




【超硬ヘッド】+【超硬シャンク】の組み合わせにより
高剛性を実現
このカタログについて
| ドキュメント名 | ヘッド交換式エンドミル |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.2Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOL NEWS 2021.2 改訂B200J
ヘッド交換式エンドミル
iMX シリーズ エンドミルシリーズ 拡大
「超硬」+「超硬」
(ヘッド) (ホルダ)
の2面拘束
クーラントホール付き4枚刃ワイドボールヘッド B4WH-Sを追加
NEW
NEW
チタン合金加工用クーラントホール付き4枚刃ラジアスヘッドRC4FCを追加(2020.11)
Page2
ヘッド交換式エンドミル
iMX エンドミルシリーズ
鋼製のねじを特殊接合
内部給油に対応可
Point
2面拘束(テーパ+端面)
Point 超硬一体式ホルダ
超硬
合金 鋼 鋼
超硬
合金
iMXエンドミルシリーズは、ソリッド工具と刃先交換式工具の長所を融合させることで、
高精度・高剛性・高能率加工を可能にした、画期的なツーリングシステムです。
aヘッドとホルダの拘束面をすべて超硬製とすることで、ソリッド工具に近い剛性を確保。
aアプリケーションに応じた多彩なヘッド交換が可能であり、経済性に優れる。
1
Page3
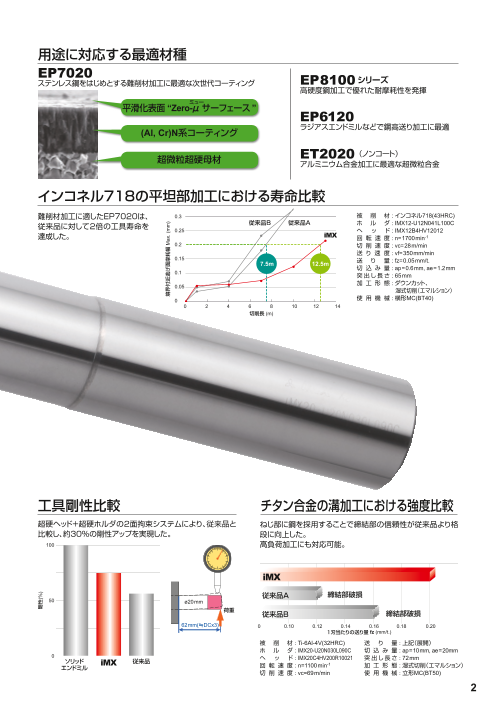
用途に対応する最適材種
EP7020
ステンレス鋼をはじめとする難削材加工に最適な次世代コーティング EP8100 シリーズ
高硬度鋼加工で優れた耐摩耗性を発揮
ミュー
平滑化表面 “Zero-μ サーフェース ”
EP6120
(Al, Cr)N ラジアスエンドミルなどで鋼高送り加工に最適系コーティング
超微粒超硬母材 ET2020(ノンコート)アルミニウム合金加工に最適な超微粒合金
インコネル718の平坦部加工における寿命比較
難削材加工に適したEP7020は、 0.3 被 削 材 : インコネル718(43HRC)
従来品に対して2倍の工具寿命を 従来品B 従来品A ホ ル ダ : IMX12-U12N041L100C0.25 ヘ ッ ド : IMX12B4HV12012
達成した。 iMX 回 転 速 度 : n=1700min-1
0.2 切 削 速 度 : vc=28m/min
送 り 速 度 : vf=350mm/min
0.15
7.5m 12.5m 送 り 量 : fz=0.05mm/t.
切 込 み 量 : ap=0.6mm, ae=1.2mm
0.1 突 出し長 さ : 65mm
0.05 加 工 形 態 : ダウンカット、
湿式切削(エマルション)
0 使 用 機 械 : 横形MC(BT40)
0 2 4 6 8 10 12 14
切削長 (m)
工具剛性比較 チタン合金の溝加工における強度比較
超硬ヘッド+超硬ホルダの2面拘束システムにより、従来品と ねじ部に鋼を採用することで締結部の信頼性が従来品より格
比較し、約30%の剛性アップを実現した。 段に向上した。
100 高負荷加工にも対応可能。
iMX
従来品A 締結部破損
50 ø20mm
荷重 従来品B 締結部破損
62mm(iDCx3) 0 0.10 0.12 0.14 0.16 0.18 0.20
1刃当たりの送り量 fz (mm/t.)
