




表面処理用工具 ローラーバニシング ディープローリング スカイブバニシング
ECOROLLの製品は自動車、鉄道、航空機、船舶、建機、プラント、医療などさまざまな産業分野で広く採用されている表面処理用工具です
複合旋盤やマシニングセンターで使用できるため、加工工程の集約が可能となります
<製品ラインアップ>
■ローラーバニシング
・短時間で高精度な表面仕上げが可能です
・面粗さRz1.0μm未満を目指すことができます
・従来の研削や研磨工程と比較して、生産性が向上します
■ディープローリング
・表面に圧縮残留応力を与えることで、疲労強度が向上し、割れや変形のリスクを低減します
・ショットピーニングや窒化処理と比べて、加工機による一工程として取り込むことができるため、工程の集約が可能です
■スカイブバニシング
・油圧シリンダーや高精度が求められるチューブ内径の加工に最適です
・ホーニングの代替としてご使用いただけます
・荒加工(ボーリング)と仕上げ加工(ローラーバニシング)を一工程に集約することで、加工時間を大幅に短縮できます
特殊仕様にも柔軟に対応いたします
詳しくはカタログをダウンロードいただくか、お気軽にお問い合わせください
関連メディア
このカタログについて
| ドキュメント名 | バニシングツール 研磨工程の置き換えで工程集約 ECOROLL(エコロール) |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 7.1Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社IZUSHI (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
9a7b872c958565d88a5d831d69514c2f796a32ece10b8701e9c91dfd64ca93a2.pdf
機械式シングルローラーツール 機械式マルチローラーツール
機械式マルチローラーツール 油圧式ツール
フォース管理ツール スカイブバニシングツール
ローラーバニシング
ディープローリング
スカイブバニシング
Tool
Technology
for
Mechanical
Metal
Surface
Improvement
TEL 06 - 6 7 4 7 - 6 1 8 4
株式会社IZUSH I マーケティング本部 I ZUSH I
〒578 - 0 9 65 大阪府東大阪市本庄西
2 - 3 - 1 2 FAX 06 - 6 7 4 4 - 1 1 5 0
Rev2 . 0
2 0 2 5 . 1 0
Page2
会社 加
会COM社PAN
YP
概ROFIL要E エコロール社は 対応硬度 〜65HRC ROLLING ⼯
概要 1969年にドイツのツェレで 種
創業した表⾯処理⽤⼯具のメーカーです。同社の製品は⾃ DEEP 類
動⾞、鉄道、航空機、船舶、建機、プラント、医療などさ
まざまな産業分野で広く採⽤されています。 ディープローリング
表⾯処理の⼯法は、ラッピング、ホーニング、グラインディ
ング、ショットピーニングなど様々な領域に及び、その中で
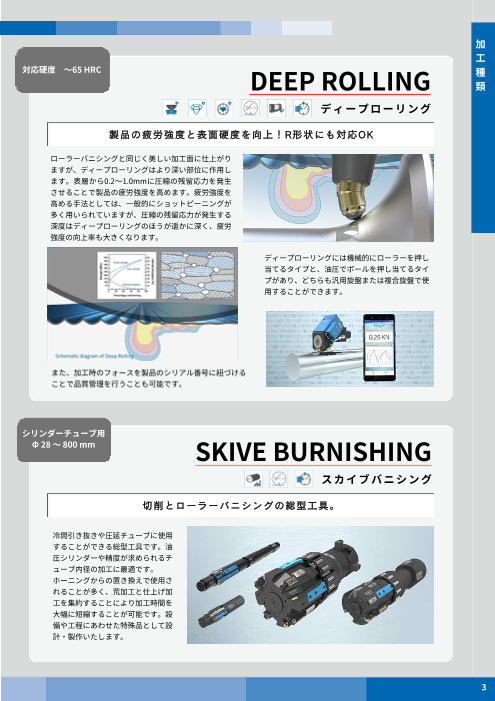
製品の疲労強度と表面硬度を向上!R形状にも対応OK
もエコロール社はローラーバニシングおよびディープローリ
ングという技術を特⻑としています。これらは、切削加⼯後 ローラーバニシングと同じく美しい加⼯⾯に仕上がり
の表⾯をローラーで均ならすという技術で、外径、内径、端⾯、 ますが、ディープローリングはより深い部位に作⽤し
溝、ネジなどに施⼯することが出来ます。現在、31カ国に代 ます。表層から0.2〜1.0mmに圧縮の残留応⼒を発⽣
理店網を構築しており、ローラーバニシング、ディープロー させることで製品の疲労強度を⾼めます。疲労強度を
リング、スカイブバニシング製品を市場に供給しています。 ⾼める⼿法としては、⼀般的にショットピーニングが
特殊品の製作にも注⼒しており、カスタマーアプリケーショ 多く⽤いられていますが、圧縮の残留応⼒が発⽣する
ンにも柔軟に対応しています。 深度はディープローリングのほうが遥かに深く、疲労
強度の向上率も⼤きくなります。
ディープローリングには機械的にローラーを押し
当てるタイプと、油圧でボールを押し当てるタイ
加BAS⼯ICP
ROC
種ESSE類S
プがあり、どちらも汎⽤旋盤または複合旋盤で使
⽤することができます。
Rz1⾯μ粗m未さ満 ⾼速加⼯ 加の⼯短時縮間 ⼯程集約 疲の労向強上度 表の⾯向硬上度 ⻑製寿品命の化 加⼯優⼨れ法た精度
対内応
外径硬
径 度
φ
φ4
〜
3m
4
mmm
5H
〜〜
RC
∞∞ ROLLERBURNISHING また、加⼯時のフォースを製品のシリアル番号に紐づける
ことで品質管理を⾏うことも可能です。
ローラーバニシング
切削加工後の表面仕上げに。研削工程の置き換えで工程集約! シリΦン28ダ〜ー8チ0ュ0mーmブ⽤
切⾯削加整⼯後の表⾯をローラーでは均なしくて、 SKIVEBURNISHING
凸を
表を スカイブバニシング
複⾯押えしま込すん。凸を削るので
程合を旋平盤準や化で
マし凹
シまを
ニす盛
ン。り上げることで
程と
切削とローラーバニシングの総型工具。
に集し約てに施つ⼯なすがるこグとセがンでタきーるのた⼀め⼯⼯
