


※本資料は、2026年6月4日に開催された「熱設計の限界をどう乗り越えるのか?― 次世代冷却で『小型・高出力』の壁を破る戦略」の講演資料です。
製品の小型化・高出力化が進む中、熱設計の重要性はこれまで以上に高まっています。一方で、試作段階で想定外の温度上昇や不具合が発生する、シミュレーション上では問題がないにもかかわらず実機で熱トラブルが起きるといった課題は、多くの設計現場で共通して見られます。
その背景には、発熱密度の上昇だけでなく、接触熱抵抗の見落としや通風経路の想定不足、設計初期段階での熱検討不足など、設計プロセスの中で見過ごされやすい要因が存在しています。
本資料では、数多くの企業の熱設計課題を支援してきた「熱設計なんでも相談室」代表の国峯尚樹氏の知見をもとに、熱トラブルを未然に防ぐための設計の考え方と実践ポイントを解説します。
設計初期で確認すべき判断ポイントや、冷却技術の選定・使い分け、設計変更時に押さえるべき観点など、現場でそのまま活用できる実践的なノウハウを紹介。熱設計の精度向上と手戻り削減を実現したい方におすすめの資料です。
このカタログについて
| ドキュメント名 | 限定公開!熱設計の限界をどう乗り越えるのか?(セミナー資料) |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 4.6Mb |
| 取り扱い企業 | ストックマーク株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
スライド 1
Copyright (C) Thermal Design Laboratory Co.,Ltd. All rights reserved.
ストックマーク株式会社 セミナー テキスト
熱設計の限界をどう乗り越えるのか?
~ 次世代冷却で『小型・高出力』の壁を破る戦略 ~
1.産業を支えるデバイスと熱設計
2.発熱限界デバイスをどう冷やすか
3.熱対策の限界に挑む
4.小型化限界を超えた部品の放熱
(株)サーマルデザインラボ
国峯尚樹
kunimine@thermal-design.co.jp
Page2
スライド 2
1.産業を支えるデバイスと熱設計
~さまざまな放熱限界~
Page3
スライド 3: 1.産業を支えるキーデバイスの高度化で消費電力が増大
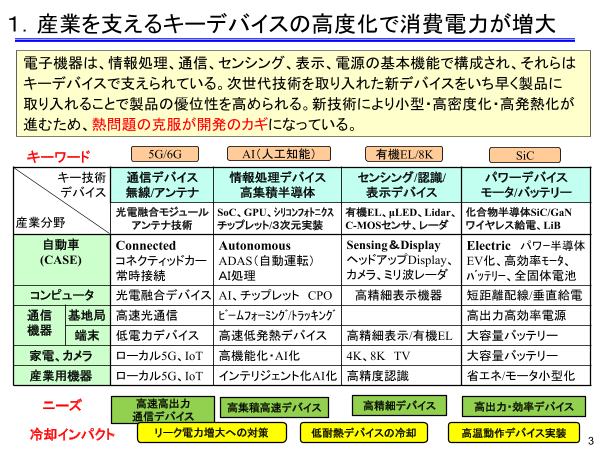
1.産業を支えるキーデバイスの高度化で消費電力が増大
電子機器は、情報処理、通信、センシング、表示、電源の基本機能で構成され、それらは
キーデバイスで支えられている。次世代技術を取り入れた新デバイスをいち早く製品に
取り入れることで製品の優位性を高められる。新技術により小型・高密度化・高発熱化が
進むため、熱問題の克服が開発のカギになっている。
キーワード 5G/6G AI(人工知能) 有機EL/8K SiC
キー技術 通信デバイス 情報処理デバイス センシング/認識/ パワーデバイス
デバイス 無線/アンテナ 高集積半導体 表示デバイス モータ/バッテリー
光電融合モジュール SoC、GPU、シリコンフォトニクス 有機EL、μLED、Lidar、 化合物半導体SiC/GaN
産業分野 アンテナ技術 チップレット/3次元実装 C-MOSセンサ、レーダ ワイヤレス給電、LiB
自動車 Connected Autonomous Sensing&Display Electric パワー半導体
(CASE) コネクティッドカー ADAS(自動運転) ヘッドアップDisplay、 EV化、高効率モータ、
常時接続 AI処理 カメラ、ミリ波レーダ バッテリー、全固体電池
コンピュータ 光電融合デバイス AI、チップレット CPO 高精細表示機器 短距離配線/垂直給電