被 削 材 : Ti-6Al-4V(32HRC) 送 り 量 : 上記(展開)
ホ ル ダ : IMX20-U20N030L090C 切 込 み 量 : ap=10mm, ae=20mm
0
ソリッド iMX 従来品 ヘ ッ ド : IMX20C4HV200R10021 突 出し長 さ : 72mm
エンドミル 回 転 速 度 : n=1100min
-1 加 工 形 態 : 湿式切削(エマルション)
切 削 速 度 : vc=69m/min 使 用 機 械 : 立形MC(BT50)
2
剛性(%)
境界付近逃げ面摩耗幅 Max. (mm)
Page4
ヘッド交換式エンドミル
iMX ニューラインアップ
NEW
iMX-B4WH-S アンダーカット・内曲面形状に
ワイドボール形状
有効角 240°のワイドな切れ刃により、
アンダーカット面の仕上げ加工に最適です。
240°
強ねじれ刃
強ねじれ刃は、切削抵抗を低減し、突出し
の長い加工においても、びびり振動を抑制
します。
クーラントホール
各切れ刃外周に設置されたクーラントホールは、被削材の形
状等により、外部クーラントが届きにくい場合にも、安定して
クーラント供給が可能です。
SUS630 縦方向送りびびり振動抑制比較
切削速度 40 m/min 60 m/min 80 m/min
送り方向
iMX-B4WH-S
画像位置
加工面良好 加工面良好 加工面良好
<切削条件>
従来品 被 削 材 : SUS630使 用 工 具 : IMX10B4WH12008S
送 り 量 : fz=0.03mm/t.
切 込 み 量 : ae=0.3mm
突 出 し 長 さ : 60mm, L/D=5
加 工 形 態 : 内部給油(エマルション)
びびり振動発生 びびり振動発生 びびり振動発生
3
Page5
NEW
iMX-RC4F-C チタン合金・ステンレス鋼に
チタン合金加工用として、ラフィング形状にセンタースルークーラントホール付きのラジアスタイ
プを追加しました。
ラフィング形状により切削抵抗が低減され、機械剛性やワーク剛性が低い場合、工具突出し長さが
長い場合に有効です。またセンタースルークーラントホールにより、切りくず排出性を向上させました。
センタースルークーラントホール
切りくず排出性を向上しました。
新ラフィング形状を採用
ラフィング形状の最適化により、耐欠損性を向上し
ました。
新R刃を採用
送り方向
切れ刃損傷の低減に新 R 刃を採用
しました。
画像位置
4
Page6
ヘッド交換式エンドミル
マークの見方
材質 許容差
極超微粒子超硬合金 外径の許容差
刃部材質に極超微粒子超硬合金を使用。 エンドミルの外径の許容差。
角度・クーラントホール・シャープコーナ・ギャッシュランド ボール半径の許容差
ボールエンドミルのRの許容差。
ねじれ角
エンドミルのねじれ角。
ラジアス半径の許容差
ラジアスエンドミルのRの許容差。
底刃クーラントホール付
先端径の許容差
エンドミルの先端径の許容差。
外周刃クーラントホール付
シャンク径の許容差
エンドミルのシャンク径の許容差。
シャープコーナ
エンドミルの刃先がシャープコーナ。
ギャッシュランド
エンドミルの刃先がギャッシュランド付。
突出し長さ別補正率(肩削り加工)
推奨切削条件に突出し長さ別補正率を掛けてご使用ください。
長刃タイプ、オフセット、ワイドボールヘッドは各推奨条件に記載していますのでそちらをご参照ください。
(mm)
炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、
フェライト系・マルテンサイト系ステンレス鋼、チタン合金
被削材
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど
L/D 切削速度 回転速度 送り量 切込み量 切削速度 回転速度 送り量 切込み量 切削速度 回転速度 送り量 切込み量 (m/min) (min-1) (mm/t.) ae (m/min) (min-1) (mm/t.) ae (m/min) (min-1) (mm/t.) ae
2 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
3 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100%
4 80% 80% 90% 70% 80% 80% 90% 70% 80% 80% 90% 70%
5 60% 60% 80% 40% 60% 60% 80% 40% 60% 60% 80% 40%
6 50% 50% 70% 30% 50% 50% 70% 30% 50% 50% 70% 30%
7 40% 40% 70% 20% 40% 40% 70% 20% 30% 30% 60% 20%
8 40% 40% 60% 10% 40% 40% 60% 10% 30% 30% 50% 10%
9 30% 30% 60% 10% 30% 30% 60% 10% 20% 20% 50% 10%
析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金
被削材
SUS630、SUS631など Inconel718など
L/D 切削速度 回転速度 送り量 切込み量 切削速度 回転速度 送り量 切込み量 (m/min) (min-1) (mm/t.) ae (m/min) (min-1) (mm/t.) ae
2 100% 100% 100% 100% 100% 100% 100% 100%
3 100% 100% 100% 100% 100% 100% 100% 100%
4 80% 80% 90% 70% 80% 80% 90% 70%
5 60% 60% 80% 40% 60% 60% 80% 40%
6 50% 50% 70% 30% 50% 50% 70% 30%
7 30% 30% 60% 20% 30% 30% 60% 20%
8 30% 30% 50% 10% 30% 30% 50% 10%
9 20% 20% 50% 10% 20% 20% 50% 10%
5
Page7
iMXエンドミルシリーズ一覧
ヘッド
(mm)
被削材
P H M S N
ク 炭 工 55 55 ス チ 銅 ア 掲
用途・特長 刃 外径 ー長素 具 HRC HRC テ タ 合 ル形状 型番 エンドミル外観 ラ 鋼 鋼 以 超 ン ン 金 ミ
載
など DC ン え
レ ・ ニ ペ
数 刃 下 ス 耐 ウ ー
