



このカタログについて
| ドキュメント名 | 『鋼旋削加工用 最新CVDコーテッド材種 MC61シリーズ』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.1Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOL NEWS 2021.3 改訂B266J
鋼旋削加工用CVDコーテッド超硬材種
MC6100 アイテム シリーズ 追加
鋼旋削加工用
最新CVDコーテッド材種誕生
技術の進化は止まらない、第一推奨 MC6125 新登場
NEW
高速切削領域対応 幅広い切削領域対応
MC6115 MC6125
Page2
鋼旋削加工用CVDコーテッド超硬材種
MC6100 シリーズ
密着性と結晶配向制御技術を強化し、
安定性と耐摩耗性を
飛躍的にグレードアップさせました。
NEW
高速切削領域対応 鋼旋削加工第一推奨
MC6115 MC6125
特長
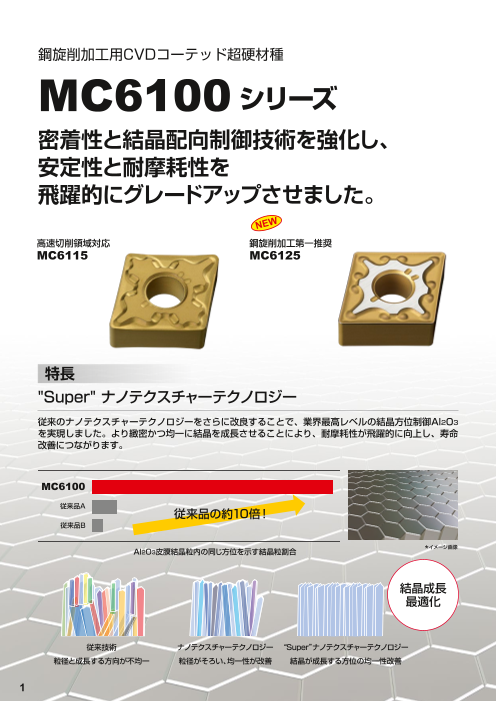
"Super" ナノテクスチャーテクノロジー
従来のナノテクスチャーテクノロジーをさらに改良することで、業界最高レベルの結晶方位制御Al2O3
を実現しました。より緻密かつ均一に結晶を成長させることにより、耐摩耗性が飛躍的に向上し、寿命
改善につながります。
MC6100
従来品A
従来品の約10倍!
従来品B
イメージ画像
Al2O3皮膜結晶粒内の同じ方位を示す結晶粒割合 *
結晶成長
最適化
従来技術 ナノテクスチャーテクノロジー “Super”ナノテクスチャーテクノロジー
粒径と成長する方向が不均一 粒径がそろい、均一性が改善 結晶が成長する方位の均一性改善
1
Page3
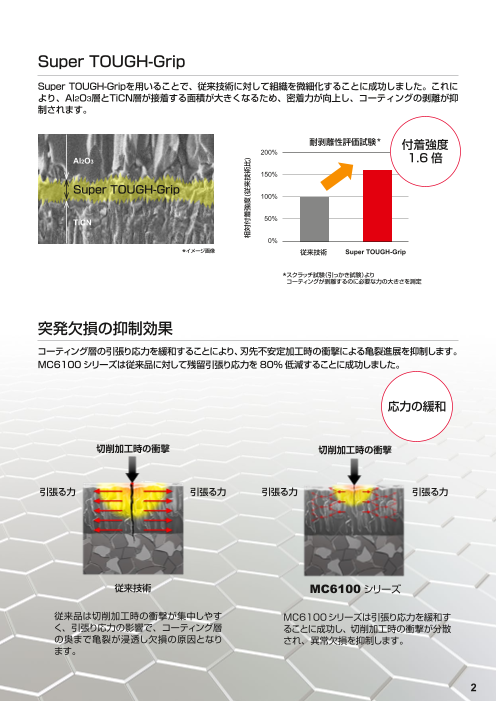
Super TOUGH-Grip
Super TOUGH-Gripを用いることで、従来技術に対して組織を微細化することに成功しました。これに
シリーズ より、Al2O3層とTiCN層が接着する面積が大きくなるため、密着力が向上し、コーティングの剥離が抑制されます。
耐剥離性評価試験* 付着強度
200%
Al2O3 1.6 倍
150%
Super TOUGH-Grip
100%
TiCN 50%
0%
*イメージ画像 従来技術 Super TOUGH-Grip
*ス クラッチ試験(引っかき試験)より コーティングが剥離するのに必要な力の大きさを測定
突発欠損の抑制効果
コーティング層の引張り応力を緩和することにより、刃先不安定加工時の衝撃による亀裂進展を抑制します。
MC6100 シリーズは従来品に対して残留引張り応力を 80% 低減することに成功しました。
応力の緩和
切削加工時の衝撃 切削加工時の衝撃
引張る力 引張る力 引張る力 引張る力
従来技術 MC6100 シリーズ
従来品は切削加工時の衝撃が集中しやす MC6100シリーズは引張り応力を緩和す
く、引張り応力の影響で、コーティング層 ることに成功し、切削加工時の衝撃が分散
の奥まで亀裂が浸透し欠損の原因となり され、異常欠損を抑制します。
ます。
2
相対付着強度(従来技術比)
Page4
鋼旋削加工用CVDコーテッド超硬材種
MC6125 NEW
鋼旋削加工の第一推奨
幅広い切削領域に対して安定加工を実現しました。
摩耗識別層 刃先視認性に優れた外観色
Ti 系化合物 /Al2O3 積層 さらなる耐摩耗性向上を実現
Super
ナノテクスチャー 高温でも驚異的な耐摩耗性を発揮
Al2O3 層
Super TOUGH-Grip 強固なコーティングを強固に密着
微細柱状 TiCN 層 高耐摩耗性コーティング
刃先稜線部と着座面の表面処理
耐溶着性・耐欠損性の向上をもたらす刃先稜線部の平滑化処理と加工時の振動を抑制する着座面処理を
適用することで、幅広い切削領域で安定した加工を実現させました。
S45C 耐摩耗性比較
MC6125は表面平滑化処理を行う事で、急激な摩耗成長もなく、安定した加工を実現します。
0.30
0.25
従来品
0.20
MC6125
0.15
<切削条件>
0.10 被 削 材 : S45C
イ ン サ ー ト : CNMG120408-MA
0.05 切 削 速 度 : vc = 200m/min
送 り 量 : f = 0.3mm/rev
0.00 切 込 み 量 : ap = 1.5mm
0 10 20 30 40 50 60 70 80 加 工 形 態 : 湿式切削
切削時間 (分)
3
逃げ面摩耗幅 (mm)
Page5
鋼旋削加工用CVDコーテッド超硬材種
MC6115
高速切削領域において、熱的安定性・耐摩耗性が
大幅にアップしました。
摩耗識別層 刃先視認性に優れた外観色
Super
ナノテクスチャー 高温でも驚異的な耐摩耗性を発揮
Al2O3 層
Super TOUGH-Grip 強固なコーティングを強固に密着
微細柱状 TiCN 層 高耐摩耗性コーティング
コーティング最外層の改良
MC6115は耐溶着性をさらに向上させ、寸法精度、仕上げ面の向上とともに、外観色を金色にすること
で摩耗識別性を高めました。
SCr420H 切削事例
刃先強化形ブレーカと従来品の低抵抗形ブレーカで比較し、MC6115は耐溶着性に優れ、溶着を起点と
する損傷を抑制します。
切削加工 2分後撮影
<切削条件>
被 削 材 : SCr420H 170HB
イ ン サ ー ト : CNMG120408-oo
切 削 速 度 : vc = 200m/min
送 り 量 : f = 0.3mm/rev
切 込 み 量 : ap = 1.5mm
加 工 形 態 : 乾式切削
MC6115 MHブレーカ 従来品 低抵抗ブレーカ
4
Page6
鋼旋削加工用インサートシリーズ
適用範囲
ISO CVD
10
20
P
30
40
選定基準
被削材 加工状態 選定材種
P 連続切削
安 定 MC6115
鋼 一 般
MC6125
不安定
断続切削 MC6035
5
鋼
MC6115
MC6015
UE6110
MC6125
MC6025
MC6035
Page7
鋼旋削加工用ブレーカシステム
ネガティブインサート
用精
途度 ブレーカ 特長 ブレーカ断面
LP 炭素鋼・合金鋼の軽切削用第一推奨ブレーカ 炭素鋼・合金鋼 0.1 mm コーナ部4 15°
