


産業用アルミフレーム&システムについて掲載!
『アルファフレームシステム ハンドブック』では、自動化装置メーカーとして
培った実績と技術により開発された、産業用アルミフレーム&システムをわかりやすく紹介しています。
2200種類を超える豊富なラインアップのアルファフレーム。
高品質・高性能な特長、選定のための基本条件、使い方や、設計・組立のコツ、よくある質問等が掲載されています。
【主な掲載内容】
■アルファフレームの特徴
■選定の目安
■いろいろな使い方
■設計のコツ
■組立のコツ
詳しくはカタログをご覧頂くか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | アルファフレームシステム ハンドブック |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 2.3Mb |
| 取り扱い企業 | エヌアイシ・オートテック株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
アルミフレームのトータルコーディネーター
~NICのうまい使い方~ 特 徴
うまく使おう 選定目安
『アルファフレームシステム』
使い方
『アルファフレームシステム』とは、 設計のコツ
自動化装置メーカーとして培った
実績と技術により、 1986年に
独自で開発した国産初産業用
アルミフレーム&システムのこと
じゃよ。
組立のコツ
Q&A
Page2
アルファフレームの特徴 アルファフレームの特徴
1 1a
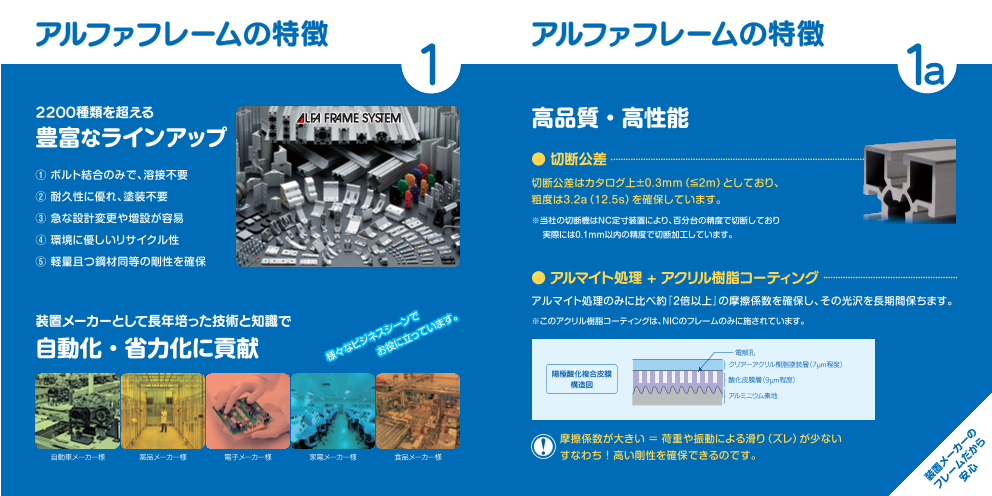
2200種類を超える 高品質・高性能
豊富なラインアップ
● 切断公差
① ボルト結合のみで、溶接不要
切断公差はカタログ上±0.3mm(≦2m)としており、
② 耐久性に優れ、塗装不要 粗度は3.2a(12.5s)を確保しています。
③ 急な設計変更や増設が容易 ※当社の切断機はNC定寸装置により、百分台の精度で切断しており
④ 環境に優しいリサイクル性 実際には0.1mm以内の精度で切断加工しています。
⑤ 軽量且つ鋼材同等の剛性を確保
● アルマイト処理 + アクリル樹脂コーティング
アルマイト処理のみに比べ約『2倍以上』の摩擦係数を確保し、その光沢を長期間保ちます。
装置メーカーとして長年培った技術と知識で で 。
ーン ます ※このアクリル樹脂コーティングは、NICのフレームのみに施されています。
スシ い
って
自動化・省力化に貢献 ジネ 立
々な
ビ お役
に
様 電解孔
クリアーアクリル樹脂塗装層(7µm程度)
陽極酸化複合皮膜
構造図 酸化皮膜層(9µm程度)
アルミニウム素地
摩擦係数が大きい = 荷重や振動による滑り(ズレ)が少ない の
ー ら
自動車メーカー様 薬品メーカー様 電子メーカー様 家電メーカー様 食品メーカー様 すなわち ! 高い剛性を確保できるのです。 ーカ か
