


Surface Texture Analysis of Steel Sheets by 3D-SEM
微小領域の表面テクスチャーの非破壊評価が可能な三次元走査電子顕微鏡の課題である低倍率測定時の像ゆがみを効果的に除去するための回帰処理について検討した。この像ゆがみを定量的に評価し,振幅伝達特性と処理時間の観点から最も効果的な処理として二次曲面回帰とスプラインハイパスフィルターを組み合わせた複合回帰処理を提案した。この複合回帰処理を利用して溶融亜鉛めっき鋼板の表面テクスチャーを定量化し,表面のディンプル密度を二次元と三次元の表面性状パラメータの形で抽出して摩擦係数との相関を調査した。触針式表面粗さ計で測定した二次元パラメータよりも三次元パラメータの方が良好な相関が得られると結論した。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 3D-SEMによる鋼板表面3次元形状解析技術 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 335.9Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社エリオニクス (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
JFE技報 No. 13
(2006年 8月)p. 9–13
3D-SEMによる鋼板表面 3次元形状解析技術
Surface Texture Analysis of Steel Sheets by 3D-SEM
野呂 寿人 NORO Hisato JFEスチール スチール研究所 分析・物性研究部 主任研究員(副部長)・Ph.D.
木村 幸雄 KIMURA Yukio JFEスチール スチール研究所 圧延・加工プロセス研究部 主任研究員(課長)
柳 和久 YANAGI Kazuhisa 長岡技術科学大学 工学部 教授・工博
要旨
微小領域の表面テクスチャーの非破壊評価が可能な三次元走査電子顕微鏡の課題である低倍率測定時の像ゆが
みを効果的に除去するための回帰処理について検討した。この像ゆがみを定量的に評価し,振幅伝達特性と処理
時間の観点から最も効果的な処理として二次曲面回帰とスプラインハイパスフィルターを組み合わせた複合回帰
処理を提案した。この複合回帰処理を利用して溶融亜鉛めっき鋼板の表面テクスチャーを定量化し,表面のディ
ンプル密度を二次元と三次元の表面性状パラメータの形で抽出して摩擦係数との相関を調査した。触針式表面粗
さ計で測定した二次元パラメータよりも三次元パラメータの方が良好な相関が得られると結論した。
Abstract:
Effective regression methods to remove image distortions at low magnific ations of three-dimensional (3D)
scanning electron microscopy, which can offer high resolution and non-destructive examination of surface
topographies, have been studied. The distortions are quantitatively evaluated and from the viewpoints of the
amplitude transmission characteristics and the processing time, parabolic regression followed by Spline high-pass
fil tering is proposed as the most effective method. The surface textures of hot-dip galvanized steel sheets have been
quantifie d by this method, and their dimple densities estimated in terms of 2D and 3D surface texture parameters
are compared with their friction coeffic ients. It is concluded that the 3D parameter shows a better correlation than
the 2D parameter measured by conventional stylus profil ometry.