ロ合ーわラせーてがシンりグまルすロ。ー加ラ⼯ーすとるマ部ル位チ 冷間引き抜きや圧延チューブに使⽤
応します。あり、特殊品にも柔軟に対 することができる総型⼯具です。油
圧シリンダーや精度が求められるチ
マシニングセンターに研削プログラムを組み込むことで切削と研削 ューブ内径の加⼯に最適です。
を⼀台に集約することも可能ですが、砥⽯のドレスや研削スラッジ ホーニングからの置き換えで使⽤さ
が課題となりほとんどのケースでは別々の設備で運⽤されていま れることが多く、荒加⼯と仕上げ加
す。ローラーバニシングは塑性変形技術であるためスラッジは出ま ⼯を集約することにより加⼯時間を
せん。研磨⼯程を外注されている場合、ローラーバニシングであれ ⼤幅に短縮することが可能です。設
ばお⼿持ちの設備での施⼯も可能です。 備や⼯程にあわせた特殊品として設
計・製作いたします。
2 3
Page3
会社 加
会COM社PAN
YP
概ROFIL要E エコロール社は 対応硬度 〜65HRC ROLLING ⼯
概要 1969年にドイツのツェレで 種
創業した表⾯処理⽤⼯具のメーカーです。同社の製品は⾃ DEEP 類
動⾞、鉄道、航空機、船舶、建機、プラント、医療などさ
まざまな産業分野で広く採⽤されています。 ディープローリング
表⾯処理の⼯法は、ラッピング、ホーニング、グラインディ
ング、ショットピーニングなど様々な領域に及び、その中で
製品の疲労強度と表面硬度を向上!R形状にも対応OK
もエコロール社はローラーバニシングおよびディープローリ
ングという技術を特⻑としています。これらは、切削加⼯後 ローラーバニシングと同じく美しい加⼯⾯に仕上がり
の表⾯をローラーで均ならすという技術で、外径、内径、端⾯、 ますが、ディープローリングはより深い部位に作⽤し
溝、ネジなどに施⼯することが出来ます。現在、31カ国に代 ます。表層から0.2〜1.0mmに圧縮の残留応⼒を発⽣
理店網を構築しており、ローラーバニシング、ディープロー させることで製品の疲労強度を⾼めます。疲労強度を
リング、スカイブバニシング製品を市場に供給しています。 ⾼める⼿法としては、⼀般的にショットピーニングが
特殊品の製作にも注⼒しており、カスタマーアプリケーショ 多く⽤いられていますが、圧縮の残留応⼒が発⽣する
ンにも柔軟に対応しています。 深度はディープローリングのほうが遥かに深く、疲労
強度の向上率も⼤きくなります。
ディープローリングには機械的にローラーを押し
当てるタイプと、油圧でボールを押し当てるタイ
加BAS⼯ICP
ROC
種ESSE類S
プがあり、どちらも汎⽤旋盤または複合旋盤で使
⽤することができます。
Rz1⾯μ粗m未さ満 ⾼速加⼯ 加の⼯短時縮間 ⼯程集約 疲の労向強上度 表の⾯向硬上度 ⻑製寿品命の化 加⼯優⼨れ法た精度
対内応
外径硬
径 度
φ
φ4
〜
3m
4
mmm
5H
〜〜
RC
∞∞ ROLLERBURNISHING また、加⼯時のフォースを製品のシリアル番号に紐づける
ことで品質管理を⾏うことも可能です。
ローラーバニシング
切削加工後の表面仕上げに。研削工程の置き換えで工程集約! シリΦン28ダ〜ー8チ0ュ0mーmブ⽤
切⾯削加整⼯後の表⾯をローラーでは均なしくて、 SKIVEBURNISHING
凸を
表を スカイブバニシング
複⾯押えしま込すん。凸を削るので
程合を旋平盤準や化で
マし凹
シまを
ニす盛
ン。り上げることで
程と
切削とローラーバニシングの総型工具。
に集し約てに施つ⼯なすがるこグとセがンでタきーるのた⼀め⼯⼯
ロ合ーわラせーてがシンりグまルすロ。ー加ラ⼯ーすとるマ部ル位チ 冷間引き抜きや圧延チューブに使⽤
応します。あり、特殊品にも柔軟に対 することができる総型⼯具です。油
圧シリンダーや精度が求められるチ
マシニングセンターに研削プログラムを組み込むことで切削と研削 ューブ内径の加⼯に最適です。
を⼀台に集約することも可能ですが、砥⽯のドレスや研削スラッジ ホーニングからの置き換えで使⽤さ
が課題となりほとんどのケースでは別々の設備で運⽤されていま れることが多く、荒加⼯と仕上げ加
す。ローラーバニシングは塑性変形技術であるためスラッジは出ま ⼯を集約することにより加⼯時間を
せん。研磨⼯程を外注されている場合、ローラーバニシングであれ ⼤幅に短縮することが可能です。設
ばお⼿持ちの設備での施⼯も可能です。 備や⼯程にあわせた特殊品として設
計・製作いたします。
2 3
Page4
製品 PRODUCTOV製 品 ⼀ERVIE覧W
製品
⼀覧 ⼀覧
EG 型式/タイプ ローラーバニシング
ディープローリング
加⼯種類 ローラーバニシング&/orディープローリング
φ200-∞ スカイブバニシング
加⼯径 スカイブバニシング&ローラーバニシング ※ このページでは、最も汎⽤的に⽤いられる加⼯例を掲載しています。
内径 外径 外径溝 外径端⾯R 端⾯ 端⾯(⾯取り) 内径テーパー
Cylindricalbore Couyltisniddreiccaoln tour Plunge-in/Groove Cwyitlihntdrraicnaslitoiountsriaddeiudsiameter Planeface Ptrlaannseitfiaocnerwaditihus Taperedbore
G HG6-1 RA EG5 EG45 EG5 HG13 EG5 RK
