


金属加工現場でお聞きするお悩みのヒントに
「必ず知っておきたい金属加工QCDE改善」ハンドブックの第2弾!
今回も下記のようなをお悩みもとに、改善事例をご紹介いたします。
「頻発するチョコ停に困っている」「切削液交換の頻度を改善したい」「清掃の手間を削減したい」
ぜひこの機会にダウンロードしてご一読ください!
第1弾:
https://www.aperza.com/catalog/page/1794/55404/
このカタログについて
| ドキュメント名 | 必ず知っておきたい金属加工QCDE改善vol.2 最新動向課題 |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 5.1Mb |
| 取り扱い企業 | 永進テクノ株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
必ず知っておきたい
金属加工
QCDE改善
Vol.2
クーラント管理の
目線で考えてみた
現場担当者におすすめ
改善事例が満載
永進テクノ株式会社
Page2
目次
●はじめに - QCDEとは、E(環境)の重要性 - P2
● QCDE改善の最新動向 P3
●金属加工現場の課題・改善事例 P5
● QCDE改善を進めるクーラント管理のすすめ P16
● QCDE改善を手軽に進める製品例のご紹介 P17
●エコイットを手軽に導入するプランのご紹介 P18
1
Page3
Quality Cost Delivery
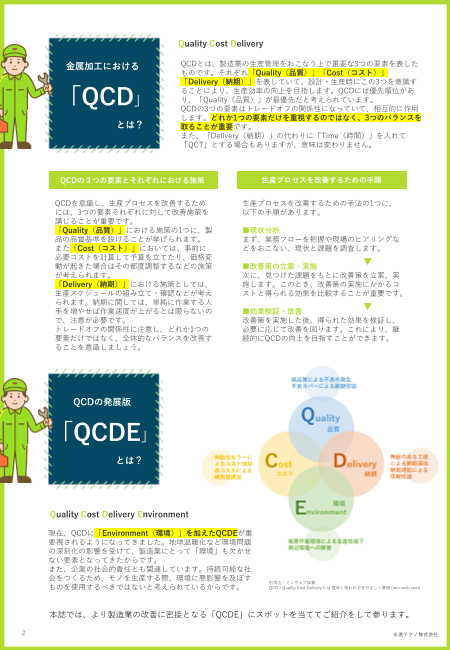
金属加工における QCDとは、製造業の生産管理をおこなう上で重要な3つの要素を表した
ものです。それぞれ「Quality(品質)」「Cost(コスト)」
「Delivery(納期)」を表していて、設計・生産時にこの3つを意識す
ることにより、生産効率の向上を目指します。QCDには優先順位があ
「QCD」 り、「Quality(品質)」が最優先だと考えられています。
QCDの3つの要素はトレードオフの関係性になっていて、相互的に作用
します。どれか1つの要素だけを重視するのではなく、3つのバランスを
とは? 取ることが重要です。
また、「Delivery(納期)」の代わりに「Time(時間)」を入れて
「QCT」とする場合もありますが、意味は変わりません。
QCDの3つの要素とそれぞれにおける施策 生産プロセスを改善するための手順
QCDを意識し、生産プロセスを改善するため 生産プロセスを改善するための手法の1つに、
には、3つの要素それぞれに対して改善施策を 以下の手順があります。
講じることが重要です。
「Quality(品質)」における施策の1つに、製 ■現状分析
品の品質基準を設けることが挙げられます。 まず、業務フローを把握や現場のヒアリングな
また「Cost(コスト)」においては、事前に どをおこない、現状と課題を調査します。
必要コストを計算して予算を立てたり、価格変
動が起きた場合はその都度調整するなどの施策 ■改善策の立案・実施
が考えられます。 次に、見つけた課題をもとに改善策を立案、実
「Delivery(納期)」における施策としては、 施します。このとき、改善策の実施にかかるコ
生産スケジュールの組み立て・確認などが考え ストと得られる効果を比較することが重要です。
られます。納期に関しては、単純に作業する人
手を増やせば作業速度が上がるとは限らないの ■効果検証・改善
で、注意が必要です。 改善策を実施した後、得られた効果を検証し、
トレードオフの関係性に注意し、どれか1つの 必要に応じて改善を図ります。これにより、継
要素だけではなく、全体的なバランスを改善す 続的にQCDの向上を目指すことができます。
ることを意識しましょう。
QCDの発展版
「QCDE」
とは?
