


このカタログについて
| ドキュメント名 | HP Jet Fusion 5600寸法精度 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 1.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社日本HP (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ホワイトペーパー
HP Jet Fusion 5600
3Dプリンティングソリューション
寸法精度
Page2
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
はじめに
HPは、部品設計者と部品メーカーに、アディティブマニュファクチャリングの可能性を最大限に引き
出すために必要な技術情報とリソースを提供することに注力しています。
このホワイトペーパーでは、HP Jet Fusion 5600シリーズ�Dプリンティングソリューションで次の材
料を使用した場合に達成可能な寸法精度に関する情報を提供します。
HP 3D High Reusability PA12(Evonik社開発)
HP 3D High Reusability PA12 S(Arkema社開発)
HP 3D High Reusability PA12 FR(Evonik社開発)
HP 3D High Reusability PA12 W
このホワイトペーパーには、次の情報が記述されています。
工程能力指数に基づく、HP Jet Fusion 5600シリーズ�Dプリンティングソリューションで達成さ
れたXYおよびZの公差
これら機械特性の数値を得るために用いられたサンプル・試験片の造形条件およびテスト条
件の詳細な説明
工程能力の概念と寸法公差の規格に関する補足情報、本書で用いられている重要な語句の
用語集
Page3
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
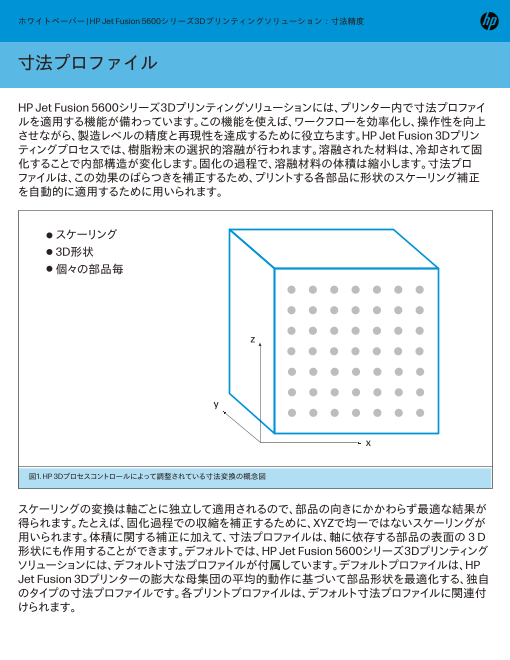
寸法プロファイル
HP Jet Fusion 5600シリーズ�Dプリンティングソリューションには、プリンター内で寸法プロファイ
ルを適用する機能が備わっています。この機能を使えば、ワークフローを効率化し、操作性を向上
させながら、製造レベルの精度と再現性を達成するために役立ちます。HP Jet Fusion 3Dプリン
ティングプロセスでは、樹脂粉末の選択的溶融が行われます。溶融された材料は、冷却されて固
化することで内部構造が変化します。固化の過程で、溶融材料の体積は縮小します。寸法プロ
ファイルは、この効果のばらつきを補正するため、プリントする各部品に形状のスケーリング補正
を自動的に適用するために用いられます。
スケーリング
3D形状
個々の部品毎
z
y
x
図�. HP 3Dプロセスコントロールによって調整されている寸法変換の概念図
スケーリングの変換は軸ごとに独立して適用されるので、部品の向きにかかわらず最適な結果が
得られます。たとえば、固化過程での収縮を補正するために、XYZで均一ではないスケーリングが
用いられます。体積に関する補正に加えて、寸法プロファイルは、軸に依存する部品の表面の3D
形状にも作用することができます。デフォルトでは、HP Jet Fusion 5600シリーズ�Dプリンティング
ソリューションには、デフォルト寸法プロファイルが付属しています。デフォルトプロファイルは、HP
Jet Fusion 3Dプリンターの膨大な母集団の平均的動作に基づいて部品形状を最適化する、独自
のタイプの寸法プロファイルです。各プリントプロファイルは、デフォルト寸法プロファイルに関連付
けられます。
Page4
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
さらに、HP 3Dプロセスディベロップメントソフトウェアを使用すれば、ハードウェア固有およびジョ
ブ固有の寸法プロファイルを生成して管理することで、最適化された寸法精度を達成し、複数プリ
ンターに渡って均一な結果を得ることができます。これらの寸法プロファイルは、寸法要件がきわ
めて厳しい用途に使用でき、各デバイスの寸法に関する差をを埋めることができるので、複数プリ
ンターに渡って同じタイプの部品を製造する場合に特に役立ちます。
デフォルトとハードウェア固有の寸法プロファイルは、機械学習技術を利用して生成されます。HP
は、さまざまな設計から収集されたデータを使用して数学的モデルを構築することにより、プリン
ト時にジョブを最適化するための予測を生成しています。
図�は、数理モデルの構築に使用されるテスト部品の形状とジョブを示しています。
図�. 寸法プロファイルのキャリブレーションで使用されるテスト部品の形状とジョブ構成
Page5
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
各部品にはそれぞれ異なる重要な寸法があり、各部品で測定されます。例として、ジョブの�つに
含まれる特定の部品で収集される重要な寸法を図�に示します。
