


このカタログについて
| ドキュメント名 | 『待ちなし、折れなし、曲がりなし 細穴加工の常識を覆す DVAS』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOL NEWS 2021.3 UpdateB267J
汎用超硬ソリッドドリル TRISTARドリルシリーズ
DVAS Mini サイズ ø1.0mm – ø2.9mm 新発売L/D=2 – 50
待ちなし、折れなし、曲がりなし
細穴加工の常識を覆す
~より短時間で、より多くの正確な穴を~
Max.50D
Page2
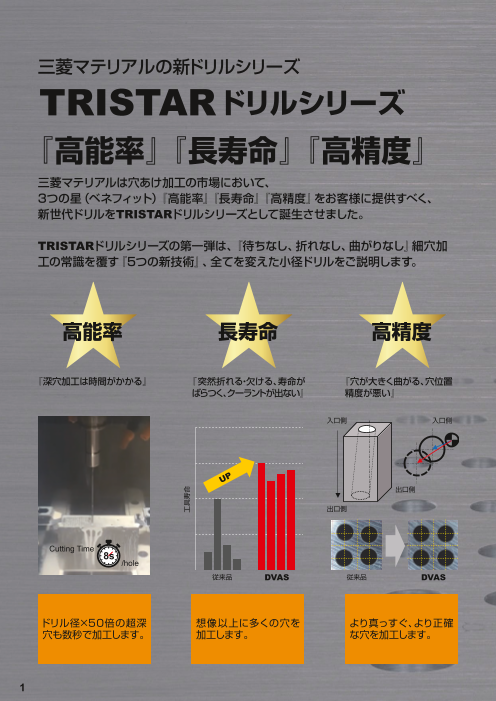
三菱マテリアルの新ドリルシリーズ
TRISTARドリルシリーズ
『高能率』『 長寿命』『 高精度』
三菱マテリアルは穴あけ加工の市場において、
3つの星(ベネフィット)『高能率』『長寿命』『高精度』をお客様に提供すべく、
新世代ドリルをTRISTARドリルシリーズとして誕生させました。
TRISTARドリルシリーズの第一弾は、『待ちなし、折れなし、曲がりなし』細穴加
工の常識を覆す『5つの新技術』、全てを変えた小径ドリルをご説明します。
高能率 長寿命 高精度
『深穴加工は時間がかかる』 『突然折れる・欠ける、寿命が 『穴が大きく曲がる、穴位置
ばらつく、クーラントが出ない』 精度が悪い』
入口側 入口側
UP
出口側
出口側
Cutting Time
8s
/hole
従来品 DVAS 従来品 DVAS
ドリル径×50倍の超深 想像以上に多くの穴を より真っすぐ、より正確
穴も数秒で加工します。 加工します。 な穴を加工します。
1
工具寿命
Page3
汎用超硬ソリッドドリル
TRISTARドリルシリーズ
DVAS Mini サイズ ø1.0mm – ø2.9mmL/D=2 – 50
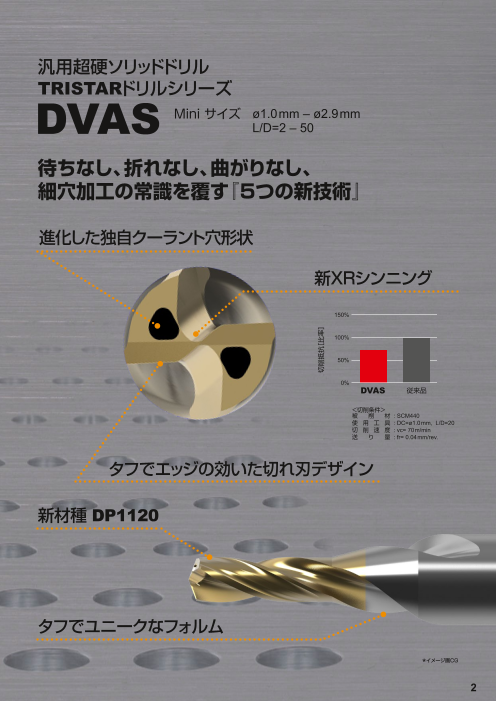
待ちなし、折れなし、曲がりなし、
細穴加工の常識を覆す『5つの新技術』
進化した独自クーラント穴形状
新XRシンニング
150%
100%
50%
0%
DVAS 従来品
<切削条件>
被 削 材 : SCM440
使 用 工 具 : DC=ø1.0mm, L/D=20
切 削 速 度 : vc= 70m/min
送 り 量 : fr= 0.04mm/rev.
タフでエッジの効いた切れ刃デザイン
新材種 DP1120
タフでユニークなフォルム
*イメージ画CG
2
切削抵抗[比率]
Page4
三菱独自で進化したクーラント穴形状『 TRI-Coolingテクノロジー』
小径ドリルに最適化したTRI-Coolingテクノロジーの採用により、クーラント吐出量が従来比の2倍以
上を達成しました。切りくず排出性、切削熱の排熱性が格段に向上し、寿命安定性に大きく寄与します。
クーラント流量比較
700
7MPa
600
500 4倍
400
2MPa
300
200 7MPa
100 2MPa
0
DVAS 従来品
DVAS 従来品 使 用 工 具 : DC=ø2mm, L/D=20
切 削 油 剤 : 水溶性
優れた冷却効果により刃先損傷を抑制し、
長寿命に貢献する大きなクーラント穴
クーラント吐出量が増加したことで、効率的に刃先を冷却することが可能です。
従来内部クーラントで難しかった設備環境、油性の切削油剤でも確実に吐出します。
シミュレーション解析による、クーラント流速比較
6000
5250
4500
3750
3000
2250
1500
750
0
速度 (mm/s)
DVAS 従来品
YouTube
3
クーラント流量 (g/min)
Page5
タフでエッジの効いた切れ刃デザイン
ストレートな主切れ刃とシンニング切れ刃を滑らかな円弧で連続
的に繋ぐデザインにより、耐欠損性を向上させました。加えて、す
くい面にはランド部を設けることで、耐クレータ摩耗性、切りくず
処理性が格段に向上しました。
クレータ損傷 大、肩部欠損
DVAS 従来品
<切削条件>
被 削 材 : SCM440
使 用 工 具 : DC=ø2mm, L/D=20
切 削 速 度 : vc= 50m/min
送 り 量 : fr= 0.06mm/rev.
