



このカタログについて
| ドキュメント名 | 『驚異的な長寿命を実現する高硬度加工用エンドミル インパクトミラクルレボリューション』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.1Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOLS NEWS 2018.2 改訂B231J
高硬度鋼加工用エンドミル インパクトミラクル
シリーズ
エンドミルシリーズ レボリューション 追加
高硬度鋼加工革命
新コーティングが驚異的な長寿命を実現します。
2枚刃ボールエンドミル(S)ショートシャンク VFR2SSBを追加
Page2
高硬度鋼加工用エンドミル
エンドミルシリーズ
インパクトミラクルレボリューション
VFR インパクトミラクルレボリューションコーティング
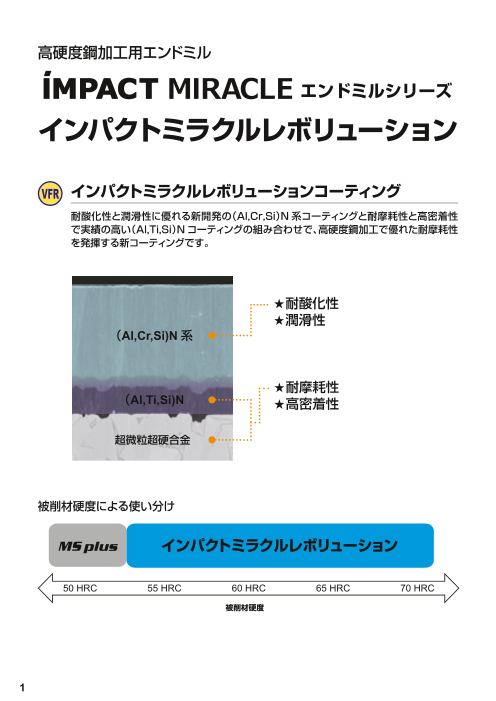
耐酸化性と潤滑性に優れる新開発の(Al,Cr,Si)N系コーティングと耐摩耗性と高密着性
で実績の高い(Al,Ti,Si)Nコーティングの組み合わせで、高硬度鋼加工で優れた耐摩耗性
を発揮する新コーティングです。
s耐酸化性
s潤滑性
(Al,Cr,Si)N系
s耐摩耗性
(Al,Ti,Si)N s高密着性
超微粒超硬合金
被削材硬度による使い分け
MS plus インパクトミラクルレボリューション
50 HRC 55 HRC 60 HRC 65 HRC 70 HRC
被削材硬度
1
Page3
高硬度鋼の加工において
驚異的な長寿命を実現
VFR2SSB/VFR2SB
2枚刃ボールエンドミル
強S字切れ刃
新ネガ刃形と弱ねじれ切れ刃
新 刃 形:切れ刃カーブ、ねじれ角、すくい角を最適化し、ボール刃全域で切れ刃強度を向
上させました。
超硬母材:高硬度材加工に最適なハイグレード材種を採用しました。
VFR2SBF
2枚刃鏡面加工用ボールエンドミル
ミュー
新ZERO-µサーフェース
新開発の表面改質技術を適用しました。
鏡面加工に最適な底刃形状
2
Page4
高硬度鋼加工用エンドミル
VFR2SSB NEW UWC VFR 20°
2枚刃インパクトミラクルレボリューションボールエンドミル(S) ショートシャンク
炭素鋼・合金鋼・鋳鉄 工具鋼・プリハードン鋼・高硬度鋼 高硬度鋼 高硬度鋼 オーステナイト系 チタン合金
(<30HRC) (≦45HRC) (≦55HRC) (>55HRC) ステンレス鋼 耐熱合金 銅合金 アルミニウム合金
u e e
BHTA2 15º
図1
RE APMX
LU
LF
図2
APMX
RE LU
RE≦6
R LF±0.005
4≦DCON≦6 8≦DCON≦10 DCON=12
h5 0 0 0
- 0.005 - 0.006 - 0.008
a切れ刃カーブ、ねじれ角、すくい角を最適化し、ボール刃全域で切れ刃強度を向上させました。
(mm)
呼び記号 RE DC APMX LU DN LF DCON 刃数 在庫 図
VFR2SSBR0050S04 0.5 1 1 2 0.94 40 4 2 a 1
VFR2SSBR0050 0.5 1 1 2 0.94 40 6 2 a 1
VFR2SSBR0075S04 0.75 1.5 1.5 3 1.44 40 4 2 a 1
VFR2SSBR0075 0.75 1.5 1.5 3 1.44 40 6 2 a 1
VFR2SSBR0100 1 2 2 4 1.9 45 6 2 a 1
VFR2SSBR0150 1.5 3 3 6 2.9 45 6 2 a 1
VFR2SSBR0200 2 4 4 8 3.9 45 6 2 a 1
VFR2SSBR0250 2.5 5 5 10 4.9 50 6 2 a 1
VFR2SSBR0300 3 6 6 12 5.85 50 6 2 a 2
VFR2SSBR0400 4 8 8 14 7.85 60 8 2 a 2
VFR2SSBR0500 5 10 10 18 9.7 70 10 2 a 2
VFR2SSBR0600 6 12 12 22 11.7 75 12 2 a 2
RE = ボール半径 LU = 首下長 DCON = シャンク径
DC = 外径 DN = 首径
APMX = 刃長 LF = 全長
a : 標準在庫品
3
DC DC
DN DN
DCON DCON
Page5
VFR2SB UWC VFR 0° 20°
2枚刃インパクトミラクルレボリューションボールエンドミル(S) RE<0.3 RE≧0.3
