



工程集約で加工工程の改善が可能!
工程集約とは、複数の工程で行っていた加工について、工程を減らして行うことです。
工程を減らすことができれば、時間・手間・コストの削減ができます。
■工程集約によるメリット
・段取り回数が減ることにより、生産性UP
・載せ替える回数が減ることにより、加工精度UP・品質改善
・治具の数が減ることにより、治具設計にかかる手間や治具製作コストを節約
5軸加工機の稼働率を最大限に引き上げることができます。
この「工程集約」を実現するための治具をご紹介します。
このカタログについて
| ドキュメント名 | 生産性UP! 加工精度UP! コスト削減!が実現する治具「工程集約シリーズ」 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 8.8Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社イマオコーポレーション (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
工程集約シリーズ
「クランプのイマオ」が機械加工の工程集約に最適な治具をご提案します。
5軸加工機用治具、高精度な引込み式治具、様々な形状に対応する異形状クランプなどにより、シーン別の課題を解決します。
製品貸出しサービス
対象製品を、無料でお貸出しいたします。(1週間程度) 引込み
イマオ 製品貸出し
実際にお使いいただき、製品の仕様をお確かめください。 クランプ P.1 P.3 P.5
対象製品の中には、実際に試用可能なサンプル品や、
プルフィックス プルフィックス フレックスゼロベース
動作確認が可能なデモ機がございます。 フックタイプ
イマオコーポレーションWEBサイトからお申し込みいただけます。
対象製品
プルフィックス(P.1)
プルフィックス フックタイプ(P.3) NEW
フレックスゼロベース(P.5) 治具交換
エアフレックスロケーター重荷重タイプ(P.9)
フォームクランプ(P.11) システム P.1 P.3 P.5 P.7 P.9
ODクランプ(P.13) プルフィックス プルフィックス フレックス クイックゼロ エアフレックス
フックタイプ ゼロベース セッティング
センタリングクランプ(P.15)
ロケーター
デバイス 重荷重タイプ
IMGバイス(P.17)
フレックスエックス(P.21)
NEW
異形状
クランプ P.9 P.11 P.13
エアフレックスロケーター フォームクランプ ODクランプ
重荷重タイプ
(エア駆動のフォームクランプ)
NEW
【 お問い合わせ】
技術部 〒501-3706 岐阜県美濃市須原605 5軸加工
TEL 0575-32-2239
※本カタログは2025年 10月に作成されました。 対応バイス P.15 P.17 P.19 P.21
※製品の価格は当社WEBサイトでご確認ください。
※本カタログに記載されている製品の仕様、外観等は予告なく変更する場合がありますのでご了承ください。最新の情報は当社WEBサイトでご確認ください。 センタリング IMGバイス トライアングル フレックス
※本カタログ掲載製品の不具合等によってお客様に生じた損害について、当社が賠償責任を負う場合、当社の責に帰すべき事由の有無にかかわらず、
当社の賠償額については、いかなる場合でも、お客様がご購入し当該損害を発生させた製品の代金額を上限とさせていただきます。 KSY-004a クランプ グリップ エックス
※会社名、製品名、ロゴマークは、各社の商標または登録商標です。
Page2
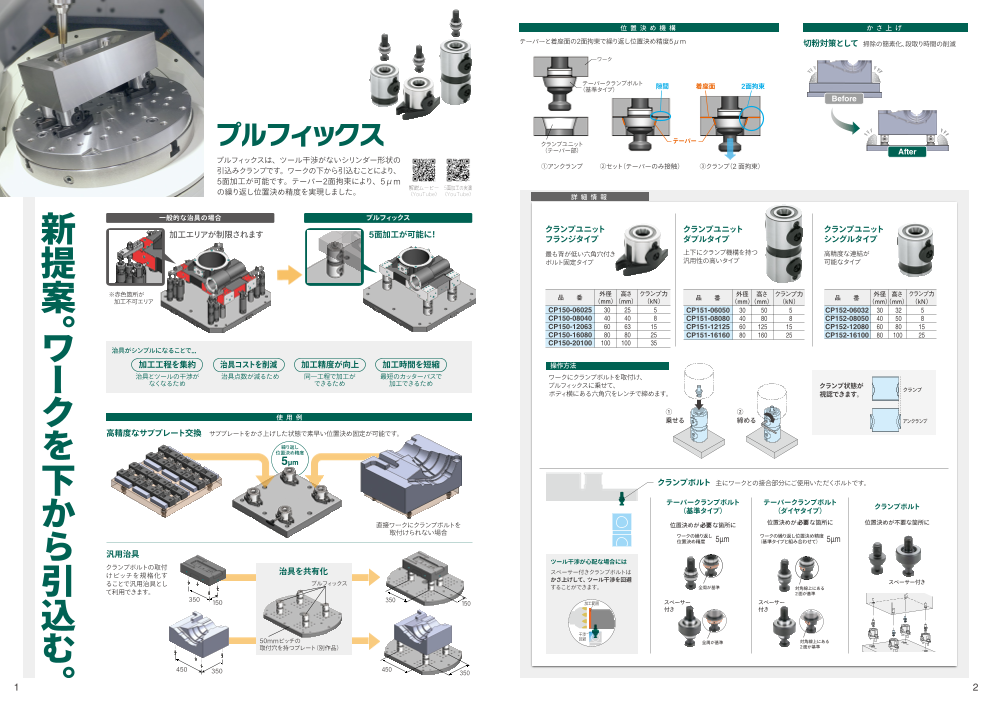
位 置 決 め 機 構 か さ 上 げ
テーパーと着座面の2面拘束で繰り返し位置決め精度5μm 切粉対策として 掃除の簡素化、段取り時間の削減
ワーク
テーパークランプボルト
(基準タイプ) 隙間 着座面 2面拘束
Before
プルフィックス クランプユニット テーパー
(テーパー部) After
プルフィックスは、ツール干渉がないシリンダー形状の
引込みクランプです。ワークの下から引込むことにより、 ①アンクランプ ②セット(テーパーのみ接触) ③クランプ(2面拘束)
5面加工が可能です。テーパー2面拘束により、5μm
の繰り返し位置決め精度を実現しました。 解説ムービー 5面加工の実演
(YouTube) (YouTube) 詳 細 情 報
新 一般的な治具の場合 プルフィックス
加工エリアが制限されます 5面加工が可能に! クランプユニット クランプユニット クランプユニット
フランジタイプ ダブルタイプ シングルタイプ
提 最も背が低い六角穴付き 上下にクランプ機構を持つ 高精度な連結が
ボルト固定タイプ 汎用性の高いタイプ 可能なタイプ
案 ※赤色箇所が
加工不可 品 番 外径 高さ クランプ力 外径 高さ
エリア (mm)(mm) (kN) 品 番 クランプ力
(mm)(mm) (kN) 品 番 外径 高さ クランプ力
(mm)(mm) (kN)
CP150-06025 30 25 5 CP151-06050 30 50 5 CP152-06032 30 32 5
︒ CP150-08040 40 40 8 CP151-08080 40 80 8 CP152-08050 40 50 8
CP150-12063 60 63 15 CP151-12125 60 125 15 CP152-12080 60 80 15
ワ CP150-16080 80 80 25 CP151-16160 80 160 25 CP152-16100 80 100 25
CP150-20100 100 100 35
治具がシンプルになることで...