軽切削領域内で、安定した切りくず処理を実現。 3
曲線切れ刃により、スムーズな切りくず排出が可能。 2 主切刃部
1 0.2 mm
0 11°0.1 0.3 0.5
f (mm/rev) CNMG120408-LP
SH 炭素鋼・合金鋼の軽切削用補間ブレーカ 炭素鋼・合金鋼 15°
コーナ部
4
軽切削領域内で低切込み・高送り切削領域に最適。 3
曲線切れ刃により、スムーズな切りくず排出が可能。 2
被削材硬度160-250HBに推奨。 15° 0.2 mm 主切刃部1
0
軽 0.1 0.3 0.5
切 f (mm/rev) CNMG120408-SH
削M
用 SA 炭素鋼・合金鋼の軽切削用補間ブレーカ 炭素鋼・合金鋼 25° 0.3 mm コーナ部4
軽切削領域内で低送り側での切りくず処理に優れる。 10°3
波形切れ刃により、倣い、引上げ加工に最適。 2 主切刃部
被削材硬度200-300HBに推奨。 25° 0.34 mm1
0 0.1 0.3 0.5 8°
f (mm/rev) CNMG120408-SA
SW 炭素鋼・合金鋼・ステンレス鋼・鋳鉄の軽切削用ワイパーインサート 炭素鋼・合金鋼 18° 0.15 mm
コーナ部
4
一般インサートと比較し、送り量を2倍上げても加工面粗さを維持。 7°3
広いチップポケットで切りくず詰まりを防止。 2
18° 0.15 mm 主切刃部1
0 7°0.1 0.3 0.5
f (mm/rev) CNMG120408-SW
MP 炭素鋼・合金鋼の中切削用第一推奨ブレーカ 炭素鋼・合金鋼 15° 0.15 mm コーナ部5
中切削領域および軽切削上限側を幅広くカバー。 4
倣い、引上げ加工に適するブレーカ形状。 3
切れ味と耐欠損性をバランスさせた刃形形状。 2 主切刃部
1 11° 0.2 mm
0 0.1 0.3 0.5
f (mm/rev) CNMG120408-MP
MA マルチアシストブレーカ 炭素鋼・合金鋼 22° 0.2 mm
コーナ部
5 6°
汎用切削領域に最適。 4
ポジランド刃形で切れ味が良い。 3
2 22° 0.2 mm 主切刃部
1 6°
0 0.1 0.3 0.5
f (mm/rev) CNMG120408-MA
MH 炭素鋼・合金鋼の中切削用補間ブレーカ 炭素鋼・合金鋼 16° 0.25 mm コーナ部5
中 フラットランド刃形で切れ刃強度が高い。 4
切M 適度なチップポケットで切りくず処理良好。 3削 2 16° 0.35 mm 主切刃部
用 1
0 0.1 0.3 0.5
f (mm/rev) CNMG120408-MH
無記号 炭素鋼・合金鋼の中切削用補間ブレーカ 炭素鋼・合金鋼 15° 0.25 mm
コーナ部
5
フラットランド刃形で切れ刃強度が高い。 4
汎用性の高い全周ブレーカ形状。 3
2 15° 0.25 mm 主切刃部
1
0 0.1 0.3 0.5
f (mm/rev) CNMG120408
MW 炭素鋼・合金鋼、ステンレス鋼、鋳鉄の中切削用ワイパー 炭素鋼・合金鋼 19° 0.25 mm コーナ部インサート 54
従来の2倍まで送りUPが可能。 3
広いチップポケットで切りくず詰まりを防止。 2 19° 0.3 mm 主切刃部
1
0 0.1 0.3 0.5
f (mm/rev) CNMG120408-MW
6
ap (mm) ap (mm) ap (mm) ap (mm) ap (mm) ap (mm) ap (mm) ap (mm) ap (mm)
Page8
鋼旋削加工用インサートシリーズ
鋼旋削加工用ブレーカシステム
ネガティブインサート
用精
途度 ブレーカ 特長 ブレーカ断面
RP 炭素鋼・合金鋼の荒切削用第一推奨ブレーカ
炭素鋼・合金鋼 0.33 mm コーナ部
断続切削、黒皮切削に最適。 7 3°
最適なすくい角により、強靭な刃先と低切削抵抗を実現。 5
3 0.33 mm 主切刃部
1
荒 0 0.1 0.3 0.5 0.7f (mm/rev)
切 CNMG120408-RP
削M
用 GH 炭素鋼・合金鋼、鋳鉄の荒切削用補間ブレーカ 鋳鉄 18° 0.32 mm
コーナ部
7
断続切削、黒皮切削に適する。
幅広ランドと大きなチップポケットの組合わせにより高送りが可能。 5
3 18° 0.32 mm
主切刃部
1
0 0.1 0.3 0.5 0.7
f (mm/rev) CNMG120408-GH
7
ap (mm) ap (mm)
Page9
推奨切削条件
ネガティブインサート(外径加工用バイト) (mm)
被削材 特性 切削領域 優先 材種 ブレーカ 切削速度 送り量 切込み量vc (m/min) f (mm/rev) ap
P L 1 MC6115 LP 250─480 0.10─0.40 0.30─2.00
L 2 MC6125 LP 275─425 0.10─0.40 0.30─2.00
L 3 MC6115 SH 250─480 0.10─0.40 0.30─2.00
L 4 MC6125 SH 275─425 0.10─0.40 0.30─2.00
L 5 MC6115 SA 250─480 0.10─0.40 0.30─2.00
L 6 MC6125 SA 275─425 0.10─0.40 0.30─2.00
L 7 MC6115 SW 250─480 0.10─0.50 0.30─2.50
L 8 MC6125 SW 275─425 0.10─0.50 0.30─2.50
M 1 MC6115 MP 230─440 0.16─0.50 0.30─4.00
M 2 MC6125 MP 250─390 0.16─0.50 0.30─4.00
M 3 MC6115 MA 230─440 0.2─0.500 0.30─4.00
M 4 MC6125 MA 250─390 0.20─0.50 0.30─4.00
M 5 MC6115 Std 230─440 0.25─0.60 1.50─5.00
M 6 MC6125 Std 250─390 0.25─0.60 1.50─5.00
M 7 MC6115 MW 230─440 0.20─0.60 0.90─4.00
M 8 MC6125 MW 250─390 0.20─0.60 0.90─4.00
R 1 MC6115 RP 215─415 0.25─0.60 1.50─6.00
R 2 MC6125 RP 235─370 0.25─0.60 1.50─6.00