測定点 基準値/mm
1 Height-1 8
2 Height-2 18
3 Height-3 30 1 2 3 4 5 6
4 Height-4 45
5 Height-5 60
6 Height-6 80
図�. テスト部品の寸法測定点
デフォルト寸法プロファイルを生成するために、データを提供するすべてのプリンターの平均値に
基づいて、機械学習モデルによって補正値が作成されます。ハードウェア固有寸法プロファイルの
場合、特定のデバイスから収集されたデータが母集団全体からのデータと比較され、類似した構
成のプリンターからの平均測定値に基づいて、補正値が生成されます。
表�は、良好なプロファイルの生成を行うために機械学習過程で使用されたデータの内訳を示しています。
収集されたデータ数
測定寸法数 ~11,000
プリンター 5
プリントされたジョブ数 5
表�.プロファイルを生成するために収集されたデータ数の内訳
Page6
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
HP Jet Fusion 5600シリーズ�Dプリンティングソリューション
の寸法精度のパフォーマンス
HP Jet Fusion 5600 3Dプリンティングソリューションの寸法精度パフォーマンスは、次のテストジョブを
使用して評価されました。
テストジョブ - HPの寸法精度のパフォーマンスの特性評価を行うジョブ
HPの寸法精度評価用ジョブ(図�)では、���個の診断用部品が、造形エリア積全体に配置さ
れています。このジョブには、�種類のテスト部品と合計�,���箇所の寸法測定点が含まれてい
ます。
Middle(66X)
Edge(16X)
Vertice(40X)
図�. HPの寸法精度のパフォーマンスの特性評価を行うテストジョブ
Page7
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
HP 3D HR PA12(Evonik社開発、バランスPA12プリントモードを使用)でのパフォーマンス結果
次の結果は、テストジョブを使用した社内テストに基づいています。他のジョブや形状では結
果は異なる場合があります。テスト部品の前提条件としては、HP 3D HR PA12材料を��%の
リフレッシュレートにて利用し、PA12バランスモードのプリントプロファイルを使用して自然冷
却にて造形しました。造形後には、�~� barにてビーズブラスト処理を行っています。プリン
ター設定は全てHP推奨設定および調整方法に従い、位置合わせされたプリントヘッドを使用
しています。
表�は、テストジョブの評価で得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指数
²として絞り込んだ際の結果を示しています。
基準寸法
Cpk= 1.33での寸法公差 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティン
グソリューションのデフォルト寸法プロファ ±0.20 ±0.42 ±0.25 ±0.50 ±0.30 ±0.60
イルを使用
表�は、テストジョブの評価で得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指数
²として絞り込んだ際の結果を示しています。
基準寸法
Cpk= 1.00での寸法公差 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティン
グソリューションのデフォルト寸法プロファ ±0.15 ±0.34 ±0.18 ±0.40 ±0.22 ±0.47
イルを使用
Page8
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
HP 3D HR PA12 S(Arkema社開発)の結果
テスト部品の前提条件としては、HP 3D HR PA12 S(Arkema社開発)を��%のリフレッシュレート
にて利用し、PA12 Sバランスモードのプリントプロファイルを使用して自然冷却にて造形しました。
造形後には、�~� barにてビーズブラスト処理を行っています。
この表は、テストで得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指数として絞り
込んだ際の結果を示しています。
基準寸法
Cpk= �.��での寸法公差I、II、III(mm) 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティングソ ±0.25 ±0.42 ±0.30 ±0.50 ±0.37 ±0.60
リューションのデフォルト寸法プロファイルを使用
I.社内テストに基づき、HPの寸法精度評価用ジョブを使用して測定されています。他のジョブや形状では結果は異なる場合があります。
II.HP 3D HR PA12 S(Arkema社開発)材料を、��%のリフレッシュレートで利用し、バランスモードのPA 12 Sプリントプロファイルを使用して自然冷却で造形し、�~� barでビーズブラスト処理