ない微小領域の表面テクスチャーを評価できるという優れ
1. 緒言 た特長を有している。その一方,低倍率では測定データに
電子ビーム走査に由来する放物面状のゆがみを生じ,その
鋼板の摺動性や塗装後鮮映性などの表面特性は,鋼板表 ままでは像解釈に堪えないという課題を合わせ持っている。
面の三次元的な凹凸形態(以下,表面テクスチャー)に左 本報告では,まず,このような低倍率測定時の像ゆがみ
右される。表面テクスチャーの評価にはさまざまな評価技 の実態とその対策技術としての回帰処理について述べる。
術が利用されているが,たとえば,走査電子顕微鏡では高 その上で,回帰処理を応用して種々の溶融亜鉛めっき鋼板
さの定量評価が難しく,触針式の表面粗さ計には触針によ (GI: galvanized iron sheet)の表面テクスチャーを定量化し,
る試料表面のダメージや 1 µm以下の形状評価が難しいと その三次元的な特徴である表面のディンプルの密度と摺動
いう課題がある。著者らは,このような従来技術の課題を 性との関わりについて報告する。
背景として,狙った視野を高精度で非破壊的に測定でき GIの表面テクスチャーの特徴を定量的に評価するために
る,三次元走査電子顕微鏡(3D-SEM)に注目し,これを は,評価パラメータの選択も重要である。表面テクスチャー
用いて鋼板の種々の表面特性を支配する表面テクスチャー の特徴は,従来,触針式表面粗さ計で測定した算術平均粗
の解明に取り組んでいる。SEMを用いた三次元測定法に さ Raや PPI(peak per inch)などの二次元(2D)パラメー
は,複数枚の画像を撮影した上で高さ情報を算出するステ タで表現されてきた。しかし,線分上の粗さプロファイル
レオ法などの方法もあるが,本報告では測定信号から直接 から求めた 2Dパラメータで,本来三次元的な表面テクス
三次元形状を再構築できる,4検出器を備えた走査電子顕 チャーの特徴の全容を捉えることには原理的な無理がある。
微鏡を 3D-SEMと呼ぶ 1)。 そこで,GIの表面テクスチャー解析には従来の 2Dパラ
3D-SEMは,触針式や光学式の粗さ測定器では評価でき メータに加え, 3Dパラメータ 2)も用いた。
- 9 -
Page2
3D-SEMによる鋼板表面 3次元形状解析技術
Detector A Detector B 射電流数 p Aの条件で行った。また,すべての試料には,
組成による二次電子イールドの違いが測定結果に影響する
ことのないよう,Auを数 10 nm程度 スパッタコートして
Electron beam から表面テクスチャーの測定に供した。
電子ビーム走査に由来する測定データのゆがみは,それ
自身の凹凸をほぼ無視できる鏡面研磨したシリコンウエ
α
ハーの三次元データの最高点と最低点の落差(以下,最大
cos θ 誤差と略称)で評価した。θ
Specimen surface cos α このような測定データのゆがみは,不要な長波長成分の
一種とみなせるため,ある種の回帰処理によって除去可能
α と予想される 5)。ここで言う回帰処理とは,表面テクス
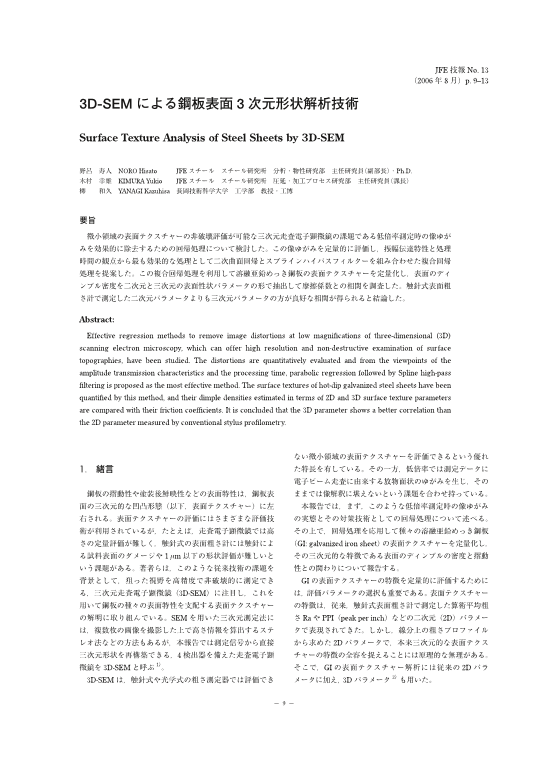
Fig. 1 Principle of three-dimensional measurement (3D-SEM
mesures declinations at eradiated points by electron チャーの特徴よりも長波長の参照面(うねりや形状偏差の
beam.) 成分を表す滑らかな曲面)を算出して,測定データからこ
れを差し引く処理のことである。実験では,ゆがみ除去効
果が期待される幾つかの回帰処理を種々の倍率で測定した
2. 3D-SEMの測定原理と低倍率測定時の課題 データに適用し,各回帰処理後のデータに残った最大誤差
を比較することによって最も効果的な回帰処理を見極めた。
実験について述べる前に,3D-SEMの測定原理と低倍率 実際の回帰処理には,長岡技術科学大学の柳研究室が開発