加工工程を集約 治具コストを削減 加工精度が向上 加工時間を短縮
ー 操作方法
治具とツールの干渉が 治具点数が減るため 同一工程で加工が 最短のカッターパスで ワークにクランプボルトを取付け、
なくなるため できるため 加工できるため プルフィックスに乗せて、 クランプ状態が
ボディ横にある六角穴をレンチで締めます。 視認 。 クランプ
できます
ク ① ②
使 用 例 乗せる 締める アンクランプ
を 高精度なサブプレート交換 サブプレートをかさ上げした状態で素早い位置決め固定が可能です。
繰り返し
位置決め精度
5μm
下 クランプボルト 主にワークとの接合部分にご使用いただくボルトです。
か テーパークランプボルト テーパークランプボルト
(基準タイプ) (ダイヤタイプ) クランプボルト
直接ワークにクランプボルトを 位置決めが必要な箇所に 位置決めが必要な箇所に 位置決めが不要な箇所に
ら 取付けられない場合 ワークの繰り返し
位置決め精度 5μm ワークの繰り返し位置決め精度
(基準タイプと組み合わせて) 5μm
汎用治具
ツール干渉が心配な場合には
引 クランプボルトの取付
けピッチを規格化す 治具を共有化 スペーサー付きクランプボルトは
かさ上げして、ツール干渉を回避
ることで汎用治具とし プルフィックス スペーサー付き
することができます。 全周が基準 対角線上にある
て利用できます。 2面が基準
350 150 350
込 150 加工範囲 スペーサー スペーサー
付き 付き
干渉
む 50mmピッチの 回避
全周が基準 対角線上にある
取付穴を持つプレート(別作品) 2面が基準
450 350 450 350
1 ︒ 2
Page3
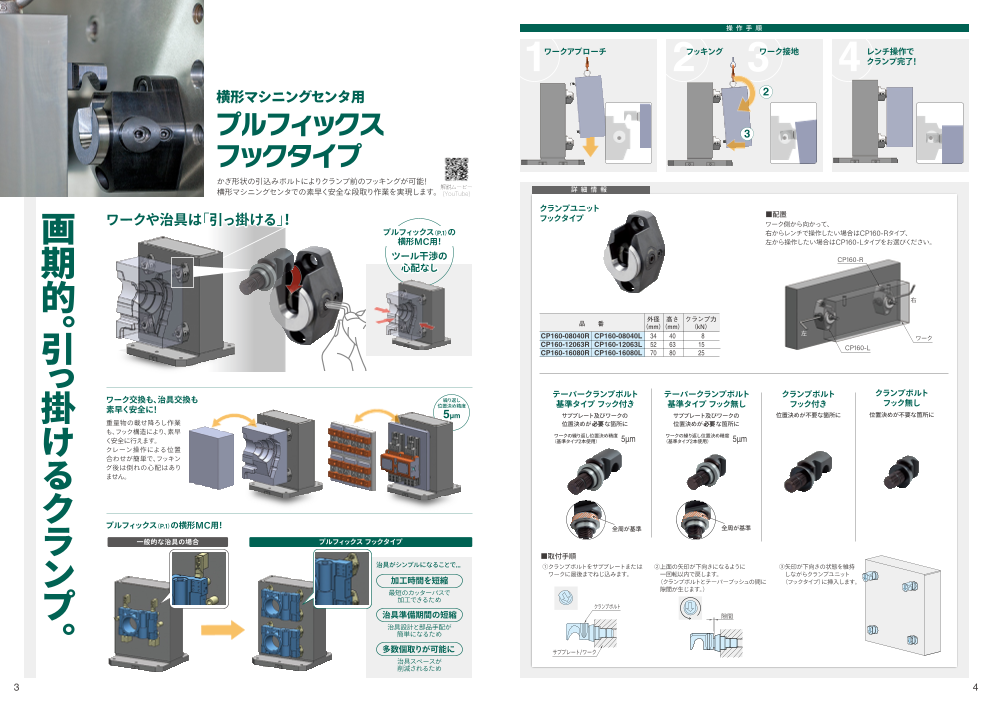
操 作 手 順
1ワークアプローチ 2フッキング 3ワーク接地 4 レンチ操作で
クランプ完了!
横形マシニングセンタ用 2
プルフィックス 3
フックタイプ
かぎ形状の引込みボルトによりクランプ前のフッキングが可能!
横形マシニングセンタでの素早く安全な段取り作業を実現します。解説ムービー(YouTube) 詳 細 情 報
クランプユニット
画 ワークや治具は「引っ掛ける」! フックタイプ ■配置
ワーク側から向かって、
プルフィックス(P.1)の 右からレンチで操作したい場合はCP160-Rタイプ、
横形MC用! 左から操作したい場合はCP160-Lタイプをお選びください。
期 ツール干渉の CP160-R
心配なし
的 右
︒ 品 番 外径 高さ クランプ力
(mm)(mm) (kN)
引 CP160-08040R CP160-08040L 34 40 8 左
ワーク
CP160-12063R CP160-12063L 52 63 15 CP160-L
CP160-16080R CP160-16080L 70 80 25
っ
掛 テーパークランプボルト テーパークランプボルト クランプボルト クランプボルト
ワーク交換も、治具交換も 繰り返し
素早く安全に! 位置決め精度 基準タイプ フック付き 基準タイプ フック無し フック付き フック無し
5μm サブプレート及びワークの サブプレート及びワークの 位置決めが不要な箇所に 位置決めが不要な箇所に
重量物の載せ降ろし作業 位置決めが必要な箇所に 位置決めが必要な箇所に
け も、フック構造により、素早
ワークの繰り返し位置決め精度
く安全に行えます。 (基準タイプ2本使用) 5μm ワークの繰り返し位置決め精度
(基準タイプ2本使用) 5μm
クレーン操作による位置
合わせが簡単で、フッキン
る グ後は倒れの心配はあり
ません。
ク
プルフィックス(P.1)の横形MC用!