Quality Cost Delivery Environment
現在、QCDに「Environment(環境)」を加えたQCDEが重
要視されるようになってきました。地球温暖化など環境問題
の深刻化の影響を受けて、製造業にとって「環境」も欠かせ
ない要素となってきたからです。
また、企業の社会的責任とも関連しています。持続可能な社
会をつくるため、モノを生産する際、環境に悪影響を及ぼす
引用元:ミンウェブ辞書
ものを使用するべきではないと考えられているからです。 QCD / Quality Cost Deliveryとは意味と使われ方をやさしく解説 (min-web.com)
本誌では、より製造業の改善に密接となる「QCDE」にスポットを当ててご紹介をして参ります。
2 永進テクノ株式会社
Page4
コロナ禍で働き方が変化していく昨今 各値上がり環境による
QCDE コストアップ・工作機械の稼働性能による生産性の向上率など、
最新動向 生産現場ではよりシビアな動向が見られます。
課題とは? ここでは、弊社がお客様をご訪問させていただいた中で
お伺いした動向をご紹介させていただきます。
2022年冬 自動車部品メーカー様
最終洗浄工程にて、超微細フィルターを使用
約100万円/本するフィルターを年に1回交換している
弊社のような外付け仕様の装置でスラッジを粗取り回収し
既存フィルターがロングライフ化が出来ないか検証している。
2021年冬 弊社ユーザー様のお悩み(愛知県名古屋市)
品質を重視 工作機械にインラインフィルターを設置済み
→主軸前のフィルターのため、精度必須 定期的なメンテナンスの発生
400時間に1回だった交換が、40時間に1回になってしまった。
納期面 コスト面
・機械を止めて人手で清掃 ・フィルター費用
・フィルター交換・復帰作業(約30分) ・人工コスト
・長時間自動運転を行う工作機械を ・特別工事がいらない外付け
止めて生産性を下げたくない フィルターでメンテを手軽にしたい
・掃除のしやすさで人的負荷を減らしたい ・人工コストを減らしたい
2021年冬 弊社ユーザー様のお悩み(東京都荒川区)
産廃費用 1ℓあたり40円だったものが、1ℓあたり60円に値上げ。
ベルトスキマーで浮上油回収をしていたが、正常な液まで廃液に。
月にドラム缶2本(400ℓ)廃棄していたものが、1.5倍のコストアップ
になりコスト管理に打撃をうけている。
環境面は勿論だが、生産現場の産廃削減が重要課題になっている。
これらの不具合要因は多岐に渡り、広い視点で問題解決を行っていく必要があります。
ただ、その中でも、タンクに発生する浮上油やスラッジが悪影響を起こし各種交換頻度や人的負荷を妨げている要因の一つになります。
クーラント改善という視点に立った事例を、次項よりご紹介させていただきます。
3 永進テクノ株式会社
Page5
◇ 閑話 ◇
『S』 Safety
( セイフティ 安全 )
最近では、「人財」として企業で働く人々が、人間らしく
安全にやりがいを持って働く環境づくりが重要視されています。
そのため、「S(Safety)」のキーワードも重要視される傾向にあります。
『 Q C D E S 』
人が輝く製造現場とは、日々問われ、改善し、定着していくものですね。
次にトレンドとなるキーワードはなんでしょうか。
4 永進テクノ株式会社
Page6
金属加工工場 弊社は、工作機械や洗浄機のタンクに浮かぶ浮遊物や浮上油、
沈殿するスラッジを回収する装置を取り扱うメーカーです。
および製造業おける
販売から10年以上、年500回以上加工工場を訪問して回収提案
をして参りました。
「QCDE」
今回は、そんな現場経験で培ったクーラント管理の目線にて、
金属加工工場でよくお伺いするお困り事をQCDEに準えながら、
改善カテゴリー 改善についてご紹介していきたいと思います。
頻発する Cost 切削液交換の Quality
チョコ停に 頻度を改善
困っている Environment したい Delivery
P06 P07
清掃の手間を Cost 刃物・チップの Quality
削減したい 摩耗を抑えたい
Delivery Cost
P08 P10
Delivery フィルター Cost
悪臭を抑えたい 目詰まりによる
E 機械エラー発生
nvironment Delivery
P12 P14
※概ね該当するものを代表カテゴリーとして選出致しました
5 永進テクノ株式会社
Page7
「QCDE」
清掃の手間を Cost
削減したい
Environment
事例のご紹介 自動車部品加工会社 生産グループ職長 A様
若手や女性作業者が近年増えてきた。機械周りの清掃は必須だが、
現場離れしない為にも身体負荷や重労働を避けたい。簡単に扱える装置はないか?