測定時の像ゆがみの由来について簡単に説明する。 した三次元表面形状解析プログラム『SUMMIT』を用いた。
3D-SEMでは電子銃の光軸周りに 4本の二次電子検出器が このようにして見極めた最適な回帰処理の効果を検証す
対称的に配置されている。電子ビームの照射点から放出さ るため,Ra既知の触針用粗さ標準片((株)東京精密製標
れる二次電子は,照射点での面法線に対称な強度分布を持 準片 E-MC-S24B)をゆがみが最も顕著になる最低倍率(40
つため 1),Fig. 1に示すように照射点の左右に対称に検出 倍)で測定し,回帰処理した上でその Raを評価した。
器を配置すると,放出強度分布の左半分は左側の検出器 A 応用事例として示した GIには通常の調質圧延法とブラ
に,右半分は右側の検出器 Bに捉えられ,信号強度の偏差 スト処理によって表面テクスチャーを制御したラボ材を用
ABは,照射点での傾斜角 αと一定の関係を持つ 1,3)。紙 いた。3Dパラメータの計算には前述の SUMMITを使用し
面に垂直な方向に検出器をもう一対配置すれば,それらの た。摺動性は,試料の表面に幅 10 mm,摺動方向長さ
信号強度の偏差とその方向の傾斜角についても同様の関係 3 mmのビード工具を 13 kgf/mm2(130 MPa)の面圧で押
が成り立つ。したがって,電子ビームを走査しながら信号 し付けながら,試料を 100 cm/minの速度で摺動させる平
強度の偏差から照射点での傾斜角を算出して高さ情報を逐 板摺動試験で測定した摩擦係数で評価した。なお,平板摺
次繋ぎ合わせてゆけば,試料の表面テクスチャーを算出す 動試験は予め GIの測定面に洗浄油(スギムラ化学工業(株)
ることができる。 製プレトン R352L)を塗布しておこなった。
低倍率測定時に像にゆがみが生じるのは以下の理由によ
る。先に述べた測定原理では,二次電子の放出点が 4本の 4. 結果および考察
検出器の対称軸,すなわち,電子銃の光軸上にあることを
4.1 低倍率測定時の像ゆがみの実態と
前提としている。電子ビームの走査領域が光軸上の点とみ
各回帰処理のゆがみ除去効果 6)
なせる高倍率測定の場合,この前提は十分に成り立つ。一
方,低倍率測定では走査領域の周辺部分が光軸から外れる 不要な長波長成分の除去に利用できる,二次曲面回帰,
ため,仮にその部分が水平だったとしてもそこから放出さ ガウシアンフィルター,回帰型ガウシアンフィルター(0
れる二次電子は直近の検出器に多く取り込まれ,4本の検 次,2次),スプラインフィルター 7)の 5種類の回帰処理と
出器の信号強度に偏差が生じる 4)。すでに述べたとおり, それらの特徴をまとめて Table 1に示す 5)。フィルターは
3D-SEMではこの偏差が傾斜として認識されるため,低倍 すべてハイパスフィルターとして使用する場合を想定した。
率での測定データにはゆがみが生じることになる。 振幅伝達特性の点では 2次の回帰型ガウシアンフィルター
が最も優れているが,この処理には他の回帰処理の数倍~
3. 実験方法 数 10倍の処理時間を要するため,現時点で実用的とはい
いがたい(256 256データの場合,x, y独立な処理で近似
実験には,(株)エリオニクス製 3D-SEM ERA-8800FE させて処理時間を約 1/300に短縮しても 500 MHzの PCで
を用いた。表面テクスチャーの測定は,加速電圧 5 kV,照 数秒~ 1分程度を要する)。処理時間と除去効果のバラン
JFE技報 No. 13(2006年 8月) - 10 -
Page3
3D-SEMによる鋼板表面 3次元形状解析技術
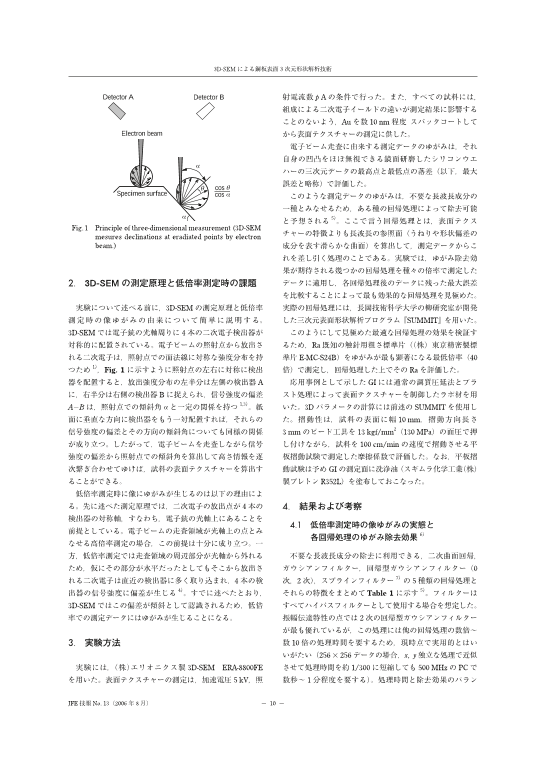
Table 1 P rospective regression methods and their characteristics
Flexibility of Whole field Processing
Regression method End effect
reference surface analysis time