φ4-200 φ19-∞ φ3-160 φ5-100 φ20-290 φ10-70 φ0-∞ φ5-∞ φ10-210
R HG6-2 EG5 EG45 HG4 EG14 EG45 EG5
φ200-∞ φ70-∞ φ10-70 φ10-∞ φ5-120(r>5) φ70-∞ φ50-∞ φ10-60u.150-230
EG5 HGx-4 EG14 EG90 HG6 EG45 HG4 HG3
φ150-200 φ50-120 φ50-∞ φ50-∞ φ5-120(r>5) φ70-∞ φ5-120 φ10-50
EG14 HG13-2 EG45 MZG HG13 RP HG6 HG6
φ200-∞ φ125-∞ φ50-∞ φ20-∞ φ120-∞(r>10) φ10-200 φ5-120 φ19-120
EG45 SK HG6 HG3 HG13 HG13
φ200-∞ φ25-750+ φ5-∞ φ0-∞ φ120-∞ φ125-∞
HG2-11 GZ HG13 HG4
φ7.5-15 φ25-200 φ30-∞ φ0-∞
HG6-11 RIO/RDO HG6
φ17-70 φ28-554.99 φ0-∞
4 53
Page5
製品 PRODUCTOV製 品 ⼀ERVIE覧W
製品
⼀覧 ⼀覧
EG 型式/タイプ ローラーバニシング
ディープローリング
加⼯種類 ローラーバニシング&/orディープローリング
φ200-∞ スカイブバニシング
加⼯径 スカイブバニシング&ローラーバニシング ※ このページでは、最も汎⽤的に⽤いられる加⼯例を掲載しています。
内径 外径 外径溝 外径端⾯R 端⾯ 端⾯(⾯取り) 内径テーパー
Cylindricalbore Couyltisniddreiccaoln tour Plunge-in/Groove Cwyitlihntdrraicnaslitoiountsriaddeiudsiameter Planeface Ptrlaannseitfiaocnerwaditihus Taperedbore
G HG6-1 RA EG5 EG45 EG5 HG13 EG5 RK
φ4-200 φ19-∞ φ3-160 φ5-100 φ20-290 φ10-70 φ0-∞ φ5-∞ φ10-210
R HG6-2 EG5 EG45 HG4 EG14 EG45 EG5
φ200-∞ φ70-∞ φ10-70 φ10-∞ φ5-120(r>5) φ70-∞ φ50-∞ φ10-60u.150-230
EG5 HGx-4 EG14 EG90 HG6 EG45 HG4 HG3
φ150-200 φ50-120 φ50-∞ φ50-∞ φ5-120(r>5) φ70-∞ φ5-120 φ10-50
EG14 HG13-2 EG45 MZG HG13 RP HG6 HG6
φ200-∞ φ125-∞ φ50-∞ φ20-∞ φ120-∞(r>10) φ10-200 φ5-120 φ19-120
EG45 SK HG6 HG3 HG13 HG13
φ200-∞ φ25-750+ φ5-∞ φ0-∞ φ120-∞ φ125-∞
HG2-11 GZ HG13 HG4
φ7.5-15 φ25-200 φ30-∞ φ0-∞
HG6-11 RIO/RDO HG6
φ17-70 φ28-554.99 φ0-∞
4 53
Page6
製品 PRODUCTOV製 品 ⼀ERVIE覧W
製品
⼀覧 ⼀覧
EG 型式/タイプ ローラーバニシング
ディープローリング
加⼯種類 ローラーバニシング&/orディープローリング
φ200-∞ スカイブバニシング
加⼯径 スカイブバニシング&ローラーバニシング ※ このページでは、最も汎⽤的に⽤いられる加⼯例を掲載しています。
外径テーパー 内径(異径) 内径R⾯ ⽌まり⽳底⾯ 外径ツバ 内径ねじ 外径ねじ 球⾯ ⾃由形
Outsidetaper Insidecontour Sphericalface Fillet(internal) Fillet(external) Thread(internal) Thread(external) Ballmachining Free-formsurfaces
RKA EG5 EG5 RH EF45 EFI90 EF90 RKAK HG6
φ10-100 φ8-250 φ8-250 φ17-200+(r0.2-2) φ10-∞(r0.4-3) φ70-∞ φ10-400 φ15-50
EG5 HG3 HG4 HG6 RHA HFI90 HF90 HG6 HG13
φ5-70 φ10-50 φ5-120 φ50-120(r>5) φ5-80(r0.4-3) φ75-∞ φ25-400 φ15-250
HG4 HG4 HG6 HG13 FAK120 FAK90 HG25
φ10-50 φ19-120 φ5-120 φ120-∞ φ200-∞ φ150-500
HG6 HG6 HG13 HG6 FA
φ19-120 φ19-120 φ120-∞ φ15-∞(r>6) φ38-500+
HG13 HG13 HG13
φ125-∞ φ120-∞ φ120-∞(r>10)
6 7
Page7
製品 PRODUCTOV製 品 ⼀ERVIE覧W
製品
⼀覧 ⼀覧
EG 型式/タイプ ローラーバニシング
ディープローリング
加⼯種類 ローラーバニシング&/orディープローリング