炭素鋼・合金鋼・鋳鉄 工具鋼・プリハードン鋼・高硬度鋼 高硬度鋼 高硬度鋼 オーステナイト系 チタン合金
(<30HRC) (≦45HRC) (≦55HRC) (>55HRC) ステンレス鋼 耐熱合金 銅合金 アルミニウム合金
u e e
BHTA2 10°
図1
RE APMXLU LF
BHTA2 10º
BHTA3 20º
図2
RE APMXLU LF
BHTA2 15°
図3
RE≦6 RE>6 RE APMX
R LU LF±0.005 ±0.010
DCON=3 4≦DCON≦6 8≦DCON≦10 DCON=12,16 DCON=20
h5 0 0 0 0 0 図4
- 0.004 - 0.005 - 0.006 - 0.008 - 0.009 RE APMX LF
a切れ刃カーブ、ねじれ角、すくい角を最適化し、ボール刃全域で切れ刃強度を向上させました。
(mm)
呼び記号 RE DC APMX LU DN LF DCON 刃数 在庫 図
VFR2SBR0010 0.1 0.2 0.2 0.4 0.17 45 4 2 a 1
VFR2SBR0010S06 0.1 0.2 0.2 0.4 0.17 50 6 2 a 2
VFR2SBR0015 0.15 0.3 0.3 0.6 0.27 45 4 2 a 1
VFR2SBR0015S06 0.15 0.3 0.3 0.6 0.27 50 6 2 a 2
VFR2SBR0020 0.2 0.4 0.4 0.8 0.36 45 4 2 a 1
VFR2SBR0020S06 0.2 0.4 0.4 0.8 0.36 50 6 2 a 2
VFR2SBR0030 0.3 0.6 0.6 1.2 0.56 45 4 2 a 3
VFR2SBR0030S06 0.3 0.6 0.6 1.2 0.56 50 6 2 a 3
VFR2SBR0040 0.4 0.8 0.8 1.6 0.76 45 4 2 a 3
VFR2SBR0040S06 0.4 0.8 0.8 1.6 0.76 50 6 2 a 3
VFR2SBR0050 0.5 1 1 2 0.94 45 4 2 a 3
VFR2SBR0050S06 0.5 1 1 2 0.94 50 6 2 a 3
VFR2SBR0060 0.6 1.2 1.2 2.4 1.14 45 4 2 a 3
VFR2SBR0060S06 0.6 1.2 1.2 2.4 1.14 50 6 2 a 3
VFR2SBR0070 0.7 1.4 1.4 2.8 1.34 45 4 2 a 3
VFR2SBR0070S06 0.7 1.4 1.4 2.8 1.34 50 6 2 a 3
VFR2SBR0075 0.75 1.5 1.5 3 1.44 45 4 2 a 3
VFR2SBR0075S06 0.75 1.5 1.5 3 1.44 50 6 2 a 3
VFR2SBR0080 0.8 1.6 1.6 3.2 1.54 45 4 2 a 3
VFR2SBR0080S06 0.8 1.6 1.6 3.2 1.54 50 6 2 a 3
VFR2SBR0090 0.9 1.8 1.8 3.6 1.74 45 4 2 a 3
VFR2SBR0090S06 0.9 1.8 1.8 3.6 1.74 50 6 2 a 3
VFR2SBR0100 1 2 2 4 1.9 50 4 2 a 3
VFR2SBR0100S06 1 2 2 4 1.9 60 6 2 a 3
VFR2SBR0125S06 1.25 2.5 2.5 5 2.4 60 6 2 a 3
VFR2SBR0150S03 1.5 3 3 ─ ─ 60 3 2 a 4
VFR2SBR0150 1.5 3 3 6 2.9 70 6 2 a 3
VFR2SBR0200S04 2 4 4 ─ ─ 60 4 2 a 4
VFR2SBR0200 2 4 4 8 3.9 70 6 2 a 3
VFR2SBR0250 2.5 5 5 10 4.9 80 6 2 a 3
VFR2SBR0300 3 6 12 ─ ─ 80 6 2 a 4
VFR2SBR0400 4 8 14 ─ ─ 90 8 2 a 4
VFR2SBR0500 5 10 18 ─ ─ 100 10 2 a 4
VFR2SBR0600 6 12 22 ─ ─ 110 12 2 a 4
VFR2SBR0800 8 16 30 ─ ─ 140 16 2 a 4
VFR2SBR1000 10 20 38 ─ ─ 160 20 2 a 4
RE = ボール半径 LU = 首下長 DCON = シャンク径