Parabolic regression (worse) possible short advantageous
Gaussian filtering base impossible short NA
Gaussian regression
base possible short disadvantageous
filtering of 0th order
Gaussian regression
best possible very long advantageous
filtering of 2nd order
somewhat
Spline filtering almost best possible short
disadvantageous
Measured data 68.6 µm 7.7 µm 1 000
Paraboric Measured data
regression Parabolic only
100 ParabolicSpline
11.3 m Spline only µ 6.8 µm
End effect Spline high-pass filtering 10
2.2 µm 2.2 µm
1
5.5 µm 2.0 µm 0
200 µm 500 1 000 1 500 2 000
Fig. 2 T opographic data measured from mirror polished Magnification
silicon wafer and processed by the regression Fig. 3 Maximum errors due to image distortions as a function
methods shown of magnifi cations
スの点ではスプラインフィルターが特に優れている。
3D-SEMのゆがみは放物面に比較的近いため,二次曲面回 だけでも最大誤差を同程度まで低減している。
帰にも除去効果が期待される。
4.2 複合回帰処理の効果の検証 6)
鏡面研磨したシリコンウエハーを測定した生データ,そ
れらを二次曲面回帰とスプラインフィルターでそれぞれ独 複合回帰処理の効果を検証するため,2種類の触針用 Ra
立に処理したデータ,この 2つの回帰処理を組み合わせて 標準片(Ra:0.40 µm仕様,Ra:3.17 µm仕様)を 3D-SEM
処理したデータを Fig. 2に示す。グレースケールの上下限 の最低倍率の 40倍で測定し,得られた生データに同処理
は平均面に対する三次元形状データの最高点と最低点の高 を適用した上で Raを評価した。この倍率では測定データ
さを表している。スプラインフィルターのカットオフ波長 に最も大きなゆがみが生じる一方,3 mmの測定長を確保
(振幅透過率が 50%の波長)は x方向の測定長の 1/2とし できるため,触針式表面粗さ計が準拠する JIS B 0601に規
た。スプラインフィルターは,二次曲面回帰よりも効果的 定された粗さ処理条件,すなわち,「 カットオフ波長
にゆがみを低減しているが,処理後のデータの端部に 「エ 800 µmでのガウシアンフィルター処理とカットオフ波長の
ンドイフェクト 」と呼ばれるアーティファクトを生じてい 数倍の評価長さ 」をそのまま適用することができる。なお,
る。 一方,二次曲面回帰とスプラインフィルターをこの順 触針式表面粗さ計が二次元のプロファイル測定を基本にし
に組み合わせた複合回帰処理は,エンドイフェクトを生じ ているため,Ra評価時は,3D-SEMでもこれに合わせて 2
ておらず,3者の中で最も効果的にゆがみを低減している。 次元のプロファイル測定とした。
各倍率で測定したゆがみの程度を最大誤差で表した結果 複合回帰処理後の Raの評価結果を Table 2に示す。仕
を Fig. 3に示す。図から,測定データの最大誤差は,80 様値より全体的にやや高めだが,0.1 µmのオーダーまで有
倍,300倍,1 000倍,3 400倍未満の測定倍率で,それぞ 効数字とみなして良い結果が得られている。このことから,