通信 基地局 高速光通信 ビームフォーミング/トラッキング 高出力高効率電源
機器 端末 低電力デバイス 高速低発熱デバイス 高精細表示/有機EL 大容量バッテリー
家電、カメラ ローカル5G、IoT 高機能化・AI化 4K、8K TV 大容量バッテリー
産業用機器 ローカル5G、IoT インテリジェント化AI化 高精度認識 省エネ/モータ小型化
ニーズ 高速高出力 高集積高速デバイス 高精細デバイス 高出力・効率デバイス
通信デバイス
冷却インパクト リーク電力増大への対策 低耐熱デバイスの冷却 高温動作デバイス実装
3
Page4
スライド 4
2.実装技術の進歩と「放熱の多様化」 限界にもいろいろある
昔の電子機器 最近の電子機器(多様化)
◆発熱が小さく外形が大きい挿入部品 高発熱部品
部品の熱は表面から空気に逃がし、 ◆特定部品に処理(発熱)が集中(GPU/パワ部品)
通風によって外気に放散する
高集積 特定部品を冷却デバイスや液冷で対策
■筐体(通風換気) 大電流
自由空間比率が
大きので、空気を
HS+ファン+相変化デバイス 液体金属グリース
流動させて換気で
1981 PC 通風 放熱する
密閉 筐体放熱部品(中発熱)
■基板 ファンレス ◆中程度の発熱部品(10Wクラス)部品を実装した
(低熱伝導/挿入部品) 密閉ファンレス機器の増加(車載/スマホ等)
特定部品に発熱が TIM
集中しないので電力 TIMによる 接触
筐体放熱 基
密度は均一。銅箔も 板
Z80 CPU(1~2W) 少なく低熱伝導
■部品 基板放熱部品(小発熱)
表面積が大きいため ◆小型部品を高密度で表面実装する
DIP 周囲空気に直接放熱 部品は基板に放熱するため基板設計が重要
パッケージ
リードが熱ひずみを 小型高
リード付き挿入実装
吸収するため高強度 密度化 高密度
多層基板
表面から空気に放熱 面実装 BGA
4
Page5
スライド 5
3.発熱の限界! GPU(AIチップ/サーバ)
■NVIDIAのGPUの消費電力は急激に増加、Blackwellは1400Wに達し、Rubinはさらに増加
■これらチップを72基搭載するラックは120kW/ラックとなり空冷限界(45kW)をはるかに
超える。Rubinでは液冷が必須となっている。
NVIDIAのロードマップ
GPUとHBMが搭載された
Cowosパッケージ
■水冷設備を備えたデータセンタも
増加し、ラック高密度化が進む
■液浸は冷却性能は高いが初期
コストが高いため、まだ1%以下
5
TDP(熱設計電力)W
Page6
スライド 6
4.なぜ温度管理が重要?① リーク電流増加による発熱増大
・CMOS半導体の微細化が進むとリーク電流が増加する。リーク電流は高温になるほど
増加し、昇温で発熱が増えて更に高温になるため、熱暴走の危険がある。
・最近のGPUではチップ温度70~85℃以下で制御することが多い。
Pd:CMOSの消費電力
2
Pd = A N t f C V + N t I V ト活性化率、C:ゲートの容量
leak A :ゲー
Nt:素子数、V :動作電圧
スイッチング電力 リーク電力 f :動作周波数、I leak :リーク電流
ゲ
■インテル社サーバプロセッサ ■熱暴走温度の試算 ー
ト
の消費電力とリーク電力比率 ソース ドレイン
2020年には300W超
漏れ電流
Ta=65[℃]
Ta=25[℃]
500nm 250nm 130nm 100nm
Stefan Rusu, Intel Corp., “Power and Leakage Reduction in the Nanoscale Era,” 2008.
6
温度[℃]
Page7
スライド 7
【参考】 リーク電流の抑制が半導体集積度増大のキー!
