


このカタログについて
| ドキュメント名 | 成形部門紹介カタログ |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 2Mb |
| 取り扱い企業 | 茨城スチールセンター株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
・厚板ブランキング加工
・高周波部分焼鈍加工
・ショット・ボンデ処理
・冷間鍛造成形加工
ISC 茨城スチールセンター株式会社
IBARAKI STEEL CENTER CO.,LTD.HP
Page2
製造工程設備概要 ISC
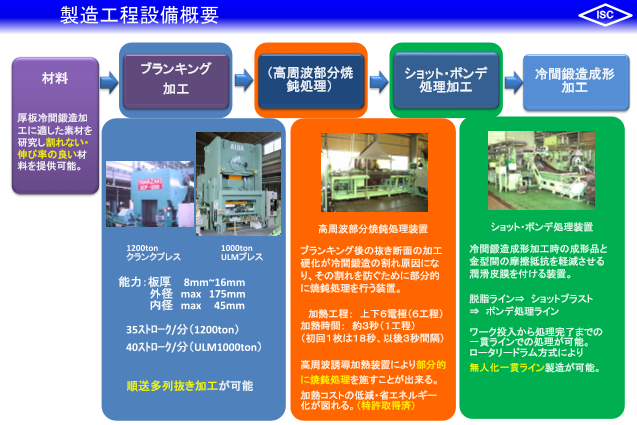
ブランキング
材料 (高周波部分焼 ショット・ボンデ 冷間鍛造成形
加工 鈍処理) 処理加工 加工
厚板冷間鍛造加
工に適した素材を
研究し割れない・
伸び率の良い材
料を提供可能。
高周波部分焼鈍処理装置 ショット・ボンデ処理装置
1200ton 1000ton ブランキング後の抜き断面の加工 冷間鍛造成形加工時の成形品と
クランクプレス ULMプレス
硬化が冷間鍛造の割れ原因にな 金型間の摩擦抵抗を軽減させる
り、その割れを防ぐために部分的 潤滑皮膜を付ける装置。
能力:板厚 8mm~16mm
に焼鈍処理を行う装置。
外径 max 175mm 脱脂ライン⇒ ショットブラスト
内径 max 45mm
加熱工程: 上下6電極(6工程) ⇒ ボンデ処理ライン
35ストローク/分(1200ton) 加熱時間: 約3秒(1工程)
ワーク投入から処理完了までの
(初回1枚は18秒、以後3秒間隔)
40ストローク/分(ULM1000ton) 一貫ラインでの処理が可能。
ロータリードラム方式により
高周波誘導加熱装置により部分的 無人化一貫ライン製造が可能。
に焼鈍処理を施すことが出来る。
順送多列抜き加工が可能
加熱コストの低減・省エネルギー
化が図れる。(特許取得済)
Page3
製造工程設備概要(冷間鍛造プレス) ISC
ISC
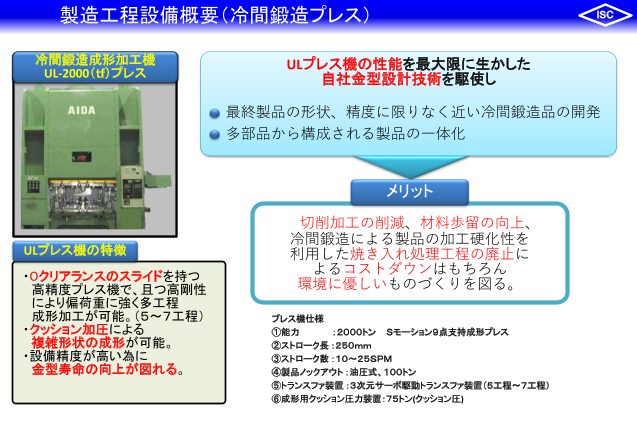
冷間鍛造成形加工機 ULプレス機の性能を最大限に生かした
UL-2000(tf)プレス 自社金型設計技術を駆使し
最終製品の形状、精度に限りなく近い冷間鍛造品の開発
多部品から構成される製品の一体化
メリット
切削加工の削減、材料歩留の向上、
冷間鍛造による製品の加工硬化性を
ULプレス機の特徴 利用した焼き入れ処理工程の廃止に
よるコストダウンはもちろん
・0クリアランスのスライドを持つ
高精度プレス機で、且つ高剛性 環境に優しいものづくりを図る。
により偏荷重に強く多工程
成形加工が可能。(5~7工程) プレス機仕様
・クッション加圧による ①能力 :2000トン Sモーション9点支持成形プレス
複雑形状の成形が可能。 ②ストローク長:250mm
・設備精度が高い為に ③ストローク数:10~25SPM
金型寿命の向上が図れる。 ④製品ノックアウト:油圧式、100トン
⑤トランスファ装置:3次元サーボ駆動トランスファ装置(5工程~7工程)
⑥成形用クッション圧力装置:75トン(クッション圧)
Page4
冷間鍛造成形加工と熱間鍛造成形加工の違い ISC
冷間鍛造(再結晶温度以下(常温)で加工) クッション・金型技術を使用し複雑
形状も可能。また、大変形は多工程
メリット デメリット 1ステージにより対応可。
・成形後の歪みが少ない。 ・材料が常温のまま加工するので大変形
は困難。
ULプレスは、定格荷重までの荷重を
・加工硬化を利用できる。(焼き入れ処理 ・高荷重となるため大型の設備を要する