誰でも扱いやすいスラッジ回収装置を提案。
解決提案!
毎週の清掃時にさっと取り出してさっと回収可能なモデルで清掃負荷軽減に繋がりました。
スラッジが堆積してタンク容量を圧迫。
様々な不具合原因になるため機械周りの清掃は必須。 1ヵ月で 1ヵ月で
こまめに清掃していきたいが…、手作業では毎週1時間と
非常に時間もかかり、身体的負荷も高い重労働となる。 約240分 約20分
また、近年増えてきた若手や女性作業者が現場離れしない
為にも簡単に扱える装置はないか? 60分/週
60分/週
スラッジ回収装置を試してみると、家庭の掃除機感覚で
手軽に簡単にタンク清掃が可能に!今まで1時間程かか 60分/週
っていた作業がたったの5分に短縮されました。
5分/週
60分/週
身体的負荷軽減のほか、機械エラー等も改善したおかげで
生産効率もあがり現場の作業者のモチベーションもアップ。 ※1ヵ月を4週と仮定
導入前 工 タ 回 ス 工
作 ン 蓋 開
収 ラ 新 作
作業内容 機 ク な 口
し ッ 液 機
械 の ど 部
(約1時間/台) て ジ を 械
の 蓋 の や
廃 を 継 の
停 を 現
棄 手 ぎ 復
止 開 状
作 足 帰
作 け 復
業 す 作
業 る 帰
で 業
エ
タ コ 差 ノ 場
導入後 あ ン イ 込 ズ
既 合
み ル
作業内容 れ 存 ク ッ に
ば の ト 、 を よ
(約5分/台) の
作 蓋 を ス タ
開 り
業 を 周 ラ ン
口 周
省 部 開 辺 ッ ク 辺
略 が け に ジ に 清
る 移 回 掃
動 収
6 永進テクノ株式会社
(
)
Page8
「QCDE」
頻発する Quality
チョコ停に
困っている Delivery
事例のご紹介 ロボット関連会社 生産技術部 加工技術課長 B様
現場担当に確認すると、ポンプにスラッジが詰まるかららしい。
スコップでスラッジを回収するのはかなりの重労働で現場が疲弊…
何か手軽に清掃できるものはないか…
回収装置にて定期的な短時間のスラッジ回収を提案
解決提案! 詰まり改善・清掃作業負荷が改善されました。
沈殿スラッジの回収によりポンプの吸込み口
沈殿スラッジの堆積により
の詰まりがなくなり
ポンプの吸い込口が定期的に詰まる事から
機械の稼動停止頻度がゼロと劇的に改善
1年に5回機械が稼動停止していた。
機械メンテの負荷がなくなった。
導入前
1年間 5回発生
長期連休前の工作機械大掃除+コンベアの自動排出
手作業での清掃は積極的に行えていませんでした。
導入後
1年経過 0回
の時点で
1週間に1回、ES-Aを使用しタンク全体のスラッジ
回収を行われています。
手作業と比較し、身体的負荷がなく作業者だれでも
簡単に使える点に好評をいただいております。
7 永進テクノ株式会社
Page9
「QCDE」
切削液交換の Cost
頻度を
改善したい Delivery
事例のご紹介 自動車部品メーカー会社 製造本部熱処理グループ工長 C様
浮上油や沈殿スラッジにより切削液劣化が進みやすく、
切削液交換に大きなコストと作業量がかかっていた。
清掃時間をむやみに増やしたく無い…何か解決策はないか?
浮遊物・浮上油回収装置を常時稼働+1日の終わりに簡単なスラッジ回収をご提案。
解決提案!