メ だ
置 ム
装 ー 心
レ 安
フ
Page3
アルファフレームの特徴 選定の目安
1b 2
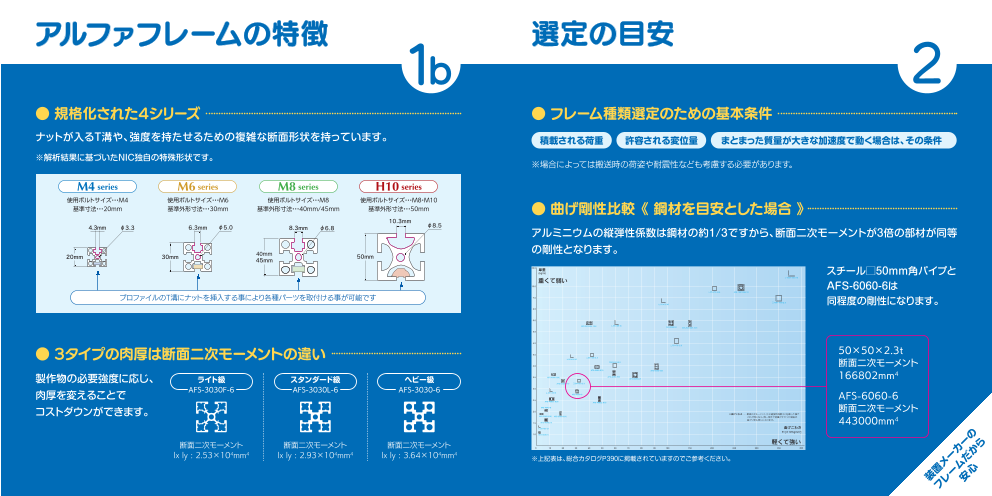
● 規格化された4シリーズ ● フレーム種類選定のための基本条件
ナットが入るT溝や、強度を持たせるための複雑な断面形状を持っています。 積載される荷重 許容される変位量 まとまった質量が大きな加速度で動く場合は、その条件⦆
※解析結果に基づいたNIC独自の特殊形状です。
※場合によっては搬送時の荷姿や耐震性なども考慮する必要があります。
M4 series M6 series M8 series H10 series
使用ボルトサイズ・・・M4 使用ボルトサイズ・・・M6 使用ボルトサイズ・・・M8 使用ボルトサイズ・・・M8・M10
基準寸法・・・20mm 基準外形寸法・・・30mm 基準外形寸法・・・40mm/45mm 基準外形寸法・・・50mm ● 曲げ剛性比較《 鋼材を目安とした場合 》
10.3mm
4.3mm φ3.3 6.3mm φ5.0 8.3mm φ6.8 φ8.5
アルミニウムの縦弾性係数は鋼材の約1/3ですから、断面二次モーメントが3倍の部材が同等
20mm 30mm 40mm の剛性となります。
50mm
45mm
20.0
単重
(kg/m) スチール□50mm角パイプと
L-100×100 t10
10.0 AFS-6060-6は
□75×75 t4.5 AFS-100100H-10
プロファイルのT溝にナットを挿入する事により各種パーツを取付ける事が可能です 7.0
□100×100 t2.3
L-75×75 t6 同程度の剛性になります。
6.5
6.0
AFS-50100H-10(X) L-65×65 t6
AFS-8080-8 AFS-50100H-10(Y)
5.5
5.0
□75×75 t2.3
● 3タイプの肉厚は断面二次モーメントの違い 50×50×2.3t
4.5
□50×50 t3.2
L-50×50 t6
□60×60 t2.3
4.0 断面二次モーメント
AFS-6090-6(X) AFS-6090-6(Y)
製作物の必要強度に応じ、 4
ライト級 スタンダード級 ヘビー級 3.5 AFS-4080-8(X) AFS-4080-8(Y)
AFS-8080L-8 166802mm
AFS-5050H-10 □50×50 t2.3
AFS-3030F-6 AFS-3030L-6 AFS-3030-6 3.0
肉厚を変えることで L-40×40 t5
AFS-6060-6 AFS-6060-6
2.5
AFS-4080L-8(X) AFS-4080L-8(Y)
AFS-4040-8
コストダウンができます。 2.0 断面二次モーメント
*曲げこわさ……断面2次モーメント(I)に縦弾性係数(E)を乗じた値で