R 3 MC6115 GH 215─415 0.25─0.60 1.50─6.00
R 4 MC6125 GH 235─370 0.25─0.60 1.50─6.00
L 1 MC6115 LP 250─480 0.10─0.40 0.30─2.00
L 2 MC6125 LP 275─425 0.10─0.40 0.30─2.00
L 3 MC6115 SH 250─480 0.10─0.40 0.30─2.00
L 4 MC6125 SH 275─425 0.10─0.40 0.30─2.00
L 5 MC6115 SA 250─480 0.10─0.40 0.30─2.00
炭素鋼・合金鋼 L 6 MC6125 SA 275─425 0.10─0.40 0.30─2.00
(S45C, SCM440など) 180─280HB L 7 MC6115 SW 250─480 0.10─0.50 0.30─2.50
L 8 MC6125 SW 275─425 0.10─0.50 0.30─2.50
M 1 MC6125 MP 250─390 0.16─0.50 0.30─4.00
M 2 MC6115 MP 230─440 0.16─0.50 0.30─4.00
M 3 MC6125 MA 250─390 0.20─0.50 0.30─4.00
M 4 MC6115 MA 230─440 0.20─0.50 0.30─4.00
M 5 MC6125 MH 250─390 0.20─0.55 1.00─4.00
M 6 MC6115 MH 230─440 0.20─0.55 1.00─4.00
M 7 MC6125 Std 250─390 0.25─0.60 1.50─5.00
M 8 MC6115 Std 230─440 0.25─0.60 1.50─5.00
M 9 MC6125 MW 250─390 0.20─0.60 0.90─4.00
M 10 MC6115 MW 230─440 0.20─0.60 0.90─4.00
R 1 MC6125 RP 235─370 0.25─0.60 1.50─6.00
R 2 MC6115 RP 215─415 0.25─0.60 1.50─6.00
R 3 MC6125 GH 235─370 0.25─0.60 1.50─6.00
R 4 MC6115 GH 215─415 0.25─0.60 1.50─6.00
L 1 MC6125 LP 275─425 0.10─0.40 0.30─2.00
L 2 MC6125 SH 275─425 0.10─0.40 0.30─2.00
L 3 MC6125 SA 275─425 0.10─0.40 0.30─2.00
M 1 MC6125 MP 250─390 0.16─0.50 0.30─4.00
M 2 MC6125 MA 250─390 0.20─0.50 0.30─4.00
M 3 MC6125 MH 250─390 0.20─0.55 1.00─4.00
M 4 MC6125 Std 250─390 0.25─0.60 1.50─5.00
M 5 MC6125 MW 250─390 0.20─0.60 0.90─4.00
R 1 MC6125 RP 235─370 0.25─0.60 1.50─6.00
R 2 MC6125 GH 235─370 0.25─0.60 1.50─6.00
*内径加工については、使用ボーリングバーの推奨切削条件をご参照ください。
切削状態: :安定切削 :一般切削 :不安定切削
切削領域: L:軽切削領域 M:中切削領域 R:荒切削領域
8
Page10
鋼旋削加工用インサートシリーズ
MC6100シリーズ
ネガティブインサート(穴つき) 軽切削 L 軽切削 L 軽切削 L 軽切削 L 中切削 M 中切削 MLP SH SA SW MP MA
M級精度
CNMG RE (ワイパー)
中切削 M 中切削 M 中切削 M 荒切削 R 荒切削 R
MH 無記号 MW RP GH
EPSR IC S
80º
(ワイパー)
(mm)
切 切
呼 び 記 号 削領 IC S RE D1 呼 び 記 号
削
領 IC S RE D1
域 域
CNMG120404-LP L a a 12.7 4.76 0.4 5.16 CNMG120404-MH M a a 12.7 4.76 0.4 5.16
CNMG120408-LP L a a 12.7 4.76 0.8 5.16 CNMG120408-MH M a a 12.7 4.76 0.8 5.16
CNMG120412-LP L a a 12.7 4.76 1.2 5.16 CNMG120412-MH M a a 12.7 4.76 1.2 5.16
CNMG120404-SH L a a 12.7 4.76 0.4 5.16 CNMG120416-MH M a a 12.7 4.76 1.6 5.16
CNMG120408-SH L a a 12.7 4.76 0.8 5.16 CNMG160608-MH M a a 15.875 6.35 0.8 6.35
CNMG120412-SH L a a 12.7 4.76 1.2 5.16 CNMG160612-MH M a a 15.875 6.35 1.2 6.35
CNMG120404-SA L a a 12.7 4.76 0.4 5.16 CNMG160616-MH M a a 15.875 6.35 1.6 6.35
CNMG120408-SA L a a 12.7 4.76 0.8 5.16 CNMG190612-MH M a a 19.05 6.35 1.2 7.93
CNMG120412-SA L a a 12.7 4.76 1.2 5.16 CNMG190616-MH M a a 19.05 6.35 1.6 7.93
CNMG120404-SW L a a 12.7 4.76 0.4 5.16 CNMG120404 M a a 12.7 4.76 0.4 5.16
CNMG120408-SW L a a 12.7 4.76 0.8 5.16 CNMG120408 M a a 12.7 4.76 0.8 5.16
CNMG120412-SW L a a 12.7 4.76 1.2 5.16 CNMG120412 M a a 12.7 4.76 1.2 5.16