詰まり改善・液の交換頻度改善へ繋がりました。
沈殿スラッジの放置により嫌気性バクテリアが タンクに発生する浮上油と沈殿スラッジ
発生し切削液が腐敗してしまう。 を回収することで腐敗促進が改善され
そのため、1年に4回更液を行い 切削液の液質も良好に。
年間200万円の費用が掛かっていた。 更液頻度は1年に1回に削減。
更液費用は年間50万円に改善された。
年間200万円の詳細
20倍希釈により、360Lの切削液を精製(300Lタンク 1台分)
切削液原液
一斗缶(18L) 1万円 生産ライン50台のため 4回/年の液交換により
1万円×50台=50万円 50万円×4回=200万円
導入前
1年に4回 200万円
導入後 年間削減費用
1年に1回 50万円 150万円
※工作機械50台の生産ライン
8 永進テクノ株式会社
Page10
QCDE改善ハンドブック第1弾で
好評をいただいた事例を
3選ピックアップしてご紹介いたします
9
Page11
「QCDE」
刃物・チップの Quality
摩耗を抑えたい
Cost
金属加工の現場では、切削工具の摩耗がコスト低減の問題点や改善テーマとしてよく上がっています。
そもそも切削工具は、加工するワークの材質や加工内容に対し、加工精度と切削工具の耐摩耗性を
ベースに選定しています。
しかし、実際の加工現場では様々な要因から想定していた切削工具の能力を発揮できないことは多く、
切削工具の摩耗や寿命についても例外ではありません。
症状 刃物選定時に算出した耐久性では持たず、交換費用・刃物代・不良の発生が起きている。
原因は様々ありますが、恐らく下記であると考えられます。
原因は? ①直接的な刃具材の硬度や強度不足 ②切削速度や送り量の問題等
③異物の混入 ④切削液の劣化 ⑤切削液の供給量低下
これら①~②が原因だとすると皆さまは技術的なアプローチから様々な改善点を見出そうとするはずです。ただ、その
観点から考えるとワーク毎にプログラムを変更しワークが変われば都度ベストなアプローチを考えなければいけません。
技術的なアプローチだけで大丈夫?
もっと基本的な効果のある改善はないのでしょうか?
実は盲点ですが、非常に重要になるのがクーラント液との関係性です。
刃具の寿命や摩耗の原因は、下記も要因のひとつだからです。
③クーラント液の劣化 ④異物の混入等によるクーラント性能の低下 ⑤切削液の供給量低下
どうしてそうなってしまったんでしょう?
浮上油と微細スラッジをクーラントポンプが吸込み、フィルターを目詰まりさせることでクーラント液の使用量を
低下させ、従来の冷却・潤滑効果が発揮されていない状態です。
そのせいで、刃物への負荷が増え摩耗しやすくなっていると考えられます。
もう一つは、微細スラッジをポンプが吸込み、フィルターを通過した物が刃物や
ワークに掛かり、異常摩耗を促進させていると考えられます。
また、浮上油によりバクテリアが大量発生した切削液はPH値が低下し
腐敗します。クーラント液は加工時に切削工具とワークの接地面に直接かけ、
冷却性と潤滑性、切り屑除去などの効果をもたらし、
切削工具寿命の要素に大きく影響します。
つまり技術的な改善アプローチを進めるにしても、クーラント液の品質が
安定していないと、不安定な結果となる可能性があります。
10 永進テクノ株式会社
Page12
「QCDE」
刃物・チップの Quality
摩耗を抑えたい
Cost
どうすれば解決しますか?
クーラント液の品質はどのように管理していけばよいでしょうか?
下記の考えられる解決策を行えば、現状の問題は改善されると考えられます。
①浮上油・浮遊スラッジの除去 ②液中の微細なスラッジの除去 ③沈殿スラッジの除去
重要なのは、クーラントタンクに混入した異物をできるだけ早く除去していくことです。
※異物:機械の摺動油やワークに付着した油が混入することによる浮上油や、加工時にでる切り屑・スラッジなど
・異物の混入により、嫌気性のバクテリアが発生し、 ・クーラント液に混じったスラッジがポンプやノズルに
クーラント液を腐敗させ、本来の冷却性や 詰まり、切削時に吹きかけるクーラント液の供給量が
潤滑性が保たれなくなる可能性 不足するという可能性
これらの可能性を異物除去で無くしていくことが、刃物・チップ摩耗改善で重要な項目の一つと言えます。
そうすると現状はどのように改善されるのですか?
切削液が正常な状態を保つことにより、本来の冷却性・潤滑性を加工にもたらします。腐敗臭が減少し、液を長寿命化
します。
以上のことから、刃物やチップなど切削工具の摩耗低減、改善を進めるためには、日常的なクーラントの清浄化、効果
的な異物除去の環境を作り出すことが重要です。
技術的なアプローチであれこれ時間をかけて悩むより、すべての加工に対して効果的に改善する手段になります。
案外、現在の刃具の本来の加工性能に驚かれるかもしれません。
浮上油・スラッジ回収装置でできることは?
