


音響特性を利用した「超音波加工技術」を開発
超音波システム研究所は、
音圧測定解析装置(超音波テスター)と
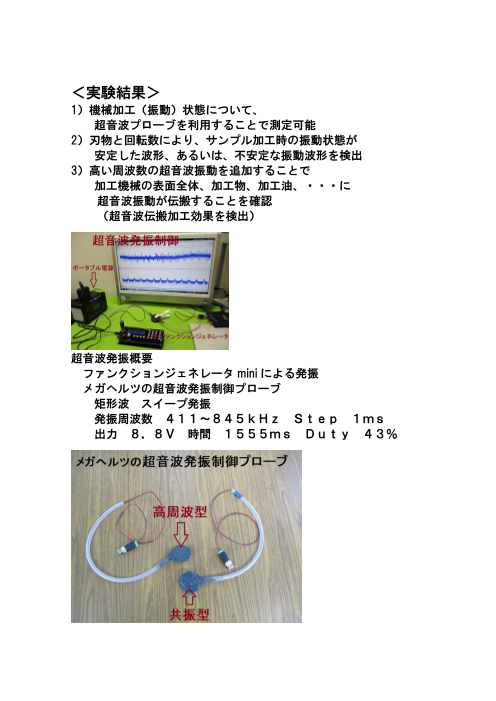
メガヘルツの超音波発振制御プローブにより
物(工具・対象物・・・)の
音響特性(振動の応答特性・非線形現象)を利用する、
「超音波発振制御(加工)技術」を開発しました。
今回開発した技術により
「超音波の発振・出力制御」による
対象物への振動現象をコントロール可能にした、
超音波のダイナミック制御(洗浄・加工・撹拌・・)が、
発振制御プローブにより
超音波振動の非線形効果として利用可能になりました。
これは、加工・洗浄・表面改質・化学反応の促進・・・に対して
目的に合わせた
効果的な超音波利用技術です。
刃物(ドリル、リーマー、カッター、ナイフ・・)の音響特性や
加工油・治工具・対象物のサイズ・材質・・に対する相互作用もあり
解析は、複雑ですが
音圧の測定解析に基づいた各種の適用が可能になります
オリジナルの超音波伝搬状態の測定・解析技術により、
以下の事項について
実験確認を続けた結果として、このような方法を開発しました。
1)超音波の非線形現象と、表面弾性波の解析
2)加工油液による超音波伝搬現象の解析
3)加工油の流れについてのダイナミック解析
4)超音波による、部品の表面検査技術の応用
5)超音波伝搬現象に関する、オリジナル論理モデルの応用
各種部品・・・に対して効果的な実績が増えています。
<<超音波伝搬状態の測定・解析>>
超音波プローブによる音圧測定システムです。
測定データについて、弾性波動を考慮した解析で、
各種の振動状態(モード)として検出します。
音圧測定解析システム:超音波テスターの特徴
*測定(解析)周波数の範囲
仕様 0.1Hz から 10MHz(標準タイプ)
仕様 0.01Hz から 100MHz(特別タイプ)
*超音波発振
仕様 1Hz から 100kHz(標準タイプ)
仕様 1Hz から 1000kHz(特別タイプ)
*表面の振動計測が可能
*24時間の連続測定が可能
*任意の2点を同時測定
*測定結果をグラフで表示
*時系列データの解析ソフトを添付
超音波プローブによる測定・解析システムです。
測定したデータについて、
位置や状態と、弾性波動を考慮した解析で、
各種の音響特性として検出します。
関連メディア
このカタログについて
| ドキュメント名 | 超音波加工実験データ |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 1.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 超音波システム研究所 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