・リーク電流の抑制が半導体微細化の課題であり、様々な方式が開発されている。
・現在の先端半導体の主流はFinFETだが、2nmクラスではGAA、さらにその先の技術も
開発されている
FinFET GAA(Gate-All-Around)
立体的な「ひれ」状のシリコン構
ゲート電極が電流の通り道である
造(フィン)にゲートを巻き付け
チャネルを全周完全に囲むことで、
るように配置することで、より多
電流の制御性を飛躍的に高める。
くの面(3面)からチャネルを制
最先端の半導体製造技術
御できるようにした構造
現在の主流
7
Page8
スライド 8
5.なぜ温度管理が重要?② 熱応力・ひずみによる疲労破壊
・パワーモジュールの主な故障原因はワイヤの断線とはんだクラックの発生で、これらは
温度サイクルの繰り返しによって起こる熱疲労が主な原因である。
・同様にチップ部品と基板の熱膨張係数差によってハンダクラックが進行することもある。
◆熱応力・熱疲労によるクラック
無機材料であるセラミック
端子 は熱膨張しにくい
ワイヤの断線 熱膨張係数の異なる2つ
の物質の間で発生したひ
シリコンゲル
はんだ ずみでクラックが入る 電極
ワイヤ
ワイヤ はんだ
銅箔 はんだ チップ部品(セラミック) フィレット
ケ フィレット
ー アルミナ絶縁基板 銅箔 銅箔
ス
アルミ基板
銅ベース
金属材料であるアルミは
は熱膨張しやすい
はんだクラックの発生 材料の熱膨張係数 代表的なモジュール試験基準
線膨張係数×10-6 産業用 車載用
チップ 3 -40~125℃ -40~125℃
温度サイクル試験
チップ 100サイクル 1000サイクル
アルミワイヤ 23.6 ΔTj=100℃ ΔTj=100℃
パワーサイクル試験
はんだ 25 15000サイクル 30000サイクル
アルミナ基板 7.1 ΔTc=80℃
熱疲労寿命
10000サイクル
銅箔 16.7 10G 20G
銅ベース 16.7 振動試験
各方向2H 各方向10H 8
Page9
スライド 9
6.なぜ温度管理が重要?③ 安全性の確保(低温火傷)
■やけどのリスクは受熱量に比例する。短時間接触では、接触面の材質によって受熱量
が異なるため、材質ごとに定義される。しかし、長時間の接触では受熱量は同じになる
ため一律になる。 IEC 62368-1の制定に伴い電子機器の表面温度は、接触時間に応じて
細かく規定された。
熱流センサによる熱移動の
時間変化測定例
ステンレス
長い時間熱流量が
維持されている
コルク
すぐに熱移動量は
小さくなる
ステンレス コルク
※周囲温度25℃の試験条件
9
Page10
スライド 10
2.発熱限界デバイスをどう冷やすか
Page11
スライド 11
1.熱設計とは熱輸送+熱拡散のトータル熱抵抗の最小化
デバイスの熱は最終的には大気に放熱する。熱源から大気までの放熱経路は熱源から
冷却器への熱輸送部(熱伝導)と冷却器から大気までの熱拡散部(熱伝達)で構成される。
これら直列熱抵抗を目標熱抵抗以下にすることが熱設計の目的である。
放熱経路のあるべきトータル熱抵抗(目標熱抵抗)は最初に決まっている。下図の例では
目標熱抵抗= (100-50)/100=0.5K/W 合計熱抵抗を0.5K/W以下とすることが熱設計のゴール
50℃ ◆熱拡散(熱伝達) 低熱抵抗化のパラメータは10
ファン (A)伝熱面積拡大
⇒①表面積を大きくする(ヒートシンク)
⇒②熱を広い面に分散する(フィン効率向上)
A,B (B)熱伝達率増大
放熱器 ⇒③風速/風量を増大させる(ファン/通風孔)
⇒④フィンを分割する(ピンフィン)
⇒⑤放射率/吸収率を高める(表面絶縁処理)
◆熱輸送(熱伝導)
C (C)熱伝導促進
D ⇒⑥熱伝導面積を大きくする
⇒⑦熱伝導距離を短くする
熱源 ⇒⑧熱伝導率を大きくする
100℃
(100W) (D)接触熱抵抗を下げる(TIM)
⇒⑨面平滑化/接触圧増大
⇒⑩TIMを活用/界面をなくす
11
Page12
スライド 12
2. 実用的な熱対策は伝熱原理から10種類に絞られる
基板放熱部品に対して、基板でできる熱対策は熱源分散や基板による熱拡散促進
対流
流体熱輸送
高性能フィン
風速増大
放熱プレート取付
換気促進
TIM/
スペーサ 熱放射
筐体放熱 部品温度が高い!