エコイット 浮遊物・浮上油回収装置にて、タンクに発生する異物を手軽に回収可能です。
エアー供給があれば半永久的に自動で浮上油や浮遊スラッジを回収いたします。
人手は掛からないため、まずは特に刃物・チップ摩耗が気になる工作機械のタンクに
設置し、検証を行って頂いてみてはいかがでしょうか?また、沈殿スラッジも発生
している場合、スラッジ回収装置も併せての活用をおすすめ致します。
しかしながら、一度腐敗したクーラント液を清浄に戻すことはできません。
また、エマルジョン化が進みすぎている場合には油水分離できない可能性があります。
そのような状態は、クーラント液自体が劣化しすぎている場合ですので
新液へ交換したタイミングで装置の稼働もスタートする事をおすすめします。
11 永進テクノ株式会社
Page13
「QCDE」
Delivery
悪臭を抑えたい
Environment
「加工現場での悪臭に悩んでいる」「または工場の悪臭が問題になっている」
現場で、この話題は本当によくお伺いします。
特に夏場の大型連休明けなどは、この鼻につく臭いが顕著になることが多く、その理由は
加工で使用されている水溶性クーラントが腐敗して悪臭を放っている可能性が非常に高いです。
症状 加工現場や工場内で悪臭が酷いです。
クーラントタンク内に溜まった浮上油やスラッジによって
原因は?
クーラント液が腐敗したことが原因だと考えられます。
どうしてそうなってしまったんでしょう?
浮上油によりクーラント液が十分に空気に触れず、嫌気性のバクテリアが大幅に増殖しています。
大量発生したバクテリアの吐き出す副産物がPHを下げ、錆や腐食を起こして腐敗臭を
発生させていると考えられます。
クーラントメーカーは環境に配慮される製品を作っていたとしても、しっかりと管理しな
ければ、クーラント液は腐敗していきます。
腐敗を起因とした悪臭を放置しておくというのは、作業者の肉体的な健康面だけではなく、
精神的な面からみても良いことではありません。
また、SDGsを始め、環境面への配慮が大きく注目される今、悪臭対策は自社のみならず、
社外に対しても必要になる取り組みといえましょう。
どうすれば解決しますか? -1
悪臭の原因は水溶性クーラント液の腐敗からくるものです。まずは、その腐敗を防がなければいけません。
そもそも腐敗とは、嫌気性のバクテリアが大量に発生・繁殖している状態で、
液が劣化しているということになります。
劣化しているということは悪臭だけの問題ではなく、クーラント液、本来の性能
である潤滑性や冷却性、防錆性、洗浄性などの効果が失われている状態で、
工場の環境面だけではなく、品質や設備に悪影響を与え、ムダなコストの発生
にも繋がっている可能性が高いと言えます。
そのため、クーラント液の腐敗対策をするということは、環境面だけではなく、
生産効率の面からいっても大変有効です。
悪臭はクーラントが劣化し腐敗していることを知らせるシグナルと言ってよいでしょう。
12 永進テクノ株式会社
Page14
「QCDE」
Delivery
悪臭を抑えたい
Environment
どうすれば解決しますか? -2
具体的な腐敗対策として、クーラント液そのものを「より耐臭性や耐腐敗性のあるものに交換する」というの
は1つの方法です。
しかし、ワーク形状や材質、加工の特性などによりクーラントは選定されている場合も多く、クーラント液そ
のものの交換は現状の生産体制や品質に影響する可能性もあり、変更することはハードルが非常に高いことで
しょう。
そのため、最初は適切で基本的なクーラント管理ができているかどうかを見直すことをおすすめ致します。
クーラント液自体で言えば、クーラントメーカーが推奨するクーラント液の濃度と
いった規定の数値や、クーラント液の希釈方法、補充方法などが適切に日々、管理
・運用できているかどうかです。
次に、クーラント液の循環経路やクーラントタンク内に、ワークに付着した油や
潤滑油等の機械油(浮上油)、加工時に発生した切り屑等(スラッジ)といった
異物が混入し、滞留していないかを確認する必要があります。このような異物が
混入し、そのまま放置しておくと、それがバクテリアやカビの餌になり、繁殖の媒体となってしまいます。
特にクーラントタンク内に他油が混入し、表面に膜を張ってしまうと、クーラント液に酸素が行き渡らなくな
り、嫌気性バクテリアの繁殖要因になってしまいます。
浮上油・スラッジ回収装置でできることは?