CNMG120404-MP M a a 12.7 4.76 0.4 5.16 CNMG120416 M a a 12.7 4.76 1.6 5.16
CNMG120408-MP M a a 12.7 4.76 0.8 5.16 CNMG160608 M a a 15.875 6.35 0.8 6.35
CNMG120412-MP M a a 12.7 4.76 1.2 5.16 CNMG160612 M a a 15.875 6.35 1.2 6.35
CNMG120416-MP M a a 12.7 4.76 1.6 5.16 CNMG160616 M a a 15.875 6.35 1.6 6.35
CNMG160608-MP M a a 15.875 6.35 0.8 6.35 CNMG190608 M a a 19.05 6.35 0.8 7.93
CNMG160612-MP M a a 15.875 6.35 1.2 6.35 CNMG190612 M a a 19.05 6.35 1.2 7.93
CNMG160616-MP M a a 15.875 6.35 1.6 6.35 CNMG190616 M a a 19.05 6.35 1.6 7.93
CNMG120404-MA M a a 12.7 4.76 0.4 5.16 CNMG120408-MW M a a 12.7 4.76 0.8 5.16
CNMG120408-MA M a a 12.7 4.76 0.8 5.16 CNMG120412-MW M a a 12.7 4.76 1.2 5.16
CNMG120412-MA M a a 12.7 4.76 1.2 5.16 CNMG120408-RP R a a 12.7 4.76 0.8 5.16
CNMG120416-MA M a a 12.7 4.76 1.6 5.16 CNMG120412-RP R a a 12.7 4.76 1.2 5.16
CNMG160608-MA M a a 15.875 6.35 0.8 6.35 CNMG120416-RP R a a 12.7 4.76 1.6 5.16
CNMG160612-MA M a a 15.875 6.35 1.2 6.35 CNMG160612-RP R a a 15.875 6.35 1.2 6.35
CNMG160616-MA M a a 15.875 6.35 1.6 6.35 CNMG160616-RP R a a 15.875 6.35 1.6 6.35
CNMG190612-MA M a a 19.05 6.35 1.2 7.93 CNMG190612-RP R a a 19.05 6.35 1.2 7.93
CNMG190616-MA M a a 19.05 6.35 1.6 7.93 CNMG190616-RP R a a 19.05 6.35 1.6 7.93
CNMG120408-GH R a a 12.7 4.76 0.8 5.16
CNMG120412-GH R a a 12.7 4.76 1.2 5.16
CNMG120416-GH R a a 12.7 4.76 1.6 5.16
CNMG160612-GH R a a 15.875 6.35 1.2 6.35
CNMG160616-GH R a a 15.875 6.35 1.6 6.35
CNMG190612-GH R a a 19.05 6.35 1.2 7.93
CNMG190616-GH R a a 19.05 6.35 1.6 7.93
a =
a : 標準在庫品
9 (インサートは、1ケース 10 個入りです)
D1
MC6115
MC6125
MC6115
MC6125
Page11
ネガティブインサート(穴つき) 軽切削 L 軽切削 L 軽切削 LLP SH SA
M級精度
DNMG RE
中切削 M 中切削 M 中切削 M 中切削 M 荒切削 R 荒切削 R
MP MA MH 無記号 RP GH
EPSR
55º IC S
(mm)
切 切
呼 び 記 号 削領 IC S RE D1 呼 び 記 号
削
領 IC S RE D1
域 域
DNMG150404-LP L a a 12.7 4.76 0.4 5.16 DNMG150404-MP M a a 12.7 4.76 0.4 5.16
DNMG150408-LP L a a 12.7 4.76 0.8 5.16 DNMG150408-MP M a a 12.7 4.76 0.8 5.16
DNMG150412-LP L a a 12.7 4.76 1.2 5.16 DNMG150412-MP M a a 12.7 4.76 1.2 5.16
DNMG150604-LP L a a 12.7 6.35 0.4 5.16 DNMG150416-MP M a a 12.7 4.76 1.6 5.16
DNMG150608-LP L a a 12.7 6.35 0.8 5.16 DNMG150604-MP M a a 12.7 6.35 0.4 5.16
DNMG150612-LP L a a 12.7 6.35 1.2 5.16 DNMG150608-MP M a a 12.7 6.35 0.8 5.16
DNMG150404-SH L a a 12.7 4.76 0.4 5.16 DNMG150612-MP M a a 12.7 6.35 1.2 5.16
DNMG150408-SH L a a 12.7 4.76 0.8 5.16 DNMG150616-MP M a a 12.7 6.35 1.6 5.16
DNMG150412-SH L a a 12.7 4.76 1.2 5.16 DNMG150404-MA M a a 12.7 4.76 0.4 5.16
DNMG150604-SH L a a 12.7 6.35 0.4 5.16 DNMG150408-MA M a a 12.7 4.76 0.8 5.16
DNMG150608-SH L a a 12.7 6.35 0.8 5.16 DNMG150412-MA M a a 12.7 4.76 1.2 5.16
DNMG150612-SH L a a 12.7 6.35 1.2 5.16 DNMG150604-MA M a a 12.7 6.35 0.4 5.16