DC = 外径 DN = 首径
APMX = 刃長 LF = 全長
4
DC DC DC DC
DN DN
DN
DCON DCON DCON DCON
Page6
高硬度鋼加工用エンドミル
2枚刃インパクトミラクルレボリューションボールエンドミル(S)ショートシャンク VFR2SSB
2枚刃インパクトミラクルレボリューションボールエンドミル(S) VFR2SB
推奨切削条件 (mm)
高硬度鋼 (45─ 52HRC) 高硬度鋼 (55─ 62HRC) 高硬度鋼 (62─70HRC)
被削材
SKD61等 SKD11等 SKS、SKH等
%≦15° %>15° %≦15° %>15° %≦15° %>15°
ボール半径 切込み量 切込み量 切込み量 切込み量 切込み量 切込み量
RE 回転速度 送り速度 回転速度 送り速度 ap ae 回転速度 送り速度 回転速度 送り速度 ap ae 回転速度 送り速度 回転速度 送り速度 ap ae
(min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min)
R 0.1 40000 320 40000 240 0.003 0.02 40000 320 40000 160 0.003 0.02 40000 320 40000 160 0.002 0.02
R 0.15 40000 640 40000 560 0.01 0.03 40000 640 40000 400 0.007 0.03 40000 640 40000 400 0.005 0.03
R 0.2 40000 1600 40000 1200 0.02 0.04 40000 1400 40000 1000 0.015 0.04 40000 1200 40000 1000 0.01 0.04
R 0.3 40000 3200 40000 1600 0.03 0.06 40000 2800 40000 1200 0.025 0.06 40000 2000 40000 1200 0.02 0.06
R 0.4 40000 6400 40000 2400 0.05 0.08 40000 4000 40000 1600 0.04 0.08 40000 2800 40000 1600 0.03 0.08
R 0.5 40000 8000 40000 3200 0.06 0.10 40000 5600 40000 2400 0.05 0.10 40000 3600 32000 1300 0.04 0.10
R 0.75 40000 9600 40000 4000 0.09 0.15 40000 7200 32000 2500 0.075 0.15 32000 4500 21000 1200 0.05 0.15
R 1 40000 9600 39000 4700 0.11 0.20 40000 8000 24000 2400 0.1 0.20 24000 3800 16000 1000 0.07 0.20
R 1.25 40000 10400 32000 4500 0.12 0.25 37000 8100 19000 2300 0.11 0.25 19000 3400 13000 1000 0.08 0.25
R 1.5 40000 12000 27000 4300 0.13 0.30 32000 7700 16000 2200 0.12 0.30 16000 3200 11000 880 0.09 0.30
R 2 32000 10880 20000 3600 0.15 0.40 24000 6200 12000 1900 0.13 0.40 12000 2400 8000 800 0.1 0.40
R 2.5 25000 9000 16000 2900 0.20 0.50 19000 5300 9600 1700 0.15 0.50 9600 2100 6000 600 0.1 0.50
R 3 21000 8400 13000 2600 0.25 0.60 16000 4800 8000 1600 0.2 0.60 8000 1700 5000 600 0.11 0.60
R 4 16000 6400 10000 2000 0.30 0.80 12000 3600 6000 1200 0.2 0.80 6000 1400 4000 480 0.11 0.80
R 5 13000 5200 8000 1700 0.50 1.00 10000 3200 4800 960 0.2 1.00 4800 1100 3000 420 0.12 1.00