上記のような理由で、クーラントへの異物混入はできるだけ防ぐことが必要です。
しかし、工作機械の特性上、混入をゼロにすることはできません。
それであれば、日々、できるだけ早く、混入した異物の除去をすることが、
クーラントの劣化・腐敗防止に繋がります。
その他にも消臭剤や殺菌装置など、消臭効果のある対策はありますが、こちら
はあくまでも悪臭対策のみの2次的な対策となります。
そのため、混入する異物の種類や量といった特性に合わせて、それらを回収
する適切な装置を選定する必要があります。
いかがでしょうか、まずは、浮上油やスラッジを取り除くクーラントを管理
改善することによる悪臭対策をお奨め致します。それにより、悪臭だけではなく、
品質や生産効率など、加工環境全体の改善に繋げてみてはどうでしょうか。
作業者の方々も気持ちよく加工に専念でき、外部の訪問者からみても「モデル工場」と呼ばれるような現場環境を
手に入れることができるかもしれません。
13 永進テクノ株式会社
Page15
「QCDE」
フィルター Cost
目詰まりによる
チョコ停の発生 Delivery
加工現場で起きる生産性の問題に工作機械の「チョコ停」があります。
そのチョコ停が発生する原因の中にはクーラント液に関わる「フィルターの目詰まり」があります。
例えば、クーラントタンクに設置してあるポンプやドラムフィルター、
クーラント配管途中に取り付けられているラインフィルターなどの目詰まりです。
症状
ポンプもサクションフィルターを付けており、故障の原因となるスラッジがポンプに吸われないようになって
いますが、サクションフィルターの目詰まりによって、機械のチョコ停が発生しています。
原因は?
浮上油と微細スラッジが混じることにより粘着性を増したヘドロとなり、目詰まりを
発生させていました。
フィルターが目詰まりをしてしまうと、クーラント液の滞留や流量減少に繋がり、
加工のトラブルやタンクオーバーフローなどの設備トラブルを発生させてしまいます。
そのようなトラブルが発生してしまったら、機械を止めて対処が必要になり、
各所センサーがあれば、流量や液面の異常を検知して機械を停止させることになるで
しょう。
どうすれば解決しますか? - 1
そのように止まってしまった機械を再稼働させ、生産を回復するためには、その原因であるフィルターの目詰まりを
解決する必要があります。そのためには、フィルターの清掃や交換によって対処するしかありません。
対処は数分~数十分ですむものもあれば、1日がかりで対応をしなければならないものもあります。
いずれにせよチョコ停が発生することにより、生産がストップし、本来予定した工程が大きく崩れ、
必要のない対応に現場が追われてしまうことを意味します。
14 永進テクノ株式会社
Page16
「QCDE」
フィルター Cost
目詰まりによる
チョコ停の発生 Delivery
どうすれば解決しますか? - 2
改善方法としては、フィルターの目のサイズや種類の変更、さらなるフィルター追加
による能力アップなど、フィルターそのものの改善がありますが、一つ視点を変えて
みてフィルターそのものへの負荷を減らす、即ち、クーラントタンク内に注目してみ
てはどうでしょう。
なぜならば、クーラントタンク内に混入した浮上油やスラッジ等の異物の量や状態が
フィルターの目詰まりに影響を与えることがあるためです。
クーラントタンク内にスラッジが大量に滞留していれば、それだけフィルターに流れ
ていく可能性が高くなります。
また、浮上油が常時滞留していれば、スラッジに油分が付着し粘性を帯び、やはり目
詰まりしやすくなる可能性が高まります。そのため、クーラントタンク内へのスラッ
ジや浮上油といった異物の混入が著しく見られるのであれば、やはり、速やかにスラ
ッジや浮上油を回収できる仕組み作りをおすすめします。
そうすると現状はどのように改善されるのですか?
例えれば、クーラントの流れは人間でいう血液です。フィルターの目詰
まりは血栓で、それを放置すると心筋梗塞等の病気(ポンプやフィルタ
ーの目詰まりによる機械の停止)が発生してしまいます。人間の身体と
同じであれば、キレイな血液(クーラント液)を維持することができれ
ば健康な身体(エラーが起こりにくい工作機の環境)を手に入れること
ができるのです。
浮上油・スラッジ回収装置でできることは?