AFS-3060-6(X) AFS-3060-6(Y) これが同じなら、同一条件で荷重がかかった場合の
曲がり量も同じになります。 443000mm41.5 AFS-4040L-8
L-30×30 t3 曲げこわさ
EI [×108kgmm2]
1.0 AFS-3030-6 の
断面二次モーメント 断面二次モーメント 断面二次モーメント ー
0 10 20 30 40 50 60 70 80 90 100 150 200 250 300 350 400 ら
lx ly : 2.53×104mm4 lx ly : 2.93×104mm4 lx ly : 3.64×104mm4 カ か
※上記表は、総合カタログP390に掲載されていますのでご参考ください。
置メ
ー だ
ム
ー 心
装
フレ
安
Page4
選定の目安 選定の目安
2a 2b
● ブラケット種類選定の目安 ●「 アルファフレームシリーズ」を目安にしてみると・・・
ABLDタイプは、通常使用において満足できる剛性を持ちながらも、非常に安価なので、
コスト削減にとても有効です。 小型カバー
M4シリーズが適します。
センサーブラケット
・低コスト ・ボルト4本で連結 マシン全体カバーとしてはM6シリーズ30角
・高剛性 ・高い結合力 マシン全体カバー
・回り止め付 大きめのカバーであればM8シリーズ40角が適します。
・組立易い
幅500mm程度の小型軽量であればM6シリーズ30角や30×60
装置架台(小型)
幅800mm程度までならM8シリーズ40角くらいが適します。
高
装置架台(中型) M6シリーズ60角くらいが使い易いです。
ABLR-4015-4
ABLR-6025-6
ABLR-8035-8 大型あるいは大きな荷重のかかる架台だとM6シリーズ60角で
装置架台(大型)
剛 中間梁を入れてラーメン構造とするかM8シリーズ80角が適します。
ABLD-20-4
ABLD-30-6
性 ABLD-40-8
高荷重がかかるものは、H10シリーズを使用すると
装置架台(超大型)
・ナット不要 非常に高い剛性を確保できます。
ABLH-4015-4
ABLH-6025-6 CBR-20-4 ・ボルト1本で連結
ABLH-8035-8 CBR-30-6
CBR-40-8 ・組立工数の大幅削減
※3種類の肉厚がありますが、装置架台では基本的にヘビー級を推奨します。
ABL-2015-4
ABL-3025-6 ※架台の場合には正方形断面のフレームを使用する事を推奨します。
ABL-4035-8 ※単なる□型ではなく、日の字型、目の字型に梁を入れて の
ー ら
コスト 高 ラーメン構造にすることは剛性確保に非常に有効です。
メー
カ か
だ
置 ム
ー 心
装 レ 安
フ
Page5
いろいろな使い方 いろいろな使い方
3 3a
● アルファフレームシステムの有効性 ● スマートな部品構成
アルファフレームの用途は、“骨組み”だけではありません。 装置部品の中で40%はアルミ加工品に置き換え可能!