の省略。) 場合がある。 許容できる剛性を持っているため、
限界荷重に近い成形も可能。
・高精度の加工が可能。 ・成形加工が困難な場合は、熱処理(焼き
なまし)が必要。
・仕上げ加工が不要な場合もある。 ・金型も高精度・高強度となるため高価で 材料に於いても材料メーカーと
(必要であっても少量である場合が多い) ある。 研究・開発し成形性の優れた材料を
→(ニア)ネットシェイプ 使用できる。
・金型寿命が長期的。
熱間鍛造(再結晶温度以上に加熱して加工)
メリット デメリット 弊社冷間鍛造成形加工はデメリ
・材料温度が高い為、柔らかく、大変形が ・加工時の熱膨張による冷却時の歪みが ットである部分を技術・設備・経
可能である。 発生し精度が劣る。
験により補い、高い加工精度を
・大型の製品が加工できる。 ・酸化膜が発生する。 実現できるので後工程の削減も
・短い工程で加工できる。 ・仕上げ加工が不可欠。(加工代が 可能となりCOST DOWNが図
多い。) れます。
・金型が安価である。 ・金型寿命が短期的。
Page5
ローター冷間鍛造高精度素材 コストイメージ ISC
冷間鍛造素材コストMAP
・本表は金型費別途。
・高精度での冷間鍛造素材が対応可能。
(ex 真円度:0.1mm以下 振れ精度:0.1mm以下など)
・本表外のサイズ(φ70以下、φ200以上)でも検討可。
・その他異形/複雑形状の鍛造品も検討可。
FWローター素材 カーエアコンローター素材
(S20C φ110) (SPHC φ110)
※一体成形品 ※歩留り向上品
発電機ローター素材
(S20C φ190)
※一体成形品
Page6
製品例(発電機用ローター) ISC
従来品製造工程 弊社製造工程
サイズ ※材料から成形まで
外径:Φ190 社内一貫体制で
高さ:75mm
ヨーク・ハブ 一体
ハブ 一体型量産を実現
ヨーク
材料:S35C丸棒 材料:SPHC 鋼鈑 材料:SAE1018 鋼鈑
安価な材料の選択
丸棒切断 ブランク
ブランク
加熱 絞り加工(プレス)
ショット・ボンデ
熱間鍛造成形加工 切削加工 加工硬化により
冷間鍛造成形加工
焼き入れ 焼き入れ品と同等
以上の強度を保証
ショット 一体化により
粗加工 廃止
大幅な工程削減による
リベット圧入後、かしめ コストダウン、省資源、
省エネルギー化に成功
仕上げ加工 ⇒ 完成 仕上げ加工 ⇒ 完成
Page7
製品例(カーエアコン用Magプーリー) ISC
他社プーリー冷間鍛造成形加工は、3工程かかるのに対し、
冷間鍛造成形加工品 当社冷間鍛造成形加工は、1パンチ1工程にてプーリーを鍛造。
製品仕様 製造タクトは、15spm(1分間に15個)
材料:SPHC鋼板 一回のプレス加工で鋼板(ブランク)から鍛造品形状まで
SIZE :最外径Φ124×L 40mm
一度で成形加工することが可能。
(金型も1工程のみ)
歩留り向上を目的
として開発
詳細断面 図中赤部分:ボリューム低減部
鍔付きMagプーリー
→外周V溝切削加工分の
ボリュームを低減させ、 材料の歩留り
材料の歩留りを向上。
また、内径部ベアリング 約15%UP
受け部も合せて成形。
Page8
製品例(Magプーリースリット抜き) ISC
当社スリット抜き加工の特徴
・スリット数に関わらず1工程1パンチ内外同時抜き
の加工を実現。
・バリ(カエリ)、2次剪断など異常無く加工可能。
・板厚に対するスリット幅の大幅な加工率をクリア
→3.3倍の加工比率
断面 1.5mm
幅と板厚の関係
5.0÷1.5=3.3(倍)
※通常:抜き穴径、幅は2倍程度
5mm
Page9