R 6 9000 3600 6000 1300 0.50 1.20 7000 2200 3600 720 0.3 1.20 3600 860 2200 310 0.12 1.20
R 8 6000 2400 4000 1000 0.50 1.60 5000 1600 2500 500 0.3 1.60 2500 650 1500 240 0.15 1.60
R10 4500 1800 3000 780 0.50 2.00 4000 1300 1800 360 0.3 2.00 1800 470 1000 160 0.15 2.00
≦ae
切込み量
基準 ≦ap
注1 機械や被削材取付けの剛性がない場合、びびり・異常音が発生する場合は、上表の回転速度と送り速度を同じ割合で下げてご使用ください。
注2 切込み量が小さい場合、回転速度と送り速度を上げることができます。
また、加工精度を重視される場合は、送り速度を下げてご使用ください。
注3 %とは、加工面の傾斜角です。
エンドミル
RE
%
ae
ae=ピックフィード
5
ap
Page7
VFR2SBF UWC VFR 30°
2枚刃インパクトミラクルレボリューション鏡面加工用ボールエンドミル(S)
炭素鋼・合金鋼・鋳鉄 工具鋼・プリハードン鋼・高硬度鋼 高硬度鋼 高硬度鋼 オーステナイト系 チタン合金
(<30HRC) (≦45HRC) (≦55HRC) (>55HRC) ステンレス鋼 耐熱合金 銅合金 アルミニウム合金
u e e e
BHTA2 15°
図1
RE APMX
LU LF
図2
RE APMX LF
R RE≦3±0.010
4≦DCON≦6
h5 0
- 0.005
a鏡面加工に最適な底刃形状。
(mm)
呼び記号 RE DC APMX LU DN LF DCON 刃数 在庫 図
VFR2SBFR0050 0.5 1 1 2 0.94 45 4 2 a 1
VFR2SBFR0075 0.75 1.5 1.5 3 1.44 45 4 2 a 1
VFR2SBFR0100 1 2 2 4 1.9 60 6 2 a 1
VFR2SBFR0125 1.25 2.5 2.5 5 2.4 60 6 2 a 1
VFR2SBFR0150 1.5 3 3 6 2.9 70 6 2 a 1
VFR2SBFR0200 2 4 4 8 3.9 70 6 2 a 1
VFR2SBFR0250 2.5 5 5 10 4.9 80 6 2 a 1
VFR2SBFR0300 3 6 6 ─ ─ 80 6 2 a 2
RE = ボール半径 LU = 首下長 DCON = シャンク径
DC = 外径 DN = 首径
APMX = 刃長 LF = 全長
a : 標準在庫品
6
DC DC
DN
DCON DCON
Page8
高硬度鋼加工用エンドミル
VFR2SBF
2枚刃インパクトミラクルレボリューション鏡面加工用ボールエンドミル(S)
推奨切削条件 (mm)
炭素鋼・合金鋼 (180─ 280HB) 高硬度鋼 (62─70HRC)
合金工具鋼 (≦350HB)、プリハードン鋼 (35─ 45HRC)
被削材 高硬度鋼 (45─ 52HRC)、高硬度鋼 (55─ 62HRC)
S45C、SCM440、SKD、SKT、NAK、PX5、SKD61、SKT4、SKD11等 SKS、SKH等
%≦15° %>15° %≦15° %>15°
ボール半径 切込み量 切込み量 切込み量 切込み量
RE 回転速度 送り速度 回転速度 送り速度 ap ae 回転速度 送り速度 回転速度 送り速度 ap ae
(min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min) (min-1) (mm/min)
R 0.5 40000 800 40000 800 0.007 0.007 40000 560 40000 560 0.005 0.005
R 0.75 40000 800 40000 800 0.009 0.009 40000 560 40000 560 0.007 0.007
R 1.0 35000 1050 35000 1050 0.011 0.011 35000 700 35000 700 0.009 0.009
R 1.25 35000 1050 35000 1050 0.013 0.013 35000 700 35000 700 0.011 0.011
R 1.5 35000 1050 35000 1050 0.015 0.015 35000 700 35000 700 0.013 0.013