φ200-∞ スカイブバニシング
加⼯径 スカイブバニシング&ローラーバニシング ※ このページでは、最も汎⽤的に⽤いられる加⼯例を掲載しています。
外径テーパー 内径(異径) 内径R⾯ ⽌まり⽳底⾯ 外径ツバ 内径ねじ 外径ねじ 球⾯ ⾃由形
Outsidetaper Insidecontour Sphericalface Fillet(internal) Fillet(external) Thread(internal) Thread(external) Ballmachining Free-formsurfaces
RKA EG5 EG5 RH EF45 EFI90 EF90 RKAK HG6
φ10-100 φ8-250 φ8-250 φ17-200+(r0.2-2) φ10-∞(r0.4-3) φ70-∞ φ10-400 φ15-50
EG5 HG3 HG4 HG6 RHA HFI90 HF90 HG6 HG13
φ5-70 φ10-50 φ5-120 φ50-120(r>5) φ5-80(r0.4-3) φ75-∞ φ25-400 φ15-250
HG4 HG4 HG6 HG13 FAK120 FAK90 HG25
φ10-50 φ19-120 φ5-120 φ120-∞ φ200-∞ φ150-500
HG6 HG6 HG13 HG6 FA
φ19-120 φ19-120 φ120-∞ φ15-∞(r>6) φ38-500+
HG13 HG13 HG13
φ125-∞ φ120-∞ φ120-∞(r>10)
6 7
Page8
製品 ECSHINAGNLE-ROLLEM ICALTOROL 製
⼀ S 品
覧 シングルローラー ⼀覧
加⼯実例
インジケーターシステム フィレット部分へのバニシング タービンシャフトへのバニシング
Enhancing Efficiency of Burnishing
製品概要
ECOROLLの機械式ローラーバニシングツールにはインジケーターシステムが搭載されています。
このシステムは、ばね変位の値を測定し、加⼯中の圧⼒をリアルタイムで測定・監視するのに役⽴ちます。 外径円筒部へのバニシング 外径溝へのバニシング
インジケーターの役割
加⼯時の圧⼒を機械側で管理しようとすると、プログラミングのミスや、⼯具の摩耗により、
適切な圧⼒が掛かっていない可能性があります。
インジケーターの値を確認することで、適切な圧⼒で加⼯されているかが分かり、
ディープローリング加⼯において残留応⼒や表⾯硬化が確実に存在するという証明になります。
E CO S EN S E (デジタルバージョン)
EOSENSEは圧⼒をデジタル管理できるモデルです。本体に⼩型コンピューターが取り付けられており、
圧⼒データをタブレットや上位の外部デバイスに送信することができます。
圧⼒の上限値/下限値の管理をすることで、「プロセスが良好だったか否か」が⽰されるので、不良部品を選別 シリンダースリーブへのディープローリング
できるようになります。 ねじ部品へのディープローリング
※2025年12⽉ ⽇本市場向けリリース予定
8 9
Page9
製品 ECSHINAGNLE-ROLLEM ICALTOROL 製
⼀ S 品
覧 シングルローラー ⼀覧
加⼯実例
インジケーターシステム フィレット部分へのバニシング タービンシャフトへのバニシング
Enhancing Efficiency of Burnishing
製品概要
ECOROLLの機械式ローラーバニシングツールにはインジケーターシステムが搭載されています。
このシステムは、ばね変位の値を測定し、加⼯中の圧⼒をリアルタイムで測定・監視するのに役⽴ちます。 外径円筒部へのバニシング 外径溝へのバニシング
インジケーターの役割
加⼯時の圧⼒を機械側で管理しようとすると、プログラミングのミスや、⼯具の摩耗により、
適切な圧⼒が掛かっていない可能性があります。
インジケーターの値を確認することで、適切な圧⼒で加⼯されているかが分かり、
ディープローリング加⼯において残留応⼒や表⾯硬化が確実に存在するという証明になります。
E CO S EN S E (デジタルバージョン)
EOSENSEは圧⼒をデジタル管理できるモデルです。本体に⼩型コンピューターが取り付けられており、
圧⼒データをタブレットや上位の外部デバイスに送信することができます。
圧⼒の上限値/下限値の管理をすることで、「プロセスが良好だったか否か」が⽰されるので、不良部品を選別 シリンダースリーブへのディープローリング
できるようになります。 ねじ部品へのディープローリング
※2025年12⽉ ⽇本市場向けリリース予定
8 9
Page10
製品 製
M SINGLE-ROLLER
シンEグCHANルICALロTOOーLS ラー ※特殊品対応可能です。お気軽にご相談下さい。 品
⼀覧 ⼀覧
動画で確認
EタGイプ5 ロ外ーラ径ーバニシング
externalsurfaces
技術資料
CNC/汎⽤旋盤⽤
⼀度のセッティングで⾼い加⼯の再現性を実現 型式の⾒⽅
パラメーター バージョン/図参照 シャンク/VDI,SL,SLA
表⾯粗さRz<1µm(Ra≤0.1µm)を達成可能。
引張強さ1400N/mm²、最⼤硬度HRC≤45までの⾦属材料を加⼯可能。 E G 5 - 3 - V D I 3 0
対称的な⼯具設計により、右勝⼿・左勝⼿のどちらの操作も可能。 Vc=最⼤150m/min