部品放射率
(TIMで筐体放熱)
/筐体吸収率 増大
熱伝導
熱源分散 基板等価熱伝導率増大 基板厚み増大
(複数部品分割) (残銅率、サーマルビア) (厚銅基板)
12
Page13
スライド 13
3.AIチップ(GPU)に要求される冷却能力と対策
例えばAIサーバなどでは、チップの最高温度を70~85℃に抑える。(90℃を超えるとサー
マルスロットリングに入る)また冷却用の空気は18~27℃に保たれている。
この条件から、500Wのチップ冷却に必要な冷却装置のトータル熱抵抗は(70-27)/500
=0.086K/W 以下となる。これを実現するには金属TIMや3DVCが不可欠となっている
ジ半 ケ半 シヒ
ャ導 500W ー導 ンー 空
ン体 ス体 クト 気
ク
シ
ョ Tj Tc Tf Ta
ン ジャンクション-ケー ケース-ヒートシン ヒートシンク-空気
ス間熱抵抗 R ク間熱抵抗R 27℃
70℃ thj-c thc-f 間熱抵抗Rthf-a
152×80.5×131㎜
ダイサイズ8cm2⇒液金0.008K/W 熱抵抗0.04~0.065K/W(2m3/min)
グリースでは 0.025K/W
低熱抵抗2.5D CoWoSデバイス PCM/液金 3Dベーパーチャンバー
13
Page14
スライド 14
4.3次元実装が放熱を厳しくする CoWoSパッケージ
TSMCが開発したCowos(Chip-on-Wafer-on-Substrate)はロジックデバイスとメモリ(HBM)
を同一のシリコンインターポーザ上に配置し、両者を最短距離で接続することで高速処理
を実現している。シリコンインタポーザは有機基板(サブストレート)上に配置し、FCで接続
する。サブストレートの反りが製造上の課題
TSV
プリント基板
味の素ビルドアップフィルム
レゾナックなど
日本製材料のシエアが高い
パナソニックMEGTRON
14
Page15
スライド 15
5.AIサーバの実装構造 ラック当たりの発熱は空冷限界に
AIサーバで使用されるNVIDIAのチップは300~1400Wの発熱量を持つため、3Dベーパチャン
バー+スタックフィンを使用し、高静圧ファンで冷却している。最新デバイス(Blackwell)でも
空冷を採用しているが、限界と言われる45kW/Rackを超え、徐々に液冷に移行しつつある。
ユニバーサル オープンアクセラレータ
ベースボード モジュール
NVIDIA DGX H100(Hopper) B100 消費電力14.3kW
消費電力10.2kW
NVIDIA DGX B200
15
Page16
スライド 16
6.空冷限界を引き上げる 3次元ベーパーチャンバー
ヒートパイプを板状にした「ベーパチャンバー」にヒートパイプを一体化した3次元ベーパー
チャンバーの活用が進んでいる。GPUの冷却には不可欠になっている。
3Dベーパーチャンバ―の構造と動作
152×80.5×131㎜
熱抵抗0.065K/W以下
(2m3/minの条件)
16
Page17
スライド 17
7.高性能TIMがGPUの冷却を支える
GPU (TIM1/TIM1.5)
大きな熱流が通過するため、究極の低熱抵抗が求められる。現在、PCMやグリース
が主流。PCMは 50℃付近を超えると液体状に変化して微細な隙間を埋める。
グリースは、ポンプアウト起きやすいがPCMは耐ポンプアウト性がよいため、
H100/H200の主力TIMとして使われる。
PCMはHoneywellのPTM7950のシエアが大きい(耐ポンプアウト性に優れる)
信越化学工業のPCSやX-23(グリース)も使用されている。
高級グラフィックボードRTX5090では液体金属グリースが使用されている。
H100のTIM RTX5090の液体金属グリース
17
Page18
スライド 18
8.空冷から液冷への移行 液浸も視野に
現在、冷却塔などの水冷設備を有するデータセンターは少ない(20~25%試行含む)
そのため、空冷に注力しているが、建設予定のDCでは40~60%が水冷設備を持つとの
数字もあり、今後は液冷、水冷が増加すると思われる。さらに冷却能力が高い液浸もあるが
初期投資や冷媒の不安定さ(禁止の可能性等)から、まだ1%以下の普及率
単相/二相 液浸冷却
水冷の採用により設備がコンパクトになり、DC実装効率が上がる
GoogleのTPU3.0空冷版 GoogleのTPU3.0水冷版
18
Page19
スライド 19
9.車載インバータではTIMレスM化が主流に
トータル熱抵抗の大きな割合を接触部分と絶縁基板が占める。この低熱抵抗化がキー
一方、デンソーの両面冷却は「熱伝導面積の拡大」という別のアプローチで低熱抵抗化
間接冷却 直冷式(接触部削減)
ワイヤ チップ はんだ
銅箔
セラミック絶縁基板 セラミック絶縁基板
銅ベースプレート グリース 銅ベースプレート
冷却器 デンソーの両面冷却
水冷ジャケット フィンはベースプ 熱伝導面積を2倍に拡大
レートと一体化
水冷方式では冷却器
の熱抵抗が小さいた
め、相対的にグリー
スや絶縁基板の熱抵
抗が大きくなる。冷却
性能を上げるには、
この2か所の熱対策
がキーになる
出典:安達:マイルドハイブリッド車用IGBTモジュールの
直接水冷技術 、2016年熱設計・対策技術シンポジウム 19
相対熱抵抗(%)
Page20
スライド 20
3.熱対策の限界に挑む
発熱はAIサーバほど大きくなはいが、ファンもヒート
シンクも使用できない機器が増えている
スマホやデジカメ、車載ECUなどが典型例