加 工 形 態 : 湿式切削, 水溶性, 2MPa
新XR形シンニング 切りくず処理と負荷低減の最適化
シンニング切れ刃で生じた切りくずをスムーズにカールさせ、切りくず流れを整流化することにより、
低抵抗かつ優れた切りくず分断性能を実現します。
DVAS 従来品
R形状のシンニングスペースを確保するこ 切りくずが伸びることで、切りくず排出は
とで、シンニング切れ刃と主切れ刃の切り 困難となり、切りくずつまりを生じやすくな
くず流れが整えられ、コンパクトかつ綺麗 ります。
にカールします。
<切削条件>
被 削 材 : SCM440
使 用 工 具 : DC=ø2mm, L/D=20
切 削 速 度 : vc= 50m/min
送 り 量 : fr= 0.06mm/rev.
加 工 形 態 : 湿式切削, 水溶性, 2MPa
4
Page6
曲がりを抑えたタフでユニークなフォルム L/D=2, 7, 12に適用
ショートドリルには、首下部の長さが最小限となる独自デザインを採用し、工具剛性の向上と切りくず
排出性の確保を両立させました。切りくず排出領域をテーパ部にかけて設定することで、従来のデザ
インよりも工具剛性が20%程度向上し、穴曲がりの抑制と穴位置精度を向上させます。
DVAS
従来品
有効加工深さは同じ
工具剛性比較
150% 21% UP
100%
<解析条件>
50% 解 析 モ デ ル : DC=ø2mm, L/D=7
全 長 : 60mm
束 拘 面 : シャンク端0–30mmの範囲
0% 荷 重 : 逃げ面部からZ方向へ分布荷重 140N
DVAS 従来品
真直度比較
18%
抑制 入口側
0.025 入口側
0.020
0.015
0.010
0.005 出口側 出口側
0.000
DVAS 従来品
<切削条件>
被 削 材 : SCM440
使 用 工 具 : DC=ø2mm, L/D=7
切 削 速 度 : vc= 70m/min
送 り 量 : fr= 0.08mm/rev.
穴 深 さ : 10mm
加 工 形 態 : 湿式切削, 水溶性, 5MPa
ハイドロチャック
加 工 穴 数 : 100穴
5
真直度 (mm) 工具剛性 (%)
Page7
深穴加工事例
深穴加工では、DVASパイロットドリルと組み合わせて使用することで、穴入口の位置精度向上、
穴出口の曲がり抑制が期待できます。
0.1 基準-入口 入口側 入口側
基準-出口
0.08
0.06
0.04
出口側
0.02
出口側
0
DVAS 従来品A 従来品B 従来品C
<切削条件>
被 削 材 : SCM440
使 用 工 具 : パイロットドリルDC=ø2mm, L/D=2
ロングドリルDC=ø2mm, L/D=20
切 削 速 度 : vc= 70m/min
送 り 量 : fr= 0.07mm/rev.
加 工 形 態 : 湿式切削, 水溶性, 2MPa
加 工 穴 数 : 100穴
超平滑で切れ味維持に優れる新材種 DP1120
ドリル専用の超多積層PVDコーティングと微粒な超硬母材を採用した新材種です。独自の成膜技術
による優れた平滑性は切りくず詰まりを抑制し、折損を防止します。加えて、優れた耐クレータ摩耗
性、耐欠損性により、長期にわたり刃先の切れ味を維持し長寿命を実現します。
ドリル溝内の拡大写真 DVAS
<切削条件>
使 用 工 具 : DC=ø2mm, L/D=20
切 削 速 度 : vc= 50m/min
送 り 量 : fr= 0.06mm/rev.
加 工 形 態 : 湿式切削, 水溶性, 2MPa
加 工 穴 数 : 500穴
DVAS 従来品 従来品 クレータ損傷 大
6
穴位置精度 (mm)
Page8
汎用超硬ソリッドドリル
ドリル選定目安表
被削材
P M K N S
ア 加
用 型番 適 サ イ 工
鋼 ス 鋳 非 耐
テ 鉄 熱
途 (シリーズ名) 用 イ テ 穴 ン 鉄 金 合 ドリル外観径 ズ ム 深 レス 属 金数 さ 鋼
毎 (L/D)
DVAS…X02 &1.0 ガイド穴用他─ 2.9 0.1 20 2 e e u u e&
DVAS…X07 &1.0─ 2.9 0.1 20 7 e e u u e&
DVAS…X12 &1.0─ 2.9 0.1 20 12 e e u u e&
小 DVAS…X20 &1.0径 2021年春発売 ─ 2.9 0.1 20 20 e e u u e&
穴
加
工 DVAS…X25 &1.02021年春発売 ─ 2.9 0.1 20 25 e e u u e用 &
DVAS…X30 &1.02021年春発売 ─&2.9 0.1 20 30 e e u u e
DVAS…X40 &1.02021年春発売 ─ 2.9 0.1 20 40 e e u u e&
DVAS…X50 &1.02021年春発売 ─ 0.5 4 50 e e u u e&2.5
呼び記号の見方
DVA S 0100 X50 S040
用 途 給油形態 加工径 L/D シャンク径タイプ
DVA : 汎用 S : 内部給油 0100 | &1.0mm X50 : L/D=50 S040 : シャンク径 4mm
0290 | &2.9mm X02 : L/D=2
7
Page9
DVAS パイロットドリル Miniサイズ
TRISTARドリル
P M K N S H
鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
内部給油形
PL LF
図1
LU
LUX
LH
LCF
OAL
DC<3
0.006 PL LF
─ 0.004
DCON=4
0
─ LU 0.008 LUX
LH
LCF (mm)
加 OAL
工
DC 穴深 呼 び 記 号 LU LUX LCF PLLH OAL LFLF PL DCON 図
さ
(L/D) LU
1.0 2 a DVAS0100X02S040 2.2 3.2 8.6 8.8 5L0C.0FLH 49.8 0.2 4 1
1.1 2 a DVAS0110X02S040 2.4 3.5 9.0 8.9 50.0 OA4L9.8 0.2 4 1
1.2 2 a DVAS0120X02S040 2.6 3.9 9.4 9.0 50.0 49.8 0.2 4 1
1.3 2 a DVAS0130X02S040 2.8 4.2 9.9 9.2 50.0 49.8 0.2 4 1
1.4 2 a DVAS0140X02S040 3.0 4.5 10.3 9.3 50.0 49.8 0.2 4 1
1.5 2 a DVAS0150X02S040 3.3 4.8 10.7 9.4 50.0 49.7 0.3 4 1
1.6 2 a DVAS0160X02S040 3.5 5.1 11.1 9.6 50.0 49.7 0.3 4 1
1.7 2 a DVAS0170X02S040 3.7 5.5 11.6 9.7 50.0 49.7 0.3 4 1
1.8 2 a DVAS0180X02S040 3.9 5.8 12.0 9.8 50.0 49.7 0.3 4 1
1.9 2 a DVAS0190X02S040 4.1 6.1 12.4 10.0 50.0 49.7 0.3 4 1
2.0 2 a DVAS0200X02S040 4.4 6.4 12.9 10.1 50.0 49.6 0.4 4 1