回転⽅向はどちらでも可能。 f=0.3mm/rev ツールボディ
交換⽤のローラー2個付き 最⼤バニシング⼒:3,000N
※1 ※2 ※3
特⻑
短い作業サイクルで、段取り替えや補助⼯程が不要。
粉塵や残留物が発⽣しない。
⽔溶性または油性クーラントで加⼯可能。 シャンクの種類
インジケーターにより、加⼯圧⼒を⽬視確認可能。
ガイド付きローラーヘッドは、遊びが少なく、低摩擦で動作。
摩耗部品は簡単に交換可能。 ※1
E G 5 - S L
⼨法
デザイン ツターイルプ VDIシ ⾼ m ャ
⼯具は、本体、バニシングヘッド、シャンクで構成。 φャ
□ ク
Dンク さ m シ ン
※1 ※2 ※3
ローラーヘッドには2本の予備ローラーが付属。
設備に応じて、右図の3つのバージョンを⽤意。 h1 h2 p a b c e f g i k
20 67 16 64
111
EG5 30 45 77 20 78 82 120 78 84 10
69
40 82 25 112
E G 5 - S L A E G 5 - V D I
10 11
Page11
製品 製
M SINGLE-ROLLER
シンEグCHANルICALロTOOーLS ラー ※特殊品対応可能です。お気軽にご相談下さい。 品
⼀覧 ⼀覧
動画で確認
EタGイプ5 ロ外ーラ径ーバニシング
externalsurfaces
技術資料
CNC/汎⽤旋盤⽤
⼀度のセッティングで⾼い加⼯の再現性を実現 型式の⾒⽅
パラメーター バージョン/図参照 シャンク/VDI,SL,SLA
表⾯粗さRz<1µm(Ra≤0.1µm)を達成可能。
引張強さ1400N/mm²、最⼤硬度HRC≤45までの⾦属材料を加⼯可能。 E G 5 - 3 - V D I 3 0
対称的な⼯具設計により、右勝⼿・左勝⼿のどちらの操作も可能。 Vc=最⼤150m/min
回転⽅向はどちらでも可能。 f=0.3mm/rev ツールボディ
交換⽤のローラー2個付き 最⼤バニシング⼒:3,000N
※1 ※2 ※3
特⻑
短い作業サイクルで、段取り替えや補助⼯程が不要。
粉塵や残留物が発⽣しない。
⽔溶性または油性クーラントで加⼯可能。 シャンクの種類
インジケーターにより、加⼯圧⼒を⽬視確認可能。
ガイド付きローラーヘッドは、遊びが少なく、低摩擦で動作。
摩耗部品は簡単に交換可能。 ※1
E G 5 - S L
⼨法
デザイン ツターイルプ VDIシ ⾼ m ャ
⼯具は、本体、バニシングヘッド、シャンクで構成。 φャ
□ ク
Dンク さ m シ ン
※1 ※2 ※3
ローラーヘッドには2本の予備ローラーが付属。
設備に応じて、右図の3つのバージョンを⽤意。 h1 h2 p a b c e f g i k
20 67 16 64
111
EG5 30 45 77 20 78 82 120 78 84 10
69
40 82 25 112
E G 5 - S L A E G 5 - V D I
10 11
Page12
製品 SINGLE-ROLLE
シンMEグCHANルICALロTO
ROーLS ラー ※特殊品対応可能です。お気軽にご相談下さい。 製品
⼀覧 ⼀覧
E G 5 - 4 0M 特徴
EタGイプ5 ローラーバニシング 外径/外径溝底加⼯⽤
外径/内径 動画で確認
externalsurfaces/internalsurface
E G I 5 - 3 2 特徴
内径/外径加⼯⽤
内径最⼤加⼯⻑:80mm
下⽳最⼩径:φ32mm
E G 5 - 4 0M - 4 5 ° 特徴
外径/フランジ/端⾯加⼯⽤
ローラーは45°の⾓度付き
動画で確認
E G 5 - 0 8 F / E G 5 - 1 1 F 特徴 ※1
内径加⼯⽤
ツターイルプ VDφIdシ
⾼さ
(mャmン)ク
(mm) ⾓シャンク ⼨法
EG5-08F
最⼤加⼯⻑:20mm h1 h2 p a b c
下⽳最⼩径:φ8.5mm d e f I
EG5-11F EG5-08F 20,30,40 106 20/
EG5-11F 53 95 181.5.5/ 84 30
最⼤加⼯⻑:30mm
下⽳最⼩径:φ11mm 50 40 67-91 117
20,30,40 150 80
EGI5-32 58 99 32 24
50 20
25 161
20,30,40 32 66 10 10
EG5-40M 92 134
50 77
50 76-91
20,30,40 136 30 30
EG5-40M-45° 65 115
50 147
12 13
Page13
製品 SINGLE-ROLLE
シンMEグCHANルICALロTO
ROーLS ラー ※特殊品対応可能です。お気軽にご相談下さい。 製品
⼀覧 ⼀覧
E G 5 - 4 0M 特徴
EタGイプ5 ローラーバニシング 外径/外径溝底加⼯⽤
外径/内径 動画で確認
externalsurfaces/internalsurface
E G I 5 - 3 2 特徴
内径/外径加⼯⽤
内径最⼤加⼯⻑:80mm
下⽳最⼩径:φ32mm
E G 5 - 4 0M - 4 5 ° 特徴
外径/フランジ/端⾯加⼯⽤
ローラーは45°の⾓度付き
動画で確認
E G 5 - 0 8 F / E G 5 - 1 1 F 特徴 ※1
内径加⼯⽤
ツターイルプ VDφIdシ
⾼さ
(mャmン)ク
(mm) ⾓シャンク ⼨法
EG5-08F