DNMG150404-SA L a a 12.7 4.76 0.4 5.16 DNMG150608-MA M a a 12.7 6.35 0.8 5.16
DNMG150408-SA L a a 12.7 4.76 0.8 5.16 DNMG150612-MA M a a 12.7 6.35 1.2 5.16
DNMG150412-SA L a a 12.7 4.76 1.2 5.16 DNMG150404-MH M a a 12.7 4.76 0.4 5.16
DNMG150604-SA L a a 12.7 6.35 0.4 5.16 DNMG150408-MH M a a 12.7 4.76 0.8 5.16
DNMG150608-SA L a a 12.7 6.35 0.8 5.16 DNMG150412-MH M a a 12.7 4.76 1.2 5.16
DNMG150612-SA L a a 12.7 6.35 1.2 5.16 DNMG150604-MH M a a 12.7 6.35 0.4 5.16
DNMG150608-MH M a a 12.7 6.35 0.8 5.16
DNMG150612-MH M a a 12.7 6.35 1.2 5.16
DNMG150404 M a a 12.7 4.76 0.4 5.16
DNMG150408 M a a 12.7 4.76 0.8 5.16
DNMG150412 M a a 12.7 4.76 1.2 5.16
DNMG150604 M a a 12.7 6.35 0.4 5.16
DNMG150608 M a a 12.7 6.35 0.8 5.16
DNMG150612 M a a 12.7 6.35 1.2 5.16
DNMG150408-RP R a a 12.7 4.76 0.8 5.16
DNMG150412-RP R a a 12.7 4.76 1.2 5.16
DNMG150416-RP R a a 12.7 4.76 1.6 5.16
DNMG150608-RP R a a 12.7 6.35 0.8 5.16
DNMG150612-RP R a a 12.7 6.35 1.2 5.16
DNMG150616-RP R a a 12.7 6.35 1.6 5.16
DNMG150408-GH R a a 12.7 4.76 0.8 5.16
DNMG150412-GH R a a 12.7 4.76 1.2 5.16
DNMG150608-GH R a a 12.7 6.35 0.8 5.16
DNMG150612-GH R a a 12.7 6.35 1.2 5.16
a =
10
D1
MC6115
MC6125
MC6115
MC6125
Page12
鋼旋削加工用インサートシリーズ
MC6100シリーズ
ネガティブインサート(穴つき) 軽切削 L 軽切削 L 軽切削 LLP SH SA
M級精度
SNMG RE
中切削 M 中切削 M 中切削 M 中切削 M 荒切削 R 荒切削 R
MP MA MH 無記号 RP GH
EPSR IC S
90º
(mm)
切 切
呼 び 記 号 削領 IC S RE D1 呼 び 記 号
削
領 IC S RE D1
域 域
SNMG120404-LP L a a 12.7 4.76 0.4 5.16 SNMG120404-MP M a a 12.7 4.76 0.4 5.16
SNMG120408-LP L a a 12.7 4.76 0.8 5.16 SNMG120408-MP M a a 12.7 4.76 0.8 5.16
SNMG120412-LP L a a 12.7 4.76 1.2 5.16 SNMG120412-MP M a a 12.7 4.76 1.2 5.16
SNMG120408-SH L a a 12.7 4.76 0.8 5.16 SNMG120404-MA M a a 12.7 4.76 0.4 5.16
SNMG120408-SA L a a 12.7 4.76 0.8 5.16 SNMG120408-MA M a a 12.7 4.76 0.8 5.16
SNMG120412-MA M a a 12.7 4.76 1.2 5.16
SNMG150608-MA M a a 15.875 6.35 0.8 6.35
SNMG150612-MA M a a 15.875 6.35 1.2 6.35
SNMG190612-MA M a a 19.05 6.35 1.2 7.93
SNMG190616-MA M a a 19.05 6.35 1.6 7.93
SNMG120408-MH M a a 12.7 4.76 0.8 5.16
SNMG120412-MH M a a 12.7 4.76 1.2 5.16
SNMG190612-MH M a a 19.05 6.35 1.2 7.93
SNMG190616-MH M a a 19.05 6.35 1.6 7.93
SNMG120404 M a a 12.7 4.76 0.4 5.16
SNMG120408 M a a 12.7 4.76 0.8 5.16
SNMG120412 M a a 12.7 4.76 1.2 5.16
SNMG150612 M a a 15.875 6.35 1.2 6.35
SNMG190612 M a a 19.05 6.35 1.2 7.93
SNMG190616 M a a 19.05 6.35 1.6 7.93
SNMG120408-RP R a a 12.7 4.76 0.8 5.16
SNMG120412-RP R a a 12.7 4.76 1.2 5.16
SNMG120416-RP R a a 12.7 4.76 1.6 5.16
SNMG150612-RP R a a 15.875 6.35 1.2 6.35
SNMG150616-RP R a a 15.875 6.35 1.6 6.35
SNMG190612-RP R a a 19.05 6.35 1.2 7.93
SNMG190616-RP R a a 19.05 6.35 1.6 7.93
SNMG120408-GH R a a 12.7 4.76 0.8 5.16
SNMG120412-GH R a a 12.7 4.76 1.2 5.16
SNMG120416-GH R a a 12.7 4.76 1.6 5.16