ラ 全周が基準 全周が基準
一般的な治具の場合 プルフィックス フックタイプ
■取付手順
ン 治具がシンプルになることで... ①クランプボルトをサブプレートまたは ②上面の矢印が下向きになるように ③矢印が下向きの状態を維持
ワークに最後までねじ込みます。 一回転以内で戻します。 しながらクランプユニット
加工時間を短縮 (クランプボルトとテーパーブッシュの間に (フックタイプ)に挿入します。
プ 最短のカッターパスで 隙間が生じます。)
加工できるため
クランプボルト
治具準備期間の短縮 隙間
︒ 治具設計と部品手配が
簡単になるため
多数個取りが可能に サブプレート/ワーク
治具スペースが
削減されるため
3 4
Page4
詳 細 情 報
フレックスゼロベース
本体 スピンドル クランプシャフト
プリハードン鋼(析出硬化系) SCM440 S45C
フレックス HRC37~43 四三酸化鉄皮膜 四三酸化鉄皮膜
CP180-2424-35 品 番 d d1 ク 質量
(H8) (H8) d2 Lc クランプ力 許容締付トル
(kN) (N・m) (kg)
ゼロベース CP180-1515-35 12 12 18 13.5 5.0
15 50
CP180-2424-35 18 18 26 20.0 13.5
ワークも治具も強力にクランプ。引込み方式により加工エリアを
制限 解説 0.04 B
ムービー 240
せず、設備の可能性を大きく引き出 。 特 長
します (YouTube) 200
CP180-1515-35 ・1箇所の締付けでクランプできます。
160 ・レンチ約3回転でクランプします。
96 4-M12六角穴付きボルト用
150 0.03 B 52 4-M16六角穴付きボルト用
100
ワ ワークも治具も素早く交換。 4-M8×1.25(吊り穴)
52 4-M10六角穴付きボルト用
簡単な追加工のみで
ー すぐに使えます。
A A B B A A B B 使用例 ・ 使用方法
ク B B
も 100±0.02
CP180-1515-35 クランプボルト
200±0.02 CP185
治 0.02 A 二面幅 8 CP180-2424-35 d2
d d1
具 A 断面図 A-A 断面図 B-B (2箇所)
も ランプボルト 使用例 ・ 使用方法
クランプ力 繰り返し ク
位置決め精度 L 28 6 クランプボルト取付け穴加工寸法
穴ピッチ公差±0.02
強 15kN 5μm
本体
力 M L SCM440 M C0.5
1
塩浴軟窒化処理 d
品 番 M D
ク (-0.01 L 量
1 L 質 品 番 d
工具干渉 -0.03) (g) (H7) Lf1 M Lf
がなく5面加工が可能 1箇所の操作で4点を強力クランプ CP185-08001 M 8×1.25 12 4.5 17.0 57 CP185-08001 12 5.5 M 8×1.25 12
CP185-10001 M10×1.5 16 5.5 20.5 66 CP185-10001 16 6.5 M10×1.5 16
ラ ワークや治具を取付ける際には4本必要です。
プロテクションカバー 使用例 ・ 使用方法
ン 6 27.5 6 レンチでの取付け・取外しが可能です。
保護カバーとしてご使用ください。
プ 本体
M5×0.8 S45C
無電解ニッケルメッキ
︒ 品 番 質量 フレックスゼロベース
(g) CP180
CP185-2424P 45
レンチ約3回転でクランプ
5 6
35±0.02
φ20
D
52
100
150
φ21
φ19
9
Lc 52
96
160
200
240
Lf1 Lf
20
φ3
00
φ2
Page5
詳 細 情 報
クイックゼロセッティングデバイス( ベース) 48±0.01
クイックゼロ
P.C.D. 90
セッティング 本体 カムシャフト
SCM420 SCM435
浸炭焼入 焼入焼戻 4-M10六角穴付きボルト用
四三酸化鉄皮膜 四三酸化鉄皮膜
デバイス 品 番 クランプ力 許容締付トルク 質量 ホルダ
(kN) (N・m) (kg) (QZSD-C6-H) φ63
QZSD-C6-B 30 100 5.2
クイックゼロセッティングデバイスは、ポリゴンテーパシャンクによる理想的
な2面拘束カップリングにより段取り時間を削減し、工程集約できる治具交換 特 長
ユニットです。 ・ ホルダの着脱は六角レンチで行います。
・ 締付け(戻し)は半回転以下で完了します。
(163
高 °) 14
高剛性 ポリゴンテーパシャンクによる理想的な2面拘束で、 φ10h6 φ63g6
高い曲げ剛性とねじり剛性を発揮します。 カムシャフト突出 カムシャフト格納 φ115
(アンクランプ時) (クランプ時)
剛 曲げ剛性 ねじり剛性 アンクランプ クランプ
ホルダ
2面 ポリゴン形状 ショートテーパ (QZSD-C6-H)
性 拘束 ストロークエンド カムシャフト クランプ状態が視認できます。
・ クイックゼロセッティングデバイス
(ホルダ) φ6G7 深さ9 6
4 0
5 °
°
高 2×3-M4×0.7 深さ8 使用例 ・ 使用方法
P.C.D. 52( M4×0.7) ワーク
P.C.D. 64( M4×0.7)
精 HSKシャンク(HSK-A63)と比較 『曲げ』『ねじり』ともに 2 倍以上の剛性! P.C.D. 42( M6×1) ワーク
P.C.D. 60( M6×1)
2×4-M6×1 深さ12 外形クランプ
度 CP120-06501
(標準機械部品・
高精度 φ28H7
高い繰り返し位置決め精度で、芯出し作業の必要がありません。 標準治具カタログ参照)
の 本体 プルボルト
同芯方向 Z軸方向 回転方向 SCM420 SCM435 別作スペーサー
浸炭焼入 焼入焼戻
(φ28) 2μm
2μm 四三酸化鉄皮膜 四三酸化鉄皮膜
治 品 番 質量
(kg) 外形クランプ取付け例 その他
※CP120-06501は直接取付け可能 (ワークを下からねじ固定)
2μm
具 QZSD-C6-H 1.3
※ホルダ基準端面 クイックゼロセッティングデバイス 8-M10×1.5
交 (長さ50) ( プレート) P.C.D. 200
P.C.D. 90 使用例 ・ 使用方法受注製作品 P.C.D. 140 T溝仕様の機械テーブルに取付ける際にご使用ください。
換 素早い ホルダの着脱は六角レンチでの作業のみ ! 使用例
ユ 交換 ・ 多品種少量生産での
高精度治具交換
レンチで ・ 中間測定を入れた高精度加工
ニ 締めるだけ
本体
使用機械 4-M10六角穴付きボルト用(ザグリ深さ11)
S45C 4-M12六角穴付きボルト用(ザグリ深さ13)
・ 5 軸加工機 四三酸化鉄皮膜
ッ ・ 立型 M/C 研磨仕上 φ230 機械テーブル
・ 複合旋盤 φ63H7
品 番 質量
ト ・ CNC 円テーブル (kg)
QZSD-C6-P 6.3
7 ︒ 8
120 (68) 45
21 (10.5) °13 26±0.02