を行った後で測定されています。
III. プリンター設定は全てHP推奨設定および調整方法に従い、半自動プロセスで位置合わせされたプリントヘッドを使用しています。
表�. HP 3D HR PA12 S(Arkema社開発)の寸法精度。Cpk=1.33を目標とした工程能力指数。
この表は、テストで得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指数として絞り
込んだ際の結果を示しています。
基準寸法
Cpk= �.��での寸法公差I、II、III(mm) 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティングソ
リューションの一般寸法プロファイルを使用 ±0.19 ±0.34 ±0.23 ±0.40 ±0.28 ±0.47
I.社内テストに基づき、HPの寸法精度評価用ジョブを使用して測定されています。他のジョブや形状では結果は異なる場合があります。
II.HP 3D HR PA12 S(Arkema社開発)材料を、��%のリフレッシュレートで利用し、バランスモードのPA 12 Sプリントプロファイルを使用して自然冷却で造形し、�~� barでビーズブラスト処理
を行った後で測定されています。
III.プリンター設定は全てHP推奨設定および調整方法に従い、半自動プロセスで位置合わせされたプリントヘッドを使用しています。
表�. HP 3D HR PA12 S(Arkema社開発)の寸法精度。Cpk=�.��を目標とした工程能力指数。
Page9
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
HP 3D HR PA12 FR(Evonik社開発)の結果
テスト部品の前提条件としては、HP 3D HR PA12 FR(Evonik社開発)を��%のリフレッシュレート
にて利用し、バランスモードのプリントプロファイルを使用して自然冷却にて造形しました。造形後
には、�~� barにてビーズブラスト処理を行っています。
この表は、テストで得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指数として絞り
込んだ際の結果を示しています。
基準寸法
Cpk= �.��での寸法公差I、II、III(mm) 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティングソ ±0.20 ±0.42 ±0.25 ±0.50 ±030 ±0.60
リューションのデフォルト寸法プロファイルを使用
I.社内テストに基づき、HPの寸法精度評価用ジョブを使用して測定されています。他のジョブや形状では結果は異なる場合があります。
II. HP 3D HR PA12 FR(Evonik社開発)材料を、��%のリフレッシュレートで利用し、バランスモードのPA 12 FRプリントプロファイルを使用して自然冷却で造形し、�~� barでビーズブラスト処理
を行った後で測定されています。
III. プリンター設定は全てHP推奨設定および調整方法に従い、半自動プロセスで位置合わせされたプリントヘッドを使用しています。
表�. HP 3D HR PA12 FR(Evonik社開発)の寸法精度。Cpk=�.��を目標とした工程能力指数。
この表は、テストジョブの評価で得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指
数²として絞り込んだ際の結果を示しています。
基準寸法
Cpk= �.��での寸法公差I、II、III(mm) 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティングソ
リューションのデフォルト寸法プロファイルを使用 ±0.15 ±0.34 ±0.18 ±0.40 ±0.22 ±0.47
I.社内テストに基づき、HPの寸法精度評価用ジョブを使用して測定されています。他のジョブや形状では結果は異なる場合があります。
II.HP 3D HR PA12 FR(Evonik社開発)材料を、��%のリフレッシュレートで利用し、バランスモードのPA 12 FRプリントプロファイルを使用して自然冷却で造形し、�~� barでビーズブラスト処理
を行った後で測定されています。
III.プリンター設定は全てHP推奨設定および調整方法に従い、半自動プロセスで位置合わせされたプリントヘッドを使用しています。
表�. HP 3D HR PA12 FR(Evonik社開発)の寸法精度。Cpk=�.��での寸法公差。
Page10
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
HP 3D HR PA 12 Wの結果
テスト部品の前提条件としては、HP 3D HR PA12 Wを��%のリフレッシュレートにて利用し、バラン
スモードのプリントプロファイルを使用して自然冷却にて造形しました。造形後には、�~� barにて
ビーズブラスト処理を行っています。
この表は、テストで得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指数として絞り