SNMG150612-GH R a a 15.875 6.35 1.2 6.35
SNMG190612-GH R a a 19.05 6.35 1.2 7.93
SNMG190616-GH R a a 19.05 6.35 1.6 7.93
a =
a : 標準在庫品
11 (インサートは、1ケース 10 個入りです)
D1
MC6115
MC6125
MC6115
MC6125
Page13
ネガティブインサート(穴つき) 軽切削 L 軽切削 L 軽切削 LLP SH SA
M級精度
TNMG RE
中切削 M 中切削 M 中切削 M 中切削 M 荒切削 R 荒切削 R
MP MA MH 無記号 RP GH
EPSR IC S
60º
(mm)
切 切
呼 び 記 号 削領 IC S RE D1 呼 び 記 号
削
領 IC S RE D1
域 域
TNMG160404-LP L a a 9.525 4.76 0.4 3.81 TNMG160404-MP M a a 9.525 4.76 0.4 3.81
TNMG160408-LP L a a 9.525 4.76 0.8 3.81 TNMG160408-MP M a a 9.525 4.76 0.8 3.81
TNMG160412-LP L a a 9.525 4.76 1.2 3.81 TNMG160412-MP M a a 9.525 4.76 1.2 3.81
TNMG220408-LP L a a 12.7 4.76 0.8 5.16 TNMG220408-MP M a a 12.7 4.76 0.8 5.16
TNMG220412-LP L a a 12.7 4.76 1.2 5.16 TNMG220412-MP M a a 12.7 4.76 1.2 5.16
TNMG160404-SH L a a 9.525 4.76 0.4 3.81 TNMG160404-MA M a a 9.525 4.76 0.4 3.81
TNMG160408-SH L a a 9.525 4.76 0.8 3.81 TNMG160408-MA M a a 9.525 4.76 0.8 3.81
TNMG220408-SH L a a 12.7 4.76 0.8 5.16 TNMG160412-MA M a a 9.525 4.76 1.2 3.81
TNMG160404-SA L a a 9.525 4.76 0.4 3.81 TNMG220408-MA M a a 12.7 4.76 0.8 5.16
TNMG160408-SA L a a 9.525 4.76 0.8 3.81 TNMG220412-MA M a a 12.7 4.76 1.2 5.16
TNMG160412-SA L a a 9.525 4.76 1.2 3.81 TNMG270608-MA M a a 15.875 6.35 0.8 6.35
TNMG220408-SA L a a 12.7 4.76 0.8 5.16 TNMG270612-MA M a a 15.875 6.35 1.2 6.35
TNMG160404-MH M a a 9.525 4.76 0.4 3.81
TNMG160408-MH M a a 9.525 4.76 0.8 3.81
TNMG160412-MH M a a 9.525 4.76 1.2 3.81
TNMG220408-MH M a a 12.7 4.76 0.8 5.16
TNMG220412-MH M a a 12.7 4.76 1.2 5.16
TNMG160404 M a a 9.525 4.76 0.4 3.81
TNMG160408 M a a 9.525 4.76 0.8 3.81
TNMG160412 M a a 9.525 4.76 1.2 3.81
TNMG220404 M a a 12.7 4.76 0.4 5.16
TNMG220408 M a a 12.7 4.76 0.8 5.16
TNMG220412 M a a 12.7 4.76 1.2 5.16
TNMG160408-RP R a a 9.525 4.76 0.8 3.81
TNMG160412-RP R a a 9.525 4.76 1.2 3.81
TNMG220408-RP R a a 12.7 4.76 0.8 5.16
TNMG220412-RP R a a 12.7 4.76 1.2 5.16
TNMG220416-RP R a a 12.7 4.76 1.6 5.16
TNMG270612-RP R a a 15.875 6.35 1.2 6.35
TNMG270616-RP R a a 15.875 6.35 1.6 6.35
TNMG160408-GH R a a 9.525 4.76 0.8 3.81
TNMG160412-GH R a a 9.525 4.76 1.2 3.81
TNMG220408-GH R a a 12.7 4.76 0.8 5.16
TNMG220412-GH R a a 12.7 4.76 1.2 5.16
TNMG220416-GH R a a 12.7 4.76 1.6 5.16
TNMG270612-GH R a a 15.875 6.35 1.2 6.35
TNMG270616-GH R a a 15.875 6.35 1.6 6.35
a =
12
D1
MC6115
MC6125
MC6115
MC6125
Page14
鋼旋削加工用インサートシリーズ
MC6100シリーズ
ネガティブインサート(穴つき) 軽切削 L 軽切削 LLP SH
M級精度
VNMG RE
中切削 M 中切削 M 中切削 M 中切削 M
EPSR MP MA MH 無記号
35º IC S
(mm)
切 切
呼 び 記 号 削領 IC S RE D1 呼 び 記 号
削
領 IC S RE D1
域 域
VNMG160404-LP L a a 9.525 4.76 0.4 3.81 VNMG160404-MP M a a 9.525 4.76 0.4 3.81
VNMG160408-LP L a a 9.525 4.76 0.8 3.81 VNMG160408-MP M a a 9.525 4.76 0.8 3.81
VNMG160404-SH L a a 9.525 4.76 0.4 3.81 VNMG160412-MP M a a 9.525 4.76 1.2 3.81