ト 鋼 熱 ム合 合 ジ
金 金
スクエア
3枚刃制振スクエアヘッド
3 iMX-S3HV 10─25 e u e e u P.9
4枚刃制振スクエアヘッド
10─32 P.13
難削材加工用 4 iMX-S4HV e u e e u4枚刃制振スクエアヘッド 長刃タイプ
16, 20 a P.13
クーラントホール付き4枚刃制振スクエアヘッド
4 iMX-S4HV-S 10─25 a e u e e u P.14
アルミニウム合金加工用3枚刃スクエアヘッド
アルミニウム合金
加工用 3 iMX-S3A 10─28 e P.20
ラジアス
4枚刃制振ラジアスヘッド
10─28 P.39
4 iMX-C4HV e u e e u4枚刃制振ラジアスヘッド 長刃タイプ
16, 20 a P.40
難削材加工用 クーラントホール付き4枚刃制振ラジアスヘッド
4 iMX-C4HV-S 10─25 a e u e e u P.41
6 iMX-C6HV 多刃制振ラジアスヘッド 10, 12 e u e e
10 iMX-C10HV 16 e u e e P.47
12 iMX-C12HV 20, 25 e u e e
クーラントホール付き
高送り加工用4枚刃複合ラジアスヘッド
高送り加工用 4 iMX-C4FD-C 10─25 a e e e e e u P.49
高能率加工用4枚刃制振ラジアスヘッド
高能率加工用 4 iMX-C4FV 10─25 e e e P.51
アルミニウム合金加工用3枚刃ラジアスヘッド
アルミニウム合金
加工用 3 iMX-C3A 10─28 e P.53
8 iMX-C8T-C クーラントホール付き多刃テーパラジアスヘッド 8 a e e
10 iMX-C10T-C 10 a e e
ブレード
加工用 P.5612 iMX-C12T-C 15, 19 a e e
15 iMX-C15T-C 15, 19 a e e
6
Page8
ヘッド交換式エンドミル
iMXエンドミルシリーズ一覧
ヘッド
(mm)
被削材
P H M S N
ク 炭 工 55 55 ス チ 銅 ア 掲
形状 用途・特長
刃 ー長素 具 HRC HRC テ タ 合 ル 載
など 型番 エンドミル外観
外径 ラ 鋼 鋼 以 超 ン ン 金 ミDC 下 え レ ・ ニ ペ数 ン刃 ス 耐 ウ ー
ト 鋼 熱 ム合 合 ジ
金 金
ラフィング
4枚刃ラフィングヘッド
難削材加工用 4 iMX-R4F 10─25 e u e e u P.23
クーラントホール付き4枚刃ラフィングラジアスヘッド
チタン合金加工用 4 iMX-RC4F-C 10─20 a u u e P.25
ボール
高硬度鋼加工用2枚刃ボールヘッド
2 iMX-B2S 16─20 e P.27
高硬度鋼加工用
高硬度鋼加工用4枚刃ボールヘッド
4 iMX-B4S 16─20 e P.28
高能率加工用3枚刃制振ボールヘッド
高能率加工用 3 iMX-B3FV 10─20 e e P.29
4枚刃制振ボールヘッド
4 iMX-B4HV 10─25 e u e e u P.31
クーラントホール付き4枚刃制振ボールヘッド
難削材加工用 4 iMX-B4HV-E 10─25 a e u e e u P.32
6枚刃制振ボールヘッド
6 iMX-B6HV 10─25 e u e e P.35
ワイドボール
クーラントホール付き4枚刃ワイドボールヘッド
難削材加工用 4 iMX-B4WH-S 12─20 a e u e e u P.37
面取り
3枚刃面取りヘッド
3 iMX-CH3L 10─20 e u u e e P.57
面取り加工用
6枚刃面取りヘッド
6 iMX-CH6V 12─20 e u u e e P.59
7
Page9
ホルダ
アンダカットタイプの長さは、ミディアム・セミロング・ロングから選択することができます。
形状 長さ テーパ半角 材質 掲載ページ
ミディアム 超硬 P.61
アンダカット セミロング ─
ロング 鋼 P.62
ストレート セミロング ロング ─ 超硬 P.61
ストレート
高剛性ストレート ミディアム ─ 鋼 P.62
テーパネック ロング 1° 超硬 P.61
8
Page10
ヘッド交換式エンドミル
超硬 iMX-S3HV 42°43.5°
3枚刃制振スクエアヘッド 45°TOOL NEWS
炭素鋼・合金鋼・鋳鉄 工具鋼・プリハードン鋼・高硬度鋼 高硬度鋼 高硬度鋼 オーステナイト系 チタン合金
(<30HRC) (≦45HRC) (≦55HRC) (>55HRC) ステンレス鋼 耐熱合金 銅合金 アルミニウム合金
e u e e u
ス
ク
エ
ア 図1
APMX
ボ
LH APMXー 曲面刃
ル
ラ
ジ
ア
ス DC≦12 DC>12 0 0
- 0.020 - 0.030
a
テ 1本で肩削り加工・溝加工・突き加工が可能な3枚刃エンドミルです。
ー a不等リードの採用により、びびりを抑制し安定加工を実現します。 (mm)
パ 材種
呼び記号 DC APMX LH DCON 刃数 図
面
取 IMX10S3HV10008 10 8 16 9.7 3 a 1
り IMX12S3HV12009 12 9.6 19 11.7 3 a 1
IMX16S3HV16012 16 12.8 24 15.5 3 a 1
ラ IMX20S3HV20016 20 16 30 19.5 3 a 1
フ IMX25S3HV25020 25 20 37.5 24.5 3 a 1
ィ
ン 注1) ヘッドとホルダは締結サイズが同じものをご使用ください。(65ページ参照)
グ
a : 標準在庫品
9
DC
DCON
EP7020
Page11
超硬
推奨切削条件
y肩削り加工 (L/D=3) ス
L/D=3以外の場合、この推奨切削条件に、5ページの突出し長さ別補正率を掛けてご使用ください。 クエ
(mm) ア
炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、
フェライト系・マルテンサイト系ステンレス鋼、チタン合金
被削材 ボ
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、 ー
SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど ル
外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量
DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae
10 150 4800 0.09 1300 8 2 120 3800 0.06 680 8 2 100 3200 0.075 720 8 2 ラジ
12 150 4000 0.09 1100 9.6 2.4 120 3200 0.065 620 9.6 2.4 100 2700 0.08 650 9.6 2.4 ア
16 150 3000 0.1 900 12.8 3.2 120 2400 0.075 540 12.8 3.2 100 2000 0.09 540 12.8 3.2 ス
20 150 2400 0.1 720 16 4 120 1900 0.075 430 16 4 100 1600 0.09 430 16 4
25 150 1900 0.12 680 20 5 120 1500 0.075 340 20 5 100 1300 0.09 350 20 5
ae テー
切込み量
基準 ap パ
面
析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金 取
被削材 り
SUS630、SUS631など Inconel718など
ラ
外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 フ
DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae ィ
10 75 2400 0.06 430 8 2 40 1300 0.04 160 8 1 ン
12 75 2000 0.065 390 9.6 2.4 40 1100 0.045 150 9.6 1.2 グ
16 75 1500 0.075 340 12.8 3.2 40 800 0.05 120 12.8 1.6
20 75 1200 0.075 270 16 4 40 640 0.05 96 16 2
25 75 950 0.075 210 20 5 40 510 0.05 77 20 2.5
ae
切込み量
基準 ap
注1) ステンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制 振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
10
Page12
ヘッド交換式エンドミル
超硬 iMX-S3HV
3枚刃制振スクエアヘッド
ス y溝加工
ク (mm)
エ 炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、
ア フェライト系・マルテンサイト系ステンレス鋼、チタン合金
被削材
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
ボ SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど
ー 外径 切削速度 回転速度 送り量 送り速度 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切削速度 回転速度 送り量 送り速度 切込み量
ル DC (m/min) (min-1) (mm/t.) (mm/min) ap (m/min) (min-1) (mm/t.) (mm/min) ap (m/min) (min-1) (mm/t.) (mm/min) ap
10 100 3200 0.04 380 5 80 2500 0.03 230 5 75 2400 0.03 200 5
ラ 12 100 2700 0.05 410 6 80 2100 0.04 250 6 75 2000 0.04 240 6
ジ 16 100 2000 0.07 420 8 80 1600 0.05 240 8 75 1500 0.06 270 8
ア 20 100 1600 0.07 340 10 80 1300 0.05 200 10 75 1200 0.06 220 10
ス 25 100 1300 0.08 310 12 80 1000 0.05 150 12 75 950 0.06 170 12
DC
切込み量
テ 基準 ap
ー DC: エンドミル外径
パ
析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金
面 被削材
取 SUS630、SUS631など Inconel718など
り
外径 切削速度 回転速度 送り量 送り速度 切込み量 切削速度 回転速度 送り量 送り速度 切込み量
DC (m/min) (min-1ラ ) (mm/t.) (mm/min) ap (m/min) (min
-1) (mm/t.) (mm/min) ap
フ 10 60 1900 0.025 140 5 30 950 0.02 57 2
ィ 12 60 1600 0.035 170 6 30 800 0.03 72 2.4
ン
グ 16 60 1200 0.05 180 8 30 600 0.05 90 3.2
20 60 950 0.05 140 10 30 480 0.05 72 4
25 60 760 0.05 110 12 30 380 0.05 57 5
DC
切込み量 ap
基準
DC: エンドミル外径
注1) ス テンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制 振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
11
Page13
超硬
y縦送り加工 (mm) スク
炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、 エ
フェライト系・マルテンサイト系ステンレス鋼、チタン合金 ア
被削材
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど ボ
外径 切削速度 回転速度 送り量 送り速度 穴深さ ステップ量 切削速度 回転速度 送り量 送り速度 穴深さ ステップ量 切削速度 回転速度 送り量 送り速度 穴深さ ステップ量 ー
DC (m/min) (min-1) (mm/rev) (mm/min) ap ap2 (m/min) (min-1) (mm/rev) (mm/min) ap ap2 (m/min) (min-1) (mm/rev) (mm/min) ap ap2 ル