溶接や塗装が不要で、軽量化・短納期・コストダウンを実現します。
構造用部材(標準在庫品) 加工材料部材(標準在庫品) 組み合わせ シリンダー
ブラケット ブラケット
ベーシックアルファフレーム フラットバー・アングル
組み合わせ 直交ロボット
ブラケット
スタンド
ローラーコンベア
&配線ダクト
有機的な
特殊部材(標準在庫品) 専用部材(受注生産品)
スペシャルアルファフレーム 組み合わせ オーダーフレーム
プレート ベルトコンベア
ダンパー マシンベースカバー
ブラケット チェーンコンベア
の
カーから
メー だ
置 ム 心
装 ー
レ 安
フ
Page6
設計のコツ 設計のコツ
4 4a
● 有効に剛性を出す組合せ ① ● 有効に剛性を出す組合せ ②
《 剛性の高い構造体を製作する条件 》 《 ブラケットのみでは充分な結合剛性が得られない場合 》
断面二次モーメント(Ix,Iy)が適合する部材を選択するかが基本 ● ブラケットのみでなく座グリ、 ● アルミフレームに取り付けるプレートにも
部材の種類
※複合的な荷重がかかる物の場合は、ねじれ剛性の確保も考慮 端面タップ加工も併用する 接続機能を持たせる
プレート
タップ併用
部材の構成 ラーメン構造(日の字型、目の字型)や、トラス構造(斜め梁)を加える
取りつくところ全てにブラケットを取り付けることが望ましい
ブラケットが取り付かない場合、「エンドコネクタ」での連結や、
接続方法 「座グリ・タップ」追加工による連結などがあります。
基本はABLDタイプのデルタブラケットを使用し、
特別剛性が必要な部分にABLR,ABLRDタイプを選択すると良いでしょう。
装置架台などでフレーム上面に板が取り付く場合には、取付け穴位置を各フレームにうまく配置する
■ 安全カバー ■ 装置架台製作例 ことで、その板にフレームの接続ブラケットの役割を持たせることも剛性アップに有効な手段です。
架台製作例
《 ボルト・ナットについて 》
NICでは、「座金組込みボルト」を標準化しています。
安全カバー
・ 剛性が必要な場合、六角穴付きボルト(CS,CSW,CSS,CSWS)を使用
装置架台
してください。 CS(S) CSW(S)
・ ナット溝に局所的に大きな荷重がかかる場合には、強化ナット(NHMT)
を推奨します。 の
ー ら
摩擦係数とボルト軸力を理解していれば、安全な設計が実現できます。 NHMT カ か
置メ
ー だ
ム 心
装 ー
レ 安
フ
Page7
組立のコツ 組立のコツ
5 5a
組図に描かれている寸法に合わせ、隙間、段差がないように組み立てる。 フレーム間の隙間を作らない連結方法には以下の方法があります。
寸法、平面の合わせはボルトを締め、軽く固定した後、樹脂ハンマーで軽く叩きながら合わせ 寸法、平面の合わせはボルトを締め、軽く固定した後、樹脂ハンマーで軽く叩きながら合わせ
ていく。位置が出たらしっかりとボルトを締め、固定する。また、フレームの形状で肉厚の薄い ていく。位置が出たらしっかりとボルトを締め、固定する。また、フレームの形状で肉厚の薄い
ものも有り、強く樹脂ハンマーで叩くと変形する事があるので注意する事。 ものも有り、強く樹脂ハンマーで叩くと変形する事があるので注意する事。
取付方法 ① 取付方法 ②
1.軽く固定
A
2.締付け
540mm 隙間 B
斜め取付け フラットな面のものに フレームにブラケットを固定 Aのフレーム端からブラケットを
フレームを当てて したものを、組付ける。 0.5~1㎜ほどずらした所に軽く固定。
ブラケットを固定。 Bのフレームにブラケットの隙間が
スケール、差し金、コンベックス等の測定器具を用い、寸法を見る。 なくなるまで締め付ける。
※マーキングシステムをご利用されることで、図面を見ながら計測し寸法に合わせるといった作業 《 フレームの切断直角度について 》
が解消され、組立後の完成検査においてもメジャーでの計測ではなく目視で印刷ラインと アルファフレームの表面は非常に綺麗ですが、押出し成形したものであり、機械加工品とは の
ー ら
のズレがないかを確認できます。 精度のレベルが異なるので注意が必要です。押出精度は、JIS H4100に準じています。 カ か
置メ
ー だ
ム
ー 心
装 安
フレ
Page8
よくある質問 Q&A よくある質問 Q&A
6 6a
Q しっかり締めたはずのボルトが緩むのはなぜ ? Q アルミフレームは何度までの高低温に耐えられますか ?
A 緩み原因を調べ、対策が必要です。 A アルミフレームは低温でも安心して使えます!