2.1 2 a DVAS0210X02S040 4.6 6.7 13.3 10.2 50.0 49.6 0.4 4 1
2.2 2 a DVAS0220X02S040 4.8 7.0 13.7 10.3 50.0 49.6 0.4 4 1
2.3 2 a DVAS0230X02S040 5.0 7.4 14.1 10.5 55.0 54.6 0.4 4 1
2.4 2 a DVAS0240X02S040 5.2 7.7 14.6 10.6 55.0 54.6 0.4 4 1
2.5 2 a DVAS0250X02S040 5.5 8.0 15.0 10.7 55.0 54.6 0.4 4 1
2.6 2 a DVAS0260X02S040 5.7 8.3 15.4 10.9 55.0 54.5 0.5 4 1
2.7 2 a DVAS0270X02S040 5.9 8.6 15.8 11.0 55.0 54.5 0.5 4 1
2.8 2 a DVAS0280X02S040 6.1 8.9 16.3 11.1 55.0 54.5 0.5 4 1
2.9 2 a DVAS0290X02S040 6.3 9.3 16.7 11.3 55.0 54.5 0.5 4 1
DC = 加工径(切削径) LCF = フルート長さ LF = 機能長さ
LU = 使用可能長さ LH = 首下長さ PL = 先端と肩部寸法差
LUX = 最大使用長さ OAL = 全長 DCON = 接続径
a : 標準在庫品
8
DP1120
DC
DC
SIG 139°
SIG 139° DC
SIG 141°
DCON DCON DCON
Page10
汎用超硬ソリッドドリル PL LF
DVAS Miniサイズ 139LU
TRISTARドリル LUXLH
LCF
P M K N S H OAL
鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
内部給油形
PL LF
図2
LU
LUX
LH
LCF
OAL
PL LF
DC<3 図3
0 LU
─ 0.010 LCF
DCON=4 LH
0 OAL
─ 0.008
(mm)
加
工
DC 穴深 呼 び 記 号 LU LUX LCF LH OAL LF PL DCON 図
さ
(L/D)
1.0 7 a DVAS0100X07S040 7.2 8.2 13.6 13.8 55.0 54.8 0.2 4 2
1.0 12 a DVAS0100X12S040 12.2 13.2 18.6 18.8 58.0 57.8 0.2 4 2
1.0 20 a DVAS0100X20S040 20.2 – 23.2 28.8 67.0 66.8 0.2 4 3
1.0 25 a DVAS0100X25S040 25.2 – 28.2 33.8 73.0 72.8 0.2 4 3
1.0 30 a DVAS0100X30S040 30.2 – 33.2 38.8 79.0 78.8 0.2 4 3
1.0 40 a DVAS0100X40S040 40.2 – 43.2 48.8 90.0 89.8 0.2 4 3
1.0 50 a DVAS0100X50S040 50.2 – 53.2 58.8 102.0 101.8 0.2 4 3
1.1 7 a DVAS0110X07S040 7.9 9.1 14.5 14.4 55.0 54.8 0.2 4 2
1.1 12 a DVAS0110X12S040 13.4 14.6 20.0 19.9 58.0 57.8 0.2 4 2
1.1 20 a DVAS0110X20S040 22.2 – 25.5 30.9 67.0 66.8 0.2 4 3
1.1 25 a DVAS0110X25S040 27.7 – 31.0 36.4 73.0 72.8 0.2 4 3
1.1 30 a DVAS0110X30S040 33.2 – 36.5 41.9 79.0 78.8 0.2 4 3
1.1 40 a DVAS0110X40S040 44.2 – 47.5 52.9 90.0 89.8 0.2 4 3
1.2 7 a DVAS0120X07S040 8.6 9.9 15.4 15.0 55.0 54.8 0.2 4 2
1.2 12 a DVAS0120X12S040 14.6 15.9 21.4 21.0 60.0 59.8 0.2 4 2
1.2 20 a DVAS0120X20S040 24.2 – 27.8 33.0 71.0 70.8 0.2 4 3
1.2 25 a DVAS0120X25S040 30.2 – 33.8 39.0 77.0 76.8 0.2 4 3
1.2 30 a DVAS0120X30S040 36.2 – 39.8 45.0 84.0 83.8 0.2 4 3
1.2 40 a DVAS0120X40S040 48.2 – 51.8 57.0 97.0 96.8 0.2 4 3
1.3 7 a DVAS0130X07S040 9.3 10.7 16.4 15.7 55.0 54.8 0.2 4 2
1.3 12 a DVAS0130X12S040 15.8 17.2 22.9 22.2 60.0 59.8 0.2 4 2
1.3 20 a DVAS0130X20S040 26.2 – 30.1 35.2 71.0 70.8 0.2 4 3
1.3 25 a DVAS0130X25S040 32.7 – 36.6 41.7 77.0 76.8 0.2 4 3
1.3 30 a DVAS0130X30S040 39.2 – 43.1 48.2 84.0 83.8 0.2 4 3
1.3 40 a DVAS0130X40S040 52.2 – 56.1 61.2 97.0 96.8 0.2 4 3
1.4 7 a DVAS0140X07S040 10.1 11.5 17.3 16.3 55.0 54.7 0.3 4 2
1.4 12 a DVAS0140X12S040 17.1 18.5 24.3 23.3 63.0 62.7 0.3 4 2
1.4 20 a DVAS0140X20S040 28.3 – 32.5 37.3 75.0 74.7 0.3 4 3
1.4 25 a DVAS0140X25S040 35.3 – 39.5 44.3 82.0 81.7 0.3 4 3
1.4 30 a DVAS0140X30S040 42.3 – 46.5 51.3 90.0 89.7 0.3 4 3
1.4 40 a DVAS0140X40S040 56.3 – 60.5 65.3 105.0 104.7 0.3 4 3
1.5 7 a DVAS0150X07S040 10.8 12.3 18.2 16.9 55.0 54.7 0.3 4 2
1.5 12 a DVAS0150X12S040 18.3 19.8 25.7 24.4 63.0 62.7 0.3 4 2
1.5 20 a DVAS0150X20S040 30.3 – 34.8 39.4 75.0 74.7 0.3 4 3
1.5 25 a DVAS0150X25S040 37.8 – 42.3 46.9 82.0 81.7 0.3 4 3
1.5 30 a DVAS0150X30S040 45.3 – 49.8 54.4 90.0 89.7 0.3 4 3
a : 標準在庫品
9
DP1120
DC
DC