R 2.0 25000 1000 25000 1000 0.017 0.017 25000 750 25000 750 0.015 0.015
R 2.5 25000 1000 25000 1000 0.020 0.020 25000 750 25000 750 0.015 0.015
R 3.0 25000 1000 25000 1000 0.020 0.020 25000 750 25000 750 0.015 0.015
≦ae
切込み量
基準 ≦ap
注1 本工具は仕上げ加工のみに使用することを推奨します。
注2 クーラントはエアブロー、オイルミストの使用が効果的です。
注3 使用の際は下記の点に注意するようお願いします。
・加工設備は十分に暖機を行い、加工中の主軸の伸びなどにより、切込み量が変化しないようお願いします。
・本工具を荒加工面の直後に使用しますと、荒加工面に残る大きな凹凸(カスプハイト)により、工具へたわみが発生し、加工面にうねりが
残ります。良好な仕上げ加工面を得るために、上表と同じae値にした中仕上げ工程を挿入することを推奨します。
注4 %とは、加工面の傾斜角です。
エンドミル
RE
%
ae
ae=ピックフィード
7
ap
Page9
加工事例
VFR2SB
〈切削条件〉
加 工 物 : ハイス鋼
50mmx50mmx30mm
ASP23 SKH51 HAP72 使 用 工 具 : VFR2SBR0300加 工 形 態 : エアブロー
(62HRC) (64HRC) (68HRC) 使 用 機 械 : 5軸MC
荒加工形状 中仕上げ&仕上げパス(チルト角30°)
加工時間: 234min
使用工具: 4本
(mm)
加工工程 ボール半径 回転速度 送り速度 切込み量 切込み量 加工時間RE (min-1) (mm/min) ap ae 仕上代 (h:m:s) 工具本数
等高線荒加工 R 3.0 12000 1600 0.35 1.0 0.2 1:01:45 2本
走査線中仕上げ加工 R 3.0 8000 500 0.3 0.1 0.05 0:49:15 1本
走査線仕上げ加工 R 3.0 12000 700 0.1 0.035 ― 2:03:19 1本
8
Page10
高硬度鋼加工用エンドミル
加工事例
VFR2SBF
加工物 : プリハードン鋼
ツールパス痕がなく 割り出し5軸加工でボールエンドミル
光沢ある仕上げ面 先端部での加工を回避
31時間仕上げ加工後の良好な工具状態
拡大20倍
x Rz :0.8μm以下の面粗さを実現
z
①送り方向 Rz:0.541μm ②ピックフィード方向 Rz:0.493μm
切削条件 ホルダ:HSK-A63を使用 (mm)
加工工程 呼び記号 クーラント 回転速度 切削速度 送り速度 送り量 切込み量 切込み量 実加工時間(min-1) (m/min) (mm/min) (mm/t.) ap ae 残し代 (h :m)
全体荒
横側仕上げ VQMHVRBD1600R500 エアブロー
3000 150 1800 0.15 32 1 0.2
2000 100 240 0.03 ― ― 0 0:24
上面中仕上げ +
面取り MP2SBR0300 エアブロー 13000 245 2600 0.1 面沿い p0.1 0.03 0:46
上面仕上げ VFR2SBFR0300 MQL 20000 375 600 0.015 面沿い p0.015 0 31:10
9
Page11
切削性能
SKD61 (52HRC) <切削条件>
被 削 材 : SKD61 (52HRC)
使 用 工 具 : VFR2SBR0300
0.2 回 転 速 度 : 17000 min-1
VFR 送 り 速 度 : 1700 mm/min
従来品 送 り 量 : 0.05 mm/t.
0.15 切 込 み 量 : ap 2 mm ae 0.3 mm
突 出 し 長 さ : 22 mm
加 工 形 態 : エアブロー
使 用 機 械 : 立形MC (HSK-A63)
0.1
0.05 0.3 mm
22 mm
0
0 50 100 150 200 250 300 350 400 2.0 mm
切削長 (m)
SKD11 (60HRC) <切削条件>
被 削 材 : SKD11 (60HRC)
使 用 工 具 : VFR2SBR0300
0.2 回 転 速 度 : 5400 min-1
VFR 送 り 速 度 : 540 mm/min
従来品 送 り 量 : 0.05 mm/t.