最⼤加⼯⻑:20mm h1 h2 p a b c
下⽳最⼩径:φ8.5mm d e f I
EG5-11F EG5-08F 20,30,40 106 20/
EG5-11F 53 95 181.5.5/ 84 30
最⼤加⼯⻑:30mm
下⽳最⼩径:φ11mm 50 40 67-91 117
20,30,40 150 80
EGI5-32 58 99 32 24
50 20
25 161
20,30,40 32 66 10 10
EG5-40M 92 134
50 77
50 76-91
20,30,40 136 30 30
EG5-40M-45° 65 115
50 147
12 13
Page14
製品 CSINAGLEI -ROLLEM R
シンEグH NルCALロTOOーLS ラー ※特殊品対応可能です。お気軽にご相談下さい。 製品
⼀覧 ⼀覧
EGタイ9プ0 ロ内ーラ径ーバ/ニ外シン径グ 溝 タイプ
internal/exernalgroove EF45 デフィーィプロレーリッング
6 ト部分
Fillets
E G 9 0 特徴 EF 4 5 特徴
内径/外径の溝底⽤ フィレット部加⼯⽤
圧縮の応⼒を内部に発⽣させることで⾦属の疲労強度を⾼めます。 動画で確認
※1
パラメーター パラメーター
Vc=最⼤250m/min Vc=最⼤20m/minまで対応
f=0.5mm/rev 最⼤バニシング⼒:20,000N
最⼤バニシング⼒:10,000N
ツ ⼤ ニ ン ⼒ ⼤ 最 引 張 加 径
ター 最 バ グ R 張 ⼯
イル シ 最 ⼤ ⼒ ⼨法
プ
ツール 最⼤バニシング⼒ 最⼤R 最⼤引張張⼒ 加⼯径 ⼨法 kN mm N/mm2 mm a b c b1 x
タイプ
kN mm N/mm2 mm a b c h h1 EF45-17 10 1.2 10-250
1400 71 133 152 130 38
EG90 20 1.6 1400 ≧80 99 60 181 63 98 EF45-21 20 2.5 ≧40
14 15
Page15
製品 CSINAGLEI -ROLLEM R
シンEグH NルCALロTOOーLS ラー ※特殊品対応可能です。お気軽にご相談下さい。 製品
⼀覧 ⼀覧
EGタイ9プ0 ロ内ーラ径ーバ/ニ外シン径グ 溝 タイプ
internal/exernalgroove EF45 デフィーィプロレーリッング
6 ト部分
Fillets
E G 9 0 特徴 EF 4 5 特徴
内径/外径の溝底⽤ フィレット部加⼯⽤
圧縮の応⼒を内部に発⽣させることで⾦属の疲労強度を⾼めます。 動画で確認
※1
パラメーター パラメーター
Vc=最⼤250m/min Vc=最⼤20m/minまで対応
f=0.5mm/rev 最⼤バニシング⼒:20,000N
最⼤バニシング⼒:10,000N
ツ ⼤ ニ ン ⼒ ⼤ 最 引 張 加 径
ター 最 バ グ R 張 ⼯
イル シ 最 ⼤ ⼒ ⼨法
プ
ツール 最⼤バニシング⼒ 最⼤R 最⼤引張張⼒ 加⼯径 ⼨法 kN mm N/mm2 mm a b c b1 x
タイプ
kN mm N/mm2 mm a b c h h1 EF45-17 10 1.2 10-250
1400 71 133 152 130 38
EG90 20 1.6 1400 ≧80 99 60 181 63 98 EF45-21 20 2.5 ≧40
14 15
Page16
製品 ECHMU 製
マルチALNTロI
I-CRAOLLLーT
ER
M OOラLS ー ※特殊品対応可能です。お気軽にご相談下さい。 品
⼀覧 ⼀覧
選定ガイド
タGイプ ロ内ーラ径ーバニシング
通 動画で確認
cylindricalbores ⽌まりり⽳⽳ φφ46--220000..9999mmmm ワーク径
通り⽳or⽌まり⽳
技術資料 通り⽳の場合:デザイン1、⽌まり⽳の場合:デザイン3
IT8公差等級まで対応可能(薄⾁ワークの場合はIT9まで)。
タイプGEは、直径50mm以上のワークに対してIT11公差等級まで対応。 バニシング⻑さ
引張強さ1400N/mm²、最⼤硬度HRC45までのあらゆる⾦属材料の加⼯が可能。
表⾯粗さ:Rz<1μm(Ra≤0.1μm)の⾼品質な仕上げが可能。 ご 要 望 に 応 じ て 10 0m m 、 1 5 0m標m準、品2は0下0m記m表、ご2参50照m下mさ、い3。00mmに変更可能です。
ボール盤、フライス盤、旋盤、マシニングセンター、または汎⽤機械で使⽤可能。
正転での加⼯に対応。
オプションで、内部給油にも対応。(⼯具径が10mm以上の場合に限ります。) M
ZそS
K
の:
:
他ス
モ
、ト
ー シャンクタイプ
特レ
ル
別ー
ス
シト
テ
ャシ
ー
ンャ
パー
クン、クH(SDKI、NV1D8I3、5CBa準p拠to、もクごラ要ン望プに⾯応付じきて〈対W応e可ld能onで〉す)。
特⻑ 型式の⾒⽅ デザイン シャンク
⾼機能かつ⾼精度 G 1 . 2 - 2 5 . 0 0 - 1 - 5 0 - M K 2
短いサイクルタイム
直径調整が簡単で再現性が⾼い ツールボディ 直径 バニシング⻑さ
最⼩限の潤滑(クーラントまたは潤滑スプレーなど)でエコフレンドリー
引き込み時に⼯具が⾃動的に収縮するため、加⼯⾯の損傷を防⽌
摩耗部品の交換が容易 シャンク
デザイン パラメーター 直径D スモトーレルーステーパー a b c※1 dmax. i l バニ