VNMG160408-SH L a a 9.525 4.76 0.8 3.81 VNMG160404-MA M a a 9.525 4.76 0.4 3.81
VNMG160408-MA M a a 9.525 4.76 0.8 3.81
VNMG160404-MH M a a 9.525 4.76 0.4 3.81
VNMG160408-MH M a a 9.525 4.76 0.8 3.81
VNMG160404 M a a 9.525 4.76 0.4 3.81
VNMG160408 M a a 9.525 4.76 0.8 3.81
VNMG160412 M a a 9.525 4.76 1.2 3.81
a =
a : 標準在庫品
13 (インサートは、1ケース 10 個入りです)
D1
MC6115
MC6125
MC6115
MC6125
Page15
ネガティブインサート(穴つき) 軽切削 L 軽切削 L 軽切削 L 軽切削 L 中切削 M 中切削 MLP SH SA SW MP MA
M級精度
WNMG EPSR (ワイパー)
80º
RE 中切削 M 中切削 M 中切削 M 荒切削 R 荒切削 R
MH 無記号 MW RP GH
IC S
(ワイパー)
(mm)
切 切
呼 び 記 号 削領 IC S RE D1 呼 び 記 号
削
領 IC S RE D1
域 域
WNMG080404-LP L a a 12.7 4.76 0.4 5.16 WNMG080404-MH M a a 12.7 4.76 0.4 5.16
WNMG080408-LP L a a 12.7 4.76 0.8 5.16 WNMG080408-MH M a a 12.7 4.76 0.8 5.16
WNMG080412-LP L a a 12.7 4.76 1.2 5.16 WNMG080412-MH M a a 12.7 4.76 1.2 5.16
WNMG080404-SH L a a 12.7 4.76 0.4 5.16 WNMG080404 M a a 12.7 4.76 0.4 5.16
WNMG080408-SH L a a 12.7 4.76 0.8 5.16 WNMG080408 M a a 12.7 4.76 0.8 5.16
WNMG080412-SH L a a 12.7 4.76 1.2 5.16 WNMG080412 M a a 12.7 4.76 1.2 5.16
WNMG080404-SA L a a 12.7 4.76 0.4 5.16 WNMG080408-MW M a a 12.7 4.76 0.8 5.16
WNMG080408-SA L a a 12.7 4.76 0.8 5.16 WNMG080412-MW M a a 12.7 4.76 1.2 5.16
WNMG080412-SA L a a 12.7 4.76 1.2 5.16 WNMG080408-RP R a a 12.7 4.76 0.8 5.16
WNMG080404-SW L a a 12.7 4.76 0.4 5.16 WNMG080412-RP R a a 12.7 4.76 1.2 5.16
WNMG080408-SW L a a 12.7 4.76 0.8 5.16 WNMG080408-GH R a a 12.7 4.76 0.8 5.16
WNMG080412-SW L a a 12.7 4.76 1.2 5.16 WNMG080412-GH R a a 12.7 4.76 1.2 5.16
WNMG080404-MP M a a 12.7 4.76 0.4 5.16 a =
WNMG080408-MP M a a 12.7 4.76 0.8 5.16
WNMG080412-MP M a a 12.7 4.76 1.2 5.16
WNMG080416-MP M a a 12.7 4.76 1.6 5.16
WNMG080404-MA M a a 12.7 4.76 0.4 5.16
WNMG080408-MA M a a 12.7 4.76 0.8 5.16
WNMG080412-MA M a a 12.7 4.76 1.2 5.16
WNMG080416-MA M a a 12.7 4.76 1.6 5.16
14
D1
MC6115
MC6125
MC6115
MC6125
Page16
鋼旋削加工用インサートシリーズ
切削性能
SCr420H 湿式連続切削加工 耐摩耗性比較
MC6125専用厚膜コーティングにより、摩耗進行を抑制します。
0.45
従来品A
0.4
従来品B
0.35
従来品C
0.3
0.25
0.2
MC6125
0.15 MA Br
0.1
0.05
0
0 10 20 30 40 50 60
切削時間 (min)
<切削条件>
被 削 材 : SCr420H
インサート : CNMG120408-oo
切 削 速 度 : vc=300m/min
送 り 量 : f=0.3mm/rev
切 込 み 量 : ap=1.5mm
加 工 形 態 : 湿式切削
MC6125 46分 従来品A 46分
MA Br
SCM440 断続切削加工 耐欠損性比較
突発欠損が発生しやすい切削条件下において、安定した加工を発揮します。
平均
平均
平均
<切削条件>
被 削 材 : SCM440
インサート : CNMG120408-oo
切 削 速 度 : vc=200m/min
送 り 量 : f=0.25mm/rev
切 込 み 量 : ap=1.5mm
加 工 形 態 : 湿式切削
MC6125 従来品A 従来品B
MA Br
15
逃げ面摩耗幅 VB (mm)
断続回数(回数)
Page17
S45C 乾式連続切削加工 耐摩耗性比較
“Super”ナノテクスチャーテクノロジーにより乾式加工でもクレーター摩耗進行を抑制します。
0.35
従来品A
0.3
従来品B
0.25
MC6115
0.2 MA Br
0.15
0.1
0.05
0
2 4 6 8 10 12 14 16
切削時間 (min)
<切削条件>
被 削 材 : S45C
インサート : CNMG120408-oo
切 削 速 度 : vc=300m/min
送 り 量 : f=0.3mm/rev
切 込 み 量 : ap=1.5mm
加 工 形 態 : 乾式切削