SIG 139°
SIG 139° DC
SIG 141°
DCON DCON DCON
Page11
(mm)
加
工
DC 穴深 呼 び 記 号 LU LUX LCF LH OAL LF PL DCON 図
さ
(L/D)
1.5 40 a DVAS0150X40S040 60.3 – 64.8 69.4 105.0 104.7 0.3 4 3
1.5 50 a DVAS0150X50S040 75.3 – 79.8 84.4 120.0 119.7 0.3 4 3
1.6 7 a DVAS0160X07S040 11.5 13.1 19.2 17.6 57.0 56.7 0.3 4 2
1.6 12 a DVAS0160X12S040 19.5 21.1 27.2 25.6 66.0 65.7 0.3 4 2
1.6 20 a DVAS0160X20S040 32.3 – 37.1 41.6 79.0 78.7 0.3 4 3
1.6 25 a DVAS0160X25S040 40.3 – 45.1 49.6 88.0 87.7 0.3 4 3
1.6 30 a DVAS0160X30S040 48.3 – 53.1 57.6 99.0 98.7 0.3 4 3
1.6 40 a DVAS0160X40S040 64.3 – 69.1 73.6 113.0 112.7 0.3 4 3
1.7 7 a DVAS0170X07S040 12.2 14.0 20.1 18.2 57.0 56.7 0.3 4 2
1.7 12 a DVAS0170X12S040 20.7 22.5 28.6 26.7 66.0 65.7 0.3 4 2
1.7 20 a DVAS0170X20S040 34.3 – 39.4 43.7 79.0 78.7 0.3 4 3
1.7 25 a DVAS0170X25S040 42.8 – 47.9 52.2 88.0 87.7 0.3 4 3
1.7 30 a DVAS0170X30S040 51.3 – 56.4 60.7 99.0 98.7 0.3 4 3
1.7 40 a DVAS0170X40S040 68.3 – 73.4 77.7 113.0 112.7 0.3 4 3
1.8 7 a DVAS0180X07S040 12.9 14.8 21.0 18.8 59.0 58.7 0.3 4 2
1.8 12 a DVAS0180X12S040 21.9 23.8 30.0 27.8 69.0 68.7 0.3 4 2
1.8 20 a DVAS0180X20S040 36.3 – 41.7 45.8 84.0 83.7 0.3 4 3
1.8 25 a DVAS0180X25S040 45.3 – 50.7 54.8 94.0 93.7 0.3 4 3
1.8 30 a DVAS0180X30S040 54.3 – 59.7 63.8 104.0 103.7 0.3 4 3
1.8 40 a DVAS0180X40S040 72.3 – 77.7 81.8 123.0 122.7 0.3 4 3
1.9 7 a DVAS0190X07S040 13.7 15.6 21.9 19.5 59.0 58.6 0.4 4 2
1.9 12 a DVAS0190X12S040 23.2 25.1 31.4 29.0 69.0 68.6 0.4 4 2
1.9 20 a DVAS0190X20S040 38.4 – 44.1 48.0 84.0 83.6 0.4 4 3
1.9 25 a DVAS0190X25S040 47.9 – 53.6 57.5 94.0 93.6 0.4 4 3
1.9 30 a DVAS0190X30S040 57.4 – 63.1 67.0 104.0 103.6 0.4 4 3
1.9 40 a DVAS0190X40S040 76.4 – 82.1 86.0 123.0 122.6 0.4 4 3
2.0 7 a DVAS0200X07S040 14.4 16.4 22.9 20.1 62.0 61.6 0.4 4 2
2.0 12 a DVAS0200X12S040 24.4 26.4 32.9 30.1 73.0 72.6 0.4 4 2
2.0 20 a DVAS0200X20S040 40.4 – 46.4 50.1 91.0 90.6 0.4 4 3
2.0 25 a DVAS0200X25S040 50.4 – 56.4 60.1 102.0 101.6 0.4 4 3
2.0 30 a DVAS0200X30S040 60.4 – 66.4 70.1 113.0 112.6 0.4 4 3
2.0 40 a DVAS0200X40S040 80.4 – 86.4 90.1 136.0 135.6 0.4 4 3
2.0 50 a DVAS0200X50S040 100.4 – 106.4 110.1 158.0 157.6 0.4 4 3
2.1 7 a DVAS0210X07S040 15.1 17.2 23.8 20.7 62.0 61.6 0.4 4 2
2.1 12 a DVAS0210X12S040 25.6 27.7 34.3 31.2 73.0 72.6 0.4 4 2
2.1 20 a DVAS0210X20S040 42.4 – 48.7 52.2 91.0 90.6 0.4 4 3
2.1 25 a DVAS0210X25S040 52.9 – 59.2 62.7 102.0 101.6 0.4 4 3
2.1 30 a DVAS0210X30S040 63.4 – 69.7 73.2 113.0 112.6 0.4 4 3
2.1 40 a DVAS0210X40S040 84.4 – 90.7 94.2 136.0 135.6 0.4 4 3
2.2 7 a DVAS0220X07S040 15.8 18.1 24.7 21.4 62.0 61.6 0.4 4 2
2.2 12 a DVAS0220X12S040 26.8 29.1 35.7 32.4 73.0 72.6 0.4 4 2
2.2 20 a DVAS0220X20S040 44.4 – 51.0 54.4 91.0 90.6 0.4 4 3
2.2 25 a DVAS0220X25S040 55.4 – 62.0 65.4 102.0 101.6 0.4 4 3
2.2 30 a DVAS0220X30S040 66.4 – 73.0 76.4 113.0 112.6 0.4 4 3
2.2 40 a DVAS0220X40S040 88.4 – 95.0 98.4 136.0 135.6 0.4 4 3
2.3 7 a DVAS0230X07S040 16.5 18.9 25.7 22.0 65.0 64.6 0.4 4 2
2.3 12 a DVAS0230X12S040 28.0 30.4 37.2 33.5 78.0 77.6 0.4 4 2
2.3 20 a DVAS0230X20S040 46.4 – 53.3 56.5 98.0 97.6 0.4 4 3
DC = 加工径(切削径) LCF = フルート長さ LF = 機能長さ
LU = 使用可能長さ LH = 首下長さ PL = 先端と肩部寸法差
LUX = 最大使用長さ OAL = 全長 DCON = 接続径
10
DP1120
Page12