10 100 3200 0.14 450 5 2.5 70 2200 0.09 200 5 2 60 1900 0.03 57 5 0.6
12 100 2700 0.14 380 6 2.5 70 1900 0.09 170 6 2 60 1600 0.03 48 6 0.6 ラ
16 100 2000 0.14 280 8 2.5 70 1400 0.09 130 8 2 60 1200 0.03 36 8 0.6 ジ
20 100 1600 0.14 220 10 2.5 70 1100 0.09 99 10 2 60 950 0.03 29 10 0.6 ア
25 100 1300 0.14 180 12.5 2.5 70 890 0.09 80 12.5 2 60 760 0.03 23 12.5 0.6 ス
切込み量
基準 ap テ
ー
パ
析出硬化系ステンレス鋼、コバルトクロム合金
被削材 面
SUS630、SUS631など 取
り
外径 切削速度 回転速度 送り量 送り速度 穴深さ ステップ量
DC (m/min) (min-1) (mm/rev) (mm/min) ap ap2 ラ
10 40 1300 0.03 39 5 0.6 フ
12 40 1100 0.03 33 6 0.6 ィ
16 40 800 0.03 24 8 0.6 ング
20 40 640 0.03 19 10 0.6
25 40 510 0.03 15 12.5 0.6
切込み量
基準 ap
注1) ステンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 制 振タイプは一般タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。切込み量
が小さい場合、回転速度と送り速度を上げることができます。
注3) 送り量は、1回転当たりの送り量を掲載しています。
12
Page14
ヘッド交換式エンドミル
42°
超硬 iMX-S4HV 45°
4枚刃制振スクエアヘッド TOOL NEWS
炭素鋼・合金鋼・鋳鉄 工具鋼・プリハードン鋼・高硬度鋼 高硬度鋼 高硬度鋼 オーステナイト系 チタン合金
(<30HRC) (≦45HRC) (≦55HRC) (>55HRC) ステンレス鋼 耐熱合金 銅合金 アルミニウム合金
e u e e u
ス
ク
エ
ア 図1
APMX
ボ LH APMX
ー 曲面刃
ル
ラ 図2
ジ
ア
ス DC≦12 DC>12
APMX
APMX
0 0 LH
- 0.020 - 0.030 曲面刃オフセットタイプ
a
テ 不等リードの採用により、びびりを抑制し安定加工を実現します。
ー (mm)
パ 材種
呼び記号 DC APMX LH DCON 刃数 図
面
取 IMX10S4HV10010 10 10 16 9.7 4 a 1
り IMX10S4HV12012 12 12.5 19 9.7 4 a 2
IMX12S4HV12012 12 12 19 11.7 4 a 1
ラ IMX12S4HV14014 14 14.5 22.5 11.7 4 a 2
フ IMX16S4HV16016 16 16 24 15.5 4 a 1
ィ
ン IMX16S4HV18018 18 18.5 27 15.5 4 a 2
グ IMX20S4HV20020 20 20 30 19.5 4 a 1
IMX20S4HV22023 22 23 33 19.5 4 a 2
IMX25S4HV25025 25 25 37.5 24.5 4 a 1
IMX25S4HV28029 28 29 41.5 24.5 4 a 2
IMX25S4HV30031 30 31 43.5 24.5 4 a 2
IMX25S4HV32033 32 33 45.5 24.5 4 a 2
図3
APMX
APMX
LH 曲面刃
y長刃タイプ (mm)
材種
呼び記号 DC APMX LH DCON 刃数 図
IMX16S4HV16032 16 32 40 15.5 4 a 3
IMX20S4HV20040 20 40 50 19.5 4 a 3
注1) ヘッドとホルダは締結サイズが同じものをご使用ください。(65ページ参照)
a : 標準在庫品
13
DC DC DC
DCON DCON DCON
EP7020 EP7020
Page15
iMX-S4HV-S 42°45° 超硬
クーラントホール付き4枚刃制振スクエアヘッド TOOL NEWS
炭素鋼・合金鋼・鋳鉄 工具鋼・プリハードン鋼・高硬度鋼 高硬度鋼 高硬度鋼 オーステナイト系 チタン合金
(<30HRC) (≦45HRC) (≦55HRC) (>55HRC) ステンレス鋼 耐熱合金 銅合金 アルミニウム合金
e u e e u
ス
ク
エ
図1 ア
APMX
LH APMX ボ
曲面刃 ー
ル
ラ
ジ
DC≦12 DC>12 ア
0 0 ス
- 0.020 - 0.030
a各切れ刃にクーラントホールを配置し、常に安定したクーラント供給が可能です。
a不等リードの採用により、びびりを抑制し安定加工を実現します。 テ (mm) ー
材種 パ
呼び記号 DC APMX LH DCON 刃数 図
面
IMX10S4HV10010S 10 10 16 9.7 4 a 1 取
IMX12S4HV12012S 12 12 19 11.7 4 a 1 り
IMX16S4HV16016S 16 16 24 15.5 4 a 1
IMX20S4HV20020S 20 20 30 19.5 4 a 1 ラ
IMX25S4HV25025S 25 25 37.5 24.5 4 a 1 フ
ィ
注1) ヘッドとホルダは締結サイズが同じものをご使用ください。(65ページ参照) ン
グ
14
DC
DCON
EP7020
Page16
ヘッド交換式エンドミル
超硬 iMX-S4HV/iMX-S4HV-S
4枚刃制振スクエアヘッド(クーラントホール無/付)
推奨切削条件
ス y肩削り加工 (L/D=3)
ク
エ L/D=3以外の場合、この推奨切削条件に、5ページの突出し長さ別補正率を掛けてご使用ください。
ア (mm)
炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、
フェライト系・マルテンサイト系ステンレス鋼、チタン合金
ボ 被削材
ー S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