ツールボディ ⻑シさング
φeトxシfャンク/
タイプGは、ツールボディとバニシングヘッドで構成されています。 Vc=最⼤250m/min mm +/-mm mm
ツールボディには、ローラーの張り出しを1μm単位で無段階に調整で
きる機構が搭載されています。 f=0.05-0.3mm/rev. ≧4<17 .5
⼯具シャンクは、モールステーパーまたはストレートシャンクから選 バニシング⻑さ G1.1
≧17<21 φ20MhK62
1
x50 標準 ※3
択できます。特別設計もご要望に応じて対応可能です。 >φ36mm右表のバニシング⻑さを参照
バニシングヘッドは、コーン、ケージ、およびローラーで構成されて ≦φ36mm無制限 バニシン 0
います。 G1.2 ≧21<33 0 +8mグm⻑さ 5
7
35 52 2 80
バニシングヘッドは、指定された直径範囲内で交換可能です。 ≧33<36 φ20MhK62x 標 ※3
G1.3 φ25h6x5506 75準
≧36<50 74 89
3
G2 ≧50<100 φ25MhK63x56 49 68 93 99 79 無制限
G3 ≧100<201※2 φ32MhK64x60 71 84 5 110 124 100
※1 ⽌まり⽳仕様にはC⼨法はありません。
※2φ201mm以上に関しては次ページのRタイプをご参照下さい。
※3100mm,150mm,200mm,300mmに変更が可能
16 17
Page17
製品 ECHMU 製
マルチALNTロI
I-CRAOLLLーT
ER
M OOラLS ー ※特殊品対応可能です。お気軽にご相談下さい。 品
⼀覧 ⼀覧
選定ガイド
タGイプ ロ内ーラ径ーバニシング
通 動画で確認
cylindricalbores ⽌まりり⽳⽳ φφ46--220000..9999mmmm ワーク径
通り⽳or⽌まり⽳
技術資料 通り⽳の場合:デザイン1、⽌まり⽳の場合:デザイン3
IT8公差等級まで対応可能(薄⾁ワークの場合はIT9まで)。
タイプGEは、直径50mm以上のワークに対してIT11公差等級まで対応。 バニシング⻑さ
引張強さ1400N/mm²、最⼤硬度HRC45までのあらゆる⾦属材料の加⼯が可能。
表⾯粗さ:Rz<1μm(Ra≤0.1μm)の⾼品質な仕上げが可能。 ご 要 望 に 応 じ て 10 0m m 、 1 5 0m標m準、品2は0下0m記m表、ご2参50照m下mさ、い3。00mmに変更可能です。
ボール盤、フライス盤、旋盤、マシニングセンター、または汎⽤機械で使⽤可能。
正転での加⼯に対応。
オプションで、内部給油にも対応。(⼯具径が10mm以上の場合に限ります。) M
ZそS
K
の:
:
他ス
モ
、ト
ー シャンクタイプ
特レ
ル
別ー
ス
シト
テ
ャシ
ー
ンャ
パー
クン、クH(SDKI、NV1D8I3、5CBa準p拠to、もクごラ要ン望プに⾯応付じきて〈対W応e可ld能onで〉す)。
特⻑ 型式の⾒⽅ デザイン シャンク
⾼機能かつ⾼精度 G 1 . 2 - 2 5 . 0 0 - 1 - 5 0 - M K 2
短いサイクルタイム
直径調整が簡単で再現性が⾼い ツールボディ 直径 バニシング⻑さ
最⼩限の潤滑(クーラントまたは潤滑スプレーなど)でエコフレンドリー
引き込み時に⼯具が⾃動的に収縮するため、加⼯⾯の損傷を防⽌
摩耗部品の交換が容易 シャンク
デザイン パラメーター 直径D スモトーレルーステーパー a b c※1 dmax. i l バニ
ツールボディ ⻑シさング
φeトxシfャンク/
タイプGは、ツールボディとバニシングヘッドで構成されています。 Vc=最⼤250m/min mm +/-mm mm
ツールボディには、ローラーの張り出しを1μm単位で無段階に調整で
きる機構が搭載されています。 f=0.05-0.3mm/rev. ≧4<17 .5
⼯具シャンクは、モールステーパーまたはストレートシャンクから選 バニシング⻑さ G1.1
≧17<21 φ20MhK62
1
x50 標準 ※3
択できます。特別設計もご要望に応じて対応可能です。 >φ36mm右表のバニシング⻑さを参照
バニシングヘッドは、コーン、ケージ、およびローラーで構成されて ≦φ36mm無制限 バニシン 0
います。 G1.2 ≧21<33 0 +8mグm⻑さ 5
7
35 52 2 80
バニシングヘッドは、指定された直径範囲内で交換可能です。 ≧33<36 φ20MhK62x 標 ※3
G1.3 φ25h6x5506 75準
≧36<50 74 89
3
G2 ≧50<100 φ25MhK63x56 49 68 93 99 79 無制限
G3 ≧100<201※2 φ32MhK64x60 71 84 5 110 124 100
※1 ⽌まり⽳仕様にはC⼨法はありません。
※2φ201mm以上に関しては次ページのRタイプをご参照下さい。
※3100mm,150mm,200mm,300mmに変更が可能
16 17
Page18
製品 マルEチCH
MUALNTロI
I-CRAOLLLーT
EROOラLS ※特殊品対応可能です。お気軽にご相談下さい。 製
M ー 品
⼀覧 ⼀覧
タイプ ロー内ラ径ーバニシング
通
ツールボディ 直D径 調整範囲 ローラー数 ロφーgラxーh径 ローラーr バニシング⻑ ⽌まりり⽳⽳ φφ220011-※2 R indricalbores -445500mmm