MC6115 10分 従来品A 10分 従来品B 8分
SUJ2 湿式連続切削加工 耐摩耗性比較
厚膜コーティングにより、高い耐逃げ面摩耗性を発揮します。
0.35
従来品C 従来品B 従来品A
0.3
0.25 MC6115MA Br
0.2
0.15
0.1
0.05
0
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
切削時間 (min)
<切削条件>
被 削 材 : SUJ2
インサート : CNMG120408-oo
切 削 速 度 : vc=300m/min
送 り 量 : f=0.3mm/rev
切 込 み 量 : ap=1.5mm
加 工 形 態 : 湿式切削
MC6115 12分 従来品A 12分 従来品B 12分
16
逃げ面摩耗幅 VB (mm) 逃げ面摩耗幅 VB (mm)
Page18
鋼旋削加工用インサートシリーズ
切削性能
SCM440 湿式連続切削加工 耐摩耗性比較
刃先強化形ブレーカを用いても、高速加工において優れた耐摩耗性を発揮します。
0.5
従来品B 従来品A
0.4
従来品C
0.3
MC6115
MH Br
0.2
0.1
0
2 4 6 7 8 10 12 14
切削時間 (min)
<切削条件>
被 削 材 : SCM440
インサート : CNMG120408-oo
切 削 速 度 : vc=350m/min
送 り 量 : f=0.3mm/rev
切 込 み 量 : ap=1.5mm
加 工 形 態 : 湿式切削
MC6115 10分 従来品A 10分 従来品B 8分
17
逃げ面摩耗幅 VB (mm)
Page19
使用例
イ ン サ ー ト CNMG120408-MA WNMG080408-MP
S45C 炭素鋼
加 工 物
部 品 名 六角材部品 自動車部品
加 工 箇 所 外径断続仕上げ加工 外径端面荒加工
切 削 速 度 vc (m/min) 150 80
送 り 量 f (mm/rev) 0.2 0.1-0.5
切 込 み 量 ap (mm) 2.0, 1.6 0.5
加 工 形 態 湿式切削 湿式切削
加工数(個) 加工数(個)
500 1000 500 1000 1500 2000 2500
MC6125 MC6125
結 果
従来品 従来品
従来品はチッピング起因の欠損が発生していたが、MC6125 優れた耐摩耗性と安定加工の実現により1.3倍以上の加工が
は切りくずも安定し、定数以上の安定加工を可能としました。 可能となりました。
イ ン サ ー ト DNMG150412-SH CNMG120408-MH
S53C 一般構造用鋼
加 工 物
部 品 名 ‒ ハブ
加 工 箇 所 外径断続仕上げ加工 端面加工
切 削 速 度 vc (m/min) 200 200→240
送 り 量 f (mm/rev) 0.3 0.25
切 込 み 量 ap (mm) 1.2 2.0
加 工 形 態 湿式切削 湿式切削
加工数(個) 加工数(個)
50 100 150 50 100 150 200
MC6125
結 果 MC6125
従来品 従来品
定数前欠損が課題であったが、MC6125は安定性がよく1.5 従来品よりも切削速度を上げることで、高効率化と工具寿命を
倍の加工数を実現できました。 向上させることができました。
イ ン サ ー ト CNMG120412-RP
SCM435
加 工 物
部 品 名 フランジ部品
加 工 箇 所 外径端面加工
切 削 速 度 vc (m/min) 200
送 り 量 f (mm/rev) 0.25
切 込 み 量 ap (mm) 1.5
加 工 形 態 湿式切削
加工数(個)
50 100
結 果 MC6125
従来品
従来品は加工数のばらつきが課題であったが、MC6125は安
定加工により、加工数を大幅に増やすことができました。
顧客使用事例により推奨条件と異なる場合があります。
18
切削条件 切削条件 切削条件
Page20
鋼旋削加工用インサートシリーズ
使用例
イ ン サ ー ト CNMG120408-MA WNMG080408-MA
SCM440 SCr440
加 工 物
部 品 名 重機部品 自動車部品
加 工 箇 所 内径加工 外径端面加工
切 削 速 度 vc (m/min) 150 290
送 り 量 f (mm/rev) 0.3 0.25
切 込 み 量 ap (mm) 1.5 1.0
加 工 形 態 湿式切削 湿式切削
加工数(個) 加工数(個)
1 2 3 20 40 60
MC6115 MC6115結 果
従来品 従来品
内径Φ430mmの大型ワークに対し、耐摩耗性に優れ、従来 従来品以上の寿命で仕上げ面が安定しました。
品の1.5倍の寿命延長が図れました。
イ ン サ ー ト WNMG080408-MA WNMG080412-MP
SUJ2 SCr420H
加 工 物
部 品 名 軸受部品 機械部品
加 工 箇 所 外径端面加工 端面加工
切 削 速 度 vc (m/min) 198-278 235
送 り 量 f (mm/rev) 0.21-0.3 0.35
切 込 み 量 ap (mm) 1.0 1.0
加 工 形 態 湿式切削 湿式切削
加工数(個) 加工数(個)
100 200 300 100 200 300
結 果 MC6115 MC6115
従来品 従来品
耐摩耗性に優れ、従来品の2倍の寿命延長が実現しました。 従来品に比べて摩耗量が少なく、安定した加工で寿命延長を実
現しました。
イ ン サ ー ト WNMG080408-MP WNMG080416-MA
SCr440 S50C
加 工 物
部 品 名 ハブ部品 ジョイント部品
加 工 箇 所 外径端面加工 内径端面加工
切 削 速 度 vc (m/min) 300 215
送 り 量 f (mm/rev) 0.25-0.35 0.25-0.27
切 込 み 量 ap (mm) 1-2.5 3.15
加 工 形 態 湿式切削 湿式切削
加工数(個) 加工数(個)
100 200 300 50 150 250 350
MC6115
結 果 MC6115
従来品 従来品
従来品より耐摩耗性に優れ、寿命延長が実現しました。 鍛造品の荒加工で従来品より耐摩耗性に優れ1.5倍の寿命延
長が実現しました。
顧客使用事例により推奨条件と異なる場合があります。
19
切削条件 切削条件 切削条件