込んだ際の結果を示しています。
基準寸法
Cpkの公差= �.��I、II、III(mm) 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティングソ ±0.20 ±0.42 ±0.25 ±0.50 ±030 ±0.67
リューションのデフォルト寸法プロファイルを使用
I.社内テストに基づき、HPの寸法精度評価用ジョブを使用して測定されています。他のジョブや形状では結果は異なる場合があります。
II.HP 3D HR PA12 W材料を、��%のリフレッシュレートで利用し、バランスモードのPA 12 Wプリントプロファイルを使用して自然冷却で造形し、�~� barでビーズブラスト処理を行った後で測定
されています。
III. プリンター設定は全てHP推奨設定および調整方法に従い、半自動プロセスで位置合わせされたプリントヘッドを使用しています。
表�. HP 3D HR PA12 WにおけるCpk = �.��の目標工程能力指数にて絞り込んだ寸法精度のパフォーマンス。
この表は、テストジョブの評価で得られた基準寸法域ごとの寸法精度のパフォーマンスをCpk = �.��(�シグマ)の工程能力指
数²として絞り込んだ際の結果を示しています。
基準寸法
Cpk= �.��での寸法公差I、II、III(mm) 0~30 mm 30~50 mm 50~80 mm
XY Z XY Z XY Z
HP Jet Fusion 5600シリーズ�Dプリンティングソ
リューションのデフォルト寸法プロファイルを使用 ±0.18 ±0.34 ±0.20 ±0.40 ±0.26 ±0.52
I.社内テストに基づき、HPの寸法精度評価用ジョブを使用して測定されています。他のジョブや形状では結果は異なる場合があります。
II.HP 3D HR PA12 W材料を、��%のリフレッシュレートで利用し、PA12 Wバランスモードのプリントプロファイルを使用して自然冷却にて造形しました。造形後には、�~� barにてビーズブラス
ト処理を行っています。
III.プリンター設定は全てHP推奨設定および調整方法に従い、半自動プロセスで位置合わせされたプリントヘッドを使用しています。
表�. HP 3D HR PA12 WにおけるCpk = �.��の目標工程能力指数にて絞り込んだ寸法精度のパフォーマンス。
Page11
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
付録�:工程能力の理解
工程能力は、工程が仕様を満たすかどうかを決定します。工程能力指数(Cpk)は、工程能力の統
計的指標です。これは、工程が仕様限界内の出力を生成する能力を定量化します。
寸法仕様について論じる場合、Cpkは、特定の工程がその公差範囲内の寸法を生成する統計的確
率を表します。Cpkの値は大きいほどよく、より多くの測定値が公差範囲内に収まることを表します。
工程が機能するには、再現性と正確性の両方が重要となります。
再現性とは、複数に渡る各々測定値が互いにどれだけ近いかを意味します(これは精度とも呼べ
ます)。
正確性は、測定値が規定された基準値にどれだけ近いかを示します。
工程能力は、次の�つの変数を持つ関数で表します。
再現性はCpのように、仕様限界の幅と比較して表せます
•正確性は偏り度によって表せます
工程能力指数 = Cpk = Cp *(1~2*偏り度)
再現性は高いが精度が低い 精度は高いが再現性が低い 再現性と精度が高い
Cpは良いが(ばらつきが少ない)、 偏り度は小さいがばら 偏り度が小さくCpも良好。
偏り度が大きい つきは大きい そのため、Cpkも良好
図�:偏り度とばらつきの関係
この概念図は、ほぼ正規分布の統計を示す工程に対してのみ有効になります。
Page12
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
寸法品質管理を行うHP Multi Jet Fusion(MJF)で製造した場合であっても、形状の異なる部
品を造形する過程にて、この�パターンが発生し得ます。
寸法品質制御工程は、仕様上限値(USL)と仕様下限値(LSL)を定義します。これは工程の
「公差範囲」とも呼ばれます。工程の目標は範囲の中央であり、これは一般的に公称寸法値です。
寸法を充分に制御する目的は、測定値の正規分布母集団を得るためです。
ばらつき(標準偏差として計算される)が公差範囲内に収まること。Cpは、ばらつきがどの程度
公差範囲内に収まるかを表します。
平均値が目標値にできるだけ近いこと。偏差は偏り度によって表されます。
両方の条件が満たされた場合にのみ、工程能力がCpkで「良い」と判断されます。
低いCpk 低いCpk 良いCpk
規格中央値 規格中央値 規格中央値
下限規格値 上限規格値 下限規格値 上限規格値 下限規格値 上限規格値
偏り大 偏り 小 偏り小
ばらつきが少なく、公差範 ばらつきが大きく、公差範 ばらつきが少なく、公差範
囲に収まり、高いCp 囲に収まらず、低いCp 囲に収まり、高いCp
図�. 工程能力指数Cpkの例
これらの指数の計算は次のとおりです。