(アンクランプ時)
4 55.5 30±0.01 □72
5
25±0.01 °
9 55
(76)
16 90±0.01
Page6
NEW 詳 細 情 報
エアフレックスロケーター 重荷重タイプ 8-M六角穴付きボルト用 本体 ボール スプリング
着座確認用穴 S55C
座面口元Oリング付 四三酸化鉄皮膜 SUS440C SWOSC-V相当
エアフレックス HRC50~60
付・ A M W F H 1 0 5 - W P :
属
品 ダイヤピン(BJ722-08001)…1個
ロケーター ・ A M W F H 1 4 0 - W P :
ダイヤピン(BJ722-10001)…1個
断面:C-C ・位置決めピン…1個
・オリフィスプラグ…1個
重荷重 d(1 位置決め穴) ・取付け穴用樹脂キャップ…8個
タイプ ・位置決め穴用樹脂キャップ…1個
Rc1/8 Rc1/8 A D
(ねじ配管用穴) G
0.8 B
適用クランプピン AMWFH-M
エアフレックスロケーター重荷重タイプは、エア駆動により治具を高精度に
強力にクランプします。専用のセルフカット口金を使用することで、複雑形状 増力用 0.8
G
のワークをエア駆動でクランプすることが可能です。 配管ポート アンクランプ用
Oリング d2 d2 配管ポート D2
クランプピン (ガスケット配管用穴) Oリング D1
治 R R (基準) (ダイヤ) (クランプ)
AMWFH-MT AMWFH-MD AMWFH-MS
詳細:A 詳細:B
特 長
具 クランプ力(kN)
高いクランプ力 品 番 D D1 用圧 注1) 質量
(h7)(h6) D2 H H H2 Dp P1 1
1(±0.005) M H3 (±0.02) R d
(G6) d2 Oリング 使
通常時 増力時 (MPa) (kg)
エア供給でアンクランプし、エア排出でバネによりクランプします。 AMWFH105-WP 105 80 79.5 51 26 25 M5 17 88 46 46 8 7.2 P4 4.0 9~12 2.2
交 クサビ機構により高いクランプ力を発揮します。更にエア注入することにより AMWFH140-WP 140 110 109.5 65 33 32 M6 23 120 62 62 10 8.2 P5 8.5 19~ 0.6~1.0
26 4.8
増力も可能です。 注1)使用圧は、次の2つの場合のエア圧です。
クランプピン ・増力時のクランプ力を得るために必要なエア圧 ・アンクランプさせるのに必要なエア圧
換 クランプ力 クランプ力
スプリングのみの
最 エア クランプ力 口金(外形クランプ用) H
大26kN エアフレックスロケーター
・ H1
(エア増力時) 増力 OUT ~8.5kN AMWFH-WPとの着座面 口金 セルフカットワッシャー
H2 A7075
(セルフカット可能範囲) M 六角穴付き アルマイト表面処理 S45C
ワ ボタンボルト ブルー 四三酸化鉄皮膜
エアフレックスロケーター
重荷重タイプ 能力線図
ー 高い繰り返し位置決め精度 12 AMWFH
テーパーと着座面の2面拘束により、カジリやガタツキを発生させない高精 140-160O
度 10
な位置決めが可能です。
ク エア
フレックス サブプレート 8
ロケーター テーパー 着座面
(重荷重タイプ) クランプピン 付
繰り返し 2面拘束 属・セルフカットワッシャー…1個 位置決め穴 適用クランプピン 6 AMWFH
品・六角穴付きボタンボルト…1個 105-120O
の 位置決め精度
4
5μm 品 番 D d H H 質量 適用エアフレックス 適用クランプピン
1 H2 M (kg) ロケーター (クランプタイプ) 2
ク ベースプレート クランプ(2面拘束) AMWFH105-120O 120 25 56 45 20 M 8×20L 二面幅5 1.0 AMWFH105-WP AMWFH105-M 8S
AMWFH140-160O 160 29 64 53 25 M12×25L 二面幅8 2.2 AMWFH140-WP AMWFH140-M12S (クランプ) 0 0.6 0.7 0.8 0.9 1.0
エア圧力(MPa)
ワ ー ク ク ラ ン プ に も
ラ H
ワークのクランプにも使用可能! 口金(内形クランプ用)
H1
フォームクランプ(P.11)のエア駆動! H2
ン (セルフカット可能範囲)
ワークのクランプもできる専用のセルフカット口金をご用意。口金をセルフ 口金
カットすることで、異形状のワークもクランプできます。 A7075
アルマイト表面処理
プ 口金 口金 外形クランプ用と内形クランプ用があり、口金を交換することでワークを外 エアフレックスロケーター
(外形クランプ用) (内形クランプ用) 側からも内側からもクランプできます。 AMWFH-WPとの着座面 能力線図
14
を 外形クランプ用 内形クランプ用 AMWFH
12 140-160I
位置決め穴
10
省 品 番 D H 質量
H1 H2 (kg) 8
AMWFH105-120I 120 51 40 20 1.0 適用品 6 AMWFH
AMWFH140-160I 160 59 48 25 2.1 105-120I
力 拡張ボルト クランプピン
4
適用クランプピン
ワーク ワーク 品 番 適用エアフレックス 適用拡張ボルト
ロケーター (内形クランプ用) (クランプタイプ) 2
口金が に
化 中央 向かって 口金が中央から広がり
倒れ外形をクランプ 内形をクランプ AMWFH105-120I AMWFH105-WP AMWFH105-120IB AMWFH105-M 8S 0 0.6 0.7 0.8 0.9 1.0
AMWFH140-160I AMWFH140-WP AMWFH140-160IB AMWFH140-M12S (クランプ)
許容収縮径 : 0.6mm 許容拡張径 : 0.6mm エア圧力(MPa)
繰り返し位置決め精度 :ワーク ±0.03mm 口金交換 ±0.02mm
9 ︒ 10H3
H
H1 H2
P1
D D
d
Dp
0.8
G
0.8
G
クランプ力(kN) クランプ力(kN)
C
C
Page7
ク ラ ン プ 力 ク ラ ン プ 操 作 繰 り 返 し 位 置 決 め 精 度
カムシャフトを90°程度締め込むことで
外形用 内形用 クランプ完了
ワークと口金
口金径 最大クランプ力 口金径 最大クランプ力
φ65 4.5 3mm
kN φ65 4.5 ±0.0
kN
フォームクランプ φ90 7 kN φ90 7 kN 口金と本体
φ120 カムシャフト
10 kN φ120 10 kN ±0.02mm
フォームクランプは複雑な形状のワークに対応できる φ160 12 kN φ160 10 kN 六角レンチ
セルフカットクランプ。
口金を交換することで、ワークを外側からも内側から 詳 細 情 報
も固定できる機能を持った欲張りなクランプです。 解説ムービー 切削加工の実演
