HB80PC 1 東京 菱屋精工㈱
11 80 KF-80 1 山梨 川口鉄工㈱
12 100 N100A 1 東京 ㈱日本製鋼所
13 100 VP100NPC 1 東京 菱屋精工㈱
14 100 KM-100c 1 東京 川口鉄工㈱
15 140 KM-140c 1 東京 川口鉄工㈱
16 140 KM-140 1 山梨 川口鉄工㈱
17 150 IS150EN 1 山梨 日精樹脂工業㈱
18 150 J150 1 山梨 ㈱日本製鋼所
19 150 1 山梨
20 180 VP180PC 1 東京 菱屋精工㈱
21 200 N200BⅡ 1 東京 ㈱日本製鋼所
22 200 K-200 1 山梨 川口鉄工㈱
熱可塑性射出成形機
23 280 KM-280c 1 東京 川口鉄工㈱
24 350 SE350HD 1 山梨 住友重機械工業㈱
25 350 1 山梨
26 400 1 山梨
27 450 KM-450c 1 東京 川口鉄工㈱
28 450 450MSG-80 1 埼玉 三菱重工㈱
29 450 1 山梨
30 650 IS650GTW-59A 1 埼玉 東芝機械㈱
31 650 IS650GTW-59A 1 埼玉 東芝機械㈱
32 650 1 山梨
33 850 850MM-160 1 埼玉 三菱重工㈱
34 850 850MG-160 1 埼玉 三菱重工㈱
35 950 950MMⅢ-160 1 埼玉 三菱重工㈱
36 1300 IS1300DE-110A 1 埼玉 東芝機械㈱
37 50~180 5 栃木
38 30~100 5 茨城
39 50~300 6 茨城
40 80~180 4 茨城
41 140~650 12 茨城
42 350~550 6 茨城
43 650 1 茨城
Page14
スライド 14
13.3Dプリンター/金型設計・製造
【3Dプリンター】
当社では短納期でプラスチックの製品を必要とするニーズに応える
ため、3Dプリンターによる造形も行っております。
3Dスキャナー、流動解析などのCAE、CADなどと組み合わせる
ことにより、試作・開発~量産まで総合的にご支援ができます。
【金型設計・製造】
当社では、東レの樹脂流動解析ソフトウェア(3D TIMON)を10年
以上前に導入し、従来の経験による金型設計のノウハウとシュミ
レーションの結果とを、総合的に判断し、最適な金型を設計する
ノウハウを蓄積してきました。
当社では金型設計・製造からモールド製品製造・加工まで一気
通貫でお客様の要望にお応えします。