ル SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど
外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量
DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae
ラ
ジ 10 150 4800 0.09 1700 10 2 120 3800 0.06 910 10 2 100 3200 0.075 960 10 2
ア 12 150 4000 0.09 1400 12 2.4 120 3200 0.065 830 12 2.4 100 2700 0.08 860 12 2.4
ス 16 150 3000 0.1 1200 16 3.2 120 2400 0.075 720 16 3.2 100 2000 0.09 720 16 3.2
20 150 2400 0.1 960 20 4 120 1900 0.075 570 20 4 100 1600 0.09 580 20 4
25 150 1900 0.12 910 25 5 120 1500 0.075 450 25 5 100 1300 0.09 470 25 5
テ
ー ae
パ 切込み量基準 ap
面
取 析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金
り 被削材
SUS630、SUS631など Inconel718など
ラ
フ 外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量
ィ DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae
ン 10 75 2400 0.06 580 10 2 40 1300 0.04 210 10 1
グ 12 75 2000 0.065 520 12 2.4 40 1100 0.045 200 12 1.2
16 75 1500 0.075 450 16 3.2 40 800 0.05 160 16 1.6
20 75 1200 0.075 360 20 4 40 640 0.05 130 20 2
25 75 950 0.075 290 25 5 40 510 0.05 100 25 2.5
ae
切込み量
基準 ap
注1) ス テンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制 振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
15
Page17
超硬
y溝加工 (mm) スク
炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、 エ
フェライト系・マルテンサイト系ステンレス鋼、チタン合金 ア
被削材
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど ボ
外径 切削速度 回転速度 送り量 送り速度 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 ー
DC (m/min) (min-1) (mm/t.) (mm/min) ap (m/min) (min-1) (mm/t.) (mm/min) ap (m/min) (min-1) (mm/t.) (mm/min) ap ル
10 100 3200 0.04 510 5 80 2500 0.03 300 5 75 2400 0.03 290 5
12 100 2700 0.05 540 6 80 2100 0.04 340 6 75 2000 0.04 320 6 ラ
16 100 2000 0.07 560 8 80 1600 0.05 320 8 75 1500 0.06 360 8 ジ
20 100 1600 0.07 450 10 80 1300 0.05 260 10 75 1200 0.06 290 10 ア
25 100 1300 0.08 420 12 80 1000 0.05 200 12 75 950 0.06 230 12 ス
DC
切込み量
基準 ap テ
DC: エンドミル外径 ー
パ
析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金
被削材 面
SUS630、SUS631など Inconel718など 取
り
外径 切削速度 回転速度 送り量 送り速度 切込み量 切削速度 回転速度 送り量 送り速度 切込み量
DC (m/min) (min-1) (mm/t.) (mm/min) ap (m/min) (min-1) (mm/t.) (mm/min) ap ラ
10 60 1900 0.025 190 5 30 950 0.02 76 2 フ
12 60 1600 0.035 220 6 30 800 0.03 96 2.4 ィ
16 60 1200 0.05 240 8 30 600 0.05 120 3.2 ング
20 60 950 0.05 190 10 30 480 0.05 96 4
25 60 760 0.05 150 12 30 380 0.05 76 5
DC
切込み量 ap
基準
DC: エンドミル外径
注1) ス テンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切 込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
16
Page18
ヘッド交換式エンドミル
超硬 iMX-S4HV
4枚刃制振スクエアヘッド 長刃タイプ
推奨切削条件
ス y肩削り加工
ク (mm)
エ 炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、
ア フェライト系・マルテンサイト系ステンレス鋼、チタン合金
被削材
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
ボ SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど
ー L/D 外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 ル DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae
16 100 2000 0.09 720 32 0.8 80 1600 0.07 450 32 0.8 60 1200 0.08 380 32 0.8
4
ラ 20 100 1600 0.09 580 40 1 80 1300 0.07 360 40 1 60 950 0.08 300 40 1
ジ 16 60 1200 0.07 340 32 0.8 50 990 0.05 200 32 0.8 40 800 0.06 190 32 0.86
ア 20 60 950 0.07 270 40 1 50 800 0.05 160 40 1 40 640 0.06 150 40 1
ス ae
切込み量基準 ap
テ
ー
パ
析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金
被削材
面 SUS630、SUS631など Inconel718など
取
り L/D 外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae
ラ 16 50 990 0.07 280 32 0.8 30 600 0.05 120 32 0.44
フ 20 50 800 0.07 220 40 1 30 480 0.05 96 40 0.5
ィ 16 30 600 0.05 120 32 0.8 20 400 0.04 64 32 0.4
ン 6
グ 20 30 480 0.05 96 40 1 20 320 0.04 51 40 0.5
ae
切込み量基準 ap
注1) ス テンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切 込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
注4) 長刃タイプは刃長が標準ヘッドに比べ2倍となるため、同サイズのホルダに取り付けた場合、L/Dは+1となります。
17
Page19
iMX-S4HV 超硬
4枚刃制振スクエアヘッド オフセットタイプ
推奨切削条件
y肩削り加工 (mm) スク
炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、 エ
フェライト系・マルテンサイト系ステンレス鋼、チタン合金 ア
被削材
S45C、SCM440、SS400、S10Cなど NAK、PX5、SNCM439、SKD、SKTなど SUS304、SUS316、SUS304LN、SUS316LN、
SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4Vなど ボ
L/D 外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 ーDC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae ル
11 150 4300 0.09 1500 11 1.1 120 3500 0.06 840 11 1.1 100 2900 0.075 870 11 1.1
12 150 4000 0.09 1400 12 1.2 120 3200 0.06 770 12 1.2 100 2700 0.075 810 12 1.2 ラ
13 150 3700 0.09 1300 13 1.3 120 2900 0.065 750 13 1.3 100 2400 0.08 770 13 1.3 ジ
14 150 3400 0.09 1200 14 1.4 120 2700 0.065 700 14 1.4 100 2300 0.08 740 14 1.4 ア
17 150 2800 0.1 1100 17 1.7 120 2200 0.075 660 17 1.7 100 1900 0.08 610 17 1.7 ス
3
18 150 2700 0.1 1100 18 1.8 120 2100 0.075 630 18 1.8 100 1800 0.09 650 18 1.8
22 150 2200 0.1 880 22 2.2 120 1700 0.075 510 22 2.2 100 1400 0.09 500 22 2.2 テ
28 150 1700 0.12 820 28 2.8 120 1400 0.075 420 28 2.8 100 1100 0.09 400 28 2.8 ー
30 150 1600 0.12 770 30 3 120 1300 0.075 390 30 3 100 1100 0.09 400 30 3 パ
32 150 1500 0.12 720 32 3.2 120 1200 0.075 360 32 3.2 100 990 0.09 360 32 3.2
11 90 2600 0.07 730 11 0.4 70 2000 0.05 400 11 0.4 60 1700 0.06 410 11 0.4
12 90 2400 0.07 670 12 0.5 70 1900 0.05 380 12 0.5 60 1600 0.06 380 12 0.5 面
13 90 2200 0.07 620 13 0.5 70 1700 0.05 340 13 0.5 60 1500 0.06 360 13 0.5 取り
14 90 2000 0.07 560 14 0.6 70 1600 0.05 320 14 0.6 60 1400 0.06 340 14 0.6
17 90 1700 0.08 540 17 0.7 70 1300 0.06 310 17 0.7 60 1100 0.07 310 17 0.7
5
18 ラ90 1600 0.08 510 18 0.7 70 1200 0.06 290 18 0.7 60 1100 0.07 310 18 0.7 フ
22 90 1300 0.08 420 22 0.9 70 1000 0.06 240 22 0.9 60 870 0.07 240 22 0.9 ィ
28 90 1000 0.1 400 28 1.1 70 800 0.06 190 28 1.1 60 680 0.07 190 28 1.1 ン
30 90 950 0.1 380 30 1.2 70 740 0.06 180 30 1.2 60 640 0.07 180 30 1.2 グ
32 90 900 0.1 360 32 1.3 70 700 0.06 170 32 1.3 60 600 0.07 170 32 1.3