(YouTube) (YouTube) フォームクランプ 外形クランプと
内形クランプの
両方に対応
付属品 ダイヤピン…1個 Dp
複 M1
本体 引込みシャフト カムシャフト
口金をワークの形状に M 六角穴付きボルト用
SCM435 P P
S45C SCM415 2-ストレートピン
無電解ニッケルメッキ 浸炭焼入 焼入焼戻 D (口金位置決め用)
合わせてカット! 四三酸化鉄皮膜 四三酸化鉄皮膜
雑 0.01 A
品 番 D H D1
(±0.01)(ɡ6) H1 M H2 Dp P
(±0.02) W H3 M1
形 CP125-06501 65 35 28 12 M 6 27 42 22 12 M 8×1.25
8
CP125-09001 90 40 42 14 M 8 30 60 30 14 2-ダイヤピン用穴
M10×1.5 A
CP125-12001 120 45 55 18 M10 33 80 43 16 カムシャフト D1
10
CP125-16001 160 50 63 24 M12 36 110 60 18 M12×1.75
状 用口金 別売品 旋盤用アダプター
品 番 許容締付 質量 適
トルク(N・m)(kg) 外形クランプ用 内形クランプ用
品番 クランプ力(kN) 許容収縮径 品番 クランプ力(kN) 許容拡張径
CP126 CP127 CP125-06501 15 0.8 CP126-06501 4.5 CP127-06501 4.5 品 番 適用フォームクランプ
の 口金(外形クランプ用) 口金(内形クランプ用) CP125-09001 25 1.7 CP126-09001 7.0 φ CP127-09001 7.0
0.6 φ0.6 CP122-06501 CP125-06501
CP125-12001 3.5 CP126-12001 10.0 CP127-12001
40 10.0 CP122-09001 CP125-09001
CP125-16001 7.1 CP126-16001 12.0 CP127-16001
ワ 口金(外形クランプ用)
能力線図
ワークの外側を ワークの内側を 付・Oリング…1個
属・セルフカットワッシャー…1個
ー 品・六角穴付きボタンボルト…1個 12 CP126-16001
クランプ CP125 フォームクランプ クランプ 10
口金 セルフカットワッシャー
許容収縮径 : 0.6 CP126-12001
mm 許容拡張径 : 0.6 mm A7075 8
S45C CP126-09001
ク 中央に倒れる アルマイト表面処理
外側に倒れる 四三酸化鉄皮膜 6
ブルー D CP126-06501
口 4
d
金 品 番 D d H 2
1 H2 M H M 質量
1 D1 T
が の (kg)
動
き CP126-06501 65 21 25 10 M 8×20L 二面幅5 29 M5×0.80 20 4 0.2 0 5 10 15 20 25 30 35 40
締付トルク(N・m)
CP126-09001 90 25 35 15
M10×25L 二面幅 40 0.5
6 M6×1.00 24 5
CP126-12001 120 25 40 20 46 1.1 M 六角穴付き 2-位置決め穴
得 ボタンボルト
使 用 例 CP126-16001 160 29 45 25 M12×25L 二面幅8 52 M8×1.25 28 6 2.2
削り出し加工の後工程に 複雑形状のワークがクランプできるので、削り出し加工後の掴み代除去に利用できます。 口金(内形クランプ用)
意 能力線図
1工程 5軸機などでの削り出し加工 2工程 残った掴み代を除去
完成! CP127-12001
付属品 Oリング…1個 10 CP127-16001
︒ 口金 8 CP127-09001
A7075
アルマイト表面処理 6
CP127-06501
センタリングクランプ(P.15)使用 フォームクランプ(外形口金)使用 4
品 番 D H 質量 適用拡張ボルト
1 H2 H D
(kg) (内形クランプ用) 2
薄肉ワークのクランプに 旋盤加工でも エア駆動タイプもご用意 CP127-06501 65 25 10 28.5 0.2 CP127-06501B 0 5 10 15 20 25 30 35 40
8分割の口金でワークに チャックでは保持しにくい CP127-09001 90 30 15 34.5 0.4 CP127-09001B
かかる応力を分散させる 複雑なワーク形状でも確 締付トルク(N・m)
2-位置決め穴
ため、薄肉ワークの歪みを 実にクランプできます。 P.9 CP127-12001 120 35 20 40.5 0.9 CP127-12001B
抑制します。 CP127-16001 160 40 25 46.5 1.9 CP127-16001B
自動化したい場合は
※能力線図を参考にトルクレンチ等で
内形口金を使用 エア駆動タイプを!
締付トルクを管理してください。 外形口金を使用
11 12
H
H
H2
H1 (セルフカット可能範囲)
H2 H1 H
H (セルフカット可能範囲) H21
H3
クランプ力(kN)
クランプ力(kN)
二面幅 W
45°
Page8
詳 細 情 報
ODクランプ OD = Outside Diameter
6-M
ODクランプ 六角穴付き
ボルト(付属品)
Dp
ODクランプはあらゆる形状のワークをクランプすることができる
セルフカット治具です。
コレット式の口金をワーク形状に合わせてセルフカットする
解説ムービー
ことで、ワーク外周を強力にクランプします。 (口金) D1
(キャップ) d
(YouTube)
口金 キャップ
S17C A6061
フッ素樹脂コーティング 硬質アルマイト表面処理
D3
長 特 長 D (キャップ)
D2
あらゆる形状のワークをクランプ
(口金)
コレット式の口金をワーク形状に合わせてセルフカットして使用します。
尺 ワークサイズはφ2.5mmから対応でき、また長尺ワークには口金を貫通加工して対応することで、
安定かつ強固にクランプします。
品 番 適応ワーク径 D
・ 注1) D1 H1 H H2 ( 0.00
-0.05) D2 M L Dp D3 H3 d ODクランプ用
長 口金の
尺 貫通加工が 極 小 φ2.5mmから MBOD-1 φ2.5~φ15.9 19.1 22.9 35.6 4.6 23.9 38.1 M3×0.5-16L 6.8 29.0 50.8 25.4 20.1 口金
MBOD-2 φ5.1~φ45.7 49.5 32.4 48.3 5.1 55.9 76.2 M5×0.8-22L 11.1 63.8 88.9 36.2 50.5
極 ワークでも できます ワークでも 可能です
注1)収縮幅を考慮し、ワーク径に適応するようセルフカットしてください。 品 番 質量 適用する
(g) ODクランプ
品 番 クランプ力 許容締付トルク セルフカット時 許容 質量