ネジの緩みやすさには、過剰なトルク(ねじりの強さ)が関係することもあります。トルク不足によるボルト・ 高温の場合は、150℃程度までなら十分に耐えられますが、
ナットの緩みを防ぎたいという気持ちが無意識に働き、規定トルクを超えたトルクをかけがちですが、ネジ 現実的には母材温度120℃程度まで使用可能です。
面で塑性変形が起こり、この塑性変形が進行して軸力低下(ねじが緩む)を招きます。用途に応じたボルト
を適切なトルクで締め付けて使用する事が大切です。 低温の場合
アルミニウム合金は低温域においては非常に有利な材料です。低温になるほど機械的強度が大きくなります
アプセットボルト(APBシリーズ)、座金組込六角穴付きボルト(CSWシリーズ)の代表的※1な推奨締め付けトルク
ので、常温データにて計算しておけば安全側です。但し、アルミフレーム接続するためにはブラケット、ボルト、
アプセットボルト ; 四角ナット 座金組込六角穴付ボルト ; 四角ナット ナット、 ナットホルダーが必要となりますので、それぞれの低温脆性に注意が必要です。
(強度区分 : 4.8相当) APBシリーズ NSMシリーズ NSMSシリーズ (強度区分 : 10.9相当) CSWシリーズ NSMシリーズ NSMSシリーズ
※2 ※2 ※樹脂であるナットホルダーは、-40℃より脆くなり、クラック等発生の可能性があるので注意。
ボルトサイズ 締め付けトルク(N・m) ボルトサイズ 締め付けトルク(N・m) 高温の場合
M4 1.3 M4 3.6
M6 5.6 M6 13.0 寸法、強度の条件が許せば、母材温度120℃程度までは使用可能です。
M8 15.0 M8 31.5
M10 ※2 14.0 M10 ※2 33.5 ・ 「寸法の条件」温度による寸法変化
※1 締結条件:手締め、無潤滑の鋼製ボルト。※潤滑あり及びステンレス製ボルト(APBS、CSWS)の推奨締付トルクは総合カタログP400を参照してください。 ・ 「強度の条件」温度が上がる事で強度が低下
※2 M10サイズのナットはカジリ防止付(NSMSシリーズ)になります。
※3 モーメント荷重を受ける箇所など、結合強度を向上させたい場合には強化ナット(NHMTシリーズ)の使用をお奨めいたします。 ・ 「クリープ」荷重を掛け続けた場合、時間の経過とともに歪が増大する現象
※アルミニウムのクリープ現象は、100℃近傍のかなり低温測から起こるので強度的にはかなりの余裕を見て
「ねじは必ず緩みます」メンテナンスや運搬等において分解可能とするために使用されるので、緩まない おく必要があります。わずかな歪が許されない場合には、慎重に検討し応力安全率に余裕を見る事が必要です。
と目的を達成できません。しかし、簡単に緩んでほしくないと思うのが現実です。ですから、ネジは適切なサイズの物を
適切な本数使用し、適切な軸力を与える(適正な締付けトルク)ことが重要なのです。
原因と解決策については 【今月のまめ知識 第11回】 ネジはなぜ締まる?緩む?(前編) 詳しくは 【Q&A】No.2 アルミフレームは何度くらいまで高温に耐えられますか? の
ー
NIC アルファマガジン.com をご覧下さい。 http://alfaframe.com/mame/3802.html NIC アルファマガジン.com をご覧下さい。 ら
http://alfaframe.com/qa/363.html ーカ か
メ だ
置 ム
ー 心
装 レ 安
フ
Page9
よくある質問 Q&A よくある質問 Q&A
6b 6c
Q 鋼材と比較したときのコストは ? Q 他社のアルミフレームにNICのアルファフレームをつなぐことは可能ですか ?