cyl m
通り⽳ ⽌まり⽳※1 技術資料
公差IT8クラスまで対応
mm -/+mm mm ⼀度のセッティングで⾼い加⼯の再現性を実現
≧4<5 1x4 0.5 表⾯粗さRz<1µm(Ra≤0.1µm)を達成可能。
-0.05/+0.15 - 引張強さ1400N/mm²、最⼤硬度HRC≤45までの⾦属材料を加⼯可能。
≧5<6 3 1.5x6 NC旋盤、フライス盤、マシニングセンター、またはボール盤などの汎⽤機械で使⽤可能。
≧6<8 1 パラメーター
G1.1 -0.05/+0.3 -0.05/+0.1 2xx160
φ≧4<21 ≧8<10 2
4 Vc=最⼤250m/min
≧10<11 50 f=0.1~0.4mm/rev
-0.05/+0.4 -0.05/+0.1 3x9
≧11<17
シャンク
≧17<21 5 調整範囲 モー ロー ロ ロ
スルステーパー ラ ー
G1.2 ≧21<25 -0.05/+0.6 -0.05/+0.1 1.5 ツ 直径D シト a b c d i l
≧21<33 ボーデルィ φャ
レ
eン
ー
xク
ト
f ー ラ ー
数 ー ラ
径 ーr
≧25<33 5x16 通り⽳ ⽌まり⽳
≧33<36 6 75 mm -/+mm mm mm
G1.3
≧33<50 ≧36<38 ≧201<225 16
≧38<50
8 R5 ≧255<320 20
G2 ≧50<86 -0.05/+0.8 -0.05/+0.1 8x25 2.5 14x35
≧5<100 無制限
≧86<100 (⽌まり)
≧320<335 -0.05/+0.8 -0.05/+0.1 φ50MhK65x80 4 90 100 5 125 156 134
12 20x45
(通り)
G3 ≧100<170
φ≧100<201 14x35 4 R7 ≧355<455 28
≧170<201 16
※ R8 ≧455
※12 ⽳ロ出ー⼝ラの⼀構を造交に換よのっ際てははす、べ⽌てま⼀り度⽳に⽤交⼯換具しのて設下定さ範い囲。が交表換よ⽤りロ⼤ーきラくーなをるご場注合⽂がのあ際りはま、す通。り⽳または⽌まり⽳をご指定の上ご注⽂ください。
18 19
Page19
製品 マルEチCH
MUALNTロI
I-CRAOLLLーT
EROOラLS ※特殊品対応可能です。お気軽にご相談下さい。 製
M ー 品
⼀覧 ⼀覧
タイプ ロー内ラ径ーバニシング
通
ツールボディ 直D径 調整範囲 ローラー数 ロφーgラxーh径 ローラーr バニシング⻑ ⽌まりり⽳⽳ φφ220011-※2 R indricalbores -445500mmm
cyl m
通り⽳ ⽌まり⽳※1 技術資料
公差IT8クラスまで対応
mm -/+mm mm ⼀度のセッティングで⾼い加⼯の再現性を実現
≧4<5 1x4 0.5 表⾯粗さRz<1µm(Ra≤0.1µm)を達成可能。
-0.05/+0.15 - 引張強さ1400N/mm²、最⼤硬度HRC≤45までの⾦属材料を加⼯可能。
≧5<6 3 1.5x6 NC旋盤、フライス盤、マシニングセンター、またはボール盤などの汎⽤機械で使⽤可能。
≧6<8 1 パラメーター
G1.1 -0.05/+0.3 -0.05/+0.1 2xx160
φ≧4<21 ≧8<10 2
4 Vc=最⼤250m/min
≧10<11 50 f=0.1~0.4mm/rev
-0.05/+0.4 -0.05/+0.1 3x9
≧11<17
シャンク
≧17<21 5 調整範囲 モー ロー ロ ロ
スルステーパー ラ ー
G1.2 ≧21<25 -0.05/+0.6 -0.05/+0.1 1.5 ツ 直径D シト a b c d i l
≧21<33 ボーデルィ φャ
レ
eン
ー
xク
ト
f ー ラ ー
数 ー ラ
径 ーr
≧25<33 5x16 通り⽳ ⽌まり⽳
≧33<36 6 75 mm -/+mm mm mm
G1.3
≧33<50 ≧36<38 ≧201<225 16
≧38<50
8 R5 ≧255<320 20
G2 ≧50<86 -0.05/+0.8 -0.05/+0.1 8x25 2.5 14x35
≧5<100 無制限
≧86<100 (⽌まり)
≧320<335 -0.05/+0.8 -0.05/+0.1 φ50MhK65x80 4 90 100 5 125 156 134
12 20x45
(通り)
G3 ≧100<170
φ≧100<201 14x35 4 R7 ≧355<455 28
≧170<201 16
※ R8 ≧455
※12 ⽳ロ出ー⼝ラの⼀構を造交に換よのっ際てははす、べ⽌てま⼀り度⽳に⽤交⼯換具しのて設下定さ範い囲。が交表換よ⽤りロ⼤ーきラくーなをるご場注合⽂がのあ際りはま、す通。り⽳または⽌まり⽳をご指定の上ご注⽂ください。
18 19
Page20
製品 SINGLE-ROLLE 製
⼀ MECHANICALTOROLS
覧 ECOcompact 品
⼀覧
E G 5 T
EG 3 T
Ecorollは、⼩型部品市場の⾼い需要に対応するため、これらのワークピース要件に適した製品ラインを⽴ち上げました。 GM I
このツールは、⾃動盤、スイス型旋盤など、作業スペースが限られたあらゆる⼯作機械で最適に使⽤できます。 R A
EG3Tによる精密部品の加⼯ ⻑尺旋盤でのGMIツールの使⽤
20 21