れ,100 µm,10 µm,1 µm,0.1 µm以上で,高倍率になる 複合回帰処理は十分実用に耐えるレベルのゆがみ除去効果
ほど急速に減少していることが分かる。また,複合回帰処 を有していると考えることができる。全体的に高め評価に
理は 300倍までの低倍率で最大誤差を生データの 1/10以 なっている理由は,ゆがみが完全には除去されていないた
下に低減しており,500倍以上ではスプラインフィルター めだと推定される。
- 11 - JFE技報 No. 13(2006年 8月)
Maximum error of height (µm)
Page4
3D-SEMによる鋼板表面 3次元形状解析技術
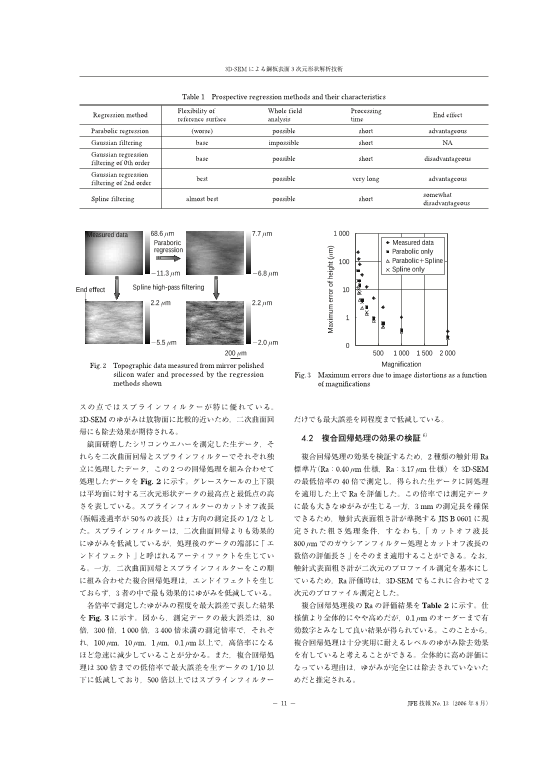
Table 2 Calculated arithmetic mean deviations of roughness
Temper rolling Temper rolling
standards
Specifications
Number of times
0.40 µm 3.17 µm
1 0.42 3.23
2 0.43 3.30
3 0.43 3.29
Average 0.43 3.27 Temper rolling Blasting
1.00
0.99
0.98
0.97 100 µm
0.96 Fig. 5 Various surface textures of hot-dip galvanized steel
0.95 sheets
0.94
0.93 形で Fig. 5に示す
8)。
Spline
0.92 テクスチャー制御した GI表面のディンプル密度を,通
GR2
0.91 常の触針式表面粗さ計で測定した 2Dプロファイルから求
GR0
0.90 めた PPIと,3D-SEM で測定した 3Dプロファイルから求
0.1 1 めた窪みの個数密度(以下,Sdvと記す*。)の 2とおりの
λ/λc
Fig. 4 A mplitude transmission characteristics of the fi lters 方法で評価し,摩擦係数との対応を比較した結果を Fig. 6
under consideration (GR2 and GR0 mean Gaussian に示す。なお,PPI算出時のカウントレベルは標準的な
regression fil ters of the 2nd and 0th order,
µ
respectively) 0.635 mとし,Sdvは負荷面積比 80%の切断面での窪み
の個数から算出した。PPIと Sdvのいずれの場合にも高
ディンプル密度側で摩擦係数が単調に減少する傾向が読み
取れるが,3Dパラメータの Sdvの方がより明瞭な相関を
4.3 フィルター処理を適用する際の留意点
6) 示している。このような相関は,ディンプルが潤滑油を保(カットオフ波長の影響)
持することに起因する流体潤滑効果を反映していると考え
すでに述べた各種フィルターの振幅伝達特性の一部を拡 られる。押し付け面圧が低い場合には,同様の相関に加え
大して Fig. 4に示す。振幅透過率が 99%以上の波長はフィ て,3Dパラメータである中核部の流体保持指標 Sciと摩擦
ルターの影響を無視できると考えることにすると,スプラ 係数にも緩やかな相関が認められることがわかっている 8)。
インフィルターの場合,図から λ 0.3 λcを満足する波長 λ
(以下,この上限を限界波長と記す。)がこれに該当するこ
とが分かる。ここで λcはカットオフ波長を表す。別の言い 0.14 Temper rolling 0.14 Temper rolling
方をすれば,λcを測定長の 1/2に設定する場合,この式か 0.13 0.13
0.12 0.12
らスプラインフィルターでは測定長の 15%( 1/2 0.3) 0.11 0.11
を下回る波長成分にフィルターの影響が現れないと考えて 0.10 0.10
0.09 Blasting 0.09 Blasting
よいと結論できる。したがって,フィルター処理によるアー 0.08 0.08