PL LF
LU
LUX
LH
LCF
OAL
PL LF
LU PL LF
LUX
LH
LCF LU
汎用超硬ソリッOALドドリル LUXLHLCF
OAL
PL LF PL LF
図2 図3
LU LU
LUX LCF
LH LH
LCF OAL
OAL
PL LF (mm)
加
工 LULCF
穴 LHDC 深 OAL 呼 び 記 号 LU LUX LCF LH OAL LF PL DCON 図
さ
(L/D)
2.3 25 a DVAS0230X25S040 57.9 – 64.8 68.0 111.0 110.6 0.4 4 3
2.3 30 a DVAS0230X30S040 69.4 – 76.3 79.5 124.0 123.6 0.4 4 3
2.3 40 a DVAS0230X40S040 92.4 – 99.3 102.5 150.0 149.6 0.4 4 3
2.4 7 a DVAS0240X07S040 17.2 19.7 26.6 22.6 65.0 64.6 0.4 4 2
2.4 12 a DVAS0240X12S040 29.2 31.7 38.6 34.6 78.0 77.6 0.4 4 2
2.4 20 a DVAS0240X20S040 48.4 – 55.6 58.6 98.0 97.6 0.4 4 3
2.4 25 a DVAS0240X25S040 60.4 – 67.6 70.6 111.0 110.6 0.4 4 3
2.4 30 a DVAS0240X30S040 72.4 – 79.6 82.6 124.0 123.6 0.4 4 3
2.4 40 a DVAS0240X40S040 96.4 – 103.6 106.6 150.0 149.6 0.4 4 3
2.5 7 a DVAS0250X07S040 18.0 20.5 27.5 23.3 65.0 64.5 0.5 4 2
2.5 12 a DVAS0250X12S040 30.5 33.0 40.0 35.8 78.0 77.5 0.5 4 2
2.5 20 a DVAS0250X20S040 50.5 – 58.0 60.8 98.0 97.5 0.5 4 3
2.5 25 a DVAS0250X25S040 63.0 – 70.5 73.3 111.0 110.5 0.5 4 3
2.5 30 a DVAS0250X30S040 75.5 – 83.0 85.8 124.0 123.5 0.5 4 3
2.5 40 a DVAS0250X40S040 100.5 – 108.0 110.8 150.0 149.5 0.5 4 3
2.5 50 a DVAS0250X50S040 125.5 – 133.0 135.8 176.0 175.5 0.5 4 3
2.6 7 a DVAS0260X07S040 18.7 21.3 28.4 23.9 65.0 64.5 0.5 4 2
2.6 12 a DVAS0260X12S040 31.7 34.3 41.4 36.9 78.0 77.5 0.5 4 2
2.6 20 a DVAS0260X20S040 52.5 – 60.3 62.9 98.0 97.5 0.5 4 3
2.6 25 a DVAS0260X25S040 65.5 – 73.3 75.9 111.0 110.5 0.5 4 3
2.6 30 a DVAS0260X30S040 78.5 – 86.3 88.9 124.0 123.5 0.5 4 3
2.6 40 a DVAS0260X40S040 104.5 – 112.3 114.9 150.0 149.5 0.5 4 3
2.7 7 a DVAS0270X07S040 19.4 22.2 29.4 24.5 68.0 67.5 0.5 4 2
2.7 12 a DVAS0270X12S040 32.9 35.7 42.9 38.0 83.0 82.5 0.5 4 2
2.7 20 a DVAS0270X20S040 54.5 – 62.6 65.0 107.0 106.5 0.5 4 3
2.7 25 a DVAS0270X25S040 68.0 – 76.1 78.5 122.0 121.5 0.5 4 3
2.7 30 a DVAS0270X30S040 81.5 – 89.6 92.0 137.0 136.5 0.5 4 3
2.7 40 a DVAS0270X40S040 108.5 – 116.6 119.0 167.0 166.5 0.5 4 3
2.8 7 a DVAS0280X07S040 20.1 23.0 30.3 25.2 68.0 67.5 0.5 4 2
2.8 12 a DVAS0280X12S040 34.1 37.0 44.3 39.2 83.0 82.5 0.5 4 2
2.8 20 a DVAS0280X20S040 56.5 – 64.9 67.2 107.0 106.5 0.5 4 3
2.8 25 a DVAS0280X25S040 70.5 – 78.9 81.2 122.0 121.5 0.5 4 3
2.8 30 a DVAS0280X30S040 84.5 – 92.9 95.2 137.0 136.5 0.5 4 3
2.8 40 a DVAS0280X40S040 112.5 – 120.9 123.2 167.0 166.5 0.5 4 3
2.9 7 a DVAS0290X07S040 20.8 23.8 31.2 25.8 68.0 67.5 0.5 4 2
2.9 12 a DVAS0290X12S040 35.3 38.3 45.7 40.3 83.0 82.5 0.5 4 2
2.9 20 a DVAS0290X20S040 58.5 – 67.2 69.3 107.0 106.5 0.5 4 3
2.9 25 a DVAS0290X25S040 73.0 – 81.7 83.8 122.0 121.5 0.5 4 3
2.9 30 a DVAS0290X30S040 87.5 – 96.2 98.3 137.0 136.5 0.5 4 3
2.9 40 a DVAS0290X40S040 116.5 – 125.2 127.3 167.0 166.5 0.5 4 3
DC = 加工径(切削径) LCF = フルート長さ LF = 機能長さ
LU = 使用可能長さ LH = 首下長さ PL = 先端と肩部寸法差
LUX = 最大使用長さ OAL = 全長 DCON = 接続径
a : 標準在庫品
11
DC
DC
SIG 139°
SIG 139° DC
SIG 141°
DP1120
DCON DCON DCON
DC
DC
SIG 139°
SIG 139° DC
SIG 141°
DCON DCON DCON
Page13
推奨切削条件 (mm)
軟鋼 フェライト系ステンレス鋼
被削材 炭素鋼・合金鋼 フェライト系・マルテンサイト系ステンレス鋼
オーステナイト系ステンレス鋼, 析出硬化系ステンレス鋼
SS400、S10C、S45C、SCM440等 SUS410、SUS420J2、SUS304、SUS316、SUS630等
加工穴深さ 切削速度 vc 回転速度 送り量 fr 切削速度 vc 送り量 fr DC L/D (Min.─Max.) n(min-1) (Min.─Max.) (Min.─Max.)