(kN) (N・m) の推奨収縮径 収縮径 (g) MBOD-1-01 130 MBOD-1
小 MBOD-1 17.3 81.5 0.07 0.38 200 MBOD-2-01 740 MBOD-2
MBOD-2 17.8 135.5 0.10 0.64 960
ワ 技術データ
キャップ上面に回転角度を読み取るための
ー 締付トルク MBOD-1 MBOD-2
マーキングがあります。
クランプ時のトルク管理の目安として (N・m) 回転角度 注2) クランプ力(kN) 回転角度 注2) クランプ力(kN)
コンパクトで最大約17kNの強力クランプ ご使用いただけます。 13.5 43° 2.9 20° 1.8
27.0 66° 5.8 31° 3.6
ク コレット式の口金でワーク外周を強固にクランプするため、5軸加工機や 40.5 88° 8.7 37° 5.3
CNC円テーブルによる多面加工にも対応できます。工程集約に役立ちます。 5軸加工機やCNC円テーブルにも 54.0 111° 11.6 44° 7.1
キャップ 68.0 133° 14.5 49° 8.9
81.5 165° 17.3 53° 10.7
も 95.0 - - 56° 12.5
口金 注2)
108.5 - - 60° 14.2 ワークの抵抗を
122.0 - - 65° 16.0 感じ始めたところを
ク 135.5 - - 67° 17.8 0°とします。
ラ セルフカットと取付方法
① ② ③ ④
取付けプレートへ口金インロー寸法 口金を取付けプレートに固定します。 「セルフカット時の推奨収縮径」の 口金を縮めた状態でワークサイズに
ワーク Dに合わせた穴加工と、ボルトを固 分、口金を縮めます。 セルフカットします。
ン 定するためのタップ穴加工を施して キャップを 15°回転するごとに、
ください。 MB O D- 1 で約 0.025mm、
MB O D- 2 で約0.05mm口金が収縮
します。
プ キャップ上面のマーキングでトルク管理が可能
キャップ
レンチで回転させた角度からおおよそのクランプ力が分かり 取付けプレート 口金 回転
トルク管理が可能です。
可 薄肉・中空ワークも歪まずクランプできます。
6-フックレンチ用穴
(ピン径6mm推奨)
能
フックレンチ
(お客さまご用意)
13 ︒ 14
2.5 H
H1
60°
L H2
H3
60°
6-φ6.4
Page9
詳 細 情 報
センタリングクランプ D
φ10F7
M8×1.25
センタリング A A 断面図 A-A
9.5 4箇所
ストローク S 27
クランプ CP170-08013N 6 43
2×2-M8×1.25深さ10
B
センタリングクランプは、削り出し加工に特化した5軸加工機・
CNC円テーブル用クランプユニットです。
センタリング機構により、効率的にワーク中心の位置出しが可 断面図 B-B B 30 二面幅12
4箇所
能 解説ムービー
です。 L 11 80
(YouTube)
2-φ10F7有効深さ10
ク 高剛性 全長 CP170-08017N
ラ クランプ力 130mm 本体 可動ジョー 4-M8×1.25深さ12 14 4-クランプボルト取付穴(CP185-08001)
20kN 170 SCM440 φ10深さ6(ポカヨケ用穴) 52±0.02
mm
ン 高周波焼入 SCM440 P1±0.02
四三酸化鉄皮膜 四三酸化鉄皮膜
小型マシニング P2
研磨仕上
センタのテーブルに
プ すっきり収まります。 品 番 D L P 質
1 P2 S 許容締付トルク 量
(N・m) (kg)
CP170-08013N 160 130 80 100 29.7 3.1
100
CP170-08017N 195 170 120 120 49.7 3.9
基 適用口金
品 番 セレーションタイプ ダブテールタイプ
品 番 クランプ力(kN) 品 番 クランプ力(kN)
準 CP170-08013N 付属品 ロケートボルト(口金固定用)…4個
CP175-08001RS 20 CP175-08001D 20
CP170-08017N
は 少ない 口金
掴み代 本体
選べる口金 品 番 タイプ 質量
(g) SCM440
常 セレーション口金 ダブテ−ル口金 CP175-08001RS セレーション 710 焼入焼戻
四三酸化鉄皮膜
CP175-08001D ダブテール 600 注1)お客様にて口金を製作する場合は、
公差を29±0.02、φ10F8としてください。
に ワーク ワーク
リバーシブル 15
仕様 3 3 ワーク 注2)
φ17
ワ ワークとの当たり面がセレーション形状のため、
ワークに食い込み、強力にクランプします。 ワークとの当たり面がダブテール形状のため、
また反転してお使いいただけるリバーシブル仕様です。 2面を確実にクランプします。
ー CP175-08001RS φ10 注1) 3 口金(セレーション)
ス ト ロ ー ク (セレーション)(2個1組) 21.5 注2)セレーションタイプ使用時、ワークの硬度は
セ ストローク S 39
1 ストローク S2 HRC38以下としてください。
ク レ
ー 品 番 S1 S2
シ 3 ワーク 注3)
ョ
ン CP170-08013N 6~58 54.5~114 R0.4以下
中 口
金 CP170-08017N 6~98 54.5~154
3 口金(ダブテール)
ダ ストローク S3
心 ブ CP175-08001D 4.5 4.5
品 番 S
テ S33 (ダブテール)(2個1組) 34 ワーク
注3)あらかじめワークにダブテール加工が必要です。
ー 但し、ダブテール加工無しで口金のエッジ部により
ル CP170-08013N 11.5~ 71 ワークをクランプすることも可能です。
口 CP170-08017N 11.5~111
金
15 ︒ 16
23.5
23 60° 20 3.5
20 3
79
6
14.5 50 50
14 11 14 29
29 注1)
3
3.5
0.5
52±0.02 14 11
45°
3.5 12 5
60°
Page10
詳 細 情 報
IMGバイス 受注製作品 詳細はそれぞれのカタログPDFをご覧ください
NEW A 4
0.76
カタログPDF
IMG トライアングル
バイス グリップSTD
詳細:A (付属品)
IMG88×230-STD
IMGバイスは5軸加工対応のバイス型クランプユニットです。幅広い硬度の
B
ワークに柔軟に対応可能です。また、部品の組み換えだけで、クランプの方式 ワーク
を簡単に変更でき、さまざまな加工機でご使用いただけます。
カタログPDF 詳細:B
L
(L1) 本体 ジョー グリップ
S45C
高周波焼入 SCM440 WCCo系超硬合金
IMG125×320-STD
研磨仕上 窒化処理 TiNコーティング
5 センタリング機構によりワーク中心は常に一定
品 番 W L H L H1 クランプ力 許容締付トルク 質量
1 (±0.01)(kN)(N•m) (kg)