クーラントタンク内に混入した異物の効果的な除去は、正常なクーラン
ト液の状態を維持するためにも大切なことになります。同時にフィルタ
ーへの負荷低減、チョコ停低減に繋がります。今後は生産性向上という
視点からもクーラント管理を考えてみてはいかがでしょうか。
15 永進テクノ株式会社
Page17
今回、金属加工現場における
クーラント改善 代表的な困り事について、
のすすめ クーラント改善の視点から
解説いたしました。
いかがでしたでしょうか?
昨今、「SDGs」や「カーボンニュートラル」などの環境改善に関わる言葉をよく聞くように
なったと共に「人間らしく働く」という内容もキーセンテンスとなるのではないでしょうか。
「QCDE(S)」は、生産性をより向上させるための仕組み・改善ですが
源流は「人間らしく働く」に繋がるのではないかと編集をしながら感じた次第です。
どれだけIoTや自動化が進んでも、付加価値の高い仕事は人間が大半行っています。
その中で、働く環境の3Kや、工作機械メンテナンスの軽減、産廃量の削減などを
「QCDE(S)」で改善していくことが、「SDGs」などの大きなテーマに繋がるきっかけになる
のではないでしょうか。
そして同時に、ご紹介した困り事で示した通り、クーラント改善は環境だけでなく、
金属加工現場でよくある「QCDE(S)」の改善にも繋がる活動になります。
その他にも、工作機械周りで起きる問題、トラブルはクーラントに起因するものが数多くあり、
クーラント液を正常に保つことは、健全な生産活動には非常に大切なことだと言えるでしょう。
永進テクノは年間500以上の生産現場に訪問し、クーラント改善・現場にあった回収装置導入
の提案をしてきました。
そして、そこで得た現場のノウハウは、次に紹介する「エコ得プラン」という運用方法や、
回収装置の「エコイットシリーズ」の中に活かされています。
このような改善装置類を是非手軽に利用していただき、現場で働く方々の負荷を手少しでも軽
減できるよう、ひいては、少しでも皆様のクーラント環境が改善されることを願っております。
現場で働く方々の負担に感じる事が、少しでも軽減されますように。
16 永進テクノ株式会社
Page18
エ コ イ ッ ト
QCDE改善を
手軽に進める
製品例のご紹介
=工場活人化製品ブランド
単純、けれどなくてはならない作業を専用装置やロボットに移行し、
本来、人が行うべき付加価値の高い仕事を、なくてはならない人が行う。
製造業が本来あるべき環境を提案する事が、
ECO EiT series =工場活人化製品としてのコンセプトです。
ECO EiT series 回収装置製品一覧
タンク底に沈んだスラッジを総ざらい
ス ラ ッ ジ 回 収 装 置
WD-A 移動式遠心分離機
E-CT20
MS-A
E-WKS
E-FTD
ES-A
液面に浮遊する油・スラッジスピード回収 E-SC04
浮遊物・浮上油回収装置
17 永進テクノ株式会社
Page19
ここまでお読みいただきありがとうございます。
クーラント改善を行う「浮上油回収装置」「スラッジ回収装置」のサブスク。
エコイットを
手軽に導入する 「エコ得プラン」をご紹介させていただきます。
プランのご紹介 部門費レベルの月々定額制で機種変更もできるレンタルプラン
初期導入がしやすくて、ちょっとしたQCDE改善も始めやすい
そんなプランを目指しました!
18 アペルザカタログダウンロードページにて、本チラシをダウンロード可能です!
永進テクノ株式会社
Page20
当プランはメリットがたくさんあります。
エコイットを 特に、「支払額が全額ポイントとして積み立て」という点は
手軽に導入する
プランのご紹介 ご好評いただくポイントです。ポイントで新品交換も可能なちょっと
面白いプラン、ご興味がありましたらお気軽にお問合せくださいませ。
プラン実行中の運用相談いつでも無料!
<積み立てポイントとは?>
お客様にご利用いただいている月々の金額(税抜)が自動的に全額をポイント化。
積み立てたポイントはレンタル機種に限らず、新品の本体やオプション類に利用することができます。
※場合により、差額が発生した場合はお支払いただきます。詳しくは当社営業へご確認ください。
19 永進テクノ株式会社