回転速度
n(min-1) (Min.─Max.)(m/min) (mm/rev.) (m/min) (mm/rev.)
1.0 2–30 65(30─100) 20700 0.035(0.020─0.050) 60(20─100) 19100 0.025(0.010─0.040)
1.0 40, 50 65(30─100) 20700 0.030(0.020─0.040) 60(20─100) 19100 0.020(0.010─0.030)
1.5 2–30 65(30─100) 13800 0.053(0.030─0.075) 60(20─100) 12700 0.038(0.015─0.060)
1.5 40, 50 65(30─100) 13800 0.045(0.030─0.060) 60(20─100) 12700 0.030(0.015─0.045)
2.0 2–30 70(40─100) 11100 0.070(0.040─0.100) 60(20─100) 9500 0.050(0.020─0.080)
2.0 40, 50 70(40─100) 11100 0.060(0.040─0.080) 60(20─100) 9500 0.040(0.020─0.060)
2.5 2–30 70(40─100) 8900 0.088(0.050─0.125) 60(20─100) 7600 0.063(0.025─0.100)
2.5 40, 50 70(40─100) 8900 0.075(0.050─0.100) 60(20─100) 7600 0.050(0.025─0.075)
2.9 2–30 70(40─100) 7700 0.102(0.058─0.145) 60(20─100) 6600 0.073(0.029─0.116)
2.9 40, 50 70(40─100) 7700 0.087(0.058─0.116) 60(20─100) 6600 0.058(0.029─0.087)
鋳鉄 アルミニウム合金
被削材 ダクタイル鋳鉄
FC300、FCD450等 A5052、A6061、A7075
加工穴深さ 切削速度 vc 回転速度 送り量 fr 切削速度 vc 送り量 fr DC L/D (Min.─Max.) n(min-1) (Min.─Max.) (Min.─Max.)
回転速度
-1 (Min.─Max.)
(m/min) (mm/rev.) (m/min) n(min ) (mm/rev.)
1.0 2–30 70(40─100) 22300 0.035(0.020─0.050) 140(100─180) 31800 0.040(0.020─0.060)
1.0 40, 50 70(40─100) 22300 0.030(0.020─0.040) 140(100─180) 31800 0.035(0.020─0.050)
1.5 2–30 70(40─100) 14900 0.053(0.030─0.075) 140(100─180) 21200 0.060(0.030─0.090)
1.5 40, 50 70(40─100) 14900 0.045(0.030─0.060) 140(100─180) 21200 0.053(0.030─0.075)
2.0 2–30 70(40─100) 11100 0.070(0.040─0.100) 140(100─180) 15900 0.080(0.040─0.012)
2.0 40, 50 70(40─100) 11100 0.060(0.040─0.080) 140(100─180) 15900 0.070(0.040─0.010)
2.5 2–30 70(40─100) 8900 0.088(0.050─0.125) 140(100─180) 12700 0.100(0.050─0.015)
2.5 40, 50 70(40─100) 8900 0.075(0.050─0.100) 140(100─180) 12700 0.088(0.050─0.013)
2.9 2–30 70(40─100) 7700 0.102(0.058─0.145) 140(100─180) 11000 0.116(0.058─0.174)
2.9 40, 50 70(40─100) 7700 0.087(0.058─0.116) 140(100─180) 11000 0.102(0.058─0.145)
耐熱合金 チタン合金
被削材
Inconel718等 Ti-6Al-4V等
加工穴深さ 切削速度 vc 回転速度 送り量 fr 切削速度 vc 回転速度 送り量 fr DC L/D (Min.─Max.)(m/min) n(min
-1) (Min.─Max.) (Min.─Max.) n(min-1) (Min.─Max.)(mm/rev.) (m/min) (mm/rev.)
1.0 2–30 30(10─50) 9500 0.015(0.010─0.020) 30(20─40) 9500 0.020(0.010─0.030)
1.0 40, 50 30(10─50) 9500 0.015(0.010─0.020) 30(20─40) 9500 0.020(0.010─0.030)
1.5 2–30 30(10─50) 6400 0.023(0.015─0.030) 30(20─40) 6400 0.030(0.015─0.045)
1.5 40, 50 30(10─50) 6400 0.023(0.015─0.030) 30(20─40) 6400 0.030(0.015─0.045)
2.0 2–30 30(10─50) 4800 0.030(0.020─0.040) 30(20─40) 4800 0.040(0.020─0.060)
2.0 40, 50 30(10─50) 4800 0.030(0.020─0.040) 30(20─40) 4800 0.040(0.020─0.060)
2.5 2–30 30(10─50) 3800 0.038(0.025─0.050) 30(20─40) 3800 0.050(0.025─0.075)
2.5 40, 50 30(10─50) 3800 0.038(0.025─0.050) 30(20─40) 3800 0.050(0.025─0.075)
2.9 2–30 30(10─50) 3300 0.044(0.029─0.058) 30(20─40) 3300 0.058(0.029─0.087)
2.9 40, 50 30(10─50) 3300 0.044(0.029─0.058) 30(20─40) 3300 0.058(0.029─0.087)
コバルトクロム合金
被削材
T7402-2、ASTM F1537、F799等
加工穴深さ 切削速度 vc 回転速度 送り量 fr DC L/D (Min.─Max.) n(min-1) (Min.─Max.)(m/min) (mm/rev.)