IMG 88×130-STD 130 159 4.5
88 75.5 47 17 50
軸 クランプ力 センタリング精度 IMG 88×230-STD 230 258 7.5
IMG125×180-STD 180 225 12
最大22kN ±0.01mm IMG125×220-STD 124 220 100.5 260 67 20 80 15
カタログPDF IMG125×320-STD 320 359 20
加 IMG160×270-STD 159 270 309 22
× 110.5 67 22 100
IMG160 420-STD 160 420 459 32
IMG160×270-STD
工 ■ストローク センタリングモードの場合 ダブルクランプモードの場合 片押しモードの場合
対 S1 S2 固定 S3
応 特 長 1 特 長 2
トライアングルグリップで強力にクランプ! スピンドルのカバーで
少ない掴み代、かつ、前加工不要! ネジ部への切粉侵入を防止 <シングルジョー取付位置>
の 品 番 S1 S2 S3
バイスや治具の把握力を大幅に強化するトライアングルグリップを使用。 B A A B B A A B
IMG 88×130-STD 7.0~128.0 7.0~ 53.5 7.0~128.0
ワークにしっかりと食い込み、浮き上がりを防止します。
焼入れスチール用、アルミニウム用のグリッパーもラインアップ。 IMG 88×230-STD 6.5~227.5 6.5~103.0 6.5~227.5
IMG125×180-STD 6.5~199.0 6.5~ 86.5 6.5~192.0
多 ネジ部のカバー
トライアングル IMG125×220-STD 7.0~201.0 7.0~ 87.0 7.0~201.0
グリップ(P.19) シングルジョーは反転させることが可能です。 IMG125×320-STD 7.0~322.0 7.0~147.0 7.0~322.0
一部の品番は、取付位置A、Bの変更も可能です。 IMG160×270-STD 7.0~257.0 7.0~115.0 7.0~257.0
機 IMG160×420-STD 7.0~415.0 7.0~194.0 7.0~415.0
大きい トライアングルグリップでクランプした場合のストロークです。
切粉排出口 シングルジョーの反転で取付位置の変更を加味した最小~最大の値です。
前加工が不要に
能 別売りオプション
特 長 3 クランプによる傷を抑えたい場合に ダブルクランプモード用 片押しモードで使用するプレート
シングルジョー(仕上げ面タイプ) ダブルフィックスドジョー リテーナープレート
部品の組み換えだけで、クランプ方式の変更が可能! IMG-F-SS (TRIGタイプ)(, 仕上げ面タイプ) IMG-RP
バ 受注製作品 IMG-TRIG-DS,IMG-F-DS 受注製作品
受注製作品
センタリングモード ダブルクランプモード 片押しモード
センタリング
イ モード (標準モード)
ワークの嵩上げに ワークの位置決めに 材質に合わせて変更可能
パラレル ワークストップ トライアングルグリップ
ス IMG-P IMG-ST
受注製作品 受注製作品
TRIG-HRC TRIG-ALU
ワークの中心を 異なる2つのワークを 片側の口金のみを (焼入れスチール用)(アルミニウム用)
ダブルクランプ 常に一定に保ちます 同時にクランプします スライドします
モード 片押しモード
17 ︒ 18
3.5mm
H
H1 W
3.5
Page11
詳 細 情 報
焼入れ(HRC50~54)
スチール用 スチール用 アルミニウム用
TRIG-STD TRIG-HRC TRIG-ALU
材WCCo系超硬合金 材WCCo系超硬合金 材WCCo系超硬合金
質TiNコーティング 質TiAlCNコーティング 質CrN/NbNコーティング
トライアングル 品 番 歯数 質量(g) 品 番 歯数 質量(g) 品 番 歯数 質量(g)
TRIG-STD 12 1.8 TRIG-HRC 10 1.8 TRIG-ALU 6 1.8
グリップ 5
7 5
0 ° °
° 70 5
70 ° °
°
A A
A
1.7 A-A 2.05 A-A 2.86 A 1.8 A-A
トライアングルグリップはバイスや治具の把握力を大幅に強化します。 30° 40° A
70° 30°40° 90° A 30°40°
70° ストッパー面
超硬合金製のピラミッド歯がワークにしっかりと食い込むことで、小さな掴み代 10.81 10.81 10.69
でも強力に固定して逃しません。 0.3 0.41 1.74
0.4
TRIG-STD
TRIG-HRC
TRIG-ALU
取付け専用スクリュー 加工した口金の未使用ポケットに
TRIG-INS-M3 専用のレンチ(TRIG-WRE-T9)も
超 特 長 利用するプロテクションカバー
ございます。 (TRIG-PCA)もございます。
お手持ちのバイスが5軸加工用バイスに変身
イマオコーポレーション取扱い
ト
硬 ラ
イ 掴み代 バイスへの取付け専用ジョー 8×15=120
15 9-V字ポケット
ア
従 ン マルチファンクションバイス(MVMF)に
来 グ わずか 取付ける場合はこちらの
ル
グ 3.5mm ジョーをお使いください。
合 リ 2-M8六角穴付きボルト用
ッ 149 パラレル(付属品)
プ TRIG-MVAC-150 TRIG-MVAC-150TC 品 番 質量
高さ 厚さ (kg)
TRIG-MVAC-150
金 ワークへの前加工(ダブテール、スタンピング加工)は一切不要 47
( 0.000
-0.015)
3 2
TRIG-MVAC-150TC
ト 通常のバイスとして使用する場合、TRIG-MVAC-150TCのク
ラ ランプ面は、タングステンカーバイドのため、TRIG-MVAC-150
イ 110 に比べて、より確実にグリップします。
ア (2個1組)
グ 従 ワーク ン ワーク 前加工
来 グ
ル 不要
グ
前加工が必要 リ N-V字ポケット (N-1)×P
ッ ポケット加工済みジョー 品 番 W H P N 質量
前加工が不要に P (kg)
リ プ
TRIG-JAW-125 125 9 2.3
59 14
お手持ちのバイスには、こちらのジョーを TRIG-JAW-160 160 11 2.3
バイスに合わせて追加工してご使用ください。
ダブルプルダウン機構で 三角形状が密着接合して振動を吸収 グリップ痕の例 TRIG-JAW-200 198 70 15 13 3.6
ッ 強力クランプ TRIG-JAW W 16
付・TRIG用スクリュー…12本
属
品・TRIG用レンチ…1本
素材 : スチール
プ (引張り強さ980N/mm2)
バイス ワーク
クランプ力 : 40kN
片側5個、合計10個使用 取付寸法
食込 (2個1組)
み深さ0.16mm
で 追加工手順1. 追加工手順2. 追加工手順3. 追加工手順4.