製品例(ATクラッチ用ピストン(バネ座成形)) ISICSC
使用用途
変速機内部のクラッチに使用される部品。
油圧にてクラッチのON/OFFを切り替えるためのピストン。
OFFの際にピストンを解放させるのでバネが必要である。
製品仕様
材料:SAE1020鋼板 (S25C相当)
SIZE :最外径Φ130×L 25mm ※バネ座成形の特徴
機械加工によるバネ座加工 当社バネ座成形加工
①ドリル加工で穴あけ ①プレス金型をバネ座穴
②リーマ加工で底部の 個数分配置し、1パンチ
面仕上げ加工 で成形加工
①、②を全穴に対して加工 1ストロークで加工可能
基本的には、左の写真の様に薄板板金のものが主流。肉厚の するので約5分/個 約4秒/個
製品に於いては、全て機械加工でバネ座を加工している。
バネ座は、油圧の抜け防止のため未貫通の止まり穴でありバネの
本数分の多くの穴が配列されている。
当社冷間鍛造加工の特徴 特許取得済み:第4943374号
名称:自動車変速機用ピストンのバネ座止まり穴
バネ座穴を製品形状造り込みと同時に成形加工
で付加させることを実現した。 加工方法
Page10
製品例(その他の開発品) ISC
船外機用パルサープレート カムシャフト用リアエンドピース
一体キー 六角形状の成形
製品仕様 製品仕様
材料:SPHC 鋼板 材料:S45C 丸棒
SIZE :最外径Φ103×L 45mm SIZE :最外径Φ65×L 45mm
当社冷間鍛造加工の特徴 当社冷間鍛造加工の特徴
ボス部とプレート部を一体で成形。且つ、クランクシャフト 六角形状の押し出し加工を実現。
と勘合させる「キー」も一体成形を実現。 S45Cを割れなどの異常無く成形することが可能。
→ キー精度(キー幅公差)=2/100mm
使用用途
使用用途
自動車エンジンのバルブ昇降用カムシャフト端部の
船外機のクランクシャフト端部に取り付けられる部品。 エンドピース。
エンジンのシリンダー角度の点火タイミングを検出する。 カムシャフトをエンジン組み付け時に調整用として使用
(本開発品は、2000ccクラス 直列4気筒エンジン) する部品。そのため六角形状が必要。
Page11
製品例(その他の開発品) ISICSC
AT用キャリアプレート
4速用 5速用
AT ASS’Y
キャリア
製品仕様 製品仕様
材料:S45C 丸棒 材料:S25C 丸棒
SIZE :最外径Φ95×L 50mm SIZE :最外径Φ120×L 40mm
CARR. ASS’Y
写真のものは、ボス付プレート
キャリアと組付けたもの。 使用用途
ボス付プレートキャリアについて ATの内部に組み込まれており、遊星ギヤの保持を
も開発実績あり。 行う部品となるものがキャリアプレート。
一つのユニットで大きいトルクが得られ、且つ大きな
当社冷間鍛造加工の特徴 減速比を得ることが出来る特徴がある。
・金型設計技術及びクッション装置を駆使し、本部品
の様な複雑形状製品の難加工が実現。
・中炭素鋼の加工率の高い加工を実現。 遊星ギヤ摺動面のため
脚部押し出しの加工率:70%~80% 高精度の平面が必要。
(通常の冷間鍛造=70%の加工率が限界値)
・脚部中間面部の平面度0.05mm以下
Page12
製品例(ブランク加工品) ISC
ロータコア用ブランク カーエアコンプーリー用ブランク
材質・サイズ 材質・サイズ
SPHC(鋼板) SPHC(鋼板)
板厚: 9~12mm 板厚: 8~16mm
外径: Φ100~Φ140 外径: Φ100~Φ170
次工程:ショット・ボンデ処理も可能 次工程:内径部分焼鈍 ⇒ ショット
ボンデ処理も可能
※順送多列抜き加工により約100個/分以上のタクトで製造可能