1.0 2–30 60(30─90) 19100 0.020(0.010─0.030)
1.0 40, 50 60(30─90) 19100 0.020(0.010─0.030)
1.5 2–30 60(30─90) 12700 0.030(0.015─0.045)
1.5 40, 50 60(30─90) 12700 0.030(0.015─0.045)
2.0 2–30 60(30─90) 9500 0.040(0.020─0.060)
2.0 40, 50 60(30─90) 9500 0.040(0.020─0.060)
2.5 2–30 60(30─90) 7600 0.050(0.025─0.075)
2.5 40, 50 60(30─90) 7600 0.050(0.025─0.075)
2.9 2–30 60(30─90) 6600 0.058(0.029─0.087)
2.9 40, 50 60(30─90) 6600 0.058(0.029─0.087)
注1) 本推奨切削条件は、内部給油を使用する場合に限ります。
注2) 切りくずの状態を確認し、必要に応じて目安0.2~1.0DCのステップ加工を実施してください。
注3) 機械剛性やワーククランプ、加工形状などの状況により切削条件を調整してください。
注4) 本製品はLU寸法の加工深さまでを推奨します。
注5) ドリルの取り付け精度は、シャンク円筒部で0.003mm以下を目安にしてください。
注6) 溝部は絶対に、保持しないでください。
12
Page14
汎用超硬ソリッドドリル
上手な使い方
y DVAS L/D=2ー40の上手な使い方
平坦な面加工の場合 a止まり穴加工の場合
1. ガイド穴加工 2. 深穴加工(ガイド穴に挿入)
zガイド穴加工用ドリルの先端角は xガ イド穴は精度が良好であること z低回転でガイド穴に挿入してくだ xガイド穴底から0.5~1mm程度
ロングドリルの先端角より小さく が必要です。 さい。 手前まで挿入してください。(切
ならないようにしてください。 c穴深さはDC×3程度を目安として (回転数500~1000min-1、送 れ刃の肩が確実に挿入されてい
L/D=2のDVASドリルを推奨し ください。 り速度1000~2000mm/min ることを確認してください。)
ます。この場合L/D=3の加工が (ロングドリルの長さに合わせて 程度)
可能です。 ガイド深さを調整してください。)
3. 深穴加工(加工開始、終了) 4. 深穴加工(戻り)
z切削回転、送りの開始を行ってください。(ノンステップ加工) z加工終了後、0.5~1mm程度穴 x送り速度1000~2000mm/
底から離した位置で、切削回転を min程度で加工開始位置まで抜
低回転へ変更してください。 き戻してください。
(回転数500~1000min-1程 cガイド穴挿入時と同様な条件で
度) 引き抜いてください。
断続加工を含む場合 a加工部位が傾斜面、あるいは異形状の場合。貫通部が傾斜面、あるいは異形状の場合。
1. 座ぐり加工 2. ガイド穴加工
zエンドミルまたは座ぐり加工可能なドリルにて傾斜面が平坦になるように zガイド穴加工用ドリルの先端角は xガ イド穴は精度が良好であること
加工します。 ロングドリルの先端角より小さく が必要です。
その時の座ぐり径はロングドリルの切れ刃径と同径から+0.1mmの大き ならないようにしてください。 c穴深さはDC×2程度を目安として
さに加工してください。 L/D=2のDVASドリルを推奨し ください。
ます。 (ロングドリルの長さに合わせて
ガイド深さを調整してください。)
3. 深穴加工(ガイド穴に挿入) 4. 深穴加工(加工開始、貫通前まで)
z低回転でガイド穴に挿入してください。 z切削回転、送りの開始を行ってください。(ノンステップ加工)
(回転数500~1000min-1、送り速度1000~2000mm/min程度) x貫通手前まで通常送りで行ってください。
xガイド穴底から0.5~1mm程度手前まで挿入してください。
5. 深穴加工(貫通時断続切削) 6. 深穴加工(戻り)
z抜け際の断続切削は切れ刃にダメージを与えます。 z貫通後、切削回転を低回転に変更してください(。 回転数500~1000min-1程度)
x貫通時の送りは通常送りの1/2程度を推奨します。 x送り速度1000~2000mm/min程度で加工開始位置まで抜き戻して
ください。
13
Page15
y DVAS L/D=50の上手な使い方
平坦な面加工の場合 a止まり穴加工の場合
1. ガイド穴加工 2. 深穴加工(ガイド穴に挿入)
zガイド穴加工用ドリルの先端角は xガ イド穴は精度が良好であること z低回転でガイド穴に挿入してくだ xガイド穴底から0.5~1mm程度
ロングドリルの先端角より小さく が必要です。 さい。 手前まで挿入してください。(切
ならないようにしてください。 c穴深さはDC×7程度を目安として (回転数500~1000min-1、送 れ刃の肩が確実に挿入されてい
L/D=7のDVASドリルを推奨し ください。 り速度1000~2000mm/min ることを確認してください。)
ます。 (ロングドリルの長さに合わせて 程度)
ガイド深さを調整してください。)
3. 深穴加工(加工開始、終了) 4. 深穴加工(戻り)
z切削回転、送りの開始を行ってください。(ノンステップ加工) z加工終了後、0.5~1mm程度穴 x送り速度1000~2000mm/
底から離した位置で、切削回転を min程度で加工開始位置まで抜
低回転へ変更してください。 き戻してください。
(回転数500~1000min-1程 cガイド穴挿入時と同様な条件で
度) 引き抜いてください。
断続加工を含む場合 a加工部位が傾斜面、あるいは異形状の場合。貫通部が傾斜面、あるいは異形状の場合。
1. 座ぐり加工 2. ガイド穴加工
zエンドミルまたは座ぐり加工可能なドリルにて傾斜面が平坦になるように zガイド穴加工用ドリルの先端角は xガ イド穴は精度が良好であること
加工します。 ロングドリルの先端角より小さく が必要です。
その時の座ぐり径はロングドリルの切れ刃径と同径から+0.1mmの大き ならないようにしてください。 c穴深さはDC×7程度を目安として
さに加工してください。 L/D=7のDVASドリルを推奨し ください。
ます。 (ロングドリルの長さに合わせて
ガイド深さを調整してください。)
3. 深穴加工(ガイド穴に挿入) 4. 深穴加工(加工開始、貫通前まで)
z低回転でガイド穴に挿入してください。 z切削回転、送りの開始を行ってください。(ノンステップ加工)
(回転数500~1000min-1、送り速度1000~2000mm/min程度) x貫通手前まで通常送りで行ってください。