製 品 バイスの口金寸法を 必要な高さになるよう 取付穴を バイスに
測定します。 底面を加工します。 加工します。 取付けます。
強 ワーク材質にあわせて、3タイプより選択できます。
焼入れ(HRC50~54)
スチール用 スチール用 アルミニウム用
力 TRIG-STD TRIG-HRC TRIG-ALU
歯数:12 歯数:10 歯数:
6+ストッパー面 お客さまでのポケット加工 1.ポケット加工 2.グリップを取付け 3.バイスへの取付け
固 一般鋼に最適なグリップ力 歯数減により1歯当りの圧力が増大し、 ピラミッド歯の食い込みとフラット面の
グリップ力を強化 接地により、柔らかいワークも確実に固定 ポケット穴の加工には
こちらの加工ツールを
0.35 0.37 ご使用ください。
0.15 0.16 0.03 0.30 0.33
定 0.03 0.30
0.13 0.25
0.10 0.02 0.20 TRIG-CUT-D3
0.02
0.15
0.05 0.01 0.10
品 番 質量(g)
︒ 0.05
0.00 30 40 0.00 30 40 0.00 20 30 40 TRIG-CUT-D3 3.7 ※加工手順などの詳細情報は、「標準機械部品&標準治具カタログ」をご覧ください。
クランプ力(kN) クランプ力(kN) クランプ力(kN)
<グラフの条件:片側の口金に5個のグリップ、合計10個使用>
19 20
食込み深さ(mm)
30
食込み深さ(mm)
食込み深さ(mm)
3.5
(9.5)
0.3
3.18 0.59
11.56
0.76
(9.5)
0.3
3.18 0.59
H
3.5
28 12
50
(9.5)
0.62
0.19
3.18
0.2
食込み深さ
Page12
詳 細 情 報
クランピングユニット
受注製作品
クランプ幅 スピンドル
口金
ピングリッパー
フレックス
ジョー トルクレンチ用六角ヘッド
エックス (二面幅19)
クランクハンドル用六角穴
クランプストローク1 クランプストローク1 (二面幅10)
シャフト
フレックスエックスは、浮き上がり防止効果と強力なクランプ力を
備えた5軸加工機対応バイスです。削り出し加工や同時5軸加工と
いった負荷の大きな加工でも、安定したワーク固定が可能です。 解説ムービー
(YouTube) ベースプレート 口金 ジョー セレーション
2mm間隔
SCM415
HRC58~60 SCM415 SK105
四三酸化鉄皮膜
ワ 特 長
ピングリッパー スピンドル シャフト A
プルダウン効果による36kNの強力クランプ。 SK105 SCM440
バイス仕様なら 焼入焼戻 焼入焼戻 SCM440
ン HRC53~58 HRC42~44 四三酸化鉄皮膜 280
高負荷加工でも安定したワーク固定 ・41kNの強力クランプ 20H7
・可動側口金のスライドによるクランプ 四三酸化鉄皮膜 四三酸化鉄皮膜
両側口金が弾性変形し ・クランプ幅の素早い調整が可能
チ 品 番 クランプ幅 質量
浮き上がりを防止 (mm)min. ~ max. (kg) KFX-CU280
KFX-CU280 28~ 78 37.2
ワーク真下を締め付ける構造で 4-M6×1深さ8
ャ KFX-CU400 28~198 41.8
強力なクランプ力を発揮
KFX-CU630 28~426 51.0 250
矢視:A
ッ 品 番 仕様 クランプ力 許 容締付トルク
(kN) (N・m) 400
20H7
KFX-CU280
キ バイス仕様 41 100
KFX-CU400
大小ワークサイズに手間無く素早く対応 KFX-CU630 プルダウン仕様 36 140
KFX-CU400
ワークサイズに合わせた素早い口金の移動
ン ・シャフト
固定用ナット 付
属・クランクハンドル…1個 4-M6×1深さ8
品・アイボルト…1個 150 25
350
グ 矢視:A
位置調整ボタン 付属品 シャフト
(溝合わせ) KFX-CU630
品 番 長さ
セレーション溝 (mm) 630
で 20H7
①口金を任意の位置に移動 KFX-AH 60 74
②位置調整ボタンを押して口金とベースのセレーションを合せる KFX-AH120 134
多 ③固定用ナットを締めて口金を固定 KFX-AH180 194
4-M6×1深さ8
200 25
面 主軸の干渉を回避 仕 様 450
矢視:A
ツールの接近性に優れた本体形状 ワーク
固定 可動
加 高い位置でワークをセット ■バイス仕様
・最大クランプ力 41kN 別売りオプション
・可動側口金のスライドによる
クランプ 長物ワークにも対応可能 ワークの掴みしろを変更 クランピングユニットを固定
工 ・クランプ幅の素早い調整が ベースプレート サポートプレート クランプセット
可能 固定用ナット"開" KFX-BP KFX-SP KFX-TSET
位置調整ボタン 固定用ナット"閉" (開放時、側面赤) 受注製作品 受注製作品 受注製作品
が ■プルダウン仕様 ワーク
・最大クランプ力 36kN 固定 固定 長物ワークにも対応可能 ワークのサイドガイド
可 ・両側の口金を固定、口金上部と
ジョーの倒れ込みによるクランプ エクステンション ワークストッパー
・プルダウン効果によりワークの シャフト KFX-ST
浮き上がりを防止 KFX-SH 受注製作品
能 位置調整ボタン 位置調整ボタン 受注製作品
固定用ナット"閉"
注)プルダウン仕様でご使用の場合はワーク寸法のバラツキがクランプ状態に影響を与えます。浮き上がり
21 ︒ 防止機能を確実に発揮するため、ワーク交換毎にワーク寸法に合わせて口金位置を調整してください。
22
200
125
20H7 180
125
20H7
125
20H7
20
6.3
10
53±0.02
ング
径)
φ6(
リ
Page13
工程集約シリーズ
「クランプのイマオ」が機械加工の工程集約に最適な治具をご提案します。
5軸加工機用治具、高精度な引込み式治具、様々な形状に対応する異形状クランプなどにより、シーン別の課題を解決します。
製品貸出しサービス
対象製品を、無料でお貸出しいたします。(1週間程度) 引込み
イマオ 製品貸出し
実際にお使いいただき、製品の仕様をお確かめください。 クランプ P.1 P.3 P.5
対象製品の中には、実際に試用可能なサンプル品や、
プルフィックス プルフィックス フレックスゼロベース
動作確認が可能なデモ機がございます。 フックタイプ
イマオコーポレーションWEBサイトからお申し込みいただけます。
対象製品
プルフィックス(P.1)
プルフィックス フックタイプ(P.3) NEW
フレックスゼロベース(P.5) 治具交換
エアフレックスロケーター重荷重タイプ(P.9)
フォームクランプ(P.11) システム P.1 P.3 P.5 P.7 P.9
ODクランプ(P.13) プルフィックス プルフィックス フレックス クイックゼロ エアフレックス
フックタイプ ゼロベース セッティング
センタリングクランプ(P.15)
ロケーター
デバイス 重荷重タイプ
IMGバイス(P.17)
フレックスエックス(P.21)
NEW
異形状
クランプ P.9 P.11 P.13
エアフレックスロケーター フォームクランプ ODクランプ
重荷重タイプ
(エア駆動のフォームクランプ)
NEW
【 お問い合わせ】
技術部 〒501-3706 岐阜県美濃市須原605 5軸加工
TEL 0575-32-2239
※本カタログは2025年 10月に作成されました。 対応バイス P.15 P.17 P.19 P.21
※製品の価格は当社WEBサイトでご確認ください。
※本カタログに記載されている製品の仕様、外観等は予告なく変更する場合がありますのでご了承ください。最新の情報は当社WEBサイトでご確認ください。 センタリング IMGバイス トライアングル フレックス
※本カタログ掲載製品の不具合等によってお客様に生じた損害について、当社が賠償責任を負う場合、当社の責に帰すべき事由の有無にかかわらず、
当社の賠償額については、いかなる場合でも、お客様がご購入し当該損害を発生させた製品の代金額を上限とさせていただきます。 KSY-004a クランプ グリップ エックス
※会社名、製品名、ロゴマークは、各社の商標または登録商標です。