11 60 1700 0.06 410 11 0.2 50 1400 0.04 220 11 0.2 32 930 0.05 190 11 0.2
12 60 1600 0.06 380 12 0.2 50 1300 0.04 210 12 0.2 32 850 0.05 170 12 0.2
13 60 1500 0.06 360 13 0.3 50 1200 0.05 240 13 0.3 32 780 0.06 190 13 0.3
14 60 1400 0.06 340 14 0.3 50 1100 0.05 220 14 0.3 32 730 0.06 180 14 0.3
17 60 1100 0.07 310 17 0.3 50 940 0.05 190 17 0.3 32 600 0.06 140 17 0.3
7
18 60 1100 0.07 310 18 0.4 50 880 0.05 180 18 0.4 32 570 0.06 140 18 0.4
22 60 870 0.07 240 22 0.4 50 720 0.05 140 22 0.4 32 460 0.06 110 22 0.4
28 60 680 0.08 220 28 0.6 50 570 0.05 110 28 0.6 32 360 0.06 86 28 0.6
30 60 640 0.08 200 30 0.6 50 530 0.05 110 30 0.6 32 340 0.06 82 30 0.6
32 60 600 0.08 190 32 0.6 50 500 0.05 100 32 0.6 32 320 0.06 77 32 0.6
ae
切込み量基準 ap
注1) ス テンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切 込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
18
Page20
ヘッド交換式エンドミル
超硬 iMX-S4HV
4枚刃制振スクエアヘッド オフセットタイプ
ス y肩削り加工
ク (mm)
エ 析出硬化系ステンレス鋼、コバルトクロム合金 耐熱合金
ア
被削材
SUS630、SUS631など Inconel718など
ボ
ー L/D 外径 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 切削速度 回転速度 送り量 送り速度 切込み量 切込み量 ル DC (m/min) (min-1) (mm/t.) (mm/min) ap ae (m/min) (min-1) (mm/t.) (mm/min) ap ae
11 75 2200 0.06 530 11 1.1 30 870 0.04 140 11 0.8
ラ 12 75 2000 0.06 480 12 1.2 30 800 0.04 130 12 0.9
ジ 13 75 1800 0.065 470 13 1.3 30 730 0.045 130 13 1
ア 14 75 1700 0.065 440 14 1.4 30 680 0.045 120 14 1.1
ス 17 75 1400 0.065 360 17 1.7 40 750 0.045 140 17 1.3
3
18 75 1300 0.075 390 18 1.8 40 710 0.05 140 18 1.4
テ 22 75 1100 0.075 330 22 2.2 40 580 0.05 120 22 1.7
ー 28 75 850 0.075 260 28 2.8 40 450 0.05 90 28 2.1
パ 30 75 800 0.075 240 30 3 40 420 0.05 84 30 2.3
32 75 750 0.075 230 32 3.2 40 400 0.05 80 32 2.4
11 50 1400 0.05 280 11 0.4 10 290 0.03 35 11 0.3
面 12 50 1300 0.05 260 12 0.5 10 270 0.03 32 12 0.4
取
り 13 50 1200 0.05 240 13 0.5 10 240 0.04 38 13 0.4
14 50 1100 0.05 220 14 0.6 10 230 0.04 37 14 0.4
ラ 17 50 940 0.06 230 17 0.7 19 360 0.04 58 17 0.55
フ 18 50 880 0.06 210 18 0.7 19 340 0.04 54 18 0.6
ィ 22 50 720 0.06 170 22 0.9 19 270 0.04 43 22 0.7
ン 28 50 570 0.06 140 28 1.1 19 220 0.04 35 28 0.8
グ 30 50 530 0.06 130 30 1.2 19 200 0.04 32 30 0.9
32 50 500 0.06 120 32 1.3 19 190 0.04 30 32 1
11 24 690 0.04 110 11 0.2 ‒ ‒ ‒ ‒ ‒ ‒
12 24 640 0.04 100 12 0.2 ‒ ‒ ‒ ‒ ‒ ‒
13 24 590 0.05 120 13 0.3 ‒ ‒ ‒ ‒ ‒ ‒
14 24 550 0.05 110 14 0.3 ‒ ‒ ‒ ‒ ‒ ‒
17 24 450 0.05 90 17 0.3 ‒ ‒ ‒ ‒ ‒ ‒
7
18 24 420 0.05 84 18 0.4 ‒ ‒ ‒ ‒ ‒ ‒
22 24 350 0.05 70 22 0.4 ‒ ‒ ‒ ‒ ‒ ‒
28 24 270 0.05 54 28 0.6 ‒ ‒ ‒ ‒ ‒ ‒
30 24 250 0.05 50 30 0.6 ‒ ‒ ‒ ‒ ‒ ‒
32 24 240 0.05 48 32 0.6 ‒ ‒ ‒ ‒ ‒ ‒
ae
切込み量基準 ap
注1) ステンレス鋼、チタン合金、耐熱合金などの加工には、水溶性切削油剤の使用が効果的です。
注2) 切込み量が小さい場合、回転速度と送り速度を上げることができます。
注3) 制振タイプは一般刃タイプと比較し、びびり抑制効果がありますが、機械や被削材の剛性がない場合、びびりが発生することがあります。
その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込み量を小さくしてご使用ください。
19