0.15 切 込 み 量 : ap 2 mm ae 0.2 mm
突 出 し 長 さ : 22 mm
加 工 形 態 : エアブロー
使 用 機 械 : 立形MC (HSK-A63)
0.1
0.05 0.2 mm
22 mm
0
0 10 20 30 40 50 60 70 80 2.0 mm
切削長 (m)
ASP23 (62HRC) <切削条件>
被 削 材 : ASP23 (62HRC)
使 用 工 具 : VFR2SBR0300
0.2 回 転 速 度 : 5400 min-1
VFR 送 り 速 度 : 540 mm/min
従来品 送 り 量 : 0.05 mm/t.
0.15 切 込 み 量 : ap 2 mm ae 0.2 mm
突 出 し 長 さ : 22 mm
加 工 形 態 : エアブロー
使 用 機 械 : 立形MC (HSK-A63)
0.1
0.05 0.2 mm
22 mm
0
0 10 20 30 40 50 2.0 mm
切削長 (m)
SKH51 (64HRC) <切削条件>
被 削 材 : SKH51 (64HRC)
使 用 工 具 : VFR2SBR0300
0.2 回 転 速 度 : 5400 min-1
VFR 送 り 速 度 : 540 mm/min
従来品 送 り 量 : 0.05 mm/t.
0.15 切 込 み 量 : ap 2 mm ae 0.2 mm
突 出 し 長 さ : 22 mm
加 工 形 態 : エアブロー
使 用 機 械 : 立形MC (HSK-A63)
0.1
0.05 0.2 mm
22 mm
0
0 5 10 15 20 2.0 mm
切削長 (m)
10
逃げ面摩耗量 (mm) 逃げ面摩耗量 (mm) 逃げ面摩耗量 (mm) 逃げ面摩耗量 (mm)
Page12
STAVAX (52 HRC) 加工面比較
外観 外観(X50)
加工形状
Dx=18.7617
光沢があり、視認性も良い
パス痕が残る
加工面が曇る
<切削条件>
加 工 物 : STAVAX (52HRC) 送 り 量 : 0.02 mm/t.
使 用 工 具 : VFR2SBFR0300 切 込 み 量 : ap 0.02 mm ae 0.02 mm
回 転 速 度 : 32000 min-1 突 出 し 長 さ : 15 mm
切 削 速 度 : 603 m/min 加 工 形 態 : エアブロー
送 り 速 度 : 1280 mm/min 使 用 機 械 : 立形MC (HSK-E25)
安全について
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内で使用し、工具交換は早めに行ってください。 ●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねな
どの保護具を使用してください。 ●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●工具を回転して使用する場合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
加工事業カンパニー
営 業 本 部 http://carbide.mmc.co.jp/
流 通 営 業 部 03-5819-5251 北 関 東 営 業 所 0285-25-8380 富 士 営 業 所 0545-65-8817
直 需 営 業 部 03-5819-5241 新 潟 営 業 所 025-247-0155 グローバルキーアカウント部 03-5819-7057 ●電話技術相談室(携帯電話からも通話可能です)
苫 小 牧 営 業 所 0144-57-7007 上 田 営 業 所 0268-23-7788 営 業 企 画 部 03-5819-8770 ヨ イ 工 具
仙 台 営 業 所 022-221-3230 南 関 東 営 業 所 045-332-6925
名 古 屋 支 店
流 通 営 業 課 052-684-5536 三 河 営 業 所 0566-77-3411 浜 松 営 業 所 053-450-2030 0120-34-4159
直 需 営 業 課 052-684-5535
大 阪 支 店
流 通 営 業 課 06-6355-1051 京 滋 営 業 所 077-554-8570 広 島 営 業 所 082-221-4457
直 需 営 業 課 06-6355-1050 明 石 営 業 所 078-934-6815 九 州 営 業 所 092-436-4664
(仕様はお断りせずに変更する場合がありますのでご了承ください) EXP-16-E015
2018.2.E(1.2C)
従来品 VFR2SBF
Dz=7.9905