ティファクトの導入を避けるためには,この関係を念頭に 0.07 0.07
0.06 0.06
おいて,測定の段階で注目する形状のサイズが限界波長を 0 100 200 300 400 500 0 200 400 600 800 1 000
超えることのないように測定倍率や視野を選ぶことが重要 PPI Sdv (mm2)
である。 Fig. 6 Friction coeffic ients of hot-dip galvanized steel sheets as
a function of their PPI and Sdv (Both two-dimensional
4.4 溶融亜鉛めっき鋼板の PPI and three-dimensional Sdv refl ect dimple densities of their surfaces.)
表面テクスチャー解析への応用
調質圧延法とブラスト処理によって表面テクスチャーを
* 標準的な 3Dパラメータとして,頂点の個数密度には Sds(density of
制御した各種の GIを 3D-SEMで測定し,複合回帰処理に summits)という表記が割り当てられている。一方,負の頂点に当たる
窪みの個数密度には特定の表記がないため,本報告では density of val-
よって試料本来の表面テクスチャーを求めた例を鳥瞰図の leysの意味で Sdvと記す。
JFE技報 No. 13(2006年 8月) - 12 -
Amplitude transmission
Friction coefficient
Friction coefficient
Page5
3D-SEMによる鋼板表面 3次元形状解析技術
p. 115–116.
5. 結言 2) Stout, K. J.編.Development of Methods for the Characterisation of Roughness in Three Dimension. Penton Press, chapter 12, 2000.
3) Suganuma, T. J. Electron Microsc. vol. 34, no. 4, 1985, p. 328–337.
微小領域の表面テクスチャーの非破壊評価が可能な 4) Drzazga, W.; Paluszynski, J.; Slowko, W. Meas. Sci. Technol. vol. 17,
2006, p. 28–31.
3D-SEMの課題である低倍率測定時の放物面状の像ゆがみ 5) 加藤雅広,原精一郎,柳和久.精密工学会誌.vol. 67,no. 8,2001,
の実態とその対策技術としての回帰処理について報告し p. 1281–1283.
た。また,この処理を応用して定量化した の表面テク 6) Noro, H.; Yanagi, K. Inst. Phys. Conf. Ser. no.179, section 5, 2003, GI
p. 207–210.
スチャーからディンプルの密度を 3Dパラメータの形で抽 7) Krystek, M. Measurement. vol. 18, no. 1, 1996, p. 9–15.
出し,摩擦係数との相関について検討した。 8) 野呂寿人,植野雅康,木村幸雄,曽谷保博.CAMP-ISIJ.vol. 18,
2005,p. 1508.
(1) 電子線走査に由来する放物面状の像ゆがみの除去には
二次曲面回帰の後にスプラインフィルター処理する複
合回帰処理が最も効果的である。
(2) スプラインフィルター処理する場合,カットオフ波長
の 30%を超える大きさの注目形状が含まれないように
倍率や視野を選択しないと処理後のデータにアーティ
ファクトを生じる危険がある。
(3) GI表面のディンプル密度を反映する 3Dパラメータと
摩擦係数には,PPIと摩擦係数よりも明瞭な相関が認
められる。
参考文献
1) 日本電子顕微鏡学会関東支部編.走査電子顕微鏡.共立出版,2000, 野呂 寿人 木村 幸雄 柳 和久
- 13 - JFE技報 No. 13(2006年 8月)