xガイド穴底から0.5~1mm程度手前まで挿入してください。
5. 深穴加工(貫通時断続切削) 6. 深穴加工(戻り)
z抜け際の断続切削は切れ刃にダメージを与えます。 z貫通後、切削回転を低回転に変更してください(。 回転数500~1000min-1程度)
x貫通時の送りは通常送りの1/2程度を推奨します。 x送り速度1000~2000mm/min程度で加工開始位置まで抜き戻して
ください。
14
Page16
汎用超硬ソリッドドリル
y 上手な使い方
ドリルの保持 ドリルの長さの決め方 ドリル取付け 切削油の圧力
クーラント圧はご使用する切削油
種、濃度等により適宜調整してく
ださい。下表は目安です。
ドリル径 クーラント圧 クーラント圧
DC (水溶性) (不水溶性)
DC<2mm 3MPa 以上 7MPa 以上
NG DC<3mm 2MPa 以上 5MPa 以上
スラストベアリングタイプのコ DC
レットチャックにて確実にクラン
プしてください。 A寸法はDC×2以上確保してください。 溝部は絶対に保持しないでください。
小径ドリルの使い方 切削液の取扱い 薄板の穴加工 断続加工
深穴加工時の下穴深さは下図を オイルホールの詰まり防止のた 加工可能
参考としてください。 め、精密フィルターをご使用くだ
さい。
L/D ≦ 40 OKバックアップ
をする。 z 断続箇所の
DCx3 OK 送りを下げる。
DVASooooX02S040を使用 ドリル径
DC 精密フィルター
*止まり穴の場合L/D=2はDC×3まで加工可能 前加工必要
L/D>40 DC<2mm 10μm 以下 zエンドミルにて
DC<3mm 20μm 以下
たわみが 座ぐりが必要。
DCx7 発生する。
DVASooooX07S040を使用 NG
段付加工 貫通時のバリ、コバ欠け
z2工程に分ける。 z抜け際の送りを下げる。
x先に太径部を加工する。 xチャンファ角を付ける。
*座ぐりおよび面取り刃付き c先端角を変更する。 工具製作いたします。
15
アジャストスクリュ
A
Page17
加工径の40倍を超える深穴加工のポイント
ワーク回転の場合:小型旋盤、自動旋盤等
①端面に皿もみをします。(DLEドリル推奨)
②下穴を3D程度まで加工します。(DVAS-2D推奨)
③DVASooooX50S040を使って深穴を加工します。
工具回転の場合:マシニングセンタ、複合加工機等
①下穴を3D程度まで加工します。(DVAS-2D推奨)
②更に7Dを目安に下穴を加工します。
より安定的加工を重視される場合は、7Dを超える下穴深さへ適宜調整ください。
③DVASooooX50S040を使って深穴を加工します。
16
Page18
汎用超硬ソリッドドリル
加工事例
自動旋盤における加工能率比較
ガンドリルに対して加工能率は10倍。合金鋼やステンレス鋼でも高能率で安定加工を実現します。
SCM435の場合
従来ガンドリル一般的な切削条件 DVASドリル切削条件
<切削条件> <切削条件>
使 用 工 具 : DC=ø2mm, L/D=50 使 用 工 具 : DC=ø2mm, L/D=50
切 削 速 度 : vc= 50m/min 切 削 速 度 : vc= 50m/min
送 り 量 : fr= 0.007mm/rev. 送 り 量 : fr= 0.07mm/rev.
穴 深 さ : 100mm 穴 深 さ : 100mm
加 工 形 態 : 湿式切削, 油性, 15MPa 加 工 形 態 : 湿式切削, 油性, 15MPa
加工時間 107.8秒/穴 加工時間 10.8秒/穴
DVAS加工動画
加工時間
1/10
YouTube
SUS304の場合
従来ガンドリル一般的な切削条件 DVASドリル切削条件
<切削条件> <切削条件>
使 用 工 具 : DC=ø2mm, L/D=50 使 用 工 具 : DC=ø2mm, L/D=50
切 削 速 度 : vc= 40m/min 切 削 速 度 : vc= 40m/min
送 り 量 : fr= 0.005mm/rev. 送 り 量 : fr= 0.05mm/rev.
穴 深 さ : 100mm 穴 深 さ : 100mm
加 工 形 態 : 湿式切削, 油性, 15MPa 加 工 形 態 : 湿式切削, 油性, 15MPa
加工時間 188.4秒/穴 加工時間 18.8秒/穴
DVAS加工動画
加工時間
1/10
YouTube
17
Page19
自動旋盤での加工能率改善事例
DVASはサイクルタイムを大幅に短縮し、安定加工を実現します。
従来品での加工工程 トンボ加工
第一工程 片側を止まり穴で加工
第二工程 ワークを持ち替え貫通穴にする。
時間がかかる
加工時間
穴が食い違う 20分
段差・食い違いが発生しやすい
DVASでの加工工程
第一工程 片側からいっきに貫通穴加工
穴が食い違うことなく
短時間に加工でき、
劇的に生産性が上がった
加工時間
1分程度
DVAS
<切削条件>
被 削 材 : S45C
使 用 工 具 : DC=ø2.5mm, L/D=50
切 削 速 度 : vc= 70m/min
送 り 量 : fr= 0.09-0.12mm/rev.
穴 深 さ : 117mm
加 工 形 態 : 湿式切削, 油性, 7MPa
18
Page20
汎用超硬ソリッドドリル
切削性能
SCM440 耐欠損性比較
DVASは耐欠損性に優れ、従来品の2倍もの寿命を発揮します。
DVAS 継続可能
従来品A 欠損
従来品B 折損
従来品C 欠損
0 200 400 600 800 1000 1200
加工数 (穴)
加工数400穴加工後撮影
<切削条件>
被 削 材 : SCM440
使 用 工 具 : DC=ø2mm, L/D=20
切 削 速 度 : vc= 50m/min
送 り 量 : fr= 0.06mm/rev.
穴 深 さ : 40mm
加 工 形 態 : 湿式切削, 水溶性, 2MPa
パイロットドリル : DC=ø2mm, L/D=2
DVAS 従来品C 穴深さ4mm/穴
SCM440 高能率条件 耐欠損性比較
高能率条件においても、DVASは安定性に優れます。
DVAS
従来品A
従来品B
従来品C 折損
従来品D 折損
0 100 200 300 400 500 600 700
加工数 (穴)
加工数300穴加工後撮影
<切削条件>
被 削 材 : SCM440
使 用 工 具 : DC=ø2mm, L/D=20
切 削 速 度 : vc= 70m/min
送 り 量 : fr= 0.07mm/rev.
穴 深 さ : 40mm
加 工 形 態 : 湿式切削, 水溶性, 2MPa
DVAS 従来品C パイロットドリル : DC=ø2mm, L/D=2 穴深さ4mm/穴
19