A 鋼材の場合に各工程をすべてひとつの工場で行える場合と、各工程ごとに別の業者へ A 可能ですが、ナット挿入溝(T溝)の幅や形状が異なるため注意が必要です。
依頼するのとでは非常に大きな差が出ます。ですから、個別計算できるコストはケース
他社のフレームに弊社のアルファフレームをつなぐことは可能ですが、アルミフレームはメーカーによって
バイケースで、概ね同等レベルが多いですが、最も大きく異なるのはスループット ナット挿入溝の幅、形状が異なりますので以下の事に注意が必要です。
です。
・ナットはそのアルミフレームメーカーのものを使用する
■ 装置架台を製作する場合のコスト比較 ・接続するブラケットは取り付け面に突起等がなくフラットなものを選定
・異なるメーカーのものを組み合わせたときはボルト長さに注意
鋼材でのコスト 設計費+材料費+製缶加工費+機械加工費+塗装費+工程間輸送費+手配管理費
これらのチェックを怠ると部品の脱落や破損など思わぬ事故を招く危険性がありますので、注意して安全に
アルミフレームでのコスト 設計費+部材購入費+組立費+工程間輸送費+手配管理費 お使いください。
短期間で出来上がるという事が、スループットを上げ、個別コストではなく基準期間内での利益を増大させると ■ T溝について 例)M6タイプ
いう事になります。 フレーム型式により保有するT溝形状(詳細寸法)が異なります。各部品を取り付ける際のナット・ボルト選択
の参考にて下さい。
1週 2週 3週 4週 5週 6週 7週 8週 9週 10週 11週 12週 13週 14週 15週 16週
10.3 10.3 12.3 10.3 10.3
6.3 6.3 5 10.3
鋼材使用 設計 大型部品製作 全体組立 仕様変更等 カクチャ利用で、 .7
6.3 6.3
6.3 R
小型部品製作 対応期間 0
さらにスループットを 1
2
向上させることが 1
アルファフレームの調達 アルファフレームの組立 仕様変更等対応期間 R R
アルファ できます。 0.5R R4.5 4 0.5 0.5R 後入れナット
フレーム R3 使用不可
システム 設計 全体組立 各工程の期間短縮
使用 小型部品製作
詳しくは 【Q&A】No.23 鋼材と比較したときのコストは? 詳しくは 【Q&A】No.26 他社のアルミフレームにNICのアルファフレームをつなぐことは の
ー
NIC アルファマガジン.com をご覧下さい。 http://alfaframe.com/qa/7107.html NIC アルファマガジン.com 可能ですか? をご覧下さい。 ら
http://alfaframe.com/qa/8295.html
メー
カ か
だ
置 ム 心
装 ー
レ 安
フ
5.5 2.5
10.5
5.5 2.5
15
3.7
0.8 5.5 2.5
15
5 1.5
5.5 2.5
15
5.5 2.5
Page10
よくある質問 Q&A よくある質問 Q&A
6d 6e
Q 鋼材にアルミフレームを組み付けた部分ですが、気温が高くなると 特注でアルミ押出し品の製作は可能ですか?
アルミが弓反りになり隙間ができるのですがいい対処法はありますか? Q
A 取りつく部品を分割して短くして並べることで、ある程度緩和できます。 A はい。弊社では数多くの特殊形材の実績があり、
熱による膨張は、材質により線膨張係数は大きく異なります。互いのものに大きな剛性の差があれば、強い方 大幅なコスト削減を実現したケースもございます。
になじみますからその歪量はそんなに大きくはないですが、お互いが長い棒状だと大きなソリが発生します。
必要に応じてFEM解析も行って最適設計し、周辺部品の取付け性なども含めてご提案しております。
また、アルミニウム合金押出し形材は、比較的複雑な形状が可能です。
■ アルミニウムとスチールの線膨張係数を比較すると
アルミニウム: 2.36×10-5 → 1mで10°C変化すると0.236mm変化 ■ 解析ソフトを用いたアルミフレームの製作の一例
スチール : 1.17×10-5 → 1mで10°C変化すると0.117mm変化
温度変化が大きい所で、組合せて使用する長尺品には注意が必要。 基本モデル構築 弊社では、解析ソフトを用いてお客様の要求
に応える最適なフレーム形状を提案すること
■ アルミフレームにスチールフラットパーを取り付け、 ができます。実物を製作・検討を行うよりも、
大きな温度上昇があった場合 大幅な時間とコストの削減が可能となり
アルミフレーム ます。
スチール 当社のフローティングホルダー
反りが生じる (CFSシリーズ)は 標準の材料では寸法、形状に対して多少
そのためのものです。
不都合がある場合なども、特殊型を考え
検証・評価後の形状
※このような歪みを軽減するために、取り付けるスチール材を る事で加工が削減され大幅なコスト削減
分割する事で解消。 が実現できます。
取付けボルトで押さえこまずに、抱え込むだけにして伸び量を
逃がしてやるなどの方法も有効です。
詳しくは 【今月のまめ知識 第17回】他の材料を貼り合わせるときの注意 詳しくは 【Q&A】No.5 特注でアルミ押出し品の製作は可能ですか? の
ー
NIC アルファマガジン.com をご覧下さい。 http://alfaframe.com/mame/5532.html NIC アルファマガジン.com をご覧下さい。 http://alfaframe.com/qa/1431.html ーカ から
置メ
だ
ム 心
装 ー 安
フレ