規格幅 (USL - LSL) [USL - µ] [µ - LSL]
Cp = 工程能力 = 6σ Cpk = min 3 · σ 3 · σ
標準偏差はシグマ値を意味し、そ ばらつきが公差範囲内に収 統計平均は平均値
れにより工程のばらつきと分散を まるようにするには、Cpを常 ミュー(µ)として
定量化します。 に�.��より大きくする必要が 表せます。
あります。
Page13
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
したがって、以下の通りとなります。
Cpkは、上限・下限規格値のうち、平均値により近い方の値を用いて求めます。したがって、計算
には上限規格値または下限規格値のいずれかが利用されます。
Cpkは、工程がどの程度規格中央値に近いかを表します(Cpk ≤ Cp)。
完全に規格中央値に位置している場合、Cp = Cpkとなります。
Cp > Cpkの場合、工程平均を再調整することでCpkを上げることができます。
表�は、Cpkの値と工程歩留まりとの相関関係を示しています。
仕様外の寸法 ��寸法当たりの
C シグマ値 仕様内の寸法
pk (%) (���万単位) 部品の歩留まり(%)
100%検査 0.33 1 68.27 317,300 2.20
0.67 2 95.45 45,500 62.77
1.00 3 99.73 2,700 97.33
統計的工程 �.�� � ��.���� �� ��.�� 合格ライン
制御(抜き
取り検査) 1.50 5 99.99966 3.4 100
1.67 6 99.99997 0.6 100
表�. Cpkと工程歩留まりの相関関係
部品が良品と判定されるには、指定された寸法がすべて公差範囲内に収まる必要があります。こ
のため、部品の歩留まりは、単一の寸法の成功率の統計的和として計算される指標です。
Cpk値が�.��未満の場合、品質管理方法で最も良いのは���%検査です。そして、一般的な製造
プロセスでは、多めに生産し、公差要件を満たす部品のみを出荷します。この方法は、コストはか
かりますが、少量生産では特に合理的です。
Cpkの値が�.��(�シグマ)を超えると、寸法の成功率と歩留まりが近づきはじめるので、統計的
工程管理が有効な選択肢になります。すなわち、工程が統計的に一貫して�.��を超えるCpkを達
成できることが実証された場合、各ロットから無作為に抽出した部品を検査することができます。
一般的には、統計的工程管理のマージンを十分に確保するため、特に複数の部品による複合機
構を扱う場合は、�.��(�シグマ値)のCpkが理想的です。
Page14
ホワイトペーパー | HP Jet Fusion 5600シリーズ�Dプリンティングソリューション:寸法精度
付録�:主な用語
工程能力:安定して規格幅内で部品を生産する工程の能力を統計的に測定したものです。
再現性:工程が同じ品質を一貫して生成する能力(この例では同一の部品寸法)
偏り度:特定の寸法の母集団の平均とその寸法の目標値の差です。
Cp:工程が一貫した結果を生成する能力を表す工程能力指数 – 工程の許容される広がりと実
際の広がりの間の比。これは、品質がどの程度目標値(公称値)を中心に分布しているかは
考慮していません。
Cpk:工程が生成できる品質を推定する工程能力指数。これは、工程の平均値が仕様限界の中
央にない可能性を考慮しています。Cpk < �は、プロセスの平均値が仕様限界の外部にあること
を示します。
寸法プロファイル:造形エリアにおける造形された形状のばらつきを補正するために用いられ
る特定の構成。寸法プロファイルを使用すると、すべての部品形状に対して最適な結果が得ら
れるように、各軸に沿ってスケーリング調整が自動的に適用されます。
デフォルト寸法プロファイル:HP Jet Fusion 5600シリーズ�Dプリンティングソリューションの各
造形プロファイルで使用されているデフォルトの寸法プロファイルです。このプロファイルは、HP
Jet Fusion 3Dプリンターに反映された幅広いサンプル母集団の平均的な挙動に基づいて作成
されています。
ハードウェア固有寸法プロファイル:特定のプリンターでのばらつきを補正してキャリブレーショ
ンジョブの公称値を達成するために専用に構成された寸法プロファイルで、HP 3Dプロセスディ
ベロップメントソフトウェアパッケージに付属しています。
© Copyright 2023-2025 HP Development Company, L.P.
記述されている情報は、単なる情報提供のみを目的としています。HP 3Dプリンターソリューションの販売に関する唯一の契約条件は、
販売契約書で定める契約条件です。HP製品、またはサービスの保証は、当該製品、およびサービスに付随する明示的な保証文によっ
てのみ規定されるものとします。本書のいかなる内容も、新たな保証または新たな拘束力のある使用条件を追加するものではありませ
ん。HPは、本書中の技術上または編集上の誤謬、欠落についての責任は負わないものとします。本書に記載されている内容は事前の
通知なしに変更されることがあります。
4AA8-3358JPN、2025年�月